Heat treaters know the importance of keeping current with advancing technologies when it comes to combustion. But tragedy can strike if the necessary standards and training aren't in place.
Written by Robert Sanderson P.E., director of business development at Rockford Combustion Solutions, Heat Treat Today is pleased to bring this Original Content article to you this Technical Tuesday.
Error, group does not exist! Check your syntax! (ID: 9)
Robert Sanderson P.E. Director of Business Development Rockford Combustion Solutions (Source: Rockford Combustion Solutions)
When you hear about large-scale combustion explosions and loss of human life, you wonder how such a tragedy could happen. And, yet, the number one cause of industrial fuel and combustion system explosions is human error. Therefore, the most critical element of every combustion safety system is not a pressure gauge or shut-off valve, but rather knowledgeable, well-trained operators.
Case History
On June 18, 2007, one of two boilers at a manufacturing plant in Tennessee exploded, causing extensive damage to the facility and surrounding area, and seriously injuring one employee. The 2000-built high-pressure firetube boiler was operating concurrently with a second high-pressure boiler to handle the steam demand of plant operations.
Tennessee state officials concluded that there were a number of factors that contributed to the accident: lack of standard training and boiler operation procedures, inadequate boiler attendance and record keeping, inadequate and improper boiler maintenance, and inoperative and improper operating controls and safety devices. As part of its recommendations, officials stated, the plant “should develop procedures for the training and certification of all boiler operators.”
National Fire Protection Association Standards
Training is so critical that the National Fire Protection Association (NFPA) requires that “all operating, maintenance, and supervisory personnel shall receive regularly scheduled retraining and testing.”
The NFPA publishes multiple prescriptive sets of standards to help keep your staff and combustion equipment safe, and each of these standards stress the value of operator training. Among these standards are:
NFPA 54 — National Fuel Gas Code
NFPA 85 — Boiler and Combustion Systems Hazards (> 12.5 MMBtu/hr)
NFPA 86 — Standard for Ovens and Furnaces
NFPA standards apply to new installations and modifications of existing equipment, and some insurance underwriters apply the current standards retroactively. Operations that use heat are nearly limitless, but larger, common combustion applications include pulp and paper processing, tempered glass production, tire manufacturing, paint/drywall/shingle manufacturing, power plants, coating operations, ethanol and asphalt production, wastewater and sewage treatment, plastic bottle manufacturing, college campuses and breweries to list just a few. Understanding and enforcing applicable NFPA standards is paramount to the safety of every business using a combustion or heat treatment system.
Each NFPA standard has hundreds of pages covering the necessities for safe design, installation, operations, and maintenance of the respective equipment. This article gives a cursory overview of NFPA 54, 85 and 86, and provides guidelines to obtain safety training. When it comes to fuel-fired equipment operation, training is literally a life and death issue.
Consider this: The National Board of Boiler and Pressure Vessel Inspectors and the NFPA have identified that 83% of boiler/pressure vessel accidents, 69% of injuries and 60% of recorded deaths were a direct result of human oversight or lack of knowledge. Poor training also leads to production outages that cost millions of dollars in business interruption, supply chain delays, lost orders and competitiveness. Many companies only learn the value of combustion system training after an accident or expensive shutdown has occurred.
NFPA 54 — National Fuel Gas Code
Also known as ANSI Z223.1, the NFPA 54 standard details minimum safety requirements for the installation of gas piping systems, appliances and equipment supplied with LP-gas, natural gas or manufactured gas. Basically, NFPA 54 addresses the "how’s" and "why’s" of:
Piping system design, materials, and components
Piping sizing
Installing pipes, outlets, and inside concealed spaces
Inspection, testing and purging procedures
Installation and venting of appliances.
NFPA 54 is specific; it does not apply to natural gas systems operating at pressures above 125 psi, propane systems operating over 50 psi, gas/air mixes within the flammable range at pressures over 10 psi, and several other types of systems.
Checking pressure gauges on combustion equipment. (Source: iStockphotos.com)
NFPA 85 — Boiler and Combustion Systems Hazards
NFPA 85 gives those involved with large boiler installations and combustion systems the information they need for fire safety compliance, from system design and installation to inspection. Specifically, the standard addresses single burner boilers, multiple burner boilers, stokers, and atmospheric fluidized bed boilers with a fuel input rating of 12.5 million Btu/hr or greater. It also covers pulverized fuel systems at any heat input rate, fired or unfired steam generators, and other combustion turbine exhaust systems.
NFPA 85 offers guidelines as to the strength of a structure, operation and maintenance procedures, combustion and draft control equipment, safety interlocks, alarms, trips, and other related controls that are essential to safe equipment operation.
NFPA 86 — Industrial Ovens and Furnaces
NFPA 86 outlines the safe operation of Class A, Class B, Class C and Class D ovens, dryers, furnaces, thermal oxidizers, and many other heated enclosures used for processing materials. NFPA 86 guidelines set standards as to how industrial furnaces and ovens are to be designed and operated in order to promote safety, with each class of operation organized into four main categories: location and construction, heating systems, operational requirements, and safety equipment. Beyond these basic categories, each class may have unique conditions addressed for distinct hazards, such solvents or special atmospheres.
NFPA 86 specifically states that personnel who operate, maintain, or supervise the oven or furnace shall be thoroughly instructed and trained in their job functions, demonstrate an understanding of safe operation procedures, be kept current with changes in the equipment and operating procedures, and shall receive regular refresher training.
Training your staff to understand and comply with NFPA 54, 85 and 86 standards will minimize the risk of a catastrophic event. In addition, training enhances overall productivity and helps cut costs. For example, having in-house staff with the skills to recognize defects will lead to better fuel efficiency, fewer interruptions, and the avoidance of outages and downtime. And of course, training is a compliance requirement to be completed on an annual basis.
There are four common ways for your staff to obtain training, all of which can meet requirements to varying degrees.
First, attend a combustion workshop. Doing so will offer a more in-depth experience for your staff since workshops typically include hands-on training and face-to-face instruction. Also, you’ll be able to network with combustion safety and design engineers during breaks and lunches. Workshops normally award attendees with the documentation needed to supply proof of completion. They are held on-site at a training facility, or the instructor may go to the customer’s site to train staff on the plant’s fuel-fired systems and what ancillary equipment is required to support its operation.
Second, in this age of COVID-19, utilize online or remote training programs for a smart choice. Pre-recorded webinars are available 24/7, so attendees can learn at their own pace and convenience. Remote live workshops can be broadcast on Zoom, Cisco, Webex or other digital platforms. This lets attendees interact with the instructor and participate in simulations, so they’ll be equipped with the knowledge & skills required to operate combustion systems without leaving their office.
Third, take OEM instruction. NFPA 86 requires manufacturers to provide instruction upon installation of new ovens, dryers, thermal oxidizers, furnaces and boilers. However, OEMs are not required to return to installation sites to educate operators on the newest changes in national and international regulations, or in equipment design. While the OEM’s initial training may suffice to get the new equipment up-and-running, it is not enough to guarantee ongoing safety. If process changes have been made after installation, the original OEM training may be out of date.
