Going Carbon Free: An Interview with H2 Green Steel
![]()
Hydrogen will be the future of steel making. But how do we put the technology into place and make it work? H2 Green Steel has picked up the task and wants to prove that a carbon neutral production with hydrogen is possible. heat processing spoke with Mark Bula, CCO of H2 Green Steel, about the technological potential of hydrogen, challenges, and the role of digitalization within the overall process.
This article is provided by Heat Treat Today's European information partner heat processing.
heat processing: Could you give us a brief overview on H2 Green Steel and the actual status of the project?
![]()
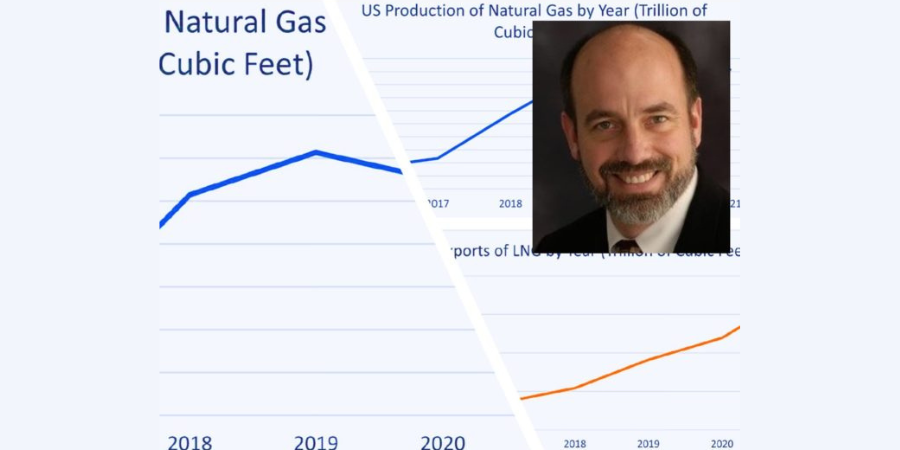
CCO
H2 Green Steel
Mark Bula: Our company was formed in 2020The series A financing was us. When I was hired in January of last year, we talked about raising €30–35 million raise. We tripled that figure. In fact, we are turning away series A investors. There is no doubt that there is interest in the project from commercial, customer, and investor point of views.
Our project started with equity founders of another company. They stored electric energy at the base of mobile towers and realized that there is a technological opportunity in batteries of electric vehicles. Those founders wondered what to do about the big CO2 issue in the production of steel. That is how it all started. Now, we have our financing put in place. We filed for permits in December 2021 — a big milestone. There are always concerns, but with support we can overcome these challenges. So far, the feedback has been phenomenal — people are excited about our project.
Our company moves fast. We want to have our financing completed by the end of the year. We brought in external expertise from the U.S. and assume there will be a three-year building cycle. There is official interest from equity investors. They are now doing their due diligence. Banks are interested as well. We also have a large team for the project at this stage — about 80 people are working on it. In general, we see an opportunity in hydrogen to abate heavy industry. Hydrogen is a critical component there. Furthermore, we have pre-sold agreements with potential customers. This is essential to help secure financing for this greenfield project.
heat processing: Talk about technology. On your website, you state that you want to undertake the industry's technological shift. How do you define that?
Mark Bula: There are a few shifts that need to happen. We must move away from blast furnace steel making. Every product based on that will create huge amounts of CO2. Electric arc furnace (EAF) mills are running the world. These mills must use certain levels of virgin iron product to make more than a basic grade of steel. In blast furnaces, you end up making pig iron, and we must move away from that since It requires more hot-briquetted iron (HBI) and direct-reduced iron (DRI). Putting a hydrogen unit in front of a DRI unit certainly is a technological shift from gray to green iron. There are not many steel mills with a DRI tower connected directly to an EAF, however we will directly hot feed our EAF furnaces with green iron or DRI. That creates efficiencies and significantly lowers the CO2 footprint and decreases the electricity being used.
