The Mint of Poland, a producer of circulation and collector coins for the National Bank of Poland, has purchased a second vacuum furnace from an international heat treat supplier. The historic 250 year-old-plus institution will begin producing stamps and coins with the furnace.
SECO/VACUUM’s parent company, SECO/WARWICK, sells vacuum furnace to The Mint of Poland. (photo source: secovacusa.com)
This is the second vacuum furnace that the Mint of Poland purchased from the parent company of North American-based SECO/VACUUM. The vacuum furnace target is equipped with 15 bar high pressure gas quenching (HPGQ) capability and is intended to increase the efficiency of the Mint of Poland. The unique design also opens up new possibilities for thin layer nitriding tests. This is an innovative application in the technological testing phase. Additionally, it will serve as a back-up resource in the event of failure or downtime due to service inspection of the current unit.
Siemowit Kalukiewicz Production and Operations Director at Mennica Polska SA (photo source: www.mennica.com.pl)
“Considering the nature of the mint’s operation, including the security of the coin and tool production process,” says Piotr Kraszewski, director of the production department at Mennica Polska SA, “an important aspect is duplicating the device in order to maintain the continuity of heat treatment in any situation and to ensure that the entire technological line is carried out on the premises of the mint.”
Siemowit Kalukiewicz, production and operations director at Mennica Polska SA, added, “In our long-term cooperation with SECO/WARWICK… we value the most their technological and service support, which allows us to try innovative solutions, rare or unheard of on the market. In our opinion, the technological knowledge and individual approach of engineers to the challenges that we set before them are as valuable and unique as our products.”
All images are taken from https://en.mennica.com.pl/ unless otherwise noted.
The Furnaces North America 2020 was a virtual session, giving presenters the opportunity to create pre-recorded videos as a tool for future learning. The information for today's Heat Treat TodayTechnical Tuesday is pulled from a session delivered by Matt Clinite, customer service (aftermarket) sales manager at Ipsen USA.
As the sales manager of aftermarket sales at Ipsen USA, Clinite is familiar with what makes and breaks the lifetime of a vacuum furnace. In his presentation titled, "Vacuum Furnace Best Practices for Greater Reliability and Efficiency," Clinite presents a technical overview of the "five fundamental steps to keep your vacuum furnace running at peak performance."
An excerpt: Four of the five principles to assess your vacuum furnace's present condition right now are:
Start with the Hot Zone
Review Your Temperature Monitoring Systems
Assess Your Water Cooling System
Check Your Pumping System
And..[watch the video!]
Additionally, Clinite guarantees that viewers will learn three things: identify and correct common furnace problems; establish a maintenance plan; and improve reliability, efficiency, and overall capability of your furnace. If anything else, walking through how to build a preventative maintenance checklist will be a helpful review for any heat treater!
An international manufacturer has commissioned a vacuum oil quench furnace. The batch system, with isolated graphite heating chamber, is capable of processing 12” wide by 12” high by 36” long loads weighing up to 500 pounds, and is rated to 3000°F.
The supplier, Gasbarre Thermal Processing Systems, notes that the modular furnace design will give the customer the capability of utilizing the 2 BAR gas quench in the heating chamber, or transferring through internal doors to the oil quench module.
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Equipment Chatter
TAV VACUUM FURNACES SPA sold two horizontal all metal high vacuum heat treatment furnaces to a well-known Chinese heat treater working in the manufacturing industry.
Honeywell announced that Global Control Pte Ltd, a global heating system original equipment manufacturer (OEM), is incorporating Honeywell technologies, including the ControlEdge™ HC900 controller, into its heat treatment solutions to help its customers improve their asset performance, reduce their inventory and lifecycle costs, and save energy.
Grieve Corp. announces 1250°F (667°C) inert atmosphere oven currently used for heat treating firearms components at a customer’s facility.
Tenova, a company specializing in innovative solutions for the metals and mining industries, started up the most productive Electric Arc Furnace in history, a Tenova Consteel® EAF, at Acciaieria Arvedi, Cremona (Italy) on September 17 this year.
ECM Technologies announces the release of a new furnace system which will replace current sealed quench (SQ) or integral quench (IQ) style furnaces.
Hubbard-Hall has completed the first phase of a three-year Digital Initiative Strategy. This phase focuses on creating a more engaging user experience, with use of Web Chat and On-Demand Portal technologies.
Gasbarre Thermal Processing Systems is pleased to announce the recent commissioning of a Vacuum Oil Quench Furnace, which included 2 BAR gas quench capabilities to an international manufacturer.
Kanthal is adding a 60 kW heater to its range of flow heaters to meet demands for higher power in industries like aluminum and glass.
Grieve Corp. Inert Atmosphere Oven
Tenova Consteel® EAF at Acciaieria Arvedi, Cremona (Italy)
ECM Technologies announces new furnace
Gasbarre’s Vacuum Oil Quench Furnace
Personnel Chatter
Hubbard-Hall Inc. welcomes Joshua McClellan as application engineer-cleaning and Becky Cavazuti as customer engagement key accounts manager. These roles are critical in expanding Hubbard-Hall’s services in metal finishing operations and achieving customer’s goals with less cost, complexity, and chemical consumption.
Group picture with Joshua and Becky from Hubbard-Hall.
Hubbard-Hall Inc. welcomes Fernando Carminholi as Business Development Manager.