Fourth, develop your own program. This endeavor entails an investment in time, research, continuous improvement, and the participation of dedicated team leaders. If you take this path, you’ll likely need to hire outside experts to ensure that the training curriculum encompasses all NFPA requirements including general safety, operation of equipment, and the latest code protocols.
Valve Inspection (Source: iStockphotos.com)
Conclusion: Training is Essential
Human error is the largest cause of industrial fuel and combustion system accidents, explosions, fires and outages. Fuel-fired equipment incidents can be extremely dangerous and necessitate special attention, engineering know-how, experience and especially, training. Understanding and complying with national codes, along with establishing a safety culture, will save lives and improve the competitiveness of any company using fuel-fired equipment.
About the Author: Robert Sanderson is the Director of Business Development at Rockford Systems dba Rockford Combustion Solutions and is a registered Professional Engineer with over 25 years of combustion safety industry experience. Mr. Sanderson has expanded the business to provide standard and custom combustion safety solutions, ventless valve trains, safety inspections, and training.
Michel Frison Vice President Global Sales Nitrex and G-M Enterprises (Source: Nitrex.com)
A turnkey vacuum system will support the expanding in-house heat treat operations of a military base located in the USA. This aviation maintenance, repair, and overhaul facility performs rework of engines and related components.
The new horizontal furnace provided by G-M Enterprises, a Nitrex company, will complement existing vacuum systems from the company that has been in operation since 1989. The supplier will provide all key components, including a horizontal front-loading vacuum furnace with a work zone of 48” wide x 48” high x 72” deep (1220 x 1220 x 1800 mm), a 4,000 lb. (1800 kg) weight capacity, and a 2 bar-quench system in addition to an all-metal hot zone construction, advanced computer-control system, and hydrogen partial pressure capabilities.
Operating at a temperature range of 1000°F to 2400°F (535°C – 1300°C), the furnace will heat treat aircraft engine components.
Michel Frison,vice president of Global Sales, Nitrex and G-M Enterprises said, "Our success with the government’s military bases is about delivering cost-effective, result-oriented heat-treating solutions that support in-house capabilities, improve on the material properties of mission-critical aerospace applications, and can save on manufacturing costs."
Production of the new vacuum furnace is scheduled to start in July 2021.
Welcome toHeat Treat Today’sThis Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
This week, we are looking at mechanical feats of engineering from precision engineered Ferrari parts, to continuous belt furnace epic videos, to dancing robots. What? Yes. Dancing robots. Continue reading for these stories and more in the world of heat treat on social media.
Check out the smooth process behind engineering Ferrari parts. “Highlighting the entire process to craft aftermarket parts, from CAD design, CNC machining, finishing and quality control, the new video also looks at GTO Engineering’s engine building suite as well as restoration of old parts. It also incorporates a range of Ferraris GTO Engineering has been working on and using components supplied by GTO Parts.” Read more about it here.
2. Heat Treat Ready
A few quick tours around your heat treat shops: what have heat treaters accomplished this past year? Have you done anything similar? Let us know and tag @HeatTreatToday on your next post!
Do you know anyone who has used these heat treating journals? “Journal of Heat Treating is a scholarly journal published in United States focused on Mathematical & Physical Sciences. This collection contains microfilm published between 1979 and 1991. The ISSN is 0190-9177.”
4. Reading and Podcast
Having a lazy Friday? Not to worry. Listen to or read a few interesting insights from around the industry.
ArcelorMittal and the Wheels of Steel
“Ford has been teasing fans with hardcore versions of the Bronco and has been revealing some interesting design characteristics, and now it has announced that industry giant ArcelorMittal has been selected as the sole provider of steel for the 2021 Bronco. Ford will be making use of the company’s Fortiform 980 GI steel, a third-generation advanced high-strength steel, making the Bronco the first car in the world to use this specific grade.” Read more here.
Not everyone can dance, but perhaps there are programs that can help you show off at few parties… At least, your pet robot. “The fun video offers the first glimpse at two Atlas robots working together while also highlighting just how quickly this technology is developing.” A mix of funny and creepy, we’re just going to leave it right here. (“Entire Boston Dynamics robot line-up dances in the new year“)
Heat TreatRadio host, Doug Glenn, conducts Part 2 of this 4-part series withJames Hawthorne of Acument Global Technologies and Justin Rydzewski of Controls Service, Inc. about Revision 4 of CQI-9. This time, the conversation focuses around heat treat system assessments and job audits.
You are about to listen to the 2nd episode in a 4-part series on CQI-9 Rev. 4. You can find the previous episodes at www.heattreattoday.com/radio.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome to Heat Treat Radio. I am here today with Justin Rydzewski from Controls Service, and a new guest we’re going to introduce to you in just a moment, Mr. James Hawthorne from Acument Global Technologies. We are going to be talking about CQI-9. This is our second in a four podcast series on the new Revision 4 of CQI-9. We want to welcome our guests today. As I mentioned, Justin is from Controls Service, in Livonia, where he is the director of sales and marketing. Justin was actively involved on the committee that wrote Rev 4.
Justin Rydzewski (JR): That’s correct. I was an active participant in coauthoring the fourth edition. My most significant contributions were to the pyrometry section.
DG: Correct. And pyrometry was what we talked about last time. So, welcome back. We are also welcoming James Hawthorne. I want you to tell folks about yourself, but as I mentioned, you’re with Acument Global Technologies, a Fontana Groupo company, which I believe is an Italian based company, that is located in Michigan, with its headquarters located in Sterling Heights. My understanding is you are the heat treat specialist at that company. If you don’t mind, please tell us a little bit about the company and yourself as well as your involvement on the CQI-9 committee.
James Hawthorne (JH): I work for Acument Global Technologies. I am the heat treat specialist for our North American facilities. I handle the heat treat systems, the system’s compliance, and quality assurance for the heat treats within our organization. Acument has been around many, many years. We make fasteners – nuts, bolts, rivets, washers – for the auto industry. We make it for off-highway equipment, things like tractors and bulldozers and whatnot, and we also do building and construction fasteners, as well as things that are holding bridges together, and roller coasters — you name it, we probably have a fastener in it.
[blockquote author=”James Hawthorne, Acument Global Technologies” style=”1″]We’ve been working on this document for quite some time. Through a lot of expertise and many, many, many work hours, I believe we’ve put together a really good product for the industry.[/blockquote]
DG: We appreciate that! We were talking before we hit the record button how the world would be a worse place if fasteners weren’t holding stuff together. I do want to mention, before you go on, that according to the Acument website, the company is described as the world’s most innovative manufacturer of value-added screws, bolts, nuts and cold formed components.
Please continue. Tell us about you and your role on CQI-9.
