How intelligent are your maintenance systems? Whether they track usage or calculate data, having a maintenance system is key. This Technical Tuesday feature article highlights how intelligent digital maintenance systems can perform predictive maintenance analysis, putting you in a better position to meet challenges on the ground.
Tony Busch, sales application engineer at Control Concepts, Inc., wrote this Original Content article for Heat TreatToday. Reach out to editor@heattreattoday.com if you have an article that you’d like to write for the web or for print
Tony Busch Sales Application Engineer Control Concepts, Inc.
Digital power controllers can calculate resistance and provide precise power control. Predictive maintenance is achieved by knowing when an element has reached its useful life. Intelligent power control includes embedded algorithms with teach function to calculate data and predict what is likely to happen next in the life of a heating element. This capability can determine partial load loss, resistance change, and complete load loss. As a result, it can help reduce energy cost.
The ability to measure resistance in a furnace can provide information regarding the overall condition of an element. Utilizing “Teach” functions — a power controller with embedded algorithms for calculating data — digital power controllers can constantly predict what is likely to happen next in the life of a heating element. Knowing the life of the element allows you, the heat treater, to predict when they should be changed and allows for a structured shut down preventing expensive unscheduled downtime. Conditions, such as partial load failure, are determined and appropriate alarms are activated.
Knowing the life of the element is also very useful for the heat treater when determining other conditions of the furnace, such as furnace insulation problems. Heat loss due to poor insulation can cause the elements to work harder to maintain temperature and shorten element life. Furthermore, lost heat increases energy consumption and higher electric bills. Understanding the condition of the furnace elements and the overall life of the element can be key in determining if the furnace is in proper operating condition to meet the next AMS2750 audit.
Intelligent controllers have a Kilovolt-ampere hour meter (KVAh Consumption). The KVAh Consumption value is the apparent power (KVA), revealing to the operator the actual energy costs in a particular product run. Understanding plant loading and KVAh Consumption are key factors in determining if load shedding and load sharing are appropriate. Determining the aging process of a variable resistive load provides information that is very useful in determining when transformer taps should be tapped up or down. Operating on the proper tap can help eliminate costly utility penalties by improving system power factor.
IoT is becoming a reality. Digital connectivity by various bus networks allows this data to be readily accessible and power conversion equipment is just one smart device that will be to connect it all together. Predictive maintenance, and proper energy use, are just a couple of the many things that will result from improved plant productivity.
About the Author: Tony Busch, sales application engineer at Control Concepts, Inc., started as a test technician at the company 10 years ago before transitioning into field service and repairs, followed by his current position of 6 years.
So your vacuum furnace is dangerous. You know that. But what do you need to know about hazardous materials and confined spaces when you’re on the plant floor?
This Best of the Web feature article is filled with important case studies that demonstrate how a lot of harm can happen due to negligence, assumed safe environments, and ill-informed habits. The writers go to great lengths to discuss why heat treaters should isolate the instances of danger in order to mitigate the effects, should any unfortunate event occur.
An Excerpt
[blockquote author=”Vac Aero International” style=”1″]Remember that all confined spaces are potentially hazardous to enter. Potential hazards within a vacuum furnace involve such items as…[/blockquote]
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel Chatter
Earl Leach, safety champion and production manager at Paulo St. Louis, has been recognized by the Missouri Association of Manufacturers with this year’s Safety Excellence “Horizon” Award.
The Plibrico Company, a global leader in monolithic refractory technology, announced Eric Downing as branch manager of the company’s Florida and Georgia locations following the announcement that current branch manager, Dale Johnson, would be retiring. Scott Forster has joined Plibrico as project manager, responsible for estimating, engineering, and managing projects in the company’s Buffalo, New York location.
Dustin Lawhon and Alex Janeway have both accepted expanded responsibilities as national sales managers at Paulo.
Earl Leach, safety champion and production manager at Paulo, receives Safety Excellence “Horizon” Award, 2020.
Dustin Lawhon National Sales Manager Paulo
Alex Janeway National Sales Manager Paulo
Company Chatter
AFC-Holcroft has announced the expansion of sales territory by their sales representative, Vectorr Industries LLC, to now include the Province of Ontario, Canada.
Bodycote announced the opening of its new facility in Elgins, Illinois.
HI-POWER, a Holtec International and Eos Energy Storage joint venture, formed a five-year partnering agreement with Solar Atmospheres of Western PA to provide an energy-efficient, non-lithium, long-duration energy storage solution using battery technology.
Rockford Systems LLC dba Rockford Combustion Solutions launched a new website providing combustion safety and training solutions for organizations that work with fuel-fired equipment.
The ECM USA Synergy Center located in Pleasant Prairie, Wisconsin, showcases ECM equipment and provides pre-production testing. This fully functional test lab houses capabilities to perform many thermal processes across many markets.
Tenova has signed a contract with the HBIS Group for the implementation of the Paradigm Project, a high tech hydrogen energy development and utilization plant. This will be the world’s first DRI production plant powered by hydrogen-enriched gas.
Tenova introduced its TSX SmartBurner for reheating furnaces to be installed in industrial plants with potentially zero carbon dioxide emissions. It is the first flameless burner of the megawatt variety that has been tested successfully with 100% of hydrogen.
Salzgitter Flachstahl GmbH, the largest steel subsidiary in the Salzgitter Group, has commissioned Tenova for the construction of μDRAL, a demonstration plant. The plant will produce Direct Reduced Iron (DRI), using up to 100% hydrogen as reducing agent
Adler Moldenhauer President Vectorr Industries LLC
HI-POWER partners with Solar Atmospheres of Western PA
ECM USA Simulation Software
Tenova at the signing ceremony for the implementation of a hydrogen-enriched gas powered DRI production plant.
Tenova introduces TSX SmartBurner.
Tenova provides demonstration plant for the production of Direct Reduced Iron for Salzgitter Flachstahl GmbH
Kudos Chatter
Northrop Grumman Defense Systems recognized Solar Atmospheres of Western PA as a top-performing supplier in 2020 with the Outstanding Customer Service Award.
Lincotek has been named among the winners of the Eccellenze d’Impresa 2020 award in the category Innovation and Technology. The prize, now in its seventh year, recognizes Italian companies that excel in extraordinary performance and is organized by Eccellenze d’Impresa.
Solar Atmospheres of Western PA achieved Nadcap AC7101/4 accreditation for their captive metallography laboratory and became an approved Boeing Process Source (D1-4426).
Constellium’s facility in Bowling Green, Kentucky lowered carbon emissions and so received an award from the Tennessee Valley Authority for being an “exemplary environmental steward.”
HT-MX has successfully increased its Nadcap scope to become Latin America’s first heat treat plant certified for HIPing steel and nickel alloys, and the heat treatment of stainless steel, aluminum, and carbon steel heat treatment.
Northrop Grumman Defense Systems awards Solar Atmospheres of Western PA
Lincotek recognized as a winner of the Eccellenze d’Impresa 2020 award
Nadcap accreditation for Solar Atmospheres of Western PA
Constellium Bowling Green Facility in Kentucky
HT-MX increases Nadcap scope
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com.