Wire Experts Group, the parent company to Pelican Wire of Naples, Florida and Rubadue Wire of Loveland, Colorado has named Trent Dunn as the new WEG Marketing Manager, with overall responsibility for the marketing departments of all business units, including the parent organization.
The Heat Treating Society of ASM International welcomes to the board Steven Ferdon, director engineering technology, Cummins Incorporated. Chuck Faulkner, commercial development manager-heat treatment, Quaker Houghton, and Marc Glasser, director of metallurgical services, Rolled Alloys, were reappointed for a second three-year term.
Fernando Carminholi Business Development Manager Hubbard-Hall, Inc.
Trent Dunn Wire Experts Group Manager Marketing Manager
Marc Glasser serves at Heat Treating Society of ASM International
Company Chatter
Brian Fitzpatrick, District 1 US Congressman, Bucks County, Pa., at the Solar Manufacturing plant.
Custom Electric Manufacturing was acquired by Sweden-based Kanthal in 2018 and will now go to market under the Kanthal brand. The transition will be effective as of January 1, 2021. View a video with Jon Hartmayer and Victor Strauss about the brand transition.
Brian Fitzpatrick, District 1 US Congressman, Bucks County, PA., toured the Solar Manufacturing plant in Sellersville, PA.
Advanced Heat Treat Corp. (AHT), a recognized leader in heat treat services and metallurgical solutions, announced a new logo for their UltraOx® heat treatment today. The new logo features an ox as the term ‘ox’ is often used as an abbreviation of the term ‘oxide’ – one of the three steps of this protective heat treatment.
Jon Hartmayer Sales Area Manager NAFTA Kanthal
Victor Strauss Vice President and Director of Operations CEM
Kudos Chatter
Lindsey Newcomb, Marketing Manager at Advanced Heat Treat Corp. (AHT), was recently selected for a “2020 20 under 40 list,” furthering the understanding/awareness of heat treat among the general public.
In August, 2020, Solar Atmospheres of Western Pennsylvania (SAWPA) participated in a Boeing Supplier Assessment. The on-site, preventative engagement resulted in zero findings and Solar, once again, achieving preferred status for Heat Treating, Hardness, and Non-Destructive Liquid Penetrant Testing.
Advanced Heat Treat Corp. recognized in the 2020 Courier Employers of Choice. These honorees demonstrate the diversity of career options in and continued commitment to healthy communities in Cedar Valley, IA.
Solar Atmospheres of Western Pennsylvania (SAWPA) recognized from the Boeing Supplier Assessment
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com.
“In June Airbus cut output by 40% overall, but the manufacturer reportedly is communicating to suppliers that it will increase production of its A320 series to 47/month in the second half of next year.” – American Machinist, 10/25/2020
Airbus has just delivered its first U.S.-assembled A220 aircraft from Mobile, Alabama. With this sale, the global aircraft producer seems to be moving into a new era of U.S. aircraft production. The aircraft was delivered to Delta Air Lines.
C. Jeffrey (Jeff) Knittel Chairman & CEO Airbus Americas, Inc.
“The delivery of the first U.S.-built A220-300 is a historic moment that highlights Airbus’ growing industrial footprint in North America and makes us all extremely proud,” said C. Jeffrey Knittel, Chairman & CEO Airbus Americas Inc. “We look forward to seeing passengers delighted by the experience of travelling on board this brand new A220-300 proudly built in Mobile, Alabama.”
To date, approximately 400 U.S. employees have been trained on A220 production – some in Mirabel, Quebec, Canada, where the A220 program and primary final assembly line are located. A year ago, the first U.S. based A220 production team, comprised of experienced and new team members, began assembling A220s in Mobile.
Benefitting from the latest technologies, the A220 offers a 50% reduced noise footprint compared to previous generation aircraft, 25% lower fuel burn per seat, and 50% lower NOx emissions than industry standards. Airbus claims the A220 offers 25% lower operating costs per seat compared to previous generation aircraft.
As of end September 2020, 123 A220s have been delivered to seven operators and are being flown on routes in Asia, America, Europe, and Africa.
Do you remember, or have you ever heard of the comedy duo of Abbot and Costello of the 1940s and early 1950s? One of their most popular skits is “Who’s on First?” which is hilarious, but its title, theme, and overall performance are apt reflections of the questions, frustrations, and confusing answers we are experiencing on a daily basis as we continue to navigate through uncharted waters. September’s Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary begins with questions we’d all like to know the answers to about the future of the economy/recovery and ends with continued hope. “There will soon be a debate as to what to call the period we are entering. Is this the post-pandemic recovery? Is it the second wave pandemic era? Is this the beginning of the ‘blue wave’ or the start of the purple revenge? Is this the end of the beginning or the beginning of the end? At this point a case could be made for any of these.”
(Photo Source: YouTube.com)
It’s always good to look at the data of the indices to get a pulse of what’s happening. Of the 11 indices, five are trending in the positive direction and six are trending negative, however, the report states that “the shifts have been subtle and it is hard to say whether the future trends will continue to follow the current pattern.”