JH: I’ve been in the heat treating industry for over 25 years. My formal education includes metallography and statistical process control. I’ve held positions in heat treat including maintenance, working in the laboratory, working in supervision, and now I work in the corporate capacity, which is what led me into AIAG. We are a member company, and I was brought in to add as much value and knowledge as I could, based on my experiences. Currently, I am the chairman of the technical committee. We’ve been working on this document for quite some time. Through a lot of expertise and many, many, many work hours, I believe we’ve put together a really good product for the industry.
DG: Basically, you’re the technical director of the committee?
James Hawthorne Corporate Heat Treat Specialist, Acument Global Technologies
JH: The committee chairman. The important part is to try to keep everybody on task; you’re more of a task manager at that point. You get a lot of smart people in a room, and trying to corral that intelligence is not difficult; it’s just making sure that we stay in the right lane, get to the bottom of what we’re trying to get to, and complete the specific task in the moment.
DG: I asked Justin this the last time, and I’d like to ask you, too, just to get your perspective. How would you explain CQI-9 to someone who has essentially zero understanding of what it is?
JH: First I’d start with the acronym itself. CQI-9 is Continuous Quality Improvement. The purpose behind it is to put together a system that will help you manage and control your process, and at the end of it, the product that you’re delivering to the end user. The intent is to give you those guidelines to help avoid potential spills or escapes or whatever else may come with that.
DG: Right, any of the hurdles in the process itself. It’s mostly heat treat related, yes? Or is there more than just heat treat there?
JH: It is the entire system of heat treat. If you look at the heat treat system assessment, the first portion of it is quality based. The second portion (section 2) is the floor responsibilities, things that are on task that are being completed. And third, you get into the maintenance and the pyrometry portion of it, very specific to the pyrometry and very specific to atmosphere control. At the end of it, there are some very specific induction questions, because when it comes to induction, there is no real furnace at that point, so you want to focus on those key elements of induction.
DG: Justin, the last time we talked about this, we tried to break this down to keep it simple – the CQI-9 and the four basic sections. Very briefly, let’s review those and then we’re going to jump into talking about heat treat system assessments and job audits. Can you give us the four categories?
JR: CQI-9 is broken down into a few sections and one of the reasons for that, per our conversation last time, it is not exactly like an AMS2750, which is a pyrometry standard. Instead, this is a system assessment. It is meant to assess an entire system of heat treat. It includes a multitude of sections that address the system as a whole. It starts with your heat treat system assessment, which often utilizes an acronym of HTSA, then you have a pyrometry section, then a job audit, and then your process tables and various different support elements, like a glossary of terms, instructions sheets, and whatnot. But the four are the HTSA, pyrometry, job audit and process tables.
Read/listen to the first episode. Click the image above.
DG: As we mentioned last time, Justin, you and I talked down through the pyrometry section which covered things like sensors, thermocouples, calibration, SATs and TUSs. If you, our audience, are interested in that information, you’d want to go back to the first episode.
James, we’d like to pick your brain a bit on this. Let’s jump into some questions on the HTSAs, as we’ll refer to them, heat treat system assessments, and job audits. Let me ask you this to start off. Let’s go right to the basics: What is an HTSA and what is its purpose?
JH: HTSA, heat treat system assessment, is a tool that has been developed to help you evaluate how you manage your heat treat system for effectiveness – effectiveness in quality management, effectiveness in the floor responsibilities. Like I mentioned earlier, understanding that through aspects of training and training effectiveness and into the final section of atmospheric control and atmosphere management and reaction to those. The purpose here is to have one system, one document that is the rules of engagement for doing heat treat in the automotive world. What this does is, it allows the automotive industry to give you one spec, one thing to follow. As opposed to having, say Ford, to give you ten questions where none of them are exactly the same as FCA or nine of them are the same as Ford motor company, where one of them have a specific question. This encompasses all of those wants and needs from the auto industry to protect themselves, to protect the end user out there in the field that may be using that heat treated component.
DG: How frequently does a heat treater need to conduct an HTSA?
JH: The rules of engagement are annually. On an annual basis you should be evaluating your system for compliance. The beautiful thing about the HTSA is that it is a living document. If you find any shortcomings in there, you have the ability to go back and update that and make it match what your reality is after you find the solution to the problem that may have come up while doing your assessment.
DG: For clarification, these HTSAs, are they conducted by the company, or do they need to have a third party come in and conduct the HTSA annually?
JH: That’s a great question. There are no rules to having an independent body come in to do this assessment. If you have the people that meet the criteria within your organization to do the HTSA, the system assessment along with the process table review and the job audit, you can do it within your own organization. You just have to meet the criteria that is listed in the book, and these kinds of things are having experience in heat treat, which is the number one thing you must have to be the lead auditor of a heat treat, the understanding of quality core tools and having that audit experience. Those are the things that you have to do to be able to successfully do an audit and it meet the intent of CQI9.
JR: I believe the intended purpose of the HTSA was initially for it to be supported internally by the organization. That was the intent of it. We commonly refer to the HTSA as a self assessment.
DG: That makes sense. I assume that when the auditor comes in, he may audit how you did your HTSA, to make sure that it was done well, and all that good stuff.
So the outcome of HTSA is going to be pass, fail, miserably fail; what are the possible outcomes? I know we’ve talked about “Not Satisfactory” and “Needs Immediate Action.” I want to deal with those differences, but what are the outcomes?
JH: “Not Satisfactory” is where you don’t meet the intent of the shall within the related HTSA question. Now, that could be a simple oversight where it’s very easily correctable- you put the proper things in place and you move on. If you have something that could jeopardize final product quality, now you’re looking at something that may be a “Needs Immediate Action” and that “Needs Immediate Action” will be evaluated by the assessor and the heat treat organization as to what needs to be done. CQI-9 does afford the heat treater with 90 days to correct any finding. If it’s a “Needs Immediate Action,” there should be action to correct that finding immediately up to 90 days. It’s also important to note that if it’s something that is going to jeopardize product quality, then there is a chance that it “Needs Immediate Action” will be extreme enough to where you have to stop processing – stop processing, fix the problem and then begin processing again. But that goes to the evaluator. You have to be able to evaluate that; and that’s one of the many reasons why we look at the assessor, or at least the lead assessor, being a heat treater, because he’s going to understand it, he’s going to know it. For a commercial house, it’s very easy to have those people available. In a captive house, maybe not so much, where you’ve got a lot of other things going on plus heat treat.
JR: I don’t know if you recall or not, James, from the roll-out we had a question that came through, and I don’t know if we were actually able to address it, but they posed a question of why the heat treater was given a greater amount of focus than was in the previous edition. Somehow, that was an element that required explaining because there was a question of a possibility for there to be issue with doing so.
JH: If we go back to the conversations that we had about this, I think this was one of the topics we talked at length about, and the rationale behind the lead assessor. Is it more important for that person to be a good auditor, or is it more important for that person to be a heat treater? We’re not diminishing the need to have audit experience, at all. The only difference is that we’re saying that the person that is going to be the lead auditor be a heat treater, because that heat treat experience is going to be much greater than somebody who has audit experience. Where if an auditor goes out and he looks at every day is cold forming, for example, and how they make the fastener itself, well, when he gets to the heat treat portion of it, is he going to know what atmosphere control is? Is he going to know what endothermic gas is? This is the rationale behind this change – that these people are going to understand the language, and that’s the importance.