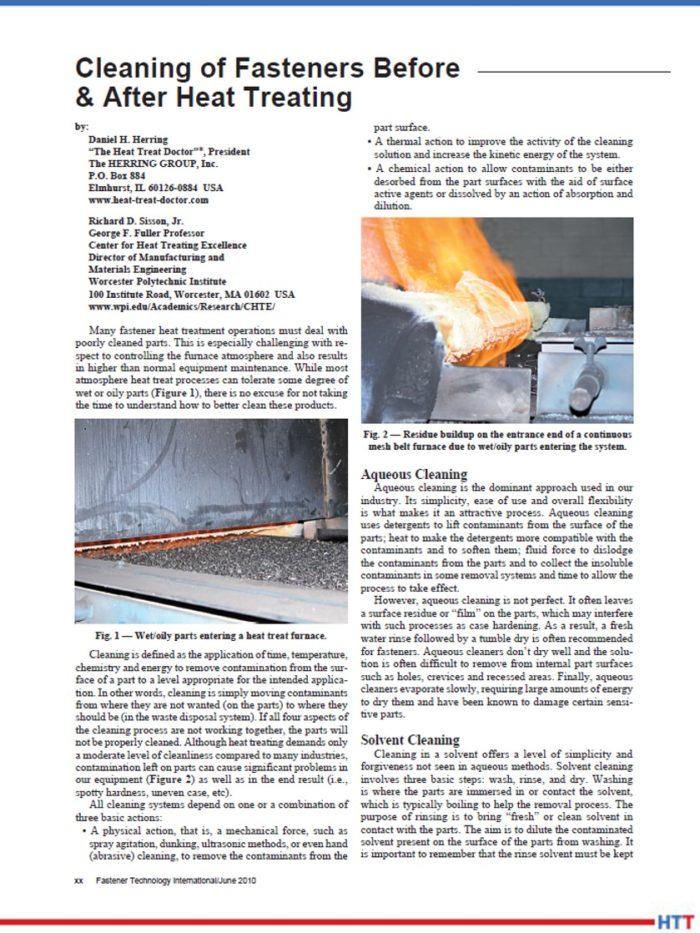
Heat Treat Radio host, Doug Glenn, interviews Thomas Wingens about recent developments in parts washing technology. While many heat treaters gawk at the cost, it could be even more costly if avoided. Throughout the episode, check out the pre- and post-washing articles listed within the transcript. Click the image for the resource.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We’re here today with Thomas Wingens, who is no stranger to Heat Treat Today. Thomas is the owner, founder and president of WINGENS LLC – International Industry Consultancy. You can learn more about Thomas’s business at www.wingens.com.
The last time we spoke with you was in a radio episode in October of 2016. We were talking about some “top-of-the-mountain” type of things. The episode was called “Megatrends with Thomas Wingens,” and we were talking about some very, very broad categories of megatrends going on in the heat treat industry, which, by the way, has been one of the top listened-to episodes that we’ve had. Even though it was 2016, much of what was said in that episode is still very much worth listening to, so I recommend it to people to go back and listen to.
But Thomas, you and I need to get down off the 30,000 elevation mountain and we need to talk about a very specific topic today, and that is parts cleaning or parts washing. You just recently completed participation in a webinar about parts cleaning for a company called Hubbard-Hall, Inc. I want to touch on that for a little bit, and then I’ve got several different questions for you about parts cleaning.
First off, tell us about that webinar – how did it go, was it well attended, and what was your impression of it?
Thomas Wingens (TW): It was well-attended thanks to you, Doug. You did a wonderful job promoting it on your website, Heat Treat Today, and we had a broad spectrum of listeners and very specific questions after the webinar. They were broad because it was an international audience, mostly from North America but also from Europe, but also broad in the sense of different applications. Washing/cleaning is, indeed, a broad spectrum because everything that is contaminated is to be cleaned for various purposes. Here, in our discussion today, it is a niche just for the heat treat industry. That’s what we want to talk about today.
DG: That’s exactly right. Parts cleaning can come either before heat treat, after heat treat, both, or it can be all over. Before we jump into specifics about some of the new technology, it might help some of our listeners if you could give us an ever-so-brief overview of the past: what have we dealt with and what has been the state of washing and cleaning in the heat treat industry?
TW: As much as heat treating is a necessity, washing and cleaning in heat treat or for heat treat is even more of a necessity you’d like to avoid if possible, because it costs money and people do not necessarily see the added value. As a heat treater, you’re selling the hardness of the material as a value added, not necessarily that parts are clean – that’s not your main focus. But it is a necessity which, over the years, has received more and more attention for various reasons.
[blockquote author=”Thomas Wingens” style=”1″]technologically, you need to clean it to avoid the flaking of the stop-off paints of carburizing, for instance. But with the rise of the nitriding and ferritic nitrocarburizing… it is so important to clean it. [/blockquote]
So, why do you clean parts? Well, obviously, the cleanliness or the appearance of a part reflects the quality of a part. But also, technologically, you need to clean it to avoid the flaking of the stop-off paints of carburizing, for instance. But with the rise of the nitriding and ferritic nitrocarburizing in the industry, and the higher demands on the predictable nitriding layers, it is so important to clean it. It is so difficult because it is a low temperature process. People don’t necessarily see it unless they look at the microsample and see spotty nitriding layers. They are hard to come by and so that can be a bit too clean. But also commonly, of course, in other industries like brazing, you have problems with whitening of the parts of the filametal getting the parts on that clean. Or, within the powder metal industry, it is very difficult to clean. It really depends on what process you’re looking at within heat treat which will determine the cleaning of the parts.
Historically, to answer your question, it was a very simple thing. Let’s look at atmosphere heat treating. You have the parts come in after machining and you have some lubricants, cutting fluids, deep drawing material fluids that need to be removed before heat treating. In atmosphere heat treating, that’s a fairly easy task, because if you have some residue, usually it burns off. But after oil quenching, obviously you have quench oil on the part. If you don’t clean it well, your temper furnace, the tempering process, you will have a lot of smoke. So, you need to wash before tempering. You usually have a water base, alkaline washing machine with a simple belt skimmer and that’s how it was done, and is still done, for many years.
Influence of process variables on proper cleaning of parts prior to heat treatment. Source: “How Parts Cleaning Maximizes Heat Treatment” gearsolutions.com
Back in the day, it was much simpler, like 25-30 years ago, in our heat treat shop. It started when the material you had on the surface of these parts became more difficult; environmentally-friendly cutting fluids were very hard to remove, for example. Back in the day, people were happy when parts were not black and had no scale. But atmosphere furnaces got tighter, there were better controls, and customer’s expectations were higher. So, they want to have clean parts, right? The way to get it is to make sure that you fully removed all the oils, especially after quenching. So, I went to the old quenchmen, usually that’s what you do, because they understand their oil and how to remove that oil.