In a next step, many mills must look to change exposed applications. We believe this will be our phase 2 focus. We also will be working on a non-grain-oriented steel for the EV motors. Think about 195 kg CO2 per ton of steel produced. With that figure you could cover everything from the battery over the panels to the support structure of an electric vehicle. In the long run the industry must get rid of the blast furnaces. The only way to do so is to develop a virgin iron product that works with a low CO2 footprint. The only way we at H2 Green Steel know, so far, is the hydrogen process. With natural gas, there is still a high CO2 footprint.
heat processing: There is the possibility to produce 5 million tons of steel annually. How could you (technologically) scale that figure up?
Mark Bula: We plan to produce 5 million tons of steel in phase 1 and phase 2, ending in 2030. With phase 1 we include a 2.5 million ton capacity mill. We start planning the product and customer mix and will add another 2.5 million tons in the later phase. In phase 1 we will have three electrical furnaces and one caster, and in phase 2 we will add a second caster and at least one EAF.
heat processing: How does digital leadership influence H2 Green Steels´ processes?
Mark Bula: A bank analyst said H2 Green Steel should offer more than just green steel as our unique selling proposition. So, we will also place a heavy emphasis on providing a B2C experience in a B2B industry. We will utilize digitalization strategies to provide a customer experience above our competition. We believe that there are three different hydrogen processes out there, each with advantages and disadvantages. If they are managed properly, they can create an efficient process. We have an algorithmic model and a digital lab. It allows us to test these three different types of hydrolysis. We have filed a patent on it.
Intellectual property will be key to design these hydrogen facilities. This is how digitalization affects our front end. The back end is machine learning technology. It is all about intelligence and big data. The question is: how we can crunch big data information faster to make better decisions? If we miss a in the furnace or the caster, we can reapply that with our algorithm before it hits the end of the caster. It is not only about efficiency, but about energy usage. The last pain point would be the traceability of the CO2 footprint. The figures must be justified. For instance, if someone says, I have 125 kg CO2 in this coil, he needs to prove it. Our team focuses on that. Those who are best in traceability will be rewarded.
heat processing: What will Germany's role be within H2 Green Steels' transformation towards green steel?
Mark Bula: Germany is a critical component of the global steel industry. The country has the largest market for green steel. It must be the epicenter of how green steel will be accepted in Europe. The interest of customers and the will to understand the market lie in Germany. Central and Northern Europe are ahead of the curve, compared to Southern Europe.
But the call for green steel came from the German auto industry. In the past, many mills have been built here. We believe green steel will start where the raw materials and renewable energy are readily available at the lowest cost. Central Europe may not have these valuable resources but must figure that out to have a viable green steel industry.
The Nordics are right now a good location for new steel mills. Regarding brownfield sites: I applaud everyone who wants to pull a blast furnace down and put an EAF up. This will help improve our industry's CO2 footprint, but there are significant challenges and costs to do so. Tradeoffs exist, but available low-cost fossil-free energy will be the driver and will likely impact the locations of new supply chains in the future. For now, that is in the Nordics.
Our company is Swedish, and we found a good home here. The site selection went on for three quarters of a year. Our are logistics, energy, raw materials supply, and knowledge.
heat processing: Where do you get your green hydrogen?
Mark Bula: We will make it ourselves. We will need fossil free energy to power it. 800 megawatts is a huge amount of electricity at the moment. In Boden, Sweden there is access to hydro capacity. The issues are the grid systems and the trunk lines. Until now much of the excess electricity was shipped to Finland, but this country has started a nuclear plant recently. They will not need as much power anymore. Now we have access to generation in the Nordics. All the power we need to make hydrogen is wind and water. We use 99% renewable energy.
heat processing: You are starting off in the European market. What are your perspectives for the Chinese market?
Mark Bula: We see a great need for green steel in Europe. When materials get to be shipped too far, carbon footprint is added automatically. We must identify markets that want our product that we can sustainably ship to. There will be opportunities to sell overseas, but now we are very focused on the German and European automobile market. The demand is much broader than that. It is about white goods, furniture, construction, and covers all industry segments.
The market does not stop in the all make science-based target promises. They have plants not only in Europe, but elsewhere. Our market probably is global, but we must be respectful of our carbon footprint. We have a high ambition about circularity and try to be as carbon neutral as possible in anything we do. We want to start with the lowest CO2-footprint we can, to make steel in scope 1, 2, and upstream 3. Ultimately getting to net zero, we will look at our downstream. One of our investors is in the shipping business. It will be interesting to work with this company, to develop shipping on a hydrogen base.
heat processing: Does the conflict in the Ukraine affect your company in any way?