JR: The key element is that it doesn’t mean that you don’t have to have the audit experience on that team. That person is still needed, it’s just the focus shifts a bit. It doesn’t mean that it is now absent.
DG: Let’s move on to job audit, James. It’s different than an HTSA, but what is a job audit and what is the purpose?
JH: The job audit is the supplemental portion of the assessment process. The job audit is where you would take apart and walk it through the system and then verify all of the evidence that you’ve put into the HTSA. You walk the process; you go look at each point specific item based on the job audit flow, and you check: Did the operator check the right amount of pieces? Does that match what you said in the HTSA? Did they document their efforts on, let’s say, production report A and process report B, and is that what is represented in the HTSA?
The first part is the “truss,” then you’re verified. Now, you’re doing some verifying in the HTSA, don’t get me wrong, but this is actually walking that part through the system and ensuring that every box was checked, every “T” crossed and every “I” dotted.
DG: It sounds like the HTSA is more like the blueprint and the job audit is running a part through and making sure that we match up to the standard, so to speak.
JH: Yes, sir. And it’s verification of your reality.
DG: Is there a requirement as far as frequency of job audits? How often do you have to do those?
JH: This is also annual. You are required to do an automotive part. I know that some customers might like to see their part in the job audit, but we don’t require it per customer. If it’s an automotive part, I would say 95 – 99% in the industry, what you’re doing for one customer, you’re doing for every customer, in a 101 kind of standpoint. There may be some special tests here or there, but overall, your system and your system’s management is going to be the same for one customer that it is for all customers. If it’s right for one, you’ll do it for all. And that’s the intent. Do it with the one automotive customer, and then the next year, do a different part.
DG: Do you find, in your practical experience, that people are doing more than one job audit a year? It seems to me, it would make sense to do more than one, but I don’t know.
JH: I guess it depends on the organization. I know, for our organization, we do a job audit annually for each process employed. I’ll give you an example of this. We have a facility that has belt furnaces and it is neutral hardening. So, we’ll do a job audit for the neutral hardening. Then, we have induction in that facility, as well, so we’ll do one for induction. And then there is stress relief post induction, and we’ll do one for that as well. For us, in our organization, that’s how we manage it to accommodate the processes employed at our facility.
James Hawthorne and Justin Rydzewski speak about how the heat treat system assessment (HTSA) in CQI-9 has changed.
DG: Let’s talk about the CQI-9 Rev 4. What were the major changes to the HTSA requirements?
JH: Right off the top, the big change was the format. In the 3rd edition, you had one question that required one answer. There were many shall statements inside that one question, so you were trying to answer a multifaceted question in one area. Now, the HTSA is slightly different where you have one kind of overall question and then each shall statement is individually broken out and now you have to show effective evidence inside each one of those shall statements. Talking through this, maybe it sounds a little odd, but I will tell you that it has cleaned up this document tremendously, where it makes it so much easier to walk the system and expose either your compliance or noncompliance to a shall statement.
DG: I do have a question here. You’ve mentioned it several times, but I just want to make sure our listeners understand this. I assume you’re saying “shall” statements, as in “thou shalt do this and thou shalt do that,” correct?
JH: That is absolutely correct. From an auditor’s standpoint, there is a difference between shall and should. Should is suggested, shall you will do.
DG: Right. Shall is a requirement, should is a strong suggestion, let’s say.
Any other changes in Rev 4 as far as the HTSA?
JH: I would say that there are subtle changes to all of the HTSA questions. Some of them are maybe not as significant as others, where it’s cleaning up the language or removing some wording just to make the question read clearer. That clarity to the end user was one of the high priority items for our group when we were doing the writing of this document.
The big thing I would say for anybody using this document, whether or not they’re a seasoned veteran with 20 years of heat treating experience, anything short of reading this document and you’re not doing yourself any favors. It’s important to walk the document. It’s important to traverse the document, whether you do it in phases – grab the HTSA and read through it, and then maybe a week later go through another portion of it, especially if you’re getting to the point where your assessment is coming up to be due. It provides a lot of information and a lot of guidance, and it will help you avoid any potential pitfalls.
[blocktext align=”right”]”DG: So does that mean less time, hopefully?” “JH: 100% yes.”[/blocktext]JR: I would also agree in terms of the changes. The most significant one is the formatting, far and away. I think even in the CQI-9 expert analysis article that we did with you guys, Bob Ferry even noted that as the most notable change in his mind was the improved formatting there and how much easier it is now to capture all of those requirements, whereas before you’d have some long drawn out paragraph. Before, you used to look at it and say that’s a requirement, but when you’d read it closer, you’d find five or six shall statements and multiple paragraphs and were given one box to provide an answer to. That makes things complicated. And there are several new requirements within the HTSA questions, but far and away, the changes are really to make it more clear, provide that additional guidance, and define more explicitly what the expectations are of those individual requirements. To capture all of those, it’s going to take a read-through. Some of them are minor, some of them are different, but there are new requirements. There have been a few questions that were added that weren’t in previous ones; they have been expanded on, I should say.
DG: It is a significant rewrite. If you’ve done Rev 3, don’t assume you can fudge it. Basically, start from scratch and go from there. I think that’s the point taken.
So we’ve covered some of the major changes in HTSA. How about in the job audit? What are the major changes on the job audit side, James?
JH: I would say that as far as major changes, there are not very significant changes. I think that there were some subtle changes and some removal of questions that in the 3rd edition didn’t quite fit the intent of the job audit. For example, it would ask you to go look at something like APQP process. What did that look like? In the HTSA, you’ve already covered that, and APQP information you may not find out on the floor. You’re going to have bin tickets, bin tags, part travelers, production records and things of that nature, so the APQP process you won’t find out on a floor. So, some of those things were dialed back to where that information wasn’t required to be looked at a second or third time.
DG: Is it your estimation that a job audit under the 4th edition is going to take more time or less time than under the 3rd? Does the documentation help us to do it more quickly?
JH: I think evaluating the system and utilizing the job audit is going to be significantly easier; it’s more streamlined and it’s set up to allow you to traverse the process better than it was before. In other words, more effectively and more efficiently.
DG: So does that mean less time, hopefully?
JH: 100% yes.
DG: I think that’s important. I think that will help those who maybe have some hesitation about looking at Rev 4 because there is the possibility of saving some time.
JH: I’ve had the luxury of performing six within our facilities, under Rev 4, and I will tell you that the job audit portion is certainly quicker and more efficient. The HTSA takes a little bit longer because it’s new and the format is new, so aligning everything with what your reality is takes a little bit of time. It certainly forces you not to assume, which I found to be a really amazing part of this process. Our company’s systems are very, very common and all of our heat treat processes have the same work instructions. That’s part of what my job is, is for that commonality across our plants.