That helped a lot to adjust the alkaline water-based washer. Removing the oil of the water solvent was difficult sometimes. Different skimmer technologies certainly helped, but it came to a limit. Especially now, it’s getting a little more difficult when you have parts that are dense, like stamped parts which stick to each other. It depends on how dense you load it, so the geometry of the part is very crucial. If you have scooping parts which carry on the oil or if you have single-ended holes, then it becomes a little bit more tricky. To remove these oils, either before heat treating or after quenching, is much more sophisticated and more challenging. Back then, we were looking into a different washing machine, but then you really open up a can of worms.
You are confronted with a lot of questions from the washing machine manufacturer and so you really have to learn how to clean and what’s out there in the market. Then you get the sticker shock – how expensive everything can be – and that’s when the homework really starts.
Click the image to read the article by Dan Herring, The Heat Treat Doctor, and Richard Sisson, Professor Center for Heat Treating Excellence
DG: Let’s talk a little bit about that. Let’s put ourselves in the shoes of a manufacturer who has his own in-house heat treat line and let’s say he either has a washing system now or is looking to get one. He definitely has some pain points. He has some things he’s thinking about, things that are potentially keeping him up at night. What might be some of those things? You’ve probably already hit on some of them, but in a nutshell, what are these guys worried about and what do we need to be thinking about when we’re thinking about purchasing and/or using a parts cleaner/parts washer?
TW: The benefit of in-house heat treating is that they usually know what they put on the surface of the material. A commercial heat treater is a different story – it is much more complex because you’ve got these various different contaminations. For in-house, they usually know their cutting fluids, the corrosion protection, the forming lubricants. So, I think that’s how you start. You need to know what you put on the surface first and then you’re in a better position to know how to remove it. If you know what you put on, then how to remove it is a matter of having the right cleaner system. The right cleaner system needs to be run in the right equipment and the application time and the temperature all together give you desirable results. Most people don’t do it that way, to tell you the truth. They have a system that they either live with and accept, and then later on, sometimes, focus on the technical results. It is very hard to see the effect because it is not so defined, not so obvious sometimes.
To answer your question, it is not necessarily a “pain point” which is present, it is something which comes up at a later time when you get claims. When you see, for example, there is some nitriding layer which is not as expected. Why do we have this spotty surface? Why do we have problems with our equipment? Why do we have spotty carburizing layers and all that? It’s not always detectable that it is a washing issue. This usually comes in the later stages when parts are used and when parts are in the final assembly or even out there for many years. It usually comes up at a much later point and that makes it so risky. That’s why people should pay more attention to this because it can solve problems that they are not necessarily aware of at this point.
DG: For the past 20 years, the technology for parts cleaning/parts washing has advanced. Again, we don’t talk a lot about it here on Heat Treat Radio, but it is an integral part of the heat treat process, so I want to spend more time on it. What might be some of the more notable, recent advances in parts cleaning/parts washing technology?
TW: It is many-fold. Let’s look at nitriding, atmosphere heat treating, and vacuum heat treating, which are the most common processes. Every process has different points to address. In atmosphere heat treating, you want to make sure you have clean parts before you temper. For the most part, it is simpler. If you have high expectations, you maybe want to look into a solvent cleaner, but for the most part, you might be happy with an aqueous alkaline cleaning system. It really depends on the parts you have and the desired outcome.
Click the image to access the article.
For vacuum heat treaters, the vacuum is a cleaning machine by itself, so you protect your investment by the vacuum pump and your vacuum levels if you clean them up-front.
But the nitriding is a very hot topic these days. I have personally tried a lot of different washing media. It was easy in the past because we all used trichloroethylene perchloroethylene open bath. That’s not environmental or health-friendly and that cost a lot of trouble, back in the day. You could clean anything; it was easy, simple and cheap. I did it myself. I worked a lot on this open trichloroethylene, but that is not what you want to do to protect your people and your health.
A good solution today to really address the various contaminations and the broad spectrum is to use modified alcohols. They are environmentally friendly, on the one hand, and they can cover nonpolar, meaning oil and grease contaminations, and also polar water soluble emulsions. So, they have a very wide spectrum of cleaning organic and inorganic contaminations. If you have just a perchloroethylene cleaner, you may end up with residues that are emulsions with stains and you wonder, Why is that perchloroethylene moving? It’s because it is a polar contamination and it is better with a water-based cleaning system. The modified alcohols cover both sides. So, you will not get stains but you will get, most commonly, cooling fluids and corrosion protections taken away at the same time.
DG: And these modified alcohols are relatively environmentally- and people-friendly?
TW: They are. And, most of all, if you operate them in a closed system, then they really shine because you don’t carry out so much; you keep it all in close and safe, so much that some companies operate the modified alcohol, believe it or not, in an atmosphere integral quench line very close next to an atmosphere open flame furnace. But because they are vacuum tight, the whole system is vacuum tight, and they have no residue, it’s a very nice system and that is also safe. Also, modern systems can tilt. Not only can they flush, rinse and dry, they can also tilt a little bit. So, if you have scooping parts or if you have single-ended holes, then you get all the residual solvent out.
DG: There is material handling inside of the washer or the cleaning system that actually will oscillate the basket, perhaps rotate it a bit, so that it’s dumping out any extra liquids or anything of that sort.
TW: Exactly.
DG: Any other advances in technologies that we should know about?
Click the image to access the article.
TW: It really depends what materials and what geometry in size parts you have. Some are very hard to clean. On the corrosion protection deep drawing materials, you have special deep drawn parts that have phosphor and sulfur additives and they work themselves into the surface. They are very hard to be removed and if you don’t remove them, you will receive spotty nitriding layers and the recovery of the media. I think that’s an important part to mention. That has changed quite a bit. Most of the washing machines usually clean well on day one. Over time, they fade. The cleaning results will change. In a lot of systems, especially phosphates and sulfurs, they accumulate. It’s a chemical plant and they have new reactions. So, the treatment and recovery of these solvents is a very important part. I think that has changed quite a bit over the last years. Now they have sensor technology, but they fully control this in a fully enclosed system, which is environmentally safe, and it fully controls the status of the cleaning agent, whatever that is. They know exactly what to do to reclaim it or to readjust it, and that technology, I think, over the last ten years, has got much better and so you now have a consistent and clean outcome of the part surface.
DG: Let’s move to a question that I think will be helpful to listeners, especially if they’re considering purchasing new equipment or upgrading current equipment. I know a lot of people appreciate “What do I need to be asking?” If I’m getting ready to purchase a new piece of equipment, what are the questions that I should be asking either of my team in the shop, on the heat treat line or whatever, or to the manufacturers of these washing/cleaning pieces of equipment. What are some of the questions?
TW: The simple question is: What is the material you have and what is the size? This may be something you don’t want to cover 100% of your parts. If you have that 8′ gear and a five ton dye just once a year, you don’t necessarily size your cleaning machine for that part, right? You take a piece of cloth and a spray bottle and you do it that way (~chuckle~). But you should look at 80% of the parts you have. You want to put that in-line because once the corrosion protection is off, you should treat it.