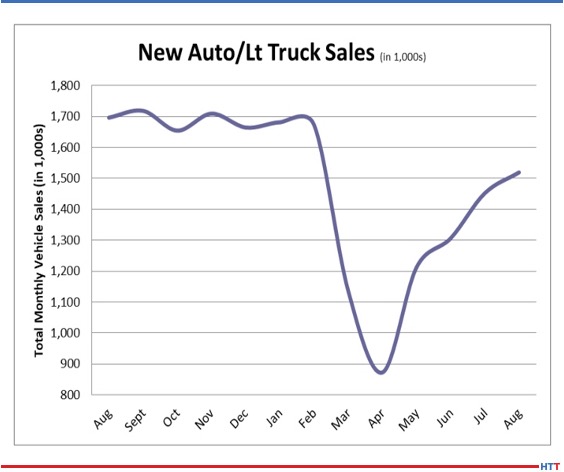
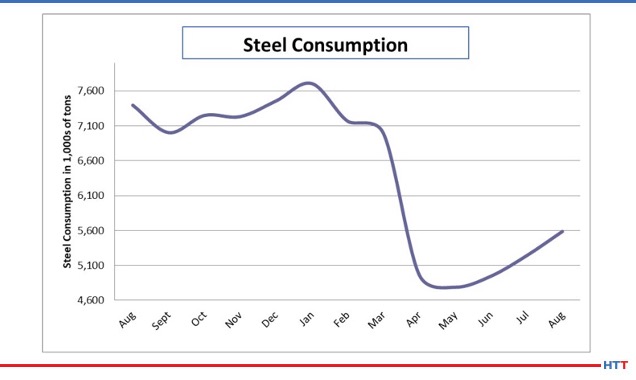
The report continues, “In many respects the economy now seems in better shape than it was just a few months ago and far better than many had expected at this point. That is reflected in the indicators that showed improvement this month.” The gains were in the new automobile/light truck sales, steel consumption, industrial capacity utilization, metal prices, and factory orders.
Vehicle sales are sensitive to the performance of the economy. Demand is slowly coming back.
New home starts, capital expenditure, PMI new orders, credit, durable goods and transportation experienced a decline last month, however, in “many of these readings the changes from last month were minor and the numbers remain far stronger than they were even as recently as July and August. The economy is changing and that has meant decline for some and progress for others.”
The level of steel consumption has been rising steadily since falling into the doldrums.
While the upcoming election may bring changes, the summary states, “The reality is that the focus of the next year will be the same regardless of who wins the White House and/or Congress. The pandemic may dominate the economy as it has through 2020.” The projections for 2021 fall into two categories. The first scenario is one in which “the recovery will start picking up speed as this year ends and will continue to gain traction into the first half of next year before slowing down slightly.” The second scenario is the more cautious assumption based on an expected spread of the virus through the colder months. The good news is that in both scenarios the end of 2021 will see growth numbers that will look a lot like the numbers at the start of 2020.
Finally, given all the uncertainty, what should be on the watch list for business and manufacturers specifically? The summary concludes, “The key factors to watch will be those that reflect month to month changes and that will include the Purchasing Managers’ Index as well as the Credit Managers’ Index. Both look pretty solid right now but have shown some signs of concern as the growth spurt in the PMI has faded and the CMI is starting to show issues with the unfavorable factors. Two other indices to focus on will be capital expenditure and capacity utilization. If the manufacturers are worried about the future, they will be reducing their levels of capital investment (both in terms of machine purchasing as well as physical plant).” The only other early warning sign to look for is in transportation. Parcel activity is going to grow as the holiday spending season ramps up, which means paying closer attention to rail and truck volumes.
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, executive director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
“Successful heat treating begins by understanding the make-up of the steel that is to be treated.”
Heat Treat Today’sTechnical Tuesday feature provides an overview of the heat treatment process and the benefits wrought from heat treating in salt baths. The article also illuminates details to understand part composition and the austempering and quenching process as a whole.
The author of this Original Content article, Jerry Dwyer, market manager at Hubbard-Hall, has previously written for Heat Treat Today on the topic of polymer quenchants as an alternative to water and oil quenching. Read more here.
Heat treating is a process in which metal is heated to a predetermined temperature and then cooled in a particular manner to alter its internal structure for obtaining a desired degree of physical, mechanical and metallurgical properties. The purpose is to obtain maximum strength (i.e., increase the metal’s hardness) and durability in the material.
Numerous industries utilize heat treated parts, including those in the automotive, aerospace, information technology, and heavy equipment sectors. Specifically, manufacturers of items such as saws, axes, cutting tools, bearings, gears, axles, fasteners, camshafts, and crankshafts all rely on heat treating to make their products more durable and to last longer.1
The heat treating processes require three basic steps:
Heating to a specified temperature.
Holding at that temperature for the appropriate amount of time.
Cooling according to prescribed methods.