Even though I am very intimate with all of our plants and very intimate with all of our processes, going through this process allowed me the opportunity to do it – and I feel do it very effectively – because at no point did I ever stop and assume that somebody was doing something. It was like, Alright, I’m going to put in what your reality is, I’m going to write down what we’re doing. And that was a great part of this process, for me.
DG: I have a final question for you on this. You know that you’re going to have some people that are going to be doing Rev 4, they’re going to be starting it and doing their initial assessment, if you will. James, you’ve already done six at least in your plant. What kind of guides would you give people to not overlook when they perform that initial assessment?
JH: First and foremost, read the question and make sure that your answer makes sense to you as a heat treater. I would say, even more importantly, if you come across any word in this document that you’re 70% sure you know the meaning of, go to the glossary and use it. It is a very intuitive tool in this document and those definitions are written as it pertains to this document. If you need that guidance, if you need that nudge over a small hurdle that you’re dealing with based on what does this mean or how do I interpret this, go to the glossary first. It is a GREAT tool.
JR: I think that due to the fact that the 3rd edition had such a prolonged life on the street of 9 years, that’s going to allow someone to get rather efficient at doing that process of going through that HTSA. You have a well-developed and worked-through system at that point, and when something comes along like the rewrite/4th edition and the HTSA, that is going to be very different; where the first few assessments that you perform to the 3rd edition may have taken X amount of time, I would compare that more so to how much time it’s going to take you for the 4th edition. As heat treaters became efficient doing their HTSAs and that time pared down, all of a sudden now they’re given this 4th edition, and it could seem like it’s a lot by comparison. But it’s just something new. You will get through it and you’ll start to gain speed overtime. And I think that the clarity and the ease of capturing these requirements within the 4th edition are going to outweigh the aspects of other things and it’s going to allow you a real good chance to turn over all those stones that perhaps have been assumptive, of sorts, over time.
DG: The point being – don’t be discouraged if the first several assessments under Rev 4 take you a good bit of time. It’s probably the same as when you were doing Rev 3: they took a lot of time but you get better and better and more efficient and ultimately, with the format you guys are providing in this Rev 4, it sounds like it’s going to be a much more beneficial outcome in the end.
JH: Absolutely. And to give you a time frame, 2–2 ½ days is what it was taking us to do an assessment at one of our facilities. Now, it’s about 3 ½ days. It’s not significantly longer, but to supplement the point that Justin was making, take your time. Read through it and take your time. It is important to make sure that we cross T’s and dot I’s, especially in our industry. It is no place to shortcut.
JR: It’s an interesting point that you made early on. As you go through the development process here, you don’t want to forget about trialing what it is you’re suggesting that we do, like to put it through the worst to make sure that it’s doing what we intended it to do. I thought it was a very interesting point that James had made in conversations with me through the development process about one element of the new formatting. That from a scoring aspect, your scoring is going to be a little different than it was in the 3rd where you had one box for an answer to five shall statements, you now have five boxes with five opportunities for scoring that differently. One question, in the previous edition, had one answer for satisfactory, not satisfactory, yada; in the new revision, you’re going to have five responses that are given. So, it’s going to change the way you would ‘score’ it. Is that how you would term it, James?
JH: Evaluate it, score it, yes. It’s important to understand that any heat treater doing this assessment for themselves should never get hung up on the number of findings, because the content could be so much worse. If I have findings at one of our facilities where they have ten findings because they had blank spaces on a log that weren’t accounted for, and I had one plant that had one finding, but they were running 10% extra water in their quench oil, I would say that that’s significantly damaging compared to not putting “not in use” in a box where they didn’t use a piece of equipment.
DG: One “Needs Immediate Action” is probably more important than a half dozen to dozen “Not Satisfactories,” so to speak.
JR: It’s a similar mentality that I conveyed to my customers when performing temperature uniformity surveys. I’m not performing a temperature uniformity survey to find passing results, I’m running the survey to find failing results. If the data ends up showing that it passes, that’s an easy one to handle; you’re good to go. But I’m running that so I can capture those things we can work on and fix and correct; that’s the purpose. To a certain extent, that’s the intent here too. I’m running this to find shortcomings, to find weaknesses, so that I can improve it, so that I can have a more effective system overall. If I’m going through this with the intent of just trying to pass everything or have “Satisfactories” for everything, sure that’s an easy thing to have if you find it that way, but I’m trying to find those things that I can improve or areas which need attention. That’s the intent of this thing.
DG: Gentlemen, that sounds great. Today we’ve covered heat treat system assessments and job audits, so that will probably put a wrap on this second one. Next time (episode #3), we’re going to delve into some process tables, the process tables that are in Rev 4 and some other supplemental support information, if you will, to help with the assessment process. In our final episode (#4), we’re going to pick the brains of these two guys and ask them about what are the practical helps as we’re moving through this assessment and job audit process.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
In Hermitage, Pennsylvania, heat treater Solar Atmospheres of Western Pennsylvania recently completed a hot zone replacement on one of their larger horizontal car bottom vacuum furnaces. This is the second hot zone rebuild over the 17 years of furnace operation.
The furnace, with a work zone measuring 54”W x 54”H x 144”L and a load capacity of 50,000 pounds, has been in service since 2003, and is the first furnace built by the sister company, Solar Manufacturing. The furnace has a maximum operating temperature of 2800°F and performs many different daily thermal cycles ranging from 500°F – 2750°F. The furnace has a front door and a back door to allow complete access during the loading and unloading of the furnace from either end.
The hot zone consists of three ring assemblies along the length of the furnace to support the furnace graphite felt insulation and the circular graphite heating elements. Insulation and heating elements are also provided on the loading cars to provide uniform heating on the bottom of the furnace hot zone.
The insulation was replaced on the rings and doors, and new heating elements were installed on the entire length of the furnace. This rebuild has resulted in essentially a “new furnace” condition – ready for the next 17 years.
Have you studied the latest AMS2750 revision? Do you know what you need to do for successful SAT sensor placement and test performance for your vacuum furnace?
On today’s Technical Tuesday, this best of the web article outlines what system accuracy tests (SATs) are and the operational procedures of performing a comparative SAT. Knowing what type of SAT sensors you are working with is just part of the equation, so read on to learn more.
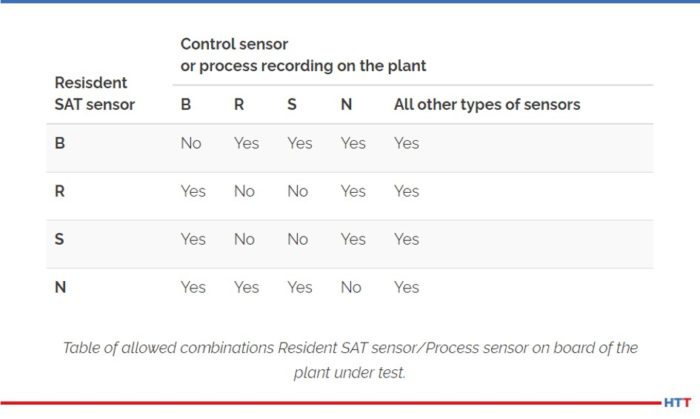
An excerpt: “In the case of comparative SAT on charge thermocouples, in place of the alternate SAT, the same positioning rules previously illustrated apply (distance between the two hot joints must not exceed 76 mm). Therefore it is necessary to set up the SAT test during production by placing the SAT sensor near the charge sensor.”