Wet and Oily Parts Entering Heat Treat Furnace Source: Herring and Sisson article above
Of course, you need to know what you want to remove. In in-house heat treating, that’s easier because you have the list of materials and cutting fluids you have. Then, what is your expectation of the outcome? That is difficult. It is difficult because there is not a real measure, like in hardness. To determine the surface cleanliness, that is really hard to have that consistently over time. Then of course, the pain point of cost. My big advice is that people should really not cut corners and start on the low end and work their way up. That is a typical scheme that is happening so often that people say let’s try the cheaper version and then they find out after years it did not work and they have to upgrade. They have claims but then they have to invest again. It pays off to experience the pain once.
DG: That is so typical and it’s good advice, not just for washing equipment. So many people want to start on the cheap end and then they have a bad experience with the equipment and they say all these washers are cheap junk. Well, that’s not necessarily the case. Sometimes, like you said, you need to invest. If you’re going to get hit, get hit once and let’s get it over with and move on and enjoy life.
Click the image to access the article.
TW: Exactly. And then, there is the overall running total cost of ownership, of course, how much you use of the solvents and all that, so it’s the whole system you have to look into. I would always recommend, that it’s better to go a step above than to go a step below because it’s not so obvious that you’re having failures due to bad cleaning.
DG: I’m assuming that if one of our listeners wanted to get that list of questions to ask, they could contact you and you’d help them with that.
TW: Yes, sure!
DG: Let’s say someone wants to get a little more educated on parts cleaning, parts washing and that type of thing. Do you have any resources that you would recommend that people look into to help start educating themselves?
TW: There are companies, equipment manufacturers, consultants, like Hubbard Hall, that have a broad portfolio. There are independent consultants who can look at the big picture because it sure makes a difference on what you want to accomplish and what treatment you have to size the system right for your purpose.
DG: That probably captures it, but I think I was looking specifically for if you wanted to learn more generally about parts cleaning. Are there any articles out there, websites? But I think these equipment manufacturers are probably a good place to start on that, as well.
TW: It is not as straightforward as you would like for a furnace. It’s really niche, so you have to dig a little deeper. But, once again, we are happy here to help.
DG: Yes, good. A lot of your furnace manufacturers are going to at least know of parts washing suppliers and things of that sort, so they could also help you. If you’ve got a good relationship with your furnace manufacturer, they could probably help as well.
I will mention this too, because I think it could be helpful, you can obviously Google industrial parts washing, industrial parts cleaning, you can find out who it is that sells those. Some of you listeners might know of what used to be called Thomas Register and now is called Thomasnet.com. I highly recommend those people; they’ve really evolved with the times and I think they’ve got a good resource of people who could be suppliers. Also, within our very industry, is Industrial Heating, who is actually a competitor of ours. But I’ve got to give them credit, they’ve got a good buyer’s guide that has a parts washing section in it. I would recommend, if you would like, to go there. It is www.industrialheating.com and look for their Buyer’s Guide; it actually has a list. If you’re listening to this podcast after June of 2021, then go Heat Treat Today’sBuyer’s Guide because we will have one then and we will also have parts washing in there. Those are some other good resources to access, if you’re interested.
I don’t know if you remember, back in the day, Abar Ipsen. I used to know the president Tom Farrell. They were into vapor degreasers. Tell me about those, if you know, what they were and how they work.
TW: It was a vacuum cleaner and it was called ECOCLEAN. It was an ecologically sound cleaning system. The ECOCLEAN vacuum degreaser worked in this way- you heated it up to the vapor point of your oil, it evaporated, the oil evaporation got cooled down and was then captured, it was condensed in a trap. That worked really good if you only have one oil with a defined vapor point. This special technique does not work in a commercial heat treat shop necessarily, but it worked really well and was used in the powder metal industry. You have sintered parts that soak up the quench oil or the foaming media. You could really use it to vaporize at a very defined temperature to that specific oil.
Another side effect that was really nice, was you had preheated parts. It was done before you went into the sintering process, so you had decreasing of the press media which was on the surface of the green parts and you vaporized that oil and then you took that heat and put it right into the sinter furnace. That worked well in that specific application. Other than that, it’s not a broad spectrum cleaner and it does not address the various contaminations you have on the surface.
DG: Are they still used, do you know?
TW: Abar doesn’t sell them anymore.
DG: But vapor degreasers, in general, are not necessarily a type of cleaner that is used?
TW: I think it comes down to the cost of the system and the value it brings you, so that is not necessarily what is used today.
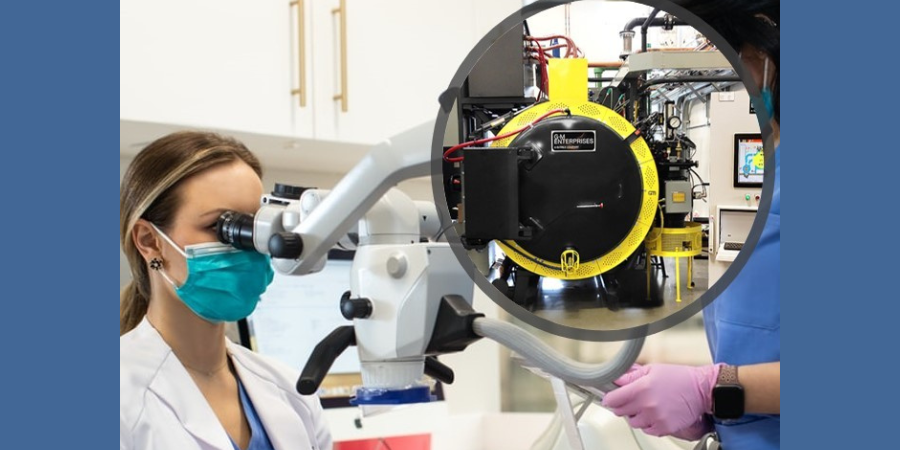
DG: There have been a lot of advancements in technologies and sensors in the heat treat industry. Do you know if any parts washing companies are using in situ, real-time, live, loopback types of sensors to clean parts? In other words, can they measure the cleanness of a part and continue washing until it’s done?
TW: They do measure the cleaning agent, yes. The cleaning detergent is measured in situ and controlled and you can see the status at any give time when you need to take action and recover the system or to renew the potency.
DG: But as far as actually measuring the cleanness of the part, nothing that we know of at this point is used to actually measure the cleanness of the part? I’m not even sure that’s possible, but I was just wondering if it was.
TW: No. It would require a scanning of the surface and I haven’t seen that.
DG: Have you heard of or seen any single piece flow washing systems that are actually in-line with a machining, heat treating, washing, tempering line?
TW: A single part, I have not heard of. There are contiguous washing machines that usually are water-based which work well, for the most part, but when you have solvent washers, like modified alcohols or hydrocarbons, then these are closed systems in the vacuum batch style. If you would do this in a single batch, you would just make a very small batch, but I don’t know that you’d want to integrate this into a system. Usually, single parts are much easier to clean than a batch. Picture a lot of washers in a basket that stick together… That’s a much bigger challenge than a single piece.
DG: Let me recommend to the listeners that we do a couple of things. One, I mentioned back in October of 2016 we had another interview with Thomas Wingens of Wingens International Consultancy, where we were talking about heat treat megatrends. I recommend that you go to our website www.heattreattoday.com and search for Wingens and you should be able to see that episode of Heat Treat Radio there. Feel free to listen to that as I think it will be very helpful.