Understanding the Part Material
According to the ASM International’s Heat Treating Society, about 80 percent of heat treated parts are made of steel, such as bars and tubes, as well as parts that have been cast, forged, welded, machined, rolled, stamped, drawn, or extruded.1
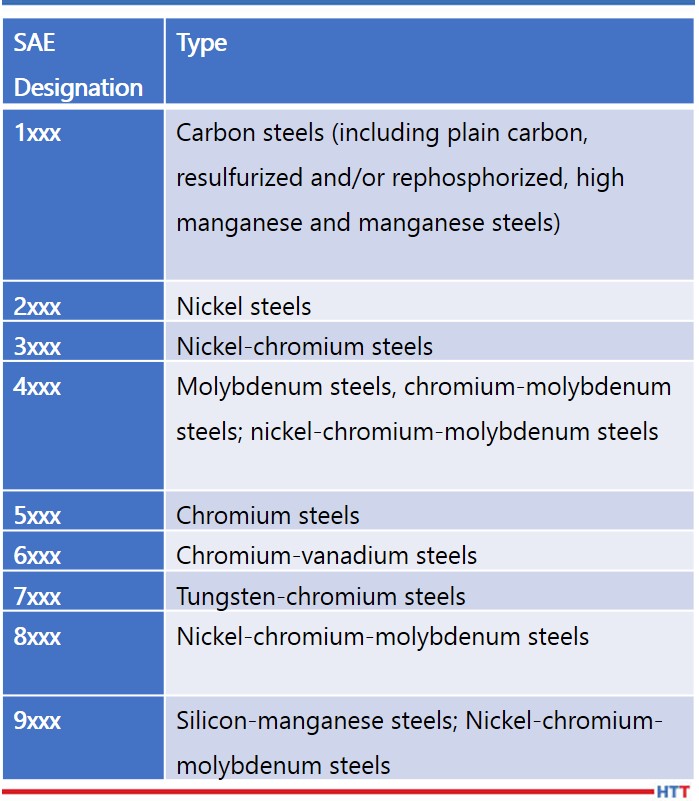
SAE Designation. (Image source: Jerry Dwyer. Reference source #3.)
Successful heat treating begins by understanding the make-up of the steel that is to be treated. The American Iron and Steel Institute (A.I.S.I.) and the Society of Automotive Engineers (S.A.E.) utilize a four-digit system to code various types of steel used in manufacturing. The alloying element in the AISI specification is indicated by the first two digits, and the amount of carbon in the material is indicated by the last two digits. The first digit represents a general category of the steel groupings, meaning that 1xxx groups within the SAE-AISI system represent carbon steel. The second digit represents the presence of major elements which may affect the properties of steel; for example, in 1018 steel the zero in the 10xx series depicts no major secondary element. The last two digits indicate the percentage of carbon concentration. SAE 1018 indicates non-modified carbon steel containing 0.18% of carbon, while SAE 5130 indicates a chromium alloy steel containing 1% chromium and 0.30% carbon.
Carbon steel has a main alloying constituent of carbon in the range of 0.12% to 2.0%. Plain carbon steel is usually iron with less than 1% carbon, plus small amounts of manganese, phosphorous, sulfur and silicon. Carbon steel is broken down into four classes based on carbon content:
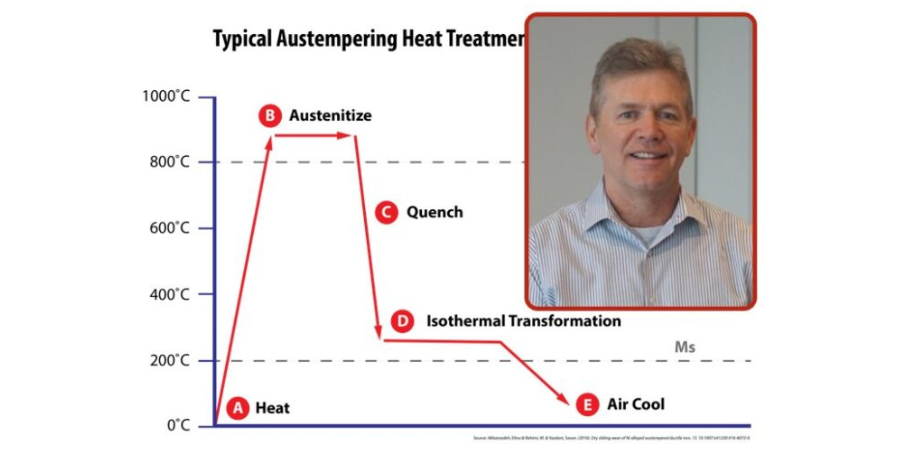
Austempering is one of several heat treatments that is applied to ferrous metals and is defined by both the process and the resultant microstructure of the work. In steel, it produces a bainite (or a plate-like) microstructure.
Typical Austempering Heat Treatment Cycle in Ductile Iron
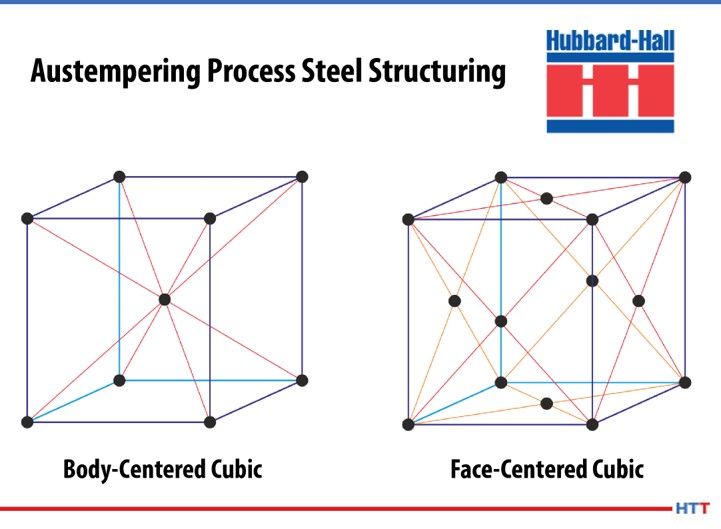
When heated to temperatures below 730°C (1346°F), the pure metal iron has a body-centered cubic structure; if heated above this temperature, the structure will change to a face-centered cubic. On cooling, the change is reversed, and a body-centered cubic structure is once more formed. The importance of this reversible transformation lies in the fact that up to 2.0% carbon can dissolve in a face-centered cubic, forming what is known as a “solid solution.” While in a body-centered cubic iron state, no more than 0.02% carbon can be dissolved this way. The solid solution formed when the carbon atoms are absorbed into the face-centered cubic structure of iron is called austenite.