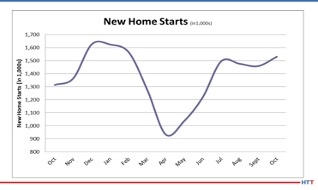
Stay buckled up, folks! The often-mercurial economic adventure continues. November’s Industrial Heating Equipment Association’s (IHEA)Executive Economic Summary addresses the crossroad and the economic forecasts that are trending. The summary begins, “The economy seems to be sitting at another crossroads, and thus far this year there have certainly been many of them. There are basically three forecasts in circulation as far as the coming year is concerned.”
The pandemic shutdown did not affect the construction sector in a significant way, and in many respects, it accelerated demand for homes.
The report defines the three outlooks — the “V,” the “swoosh,” and the “W”– and analyzes which model seems most realistic right now based on real time data, although we know that can change at any moment. The preferred “V”outlook “holds that there will be a rapid rebound in the next quarter or two and this will yield a rebound nearly as quick as the decline. To be honest, the time for the ‘V’ option has largely passed by. We would have had to see some truly dramatic numbers appear by now.”
So, if the “V” is an unlikely option, the summary states the “swoosh” might be the best option: “It asserts that there will be continued real growth in the first quarter of 2021 but tempered a little by continued consumer trepidation and the impact of the continued shutdown. This means that there is not a rapid rebound, but a drawn-out version that starts to look real by the start of Q2.”
The report continues, “The remaining option is the ‘W’ or the double dip recession and that is nobody’s preference. This would be the result of another hard and comprehensive lockdown. It is not likely the entire country would be subject to such a shutdown, but certain states will be affected more than others.”
There is growth, however. As we look specifically at the November indices, all but three of the eleven measured are trending in a positive direction. The summary states, “There are several near universal factors that are driving all of the index readings at this point. The first is a growing level of confidence regarding the performance of the economy in 2021. . . . The second factor stems from the first. That surge of activity will strain capacity in many sectors. . . . and the third is the state of the global economy.”
The major users of steel include construction, vehicle manufacturing, and the oil and gas sector.
Stayed tuned! The end of 2020 and beginning of 2021 promises to be full of excitement.
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, executive director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
As the Heat Treat Today staff begins to power down and prepare to celebrate Christmas with our families, we wanted to take a moment to thank you all for extending your kindness, expertise, patience, and trust during this extremely unconventional year. There are many good memories, and we are grateful to have experienced this wild ride with you. We also look forward with hope and anticipation to the new year as we carry those valuable, growth-filled lessons from 2020.
Christmas helps us to focus on the hope, peace, joy, and love of the Good News for all people. Our wish for you today and in the year to come, is beautifully wrapped in the words of author Laura Cave, “Christmas is an invitation to discover Jesus Christ: the Prince of Peace. His life is a gift to you as disarming as a child, an acceptable sacrifice for your sin, and a path to legitimate peace inside and outside with God and with man.”
From the entire Heat Treat Today team, we wish you a very joyous and peace-filled Christmas.
What do gas nitriding, hot isostatic pressing (HIPing), black oxide coating, and high pressure gas quenching have in common? They all are key processes in heat treating firearm components.
Written by Rob Simons, manager of metallurgical engineering at Paulo, this in-depth Original Content article covers Paulo’s perspective on the thermal processing of firearms components and best practices for handling and lot traceability.
Check out more of Heat Treat Today’sTechnical Tuesday articles by searching “technical tuesday” in the search bar.
Rob Simons Manager of Metallurgical Engineering Paulo
While many industries are continuing to reel from the ongoing coronavirus pandemic, the firearms industry in the United States is booming. Over the past decade, the sector’s strong growth has only accelerated in 2020, fueled by consumers’ response to the pandemic and ongoing civil unrest. According to the NSSF’s 2020 Firearm and Ammunition Industry Economic Impact report, the firearms industry is responsible for well over 300,000 American jobs—a figure that has doubled since 2008.
Consumer demand for firearms also drives the need for heat treatment services for this highly regulated industry. Proper thermal processing is critical for safety and also plays a key role in delivering the quality finish that manufacturers want and consumers expect. In this article, we’ll share our firearms heat treatment expertise, delving into the common processes, specifications, and considerations of servicing this thriving industry.
Key Heat Treatment Processes for Firearms Components
Gas Nitriding
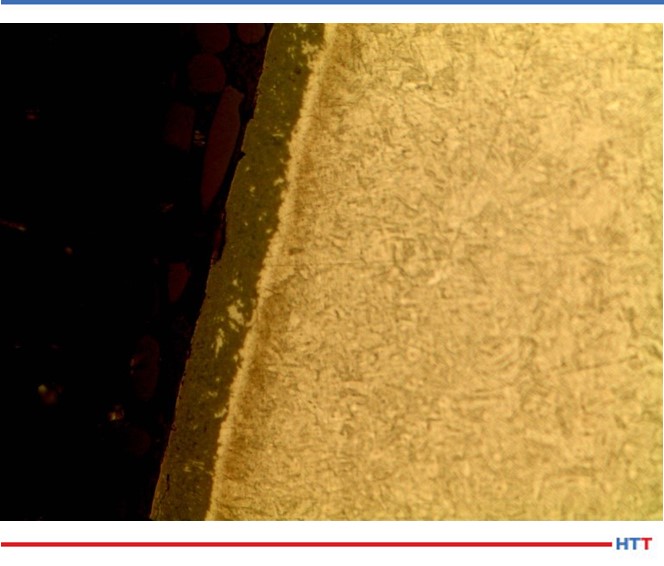
Nitrided 17-4.
Gas nitriding is used to case harden parts that must retain softer, more ductile cores. Because it is carried out at a lower temperature, gas nitriding helps prevent the part distortion that can sometimes occur as a result of conventional heat treatment. In addition to hardness characteristics, parts are often nitride coated for cosmetic purposes and to enhance corrosion resistance. Nitriding results in a beautiful, highly durable black coating that is often used in place of black oxide coatings or other blackening processes. Nitride coating is much harder than the alternatives, so the black finish will stand up to heavy use significantly longer.
Components and Materials Commonly Treated With Nitride Coating
Nitride coating is typically performed on outwardly visible components (and those you’d see while cleaning the gun) such as handgun slides and barrels, as well as muzzle devices such as flash hiders, muzzle breaks, and compensators.