One other parts-cleaning/oil-cleaning type episode that we have done on Heat Treat Radio was with a company called SXOil Lifter. This is a little different as it is removal of oil from quench tanks and things of that sort, but it’s along the line of cleaning, at least keeping your quench tank clean. That was done in July of 2018. Again, if you go and search for SCOil Lifters, you should see that episode as well.
Thomas, thank you very much. I think it’s been very informative. We will, include your contact information as we wrap up, but we appreciate your time and expertise.
TW: Thank you very much, Doug. It was a pleasure to be, once again, on the show. I think we need to upgrade the outlook of this trend of four years, as COVID has changed things for sure.
DG: Well, once every four years is probably all you can take of me, Thomas. (~chuckles~)
Michel Frison VP Global Sales Nitrex and G-M Enterprises (Source: Nitrex.com)
A medical device manufacturer has acquired a vacuum furnace that will bring heat treating in-house, reducing lead time and improving process control. The application is for the heat-treatment of steel dies used in the company’s plastic and metal injection molding operations.
The vacuum furnace is the first purchase from G-M Enterprises, a Nitrex company. G-M Enterprises completed the installation at the company’s newly expanded greenfield facility. The turnkey solution features a horizontal front loading vacuum furnace G-M model HVF 101-(I)XB with 6-Bar internal quench capabilities and a work area of 18” x 18” x 24” (457 x 457 x 610 mm), with an all-metal furnace construction. The system is part of the company’s metal injection molding operations.
Vacuum Furnace Source: Nitrex
"We are proud of continually maintaining G-M Enterprises’ long-standing relationship with the medical industry," said Michel Frison, VP Global Sales, Nitrex and G-M Enterprises, "providing solutions that aid in improving the affordability and accessibility of high-quality healthcare."
State of Industry 4.0 in the North American Heat Treat Market: What’s Being Done and Who’s Using It?
What is “Industry 4.0” and how is this new technology being used in the heat treat industry? Industry experts spoke with Heat Treat Todayabout their involvement with this cutting-edge application of technology. To learn how you can implement Industry 4.0 at your plant, read what experts have to say about the problems, solutions, and the future of Industry 4.0.
In this Heat Treat Today Original Content article, Peter Sherwin at Eurotherm, AymericGoldsteinas at Ipsen, Robert Szadkowski at SECO/WARWICK Group, and Dan Herring at The HERRING GROUP, Inc. bring varied perspectives as they tackle this topic.
“I think IoT should be better applied – period!”
– Peter Sherwin, Global Business Development Heat Treatment Executive, Eurotherm
Industry 4.0 and “the internet of things” (IoT) were hot topics in the crammed online chatrooms of this year’s heat treat events. But exactly what are these technologies in the world of heat treat? What are the current applications that three leaders in Industry 4.0 have applied? What are some problems and solutions that this new tech brings? And lastly, what is the future of Industry 4.0?
This article will begin by explaining and defining a few prominent technologies before answering each of these questions. Then, read a few thoughts from The Heat Treat Doctor® as you think about application to your heat treat process.
What Is It and Why Does It Matter?
Basically, the term “Industry 4.0” refers to the Fourth Industrial Revolution. See the chart for a breakdown of major topics of the first three industrial revolutions.
Infographic of the four industrial revolutions. Source: Heat Treat Today (images ref. 11)
The idea of new communication is sometimes referred to as cyber-physical connections. This is occurring right now! For example, a sensor (cyber) can monitor a furnace (physical) and send information about the furnace’s conditions to a central data sorting location (connection) for a human to synthesize and respond. The Fourth Industrial Revolution – Industry 4.0 – refers to how the communication between the physical world and the digital world are seamlessly connected.
Click the image to learn more
A key feature of Industry 4.0 is the internet of things (IoT), but other technologies like artificial intelligence (AI), augmented reality (AR), virtual reality (VR), and machine learning also play a part. Let’s define a few of these Industry 4.0 terms that you will see later in the article:
IoT: refers to the physical networking of objects via internet-supported software. Similarly, the “industrial internet of things” (IIoT) refers to these systems supporting industrial purposes, like synthesizing information from furnace sensors on a central app.
artificial intelligence (AI): machines which can process and perform complex directions in a way that mimics natural intelligence.
augmentedreality (AR): digital enhancement of a real-world environment. Think of phone apps which can portray a digital overlay on a video feed, like Snapchat lenses.
virtual reality (VR): digital experience that may be interactive with the real-world environment, or completely simulated.
machine learning: an extension of AI, machine learning describes the result of computer algorithms which modify their performance based on repeated input.
While engineers have been pursuing these new applications for several years, COVID-19 has been a driving factor for businesses to pursue technical options in their daily operations due to limits on travel and physical contact.
[blockquote author=”Robert Szadkowski, VP of Aftermarket Sales, SECO/WARWICK Group” style=”1″]Remote acceptance testing is a highly requested service today. I could say that the financial rationale for such action has always existed, while the epidemiological threat has been the catalyst for change. It is a win-win action.[/blockquote]
According to Aymeric Goldsteinas, project development manager at Ipsen, customers are becoming more willing to implement Ipsen’s Industry 4.0 endeavors, even cloud-based solutions, a willingness that was not present just one decade ago. So how is the heat treat market responding?
Current Applications
We asked suppliers how they implemented Industry 4.0. What follows is how they responded.
Ipsen | PdMetrics
PdMetrics Dashboard Source: Ipsen USA
Ipsen launched a software system in 2016. The company continues to develop and improve its predictive maintenance capabilities to service many of their current customers.
Part of the system’s customer appeal, said Aymeric Goldsteinas, product development manager at Ipsen, is that it can “minimize high-cost events and maximize furnace up-time.”
This is done by using sensor technology and gathering data in their PdMetrics database, which then anticipates future furnace problems. This reduces unplanned downtime and could help heat treaters avoid scrapping loads of high-value parts.
From a consumer perspective, this IoT technology solution leads to improved part quality and part performance.
How it works: PdMetrics assigns a variety of sensors to each system in the heat treat process. For example, a quench system sensor checks vibrations, cooling motor temperature, and water temperature.
Source: Ipsen Harold Click the image to read 5 case studies on PdMetrics.
On Ipsen’s client digital dashboard via PdMetrics, Goldsteinas showed the heat treating systems depicted with a green-yellow-red gauge to portray the working condition of that system. Green indicates that the system is well-maintained, yellow indicates a system needs to be maintained soon, and red means that maintenance is needed immediately. This easy-to-use display is also an example of how Industry 4.0 technologies create user-friendly experiences and cut out excess human input.
This product was used by an aerospace manufacturer to update their systems, integrating this software with their heat treatment process. The results were noticeably increased efficiency of parts and less unplanned downtime. The company was able to schedule maintenance at off-peak hours and plan for future needs by using the platform’s ability to identify maintenance trends, deteriorating conditions, and more.
Check out the post to the side to see how a heat treater was able to save thousands to tens of thousands of dollars with PdMetrics system.
While this company has set the pace with their early adoption of IoT in the heat treat industry, it is worth noting that other companies also offer similar products.