Austempering Process Steel Structuring
When quenched, carbon is precipitated from austenite not in the form of elemental carbon (graphite), but as the compound iron carbide Fe3C, or cementite. Like most other metallic carbides, this substance is usually very hard; as the amount of carbon increases, the hardness of the cooled steel will also increase.
The temperature of the quench tank is set so that the material is rapidly cooled down at a rate fast enough to avoid transformation to intermediate phases such as ferrite or pearlite and then held at a temperature that falls within the bainite region but staying above the martensitic phase. The bainitic microstructure that is formed as a result of austempering imparts high ductility, impact strength, and wear resistance for a given hardness; a rifle bolt was one of the first applications for this process.
The salt quench also provides low distortion of work with repeatable dimensional response. The materials have increased fatigue strength and is, in general, more resistant to hydrogen and environmental embrittlement.
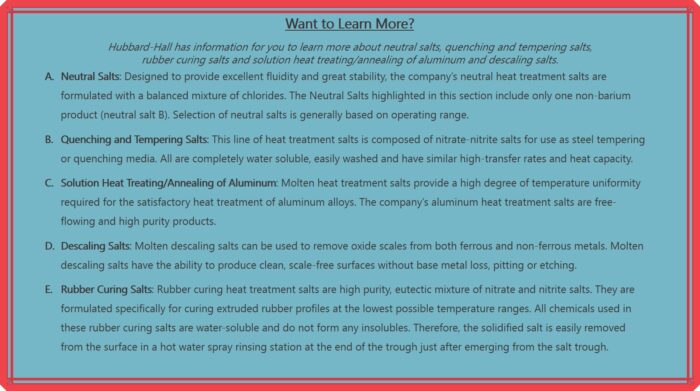
Heat Treat with Salt Baths
Salt bath heat treatment is a heat treatment process comprising an immersion of the treated part into a molten salt, or salts mixture.2 There are numerous benefits of heat treatment in salt baths, the most prevalent is that they provide faster heating. A work part immersed into a molten salt is heated by heat transferred by conduction (combined with convection) through the liquid media (salt bath).2 The heat transfer rate in a liquid media is much greater than that in other heating mechanisms, such as radiation or convection through a gas.2
Using salt baths also helps with a controlled cooling conditions during quenching. In conventional quenching operation, typically either water or oil are used as the quenching media and the high cooling rate provided by water/oil may cause cracks and distortion. Cooling in molten salt is slower and stops at lower temperature and avoids may of the pitfalls associated with a faster quench.2
Salt baths also provide low surface oxidation and decarburization, as the contact of the hot work part with the atmosphere is minimized when the part is treated in the salt bath.2 There are additional advantages to salt heat treat:
Wide operating temperatures: 300°F -2350°F
Most of the heat is extracted during quenching by convection at a uniform rate.
Salt gives buoyancy to the work being processed to hold work distortion to a minimum.
Quench severity can be controlled or manipulated by a greater degree by varying temperature, agitation and water content of the salt.
Excellent thermal and chemical stability of the salt means that the only replenishment required is due to drag-out losses.
Nonflammable salt poses no fire hazard.
Salt is easily removed with water after quenching.
About the Author: Jerry Dwyer is Hubbard-Hall’s market manager for product groups pertaining to heat treating, phosphates and black oxide. To learn more or get in touch, please visit Hubbard-Hall’s website.
Many of you are likely to have heard Harb Nayar, president of TAT Technologies, LLC, expert in all things sintering, explain innovative ways to produce heat treated products. But perhaps you are wondering, how would “atomised prealloyed steel particles,” that is micro-ingots, work within the realm of heat treat?
This Heat TreatTodayBest of the Web feature is pulled from a powder metallurgy (PM) whitepaper in which Harb Nayar describes the PM background, processes, and application in more detail. Read his detailed whitepaper, “The micro-ingot route: A variant of the PM process that could offer new opportunities for the PM industry,” on the web, or download the free PDF.
An excerpt: “This micro-ingot approach, when combined with newer heat treatment technologies, can lead to a redesign of the current macro-ingot products that can potentially help to reduce the weight of the finished product resulting in a longer product life span.”
A recent strategic partnership between a North American commercial heat treater and a hot isostatic pressing service provider will open up more immediate options for heat treating customers.
(Source: Solar Atmospheres, CA)
Solar Atmospheres of California, providing vacuum heat treating services, and Kittyhawk, offering hot isostatic pressing (HIP) services for the aerospace, commercial, military, medical, automotive, firearms and oil and gas industries, will partner to offer heat treating and hot isostatic pressing services.
Brandon Creason President Kittyhawk
“This partnership,” says Brandon Creason, president of Kittyhawk, “allows the customer to take advantage of hot isostatic pressing and heat treat without having to look further. I am very excited about the future, and more importantly, providing our customers with two of the best options in the service industry.”
Derek Dennis President Solar Atmospheres California
Derek Dennis, president of Solar Atmospheres of California, adds, “In response to the needs and requirements of our valued customers, Solar Atmosphere is delighted to partner with a high caliber organization like Kittyhawk to provide hot isostatic pressing services.”