These components are usually manufactured using the following materials, which can be nitrided to achieve the desired black finish and case hardness:
4140 steel. AISI 4140 is a chromium-, molybdenum-, and manganese-containing low alloy steel (usually referred to as chrome-moly steel). It has high fatigue strength, abrasion and impact resistance, toughness, and torsional strength.[1]
Grade 416 stainless steel. Grade 416 steel is a free-machining, martensitic stainless steel with a machinability of 85%. [2]
Grade 410 stainless steel. Grade 410 stainless steels are general-purpose martensitic stainless steels containing 11.5% chromium. Grade 410 steels have good corrosion resistance properties which can be further enhanced by hardening, tempering, and polishing.[3]
Grade 420 stainless steel. Grade 420 stainless steel is higher incarbon than 410 with a minimum chromium content of 12%.
4340 steel. AISI 4340 alloy steel is a low alloy steel containing chromium, nickel, and molybdenum. When heat-treated, it exhibits high toughness and strength. This material is considered extreme duty and is typically used for higher-end firearms.[4]
17-4 stainless steel. 17-4 stainless steel is an age-hardening martensitic alloy combining high strength with the corrosion resistance of stainless steel. It is relatively cost-effective and more weldable than other martensitic alloys.[5]
Nitriding Specifications
The most common measurement that firearms manufacturers specify in desirable nitriding results is intermetallic depth. Typical specifications fall between four and 25 microns of white layer depth. The amount of allowable porosity within the case depth is also commonly specified, and while there are varying ranges, less than 50% porosity is a typical target.
While porosity is often regarded as an undesirable characteristic, there are advantages to some porosity in the finished material. These microscopic voids can hold oils and enhance corrosion resistance. The resulting porosity in nitrided materials allows the coating to last dramatically longer than phosphate- or black-oxide-coated steels.
Some manufacturers utilize blanket aerospace specifications such as AMS 2757 or AMS 2959/12 because they encompass the desired porosity and case hardness depth for nitrided firearms components.
Vickers hardness testing is our preferred method for evaluating intermetallic depth in nitrided components. While 850 HV is typically the top achievable hardness for stainless steel, our team has consistently achieved 2000 HV with our nitriding processes. Higher-end hardness is beneficial for firearms components because it enhances wear resistance in components that slide against each other.
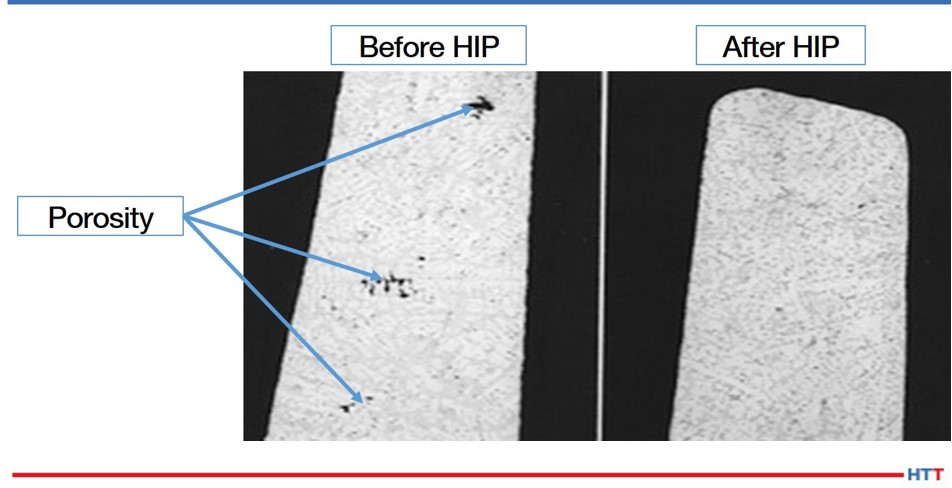
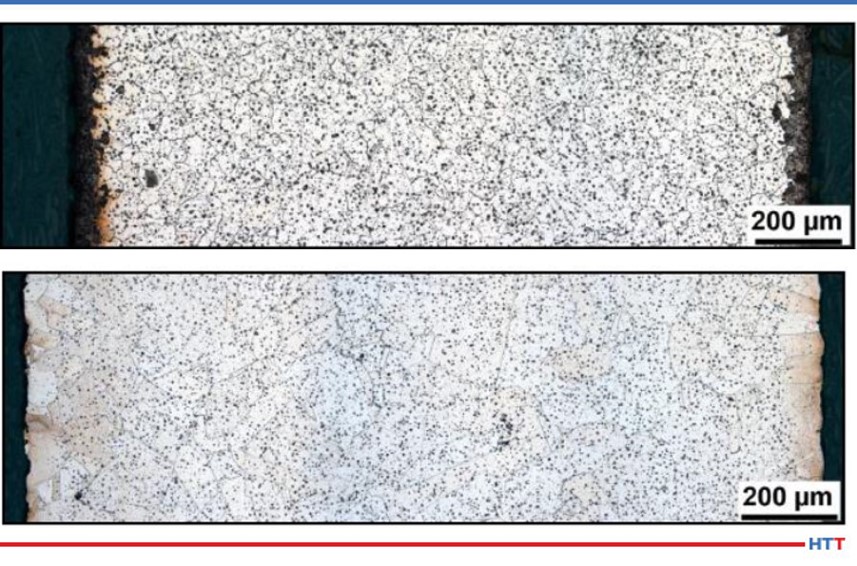
Casting of unknown material showing consolidation of macro pores through HIP.
Hot Isostatic Pressing (HIP)
With hot isostatic pressing, parts are heated to very high temperatures in a sealed chamber capable of generating very high pressures in the presence of inert gas. During processing, heat and pressure combine to close the voids that formed during part manufacturing, eliminating weakness in the parts. Most firearms components respond well to standard coach cycles for HIP, which commonly run at 2050–2200°F and 15,000 psi.
Firearms Components and Materials Commonly Processed With HIP
HIP is especially well suited for removing porosity from metal injection molded (MIM), additively manufactured (AM), and investment cast parts.
MIM is a fast, cost effective way to produce fire control components such as hammers, triggers, and safety selectors, especially for AR-15’s. Traditionally, MIM components have had a reputation in the industry for being inferior to those manufactured with conventional machining because they have been known to fail early in the field.
Common MIM grades used in the manufacturing of firearms include 4140 steel, 17-4 stainless steel, and…
FL-4605. FL-4605 is a low alloy steel with prealloyed manganese, molybdenum and nickel content for enhanced hardenability.[6]
420 stainless steel. 420 stainless steel is relatively high in carbon with a minimum chromium content of 12%, which gives it the highest hardenability of stainless steel grades.[7]
Additive manufacturing has not yet been widely adopted in the firearms industry, but we have seen it increasingly used in the manufacture of suppressors. These components—commonly known as silencers—trap the expanding gas as the weapon is fired to reduce noise, and are used for military sniper rifles. AM is an ideal method of manufacture for these components due to their complex geometry that is difficult or even impossible to achieve with traditional machining.
Investment casting is another process we see used in the production of handgun frames, specifically in the M1911 pistol.
MIM, AM, and investment castings all have one thing in common: these manufacturing methods leave voids behind in the internal structure of parts. HIP eliminates unwanted porosity in these parts, increasing their toughness, gross strength, and fatigue life which allows firearms components to withstand being repeatedly subjected to high impact.