In 2013, Eurotherm began their transition to IoT technologies.
“One of our first true cloud-based solutions focused on improving the efficiency of the calibration process,” said Peter Sherwin, global business development heat treatment executive of Eurotherm. He continued, “This system connects third-party calibration providers with their end-customers and provides an enterprise-wide web view of the calibration status (via dashboards) and access to reports. The smart-tablet app provides an easy-to-follow workflow for conducting a compliant calibration and produces an instant report along with the associated QR-code label.”
Referring to their web-based systems and use of cloud platforms, Sherwin said, “along with our parent, Schneider-Electric, we have developed a range of edge-computing solutions to allow simple transfer of data from the plant-floor to cloud-based advisors and visualization software.”
Sherwin says that their systems are being used globally. “Our enterprise calibration platform,” he shared, “is being utilized by several partner companies as well as in Schneider Electric GSC (Global Supply Chain) Manufacturing plants worldwide.”
Sherwin also noted a variety of IoT applications that Eurotherm provides:
A cloud-hosted digital services platform, EcoStruxure™ Manufacturing Compliance Advisor uses asset compliance to “reduce testing costs, increase productivity and be audit-ready with a robust scheduling and testing process.”
A system called EcoStruxure™ Machine Advisor “allows OEMs to track, monitor and fix equipment remotely.” Additionally, operators can predict and execute maintenance schedules, which improves machine availability.
On a mobile device, EcoStruxure™ Augmented Advisor combines “contextual and local information… creating a fusion of the physical, real-life environment with virtual objects.”
Case in point: “An OEM machine manufacturer in the ceramics industry helps customers reduce their energy consumption by 30% by leveraging our IoT software,” Sherwin shared.
SECO/WARWICK | Remote Factory Acceptance and Activation Tools
Remote Control Source: SECO/WARWICK
Recently SECO/WARWICK publicized the fact that they successfully conducted several international and remote factory acceptance tests. Two customers from China, one from South Korea, and one from Mexico all participated. Each customer was able to remotely approve the furnace construction and performance work of their new furnaces while the furnaces were still on the shop floor in SECO/WARWICK’s European manufacturing facility. No customer engineers were involved on-site at the factory.
Recordings from individual cameras, sensors and viewfinders were downloaded to secure servers and made available to customers. The tests were successful, and the adopted procedures guarantee the reliability and completeness of the data, according the company report.
The company has been using these technologies for “internal device supervision for at least ten years,” according to Robert Szadkowski, VP of Aftermarket Sales at SECO/WARWICK. “In our work,” he continued, “we use remote supervision tools and applications, we report overall equipment efficiency (OEE) indicators, and we conduct optimization processes in terms of batch queuing or energy factor consumption.”
Szadkowski at SECO/WARWICK remarked that for most systems, distance furnace commission is very likely. He explained, “It starts at the stage of making arrangements regarding the expected technical and technological parameters, continues throughout the production and commissioning period, and then during the warranty and post-warranty period. The participation of the customer, the end user of the furnace, in the acceptance tests is required, as is training of the operating personnel […]. There are exceptions to this when dealing with high-risk systems, but for many systems this would be perfectly acceptable.”
Still, Szadkowski noted that “this will be primarily a challenge to our ideas and internal acceptance, rather than to technical limitations.”
C3 Data | End-User System Compliance
Finally, the C3 Data application for furnace compliance is an example of an interrelated, stream-lined, digital solution that provides customers with clear, “real-time” data.
Digitizing data ahead of time integrates testing processes. The system scheduler allows compliance tests to be planned ahead of time. Digitizing the calibration data allows for technicians to scan QR codes attached to test instruments and test sensors to access that data as they test for compliance.
When compliance is tested, the results are immediate for the technician and the quality assurance manager (QAM). The technician uses a portable device to complete these tests, scanning the test instrument and the test sensor, and then inputting the stabilized temperatures from the test instrument and the furnace instrument. In twelve seconds, a technician can complete a system accuracy test (SAT); watch the video above to see the SAT Additionally, the system automatically populates paperless reports to be signed and sent to the QAM. This allows the quality assurance manager to check the reports in real time.
Similar to earlier products, a digital dashboard depicts furnace compliance data. The graphic visualizations allow users to quickly evaluate which furnaces are in compliance, and, if not, why.
Problems // Solutions
Businesses have experienced a few problems with integrating the technology. But there are solutions.
Aymeric Goldensteinas Product Development Manager Ipsen Source: padtronics.com
The first problem is data storage. Like all storage, data storage is finite, and therefore costly. The use of interrelated systems that require high volumes of data to flow between sensors and central systems necessitates investment on the front end for storing data. Additionally, having limited bandwidth to keep digital communication lines open can cause blackouts and connectivity issues. But after acquiring storage, there are practices to use that storage as efficiently as possible.
A solution that Ipsen implements to alleviate this active/working storage stress is “the frequency rule.” This rule establishes a rate of data movement to allow data to move across system memory.
A second issue is privacy/security. It is necessary that the heat treater’s product or process data is properly secured, and while the supplier has certain responsibilities to mitigate this issue, heat treaters should be aware of ways to safeguard their intellectual property. One option, which Ipsen suggests, would be to purchase a unique VPN to ensure better data security. Some companies, including Ipsen, use a stand-alone system that works independent of the PLC, which ensures proprietary data is kept private while following secure industry software standards.
A third issue is user acceptance or, simply put, how comfortable you are with 4.0 technologies. If a heat treater is not comfortable with the technology itself, then Industry 4.0-related tech can be more difficult to implement. On the flip side, suppliers — regarding all processes — must be ready and able to meet the customer’s demands for new products, as Dan Herring, The Heat Treat Doctor®, has indicated. (Ref. 5) An example of digital demands is the AMS2750F requirement that paper chart recorders be replaced with digital data acquisition systems by June 29, 2022.
User acceptance relates to the final problem: relationship with the supplier. While not a bad thing in and of itself, if your relationship with your supplier is not good, then it will be a challenge to develop an effective Industry 4.0 solution process. Be sure you develop an open, communicative relationship with your supplier so that they can offer you unique solutions for your plant’s operation.
The Future of Heat Treat
Here are some interesting applications that people in the industry are looking to with the progression of Industry 4.0:
1. Increased Servitization
Robert Szadkowski Director, Vice President of the Aftermarket Sales Segment SECO/WARWICK Source: Robert Szadkowski
Szadkowski at SECO/WARWICK emphasized that these rapid changes to heat treat systems makes it likely that the servitization — the selling of services rather than products — of the heat treat industry is likely to develop in the near future.
“I am strongly convinced,” Szadkowski wrote, “that sooner or later the servitization will cover the heat treatment industry. When looking at the potential benefits, it’s basically inevitable. The customer, user of the furnace, will be able to focus on their core business instead of worrying about the operation of the furnaces. The manufacturer of the device will be keenly interested in ensuring that its furnace works flawlessly (so that the availability is as high as possible) and brings business benefits to the user. What’s more, with a correctly prepared PaaS (Product as a Service) contract, the OEM will also be interested in improving the operating parameters of such a device after delivery.”