(photo source: National Cancer Institute at unsplash.com)
Heat Treat Radio host Doug Glenn continues his conversation with AMS2750F expert Andrew Bassett. This time the pair discusses Revision F changes to System Accuracy Tests (SATs).
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
DG: We are back today for our second episode of a three-part series with Andrew Bassett. Andrew is the president and CEO of Aerospace Testing and Pyrometry, headquartered out of Bethlehem, PA, with offices across the county. They do a lot in pyrometry services and related things. Andrew also had a seat on the committee that was responsible for – that owned – the AMS2750 revision F, so he can speak with firsthand knowledge of some of these changes.
If you are interested, you can listen to the first part, which dealt with the major changes in thermocouples and sensors, major changes in instruments, major changes in calibration, and then we also spent a little bit of time right at the end of the last episode talking about offsets.
AB: Yes, and the offsets were one of major changes that we, as a team, did a very good job of spelling out the new requirements for the two different offsets: modification offsets and correction offsets. So that’s a valuable tool to go back and take a look at.
Episode 1 of 3 of AMS2750 series
DG: If you didn’t catch that first episode, you can certainly do that. You can go to www.heattreattoday.com, jump back into the radio section which is under heat treat media on our main navigation tab, and check that out. It would be very worthwhile.
Before we jump into the topic for today, which is the system accuracy tests (SATs), I wanted to ask you a question about this revision. Often, the AMS folks will come out with a minor modification, or not a huge modification, let’s say; other times, it’s pretty much a re-write, end to end. How would you classify this revision F? Where does it fall on that scale?
AB: It leans towards the side of a complete re-write. I think one of the big things that changed was obviously the number of pages of the document; it jumped from roughly 43 pages up to 54 pages. We expanded the number of tables that were from revision E, which had 11 tables, into 25. This was to do some more clarifications of the requirements, or to spell things out a little bit more. I would be leaning on the side of this as being more of a complete re-write. There’s going to be quite a bit in there that is the same old stuff from the previous revisions, but there is quite a bunch of new stuff.
I would lean towards saying that this was a complete re-write and that’s why there were no change bars associated with the spec. Typically, when these specs get revised, the change bars show you where the changes are, but since this was more of a re-write, we left out the change bars this time around.
DG: Instead of having someone go in and “cheat” and just look at the change bars, you’ve got to pretty much start from the beginning and go straight through.
Where do you see some of the major changes in rev F on the overall or the resident SAT?
(source: Andrew Bassett, ATP)
AB: Not a whole lot completely changed on the resident sensors. We still allowed for the same sensors as we did in the previous revisions, where you are limited to different types of sensors based on the temperature ranges, that they were going to be seeing. For instance, if you’re above 500 degrees Fahrenheit, then you’re going to be limited to type N, S, R or B thermocouples, and if you’re above 1,000 degrees, they would have to be what’s called a nonexpendable thermocouple, the metal sheathed type thermocouples. We left that stuff alone. But one of the things we did allow for with the new resident sensors, which I believe is a benefit to the supplies that are using the resident sensors, is that we’re going to allow for some things. Let’s say you have an over temperature sensor, and you also want to use that as your resident sensor. Now you’re allowed to do that as long as you follow the guidelines that say a resident sensor has to be replaced. If it’s a base metal thermocouple it has to be replaced every 90 days, or on a quarterly basis. If it is a noble metal, one of the type R, S, or Bs, it would have to be replaced or recalibrated every six months. We did allow for cases where you have an extra sensor that is being used in dual roles (that is, a resident sensor that also functions as a high limit protection), then you can go ahead and do that. I think that that is something that is beneficial to the suppliers, in that we don’t have to go out and put a third sensor into a furnace or drill a hole to put our resident sensor in.
The one thing that we really want to emphasize with these resident sensors is that their position is to be verified during the installation process and when it’s replaced. When a resident sensor is in a fixed position, we want to make sure it is not moving. Typically, you see a compression fitting that is going to tie the thermocouple down and lock it into place. We want to make sure it is not moving between tests. So, now when you replace these things, you must verify the positioning when you put it in on a replacement basis.
Also, it’s always been the requirement to put the thermocouple in for the 90 days or 180 days, and leave it in there. We’re going to allow you to take it out between the tests, but only as long as it is verified after every single time it’s replaced. I’m not a big believer in that; just because someone from Quality doesn’t come out and verify it doesn’t mean that it could be in the wrong position. But we are allowing you to independently move this thing in and out between the test if you want; that is acceptable. You still have the same replacement periods as quarterly and 180 days depending on the sensor type. We did give a little leeway on that from the resident sensor standpoint. Again, we didn’t make a whole lot of changes on it. We just wanted to spell out the little bit of differences allowing for other types of sensors to be used, or have a dual purpose, I should say.
DG: Let’s move on to the second issue, and that is the alternate SAT process, which I know has sparked a lot of questions with the articles we’ve had on our website. We’ve always had people asking about what they can do, what they can’t do. Let’s talk about that.
AB: Sure. The previous revision in rev E was kind of this dark black hole of what the alternate SAT process was all about. Finally, it was more spelled out in what’s called the “PyrometryReference Guide.” That’s the document that NADCAP puts out, the “pyrometry for dummies,” so to speak. This is basically their interpretation of AMS2750. And then kind of evolved that into what’s called a “heat treat audit advisory.” There were different interpretations of this alternate SAT which were too conflicting to the suppliers. We said, “Let’s make it more clear-cut of what the expectation of this alternate SAT process is.”