Mark Bula: It is unbelievable that this is happening in Europe. The whole company feels for Ukraine and the horrible situation they are in. It is way too early to tell right now what will happen. The Ukraine has a lot of steel-related minerals. The supply chains must be rewritten. The amount of Russian steel that comes into Europe is significant.
For our company, this is a long play: No one will build a steel mill for the next 10 years. It is rather a 100-year horizon. I would rather build in a downturn because steel and concrete are cheaper. We may have the inverse here. On a long term you can see more demand for fossil free products in this region, and we are in the business for the long term. Right now, the market is still in shock and has an irrational pattern. Pertaining to resources, we are all affected and need to talk about it. We haven’t seen the end of it yet.
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Going Carbon Free: An Interview with H2 Green Steel Read More »

 A manufacturer of saw blades and tool steels will amp up its heat treating capabilities with two floor-standing box furnaces. The new furnaces will be used for stress relieving and tempering large steel castings.
A manufacturer of saw blades and tool steels will amp up its heat treating capabilities with two floor-standing box furnaces. The new furnaces will be used for stress relieving and tempering large steel castings.

 DG: I should congratulate you on that degree, by the way. I know a year or so ago, you were still working on that, so that’s great!
DG: I should congratulate you on that degree, by the way. I know a year or so ago, you were still working on that, so that’s great!































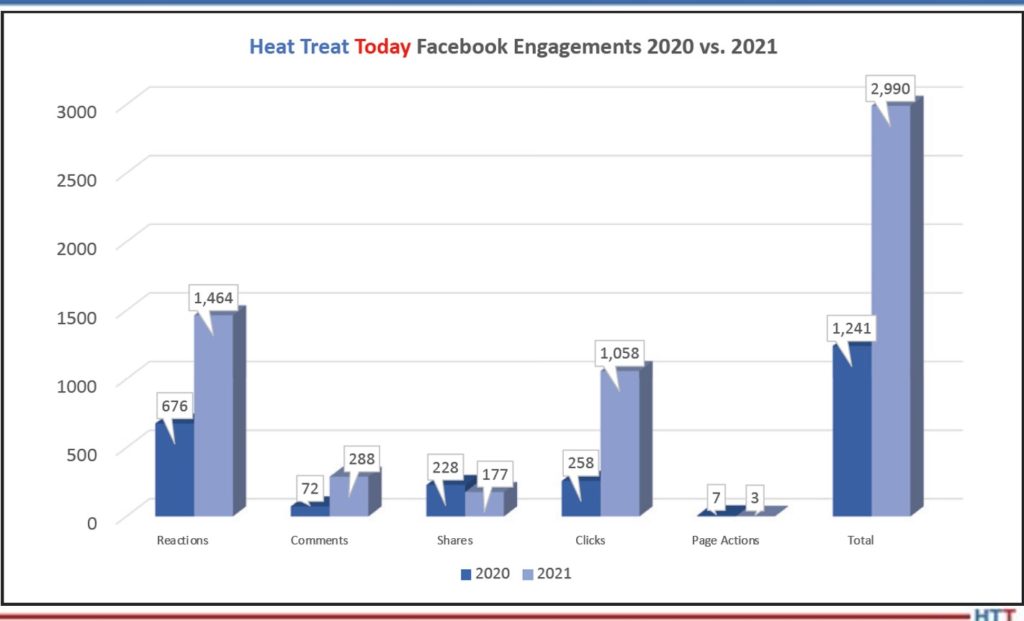
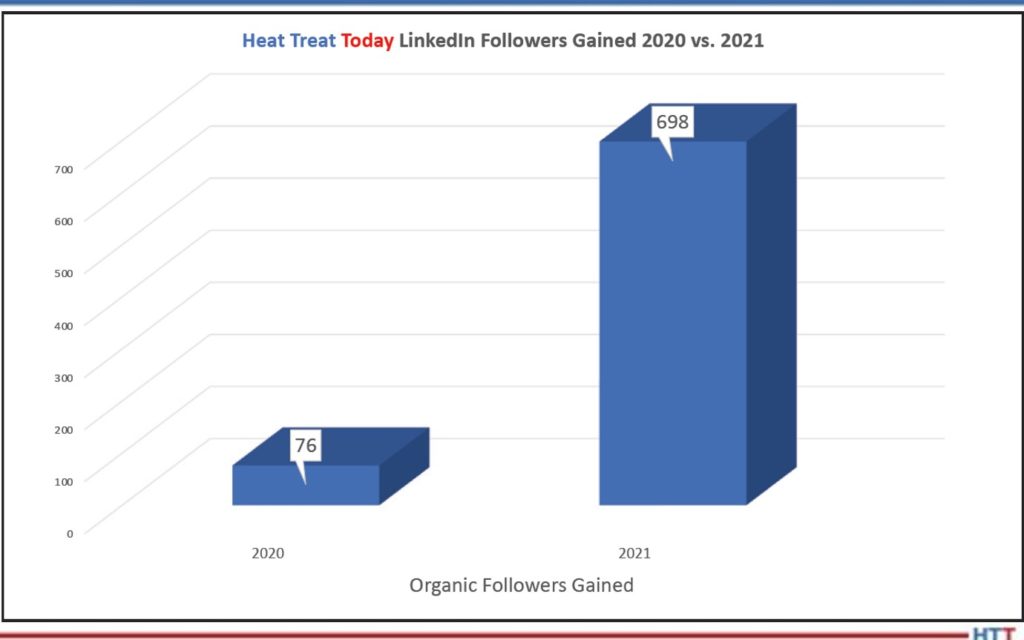
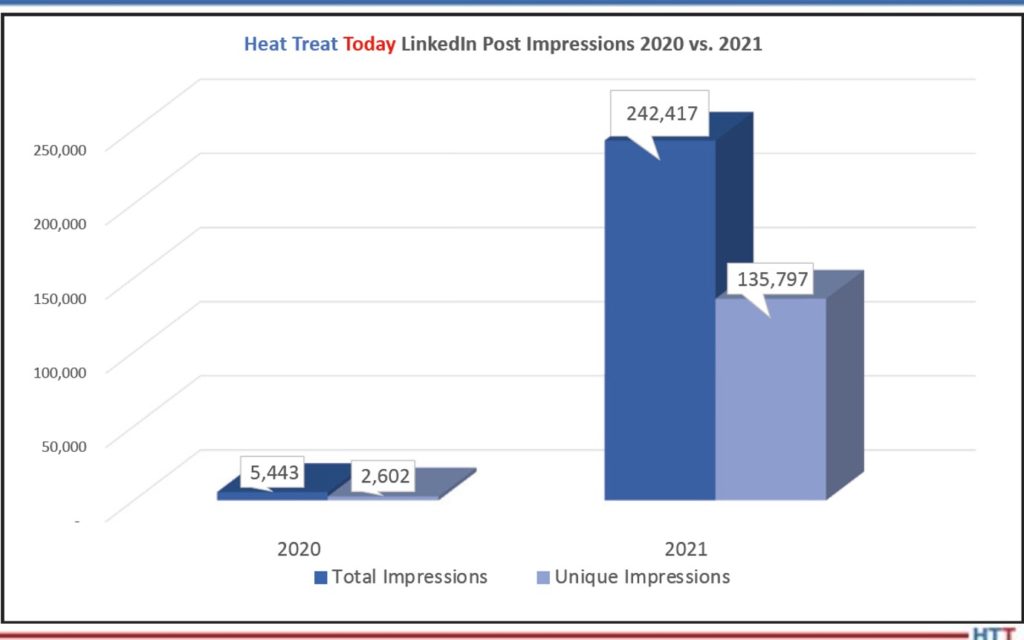 Why does the increase in followers bring such joy? Well, it shows that people are certainly interested in what is being shared and perhaps has some relevance to the viewer — maybe he/she can resonate with it in some way. Or, at the very least, wants to find out why all the attention because, let’s be honest, who wants to suffer from FOMO?!
Why does the increase in followers bring such joy? Well, it shows that people are certainly interested in what is being shared and perhaps has some relevance to the viewer — maybe he/she can resonate with it in some way. Or, at the very least, wants to find out why all the attention because, let’s be honest, who wants to suffer from FOMO?!