He continues that “Such solutions have existed in the industry for years, e.g. the Rolls-Royce model of selling aircraft engines known as Power-by-the-Hour. The benefits are on both sides; both parties can focus on what they are best at and what is their core business, reducing costs and increasing efficiency. Both parties are interested in long-term cooperation, not a one-off transaction. In light of global problems with access to service engineers, including maintenance staff, the shift of responsibility for the operation of devices from the user to the manufacturer is a natural direction of change.”
There are a few hypotheses revolving around the use of AR service glasses. SECO/LENS augmented reality is currently being explored. This would help in providing remote field service support to the heat treater.
Ipsen’s Goldsteinas has also noted several benefits. He explains the application working by connecting a customer or field service engineer who is at the site with an expert from Ipsen or another service provider. This remote assistance wherein an informant is able to see a problem and give first-hand direction is a common example used to describe the benefits of AR. This application could, for example, decrease the down-time if a furnace were to unexpectedly fail.
Additionally, Goldsteinas envisions training sessions that are conducted in mixed reality. Using virtual reality with an oculus — a type of goggle that digitally enhance or recreate a digitally interactive, environment — companies could reduce training time by recreating experiences, like meetings or practical training sessions, that could be collaborative or solitary. Mixed reality devices like the HoloLens may also be integrated for similar purposes. (Watch video to the right to see examples of Microsoft’s HoloLens and other enhanced reality examples.)
The future could also involve virtual collaboration in the form of an augmented reality meeting room to allow employees from across different Ipsen facilities to discuss and interact with the same content in real-time
3. Efficient Cloud Capabilities
Peter Sherwin personally foresees that attention to the Cloud’s abilities and security will be leveraged in new ways: “An example of this is looking at some of the cost-effective modern-day instrument SCADA [supervisory control and data acquisition] offerings that can provide an on-premise hub for certain applications while managing security policies for linking to cloud based IoT offers.”
4. Increased Systemwide Application
Specifically looking at IoT technologies, Sherwin shared, “I think an expanded view of IoT that encompasses automation across the enterprise (termed as Intelligent Automation or Hyperautomation) is more useful if you really want to achieve significant returns on investment [of IoT technologies]. IoT solutions can improve speed and reduce costs across sales, operations, maintenance, quality, service and administration.”
Advice: To Use or Not To Use
Dan Herring The Heat Treat Doctor®
Dan Herring, The Heat Treat Doctor®, has written about Industry 4.0 and how thinking about seven considerations in any continuation of or change to one’s heat treating process is essential. Ask yourself:
Do I understand what I want to accomplish metallurgically?
Can I predict the outcome of the heat treatment operation?
Can I build repeatability into the process?
Am I using state of the art heat treating equipment?
Am I aware of changes to manufacturing operations?
Am I compromising on quality?
Do I know the costs?
At the end of the day, noted The Heat Treat Doctor®, heat treaters need to know that what they are doing is being done the right way, the first time with the best procedures and processes for their particular operation.
Reflections on The Heat Treat Doctor®
Peter Sherwin of Eurotherm commented on the seven-part advice of The Heat Treat Doctor®, noting, “I think it is very appropriate to look at the value of IoT through the seven considerations that [he] outlines. Building these solutions requires heat treat know-how and an understanding of the data to be captured in order to provide valuable solutions. Value is unlocked in the following categories:
“Right first-time quality improvements. A good heat treater will have quality costs <1% of turnover. The MTI suggests that the cost of quality (all activities) can hit $750k for a decent-size heat treat operation. The knock-on [effects] of poor quality impacts customer satisfaction through delayed deliveries and costs in rework/rejects.”
“Maintenance. These costs can fluctuate – but lets assume a well run plant with fairly modern equipment has costs around 5% of turnover. Significant purchase/cost savings can be made via remote support as well as an understanding of remaining useful life of key components (and avoiding panic purchases).”
“Energy. Again this can fluctuate, but let’s say 10% of turnover. Modern efficient solutions (gas or electric) can significantly reduce the cost of energy and this can be further optimized via IoT solutions.”
“Labor Costs. Say an average of 20% of turnover. Some of the modern XR offers (Extended reality – covers AR, MR, VR etc.) can definitely speed up training, help retention of knowledge, and reduce the time and costs in troubleshooting as well as aiding remote support.”
“It won’t be too long before IoT offers enhanced decision support to heat treaters to aid making profitable decisions,” Sherwin concludes.
Concluding Thoughts
Peter Sherwin Global Business Development Heat Treatment Executive Eurotherm
Whether we like it or not, Industry 4.0 related digital integration is becoming essential rather than simply a better option. Again, the recently published AMS2750F revision highlights this shift for heat treaters.
[blockquote author=”Peter Sherwin, global business development heat treatment of Eurotherm” style=”1″]I think it is important that we use IoT where it can truly bring value and don’t view it as a silver-bullet for everything.[/blockquote]
That does not mean you need to scramble to jump on the bandwagon, but strategically assess your position, your operations, and your options to identify what option is best. Look to other examples in the industry and heat treating tech insiders to inform these new, powerful realities.
Read/Watch More:
Pascal Bornet, Ian Barkin, Jochen Wirtz, Intelligent Automation. Suggested by Peter Sherwin at Eurotherm.
Lindsay Glider, “Rockwell Automation’s 4-Step Guide to Starting Your Digital Transformation Journey,” com (13 October 2020). https://tinyurl.com/yynfoufs.
Natural gas. It’s a necessity for producing energy and a staple in the heat treating industry. In this reader-friendly and thorough guide of all things natural gas, learn about its supply and demand, availability, pricing, consumption and much more.
This column will appear in Heat Treat Today’s2021 Atmosphere-Air February print edition.
Heat Treat Today is pleased to announce that John Clarke, technical director at Helios Electric Corporation, will be writing about combustion related topics throughout 2021. John has been a long-time friend of Heat Treat Today and his expertise in system efficiency analysis, burner design as well as burner management systems will be incredibly helpful as he navigates us through all things energy as it relates to heat treating equipment.
John B. Clarke Technical Director Helios Electrical Corporation
This article is the first in a series describing trends in energy use and technology used in heat treating equipment. So, it is important to first discuss the supply and demand for natural gas–the energy source on which we depend for not only combustion for heating, but also to generate a substantial share of our electricity.
Heat treaters, be they captive or commercial, are dependent on natural gas to power their operations. Its price and availability are areas deserving special attention from anyone responsible for the purchase, maintenance, and operation of heat-treating equipment.
The good news is that the sky is not falling. In fact, it is a pleasant and sunny day, figuratively speaking. The bad news is that we are increasingly dependent on this one energy source. The economic impact from rapid spikes in cost will be even more severe than they were in the 2005-2009 period, when the United State saw prices for natural gas double in just a few days.
Natural gas production in the U.S. has effectively doubled in the last 15 years (US Monthly dry natural gas production has moved approximately 1.5 trillion cubic feet in 2005 to nearly 3.0 trillion cubic feet.),1 while the average price has fallen 50%.2 (Average Citygate Price–cost as the fuel is transferred from the pipeline company to the local distribution company– has fallen from around $8.00 USD/mmBTU to less than $ 4.00/mmBTU.)2 It seems that the economics professors were right – as supply expands, prices fall. And these prices have been remarkably stable.