First off, the process applies to load sensors that are used once, or for any other type of sensor control or recording sensors that are replaced at the same, or less frequent than the normal, SAT intervals. One of the things that was in the previous version, which we kept, is that the calibration must be performed from where you connect the sensor. Then, once you do that calibration, one of the following three options have to be met. Option 1 is that we take the sum of the sensor calibration error. That’s when you first complete calibration from the point of connection and run through the whole system, including the connections, the lead wire, and the instruments. Then, you document those results and algebraically add that to the correction factors or the errors of the wire either being used or replaced more frequently, and if the sum of those two correction factors are within the allowable SAT tolerance of AMS2750, you would have to document that. And that’s the first option; it’s basically a math function; it’s sitting at your desk and taking the calibration report of your process instrumentation, typically from the recording, and adding it to the wire that’s being used. If you fall within that certain table of AMS2750 for SAT tolerances, you’re good to go. It’s kind of a “desk SAT,” as they call it.
The other way of doing this is to use the appropriate sensor and instrument calibration correction factors. You can either program them into the system or apply it manually as allowed by the limits in AMS2750. Basically, you’re taking the correction factors for the instrumentation that you have calibrated and the sensors that you have calibration “certs” on, and programming that into your system. Again, as long as that meets within the applicable table of AMS2750, that is the second option that is allowed. Because you’re basically using the correction values from the calibration reports for your instruments and your thermocouples, you will always be within your SAT requirements.
The third option allows you to do a couple of things. For one, you can limit your instrumentation calibration error. A company comes in and does your calibrations, and the supplier says they don’t want any of their channels to be more than one degree out of calibration, so, you adjust the instrument calibration to be within that limit. Or, you can specify when you purchase thermocouples wire that you won’t take any thermocouple wire that is no more than two degrees out throughout the whole range you need them calibrated. In that instance, you will always be compliant to the requirements of the SAT tolerances. So, if you restrict the calibrations and you restrict the error on the thermocouples, then you will always meet that requirement. All you would have to do is show, for documentation purposes, the instrument calibration reports that say it is all within 1 degree and all of the wire certifications are within two degrees, and that will always meet the most stringent requirement for SAT tolerances. As long as that documentation is there, you will be able to show compliance to the requirement.
[blockquote author=”Andrew Bassett” style=”2″]“Before, there was no requirement of how to document all this, so we actually put in some hard requirements down on how to document the alternate SAT requirements.”[/blockquote]
Those are the more defined options you have. Before, if you gave it to 100 different people to read, and they said, “I don’t know what to do with this information.” Well, now we’ve put out what we actually meant and defined it a little further now.
DG: Great, so that covers the first two that we wanted to talk about – the overall of the resident SAT and now the alternate SAT – so let’s wrap up with this SAT waiver, which is obviously of interest.
AB: First, I want to jump back real quick into the alternate SAT. We finally added some documentation requirements. Before, there was no requirement of how to document all this, so we actually put in some hard requirements down on how to document the alternate SAT requirements. You have to list out the thermal processing equipment (you have to identify which furnace you’re doing this on), what is the sensor system that’s being tested, and what sensor or roll of wire that’s being replaced. You also have to identify the reason why you’re doing the SAT; for example, because you replaced the thermocouple after every run, something simple like that. If you’re doing the full calculation method, then you’d have to show all your calculated methods. We did finally put some teeth in to help you document this well.
DG: Now, the SAT waiver. Tell us about it.
AB: In all my years out in the field of pyrometry, I rarely found many suppliers that did this SAT waiver correctly. We didn’t change a lot of the basics of the requirements, but we did change some new requirements regarding how to gather your data to make sure that you do this correctly. We still require that if you’re using noble metal load thermocouples, which are the platinum based thermocouples, you replace and recalibrate them on a quarterly basis. If you have base metal load thermocouples, if they are expendable, they should still be just a single use. If they’re nonexpendable, sheath type thermocouples, they shall meet the requirements of Table 6 in AMS2750F, and that gives you guidelines of how often those need to be replaced.
If you have any kind of observations that are made and recorded on at least a weekly basis and which reveal any unexplainable difference between observable readings and readings of two recording sensors, this is where the change really occurred on those two additional sensors. We spelled out that these weekly readings have to be conducted at one production setpoint and measured within the five minutes at the end of the production soak period. What this weekly log is supposed to be doing is to compare one sensor against another sensor that you’ve identified.
Some people have used the control sensor as the one sensor and, let’s say, the high limit thermocouple as the second sensor. These have to stay within a two-degree relationship from the last successful survey, and so people were wondering when they were to take the weekly reading. We decided to spell this out a little bit further: this weekly reading must be done at production setpoint and measured within the minutes of the production soak period. In other words, you can let your thermocouples soak out for a period of time, during which you can complete your comparison check. These have to be within two degrees of the relationship determined at the most recent TUS temperature and at the nearest temperature tested during the most recent TUS.
For example, let’s say we do a survey at 1600 degrees and the control is reading 1600 degrees and my over temp is reading 1602. Next week, we come along and we’re running a job here at 1500 degrees and my control is reading 1500 degrees and my over temp is reading 1501, you’re good. You’re within that two-degree relationship. That’s where this two-degree relationship needs to occur.