MIM 316L before (top) and after (bottom) HIP. Porosity has been consolidated, but there are solid inclusions in the material.
HIP Specifications
For additive manufactured firearms components, we encounter two primary specifications:
ASTM F3301, a specification that outlines standards for thermal post-processing for metal parts made with powder bed fusion. ASTM F3301 identifies hot isostatic pressing as an acceptable means to stress relieve additive manufactured components.
ASTM F3055, the standard specification for additive manufacturing nickel alloy with powder bed fusion. In this specification, HIP is required for Class B, C and D components and is considered optional for Class G.
In both specifications, components must be processed under inert atmosphere at no less than 100 MPa within the range of 2048 to 2165°F (1120 to 1185°C). Parts must be held at the selected temperature within ∓27°F (15°C) for 240 min ∓60 min, and cooled under inert atmosphere to below 797°F (425°C), or to parameters as agreed upon between the component supplier and purchaser.
Black Oxide Coating
Black oxide gives firearms a sharp black appearance, enhances corrosion resistance, and minimizes light reflection. Unlike paint, black oxide doesn’t add any additional thickness to gun components. The desired result in the black oxide process is creating magnetite (Fe3O4), an alloy of iron and oxygen, on the surface of the metal. The black oxide process enhances corrosion resistance by adding rust preventive oils to the metal part.
While it doesn’t last as long as gas nitride coating, black oxide is still a popular, cost-effective option to give visible gun parts the perfect black look. Finding a partner that can provide heat treatment and black oxide under one roof can reduce your transportation costs, speed up turnaround time, and simplify your overall process since one supplier owns the final results.
Firearms Components and Materials That Use Black Oxide Coating
Like nitriding, black oxide coating is used on outwardly visible components like slides, barrels, and muzzle devices including flash hiders, muzzle breaks, and compensators. It can be applied to any carbon steel component, but it will not adhere to stainless steel.
Specifications for Black Oxide Coating
Unlike nitriding and HIP, we rarely encounter standard specifications when it comes to black oxide results. However, as a best practice we work with customers to establish boundary samples for each part number treated with black oxide so we can compare our results to what both sides agreed upon as a desirable appearance.
High Pressure Gas Quenching
High pressure gas quenching can be performed in a vacuum furnace as an alternative to oil quenching for any firearms components that are near net shape or completely finished—or where distortion is a chief concern. In high pressure gas quenching, parts are austenitized under vacuum. Then, the chamber is backfilled with inert gas, which is heavily agitated by powerful motors.
High pressure gas quenching results in cleaner parts than oil quenching, but it has other benefits that can prove highly valuable for firearms components. This process can take a conventional 4140 alloy and make it achieve the same properties as a vacuum arc remelted (VAR) 4340, a much higher quality nickel-based material. This can allow firearms manufacturers to see similar hardness and strength results in everyday components as those they would expect from an extreme duty material like 4340.
Handling and Traceability for Firearms Components
No heat treater should make a habit of losing any type of parts, but the implications for serialized firearms components are more severe than any other mass-produced components. Serialized components are what the U.S. government considers the firearm—it refers to the part that features the serial number, usually the lower frame assembly and sometimes the barrel or slide.
Firearms components to be treated with gas nitriding that have AMS 2757 or AMS 2759/12 identified as the standard are also subject to the recordkeeping guidelines outlined in the specification. AMS 2757 requires that documentation includes the equipment and approved personnel’s identification, date of processing, number of parts, alloy, lot identification, and actual thermal processing times and temperatures at a minimum.
Proper handling of firearms components by heat treaters is essential to keep the supply chain running smoothly. Improperly heat treated parts will either wind up in the scrap bin or require reprocessing, and lost parts can result in an ATF audit or investigation. At our company, we’ve engineered our process to prevent issues from occurring in the first place. Here are a few examples of how we do it:
Electronic tracking. Each lot of parts is assigned a barcode that links to electronic records of all relevant information about the job—process parameters, specifications, shop orders, etc. The process parameters on the parts’ barcode are integrated with equipment, so when parts are scanned for processing, the furnace will be automatically set to the proper parameters according to the parts’ recipe. This helps us prevent parts from being improperly heated or subject to the wrong process altogether.
Secure storage. In Paulo plants that process firearms, we use locked cages and secure vaults to protect serialized components. All access to these areas is monitored and recorded to maintain accountability and, if applicable, adhere to AMS specifications.
Specialized handling. To give our firearms customers more peace of mind and to safeguard against errors in our process, we’ve also engineered secure fixturing for many components that allows them to remain locked throughout the entire heat treatment and finishing process.
In addition to a Federal Firearms License (FFL), heat treaters should also have a documented quality management system in place. Choosing an ISO 9001-certified supplier can help give manufacturers confidence in a heat treating partner’s ability to maintain quality operations. Maintaining other certifications such as IATF 16946 and CQI-9 is also a good sign that your partner is well equipped to handle firearms work.
Conclusion
The firearms industry relies on its thermal processing partners to sustain its growth. Proper heat treatment and metal finishing results in better performing, longer lasting firearms for our military and law enforcement, which helps keep our country safe. In uncertain times, the firearms industry represents a bright spot in the U.S. economy that we are proud to support.
About the Author: Rob Simons is manager of metallurgical engineering at Paulo where he leads the commercial heat treating industry’s largest in-house metallurgy team. Rob continuously spearheads research and innovation at Paulo that lead to advanced capabilities and better results for the company’s customers. Rob holds a bachelor’s degree in Metallurgical Engineering from the Missouri University of Science & Technology.
About Paulo: Founded in 1943, Paulo is one of the largest providers of thermal processing and metal finishing solutions in North America. Headquartered in St. Louis, Paulo operates six divisions servicing the United States and northern Mexico.
Ellen Conway Merrill Vice President DELTA H TECHNOLOGIES, LLC
Source: Ellen Conway Merrill
Seven heat treat furnaces will be shipped to manufacturers in the aerospace and defense industries before the end of this year. Two furnaces will go to the additive manufacturing sector in South America, two will go to US Air Force Bases, two will go to prime Aircraft OEMs, and one furnace will be going to a Heavy Maintenance Aircraft MRO.
The provider, DELTA H Technologies, plans to install the DELTA H DCAHT® and SCAHT® Series Aerospace Furnace start-up and training services in January and February. The supplier provides services to many essential businesses in aerospace, automotive, defense, and medical industries. This allowed them to take orders in Q3 and Q4—including several back-to-back orders in early October.
Seven furnaces shipped from DELTA H TECHNOLOGIES to the aerospace and defense industry. (Source: Ellen Conway Merrill)
Ellen Conway Merrill, vice president at DELTA H, states, “Despite the COVID pandemic, DELTA H has been able to stay at full capacity for much of the year[…] We were even fortunate enough to have hired 4 additional staff members to our team to accommodate our growth. 2020 has been tough, but we persevered and came out with a record-breaking year in sales. We are very much looking forward to another prosperous year for 2021!”