But wait: “Danger, Mr. Robinson” (Imagine a robot with vacuum cleaner hoses for arms shouting a warning to all of us). Is it really that simple? Can I invest my resources with confidence that the price for my energy will remain constant? Should I hedge my bets by spending more on increased efficiency? What is the impact on my return on investment? Can I count on the availability of this energy source? Critical questions all, and questions we will address in this and subsequent articles.
What is Natural Gas?
Natural gas is a mix of a number of hydrocarbons with 80 to more than 90% methane (CH4) and lesser quantities of ethane(C2H6), propane(C3H8), heavier hydrocarbons, carbon dioxide (CO2) and/or nitrogen(N2). The composition varies depending on the source, but it averages a higher heating value (HHV) of around 1,000 British thermal units (BTU) per standard cubic foot (SCF). This fuel can be used directly to heat our equipment and is being used, in increasing quantities, to generate our electricity.
Domestic Production
Advances in horizontal drilling and hydraulic fracturing (fracking) have greatly expanded our domestic production of both oil and natural gas, releasing otherwise “tight” gas and oil previously trapped in shale formations. This has made recovering these sources of natural gas economically feasible. The supply of shale natural gas grew sevenfold in the last 15 years and now represents roughly two-thirds of our total domestic production of gas. (2005 shale gas production was less than 10 billion cubic feet per day to over 70 billion by 2020.)3 Furthermore, the Energy Information Agency (EIA) — an agency within the Department of Energy charged with tracking US energy production, consumption, and project future demand and supply– projects an increase in US domestic production through at least the year 2050.
Domestic Consumption
Natural Gas Use by Sectors in the US, 2019 and Change Since 20094
Total Consumption 2019 31 Trillion Cubic Feet
Total Consumption 2009 23 Trillion Cubic Feet
Efforts to reduce CO2 emissions from electrical power generation and reduce the cost of new generating capacity have led to a rapid expansion of electricity generated using our abundant supply of domestic natural gas. Switching from coal to natural gas reduces CO2 emissions by nearly 59% per unit of electricity generated. (See table “U.S. electric utility and independent power… by fuel 2019”)5Noteworthy Trend – Electrical Power Generation
In the last 10 years, coal consumption for electricity generation has fallen 48% while natural gas’s contribution has gone up 60%.6 This investment in new natural gas fired electrical generating facilities has created a very stable demand. It is likely that this trend will continue as coal plants are shuttered in favor of the cheaper and cleaner natural gas alternative. In the long run, renewables, specifically solar and wind, may displace some of this natural gas consumption, but in the near term, coal is the most likely fuel to be displaced. The demand for electricity produced by natural gas will be buoyed further by the rapid expansion in the use of electric vehicles.
Exports – Liquified Natural Gas (LNG)
The US was a net exporter of LNG in 2017 and 2019. Our export capacity has expanded nine-fold from 2016 to 2019, growing from 0.36 trillion cubic feet per year in 2016 to 3.24 trillion cubic feet per year in 2019. As our capacity to export natural gas expands, it is likely that an increase in international demand will place upward pressure on domestic prices.
Externalities – The Unpredictable
There are factors that are, by their very nature, impossible to quantify. They remain a risk, nonetheless. As political power shifts in Washington, it is likely that politicians will pursue legislation to reduce CO2 emissions. The Biden administration, for example, could seek to reduce coal consumption by switching to natural gas as a means to generate electricity. Regulations or moratoriums on fracking might reduce our ability to expand production in the face of rising demand. The U.S. may seek to export more natural gas to reduce allies’ dependency on natural gas produced by our geopolitical rivals. On balance, the net effect of these political factors cannot be predicted and modeled with any certainty.
Other non-political factors make our future less clear. Weather remains a constant unknown and as natural gas’s share of electrical generation expands, both hot and cold weather can lead to an increase in demand. Furthermore, excessive speculation could also introduce instability to prices if not supply. Remember Enron and the effect on electrical power prices and supply in California in 2000 and 2001.
Conclusion
With any luck, we will see no national supply or demand shocks that will imperil the availability of natural gas for U..S industry. I am concerned that prices will rise and fluctuate as a result of one or more of the factors highlighted in this article. These risks should be considered when making equipment acquisition, maintenance, and operating decisions. In the upcoming articles, we will focus on technologies and practices that can help to mitigate these risks as well as save both energy and money.
[5] “FREQUENTLY ASKED QUESTIONS (FAQS): How much carbon dioxide is produced per kilowatthour of U.S. electricity generation?” Independent Statistics & Analysis U.S. Energy Information Association.https://www.eia.gov/tools/faqs/faq.php?id=74&t=11.
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Model FB666 for Aerospace Components Source: L&L Special Furnace Co.
A major aerospace manufacturer will receive a large, fiber-lined box furnace at their new facility located in the southeastern United States. The facility will be opening soon and will be a central part of a new heat-treating center for aerospace and military components.
The Model FB666 is a front-loading box furnace built by L&L Special Furnace Co. with a pneumatic vertical door. Its working dimensions are 60” x 60” x 60”. There are a series of cast-able piers and an alloy grid that supply a stable work platform for various part sizes and configurations.
The furnace has a high-convection, air-cooled fan for air circulation and uniformity at low temperatures. There is also a venturi cooling system to aid in the cooling of the furnace interior along with an external modulating case cooling blower that provides fresh air intake to keep the furnace case temperature low during operation.
The furnace was designed, built, assembled and tested at L&L’s manufacturing facility located just south of Philadelphia.
Are you prepared to adopt Internet of Things (IoT) technologies in your heat treat facility? Do you care to try? In this best of the web article, Aymeric Goldensteinas, production development manager at Ipsen, breaks down how a vacuum furnace can be designed to address the concerns of the modern captive heat treater. As you read this article, learn how to use predictive maintenance, what is Big Data, and how IoT can help you.
An Excerpt
[blockquote author="Aymeric Goldsteinas, Product Development Manager, Ipsen" style="1"]What if your furnace could... Tell you that it isn't operating correctly... Tell you when a vacuum pump rebuild is going to be necessary... Tell you that you are at risk of experiencing discoloration in the next cycle... Tell you that you will not pass the leak back test in three weeks?[/blockquote]
An eastern Pennsylvania vacuum furnace manufacturer recently shipped an external quench vacuum furnace to a West Coast aerospace manufacturer. The furnace will primarily be used for vacuum heat treating investment castings for the aerospace industry.
The Model HFL-7472-2EQ features an all-metal hot zone, a load weight capacity up to 10,000 lbs., a maximum operating temperature of 2400° F, and a 2-bar quench system optimized for argon with a 150 HP quench motor and a variable frequency drive. The furnace working zone measures 48”W x 48”H x 72”D, includes the SolarVac® Polaris control system, and is AMS2750F compliant.































































{kind=link}