But the one thing that we’ve done now is we’ve asserted that the two sensors have to be different types. Before, you’d have, let say, two type S thermocouples in your furnace; you can’t have two type S thermocouples now. You have to make a different thermocouple type for the relationship. This is more to catch any drifting of your thermocouples over time. For instance, if you had a type S thermocouple in your furnace as your control, you’re going to have to be limited to either a type B or type N thermocouple as that secondary sensor that you’re doing your relationship check with.
That’s what a big change is. Before people just used the two same sensors. What we were concerned about is – and let’s say those two thermocouples were made from the same lot of material – that there is a good chance that when the thermocouples start to drift, they’re going to drift in the same direction.
Again, we did put some similar restrictions on resident thermocouples. For the example I used, if you had type S control thermocouple, you’d be limited to type B or N, but we also allow for R as that extra thermocouple. But R and S are very similar in the chemical composition makeup, so we don’t allow an S to go against an R and vice versa, in that case. If you had a control thermocouple that was K, then really any other thermocouple that is allowed once you’re above 500 degrees you’re limited to the B, R, S, and N. Actually, these requirements are exactly the resident sensor requirements as well.
DG: Anything else on that SAT waiver?
(source: Andrew Bassett, ATP)
AB: We do now have some documentation requirements, too. Again, before there were no requirements there. Now you have to list the equipment that you’re doing the waiver on, you have to identify the control sensor, what type of sensor it is, plus what the additional sensor is used for the sensor relationship test. You have to list out the date of when the control and the additional sensor to be used, when they were installed, and when they were replaced or recalibrated. You have to list out the run number and date, so that when you are completing the production cycle on a weekly, you have some kind of easy identifier to tell you that it was done on run #ABC123, and the date was 9/8/20, so we can go back to the records and verify it. Date and temperature of the recent TUS and the documentation, that weekly log, are necessary; we need to see that weekly log as well.
We finally put some teeth into the requirements of the SAT waiver. I don’t think it’s going to be a big change for a lot of the suppliers out there. They will have to change over that one sensor, but, for the most part, I think we tweaked it enough where we felt more comfortable, especially changing those two different sensors so that we didn’t have drift occurring at the same time. That was our biggest concern as a committee.
DG: So, you’re basically trying to ensure reliability and you’re going to actually test for what you’re testing for. That makes sense.
We talked briefly about the overall or resident SAT, the alternate SAT, and the waiver. If you, the listeners, have questions, be sure to email them into us and we can potentially get Andrew to respond to them. Send those to htt@heattreattoday.com. We’ll leave Andrew’s information at the end of each of these podcasts.
Andrew, I’ve got a final question for you, not dealing with any specific aspect of the revision, but just to give people a sense of the amount of time that folks in your shoes, people that have invested time or actually on the committee: How much time do you think you’ve invested in the rev F portion of AMS2750?
AB: It was a long process. To put it in perspective, we developed our sub team and had our first meeting back in October of 2017, during one of the NADCAP meetings. We were kind of on a fast-track to get this spec revised and put out there. It wasn’t actually released until June of 2020; so three year plus is a fast-track in the eyes of the AMS world. We did meet at least six or seven times a year, either during an AMEC meeting or during one of the NADCAP meetings, and we had numerous Webex calls. When we actually met face to face, they were good 8 – 10 hour sessions of hammering out the spec. Then, we would take it back to our own groups and muddle through what we discussed. It was a long period of time. I would hate to put an hour on it. I wish we’d gotten paid for that! Taking into account what our company is and what we do, we have to live, breathe and eat this spec, day in and day out, for our customers. I just wanted to be a part of the process of getting this documentation, so the world can understand the issues in pyrometry.
DG: I actually have one other question for you. You told us in the first episode how you got onto the committee. Are they always looking for people to participate on the committee, or do they carefully fence that and only invite in certain types?
AB: Anybody can be a member of AMEC. So anybody that wants to get involved with the revisions of any of these specifications, including the AMS2750, they’re more than welcome to show up at an AMEC meeting, get involved, and volunteer to get involved with the specifications. I remember my first meeting where the chairman said, “You’ve got to get on this 2750 team. And, oh by the way, we’re thinking about writing some other specs that we’re going to throw you under the bus for.” They’re looking for young blood to get involved with these specifications and be a part of it, so yes, anybody can get involved with these specifications.
DG: If you are listening and you’re one of those people that might be interested in participating in that, you can certainly get a hold of Andrew.
This was our second part in a three part series. Our last episode will be on temperature uniformity surveys, the issue of rounding, and quality assurance provisions. If you’d like to learn more or reach out to Andrew, you can go to www.atp-cal.com and look at their ‘about our team’ section in the main navigation bar. I’d also be happy to receive emails on behalf of Andrew. My email is doug@heattreattoday.com. Thanks for listening.
Doug Glenn,Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.






 The Mint of Poland, a producer of circulation and collector coins for the National Bank of Poland, has purchased a second vacuum furnace from an international heat treat supplier. The historic 250 year-old-plus institution will begin producing stamps and coins with the furnace.
The Mint of Poland, a producer of circulation and collector coins for the National Bank of Poland, has purchased a second vacuum furnace from an international heat treat supplier. The historic 250 year-old-plus institution will begin producing stamps and coins with the furnace.