Heat TreatToday would like to wish everyone a Happy Memorial Day. As you (hopefully) take some time off from work, pause to reflect on the sacrifices men and women gave, and are currently giving, to protect and serve this nation.
Heat TreatToday will be back with you on Tuesday, May 31st, and we hope you too are able to rest and remember this weekend.
Bill St. Thomas Business Development Manager Lindberg/MPH Source: Lindberg/MPH
A Michigan-based furnace supplier will ship a gas-fired pit furnace to a manufacturer. The furnace, which has a maximum operating temperature of 1400°F and a load capacity of 2,750 lbs., is made with an outer shell of industrial steel and an alloy liner backed with insulating brick.
Lindberg/MPH announced the order of the new furnace, which is the second identical unit for the manufacturer. Upon delivery, the pit furnace will include type K thermocouples (pre-wired), a manual lid lift, a lid limit switch, and a control panel with temperature and excess temperature control.
“This furnace is an identical duplicate of a unit this customer previously purchased," Bill St. Thomas, business development manager at Lindberg/MPH says, "They trust Lindberg/MPH to provide equipment and solutions and to do so with exacting standards.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Instead of a traditional Heat Treat Radio podcast this Thursday, we’re featuring a message from Bethany Leone, an editor at Heat TreatToday and the 40 Under 40 coordinator. This prestigious heat treat award opened for the fifth year this Monday, and we want to hear from you about who will be the next winners in Heat TreatToday’s 40 Under 40 Class of 2022. Find out why you should nominate in the video below and then listen to two leaders from the 40 Under 40 Class of 2021 as they speak about their heat treating experience.
Listen to how 40 Under 40 leaders describe their involvement in the industry
At “3:00 a.m. in the third shift,” Erika finds the most fascinating thing in heat treat industry: “support from people with much more experience than me. They provide the tools I need and show me the resources available in the industry to solve problems.”
Read more about Erika Zarazua, winner from the 40 Under 40 Class of 2021here.
“Over the past few years, we’ve gone from only using traditional manufacturing techniques to make inductor coils to now using 3D printing and additive manufacturing to achieve more complex designs and tackle more complex problems.” Brendan is excited to see how these developments and induction heating will continue to develop over the next five years.
Read more about Brendan Evans, winner from the 40 Under 40 Class of 2021here.
Rather than mirror the doom and gloom projections from the media, this economic report does not project the 1980s to our present situation. The monthly Industrial Heating Equipment Association’s (IHEA) Executive EconomicSummary released in May remains proactive, warning against statements of doom and gloom, while recognizing three very real drivers of economic concern: inflation, labor, demand.
“[The] data for the new orders index has actually improved a bit and is nearly at 60. That is clearly expansion and growth and when this is taking place with new orders the influence on the overall economy is very positive.”“The bottom line is that economists are about as reliable as meteorologists when it comes to predicting,” the report reads. So rather than perpetuate the gloomy forecasts, the report proposes warnings in several “if” statements: “If the inflation doesn’t come down, if the price of energy stays high, if the supply chain remains broken, if labor is in short supply, if the pandemic surges again, if the Ukraine war doesn’t end.” These factors may not change fast or fast enough, but we will cross that bridge when we get there.
“Watch for a rethink of tariffs on imported steel and aluminum. Most of the relaxation will affect European producers as there is not much enthusiasm for lowering tariffs on China or other Asian producers.
The first driver of economic concern is consistent with the report released in March: inflation. Currently, the two reasons can be attributed to war in the Ukraine as sanctions on oil have been placed on the third largest oil producer, and supply chain breakdown due to the pandemic. The latter continues to be exacerbated as China has gone into fierce lockdowns. “The loss of the world’s third largest oil and gas producer,” the report continues, “sent prices spiking and there was a similar reaction when it comes to food as this part of the world produced 25% of the world’s wheat.”
The second driver is also familiar — the need for labor and combatting labor costs. While not unanticipated, the increasing demand for skilled workers indicates that we have not properly prepared for this need. In fact, the report asserts that “[there] has been no concentrated effort to train the needed workforce, no reform of immigration, [and] no move to change the retirement age.” This means that skilled employees have more bargaining power as companies — not workers — compete to meet their need.
Anne Goyer Executive Director IHEA
Lastly, the driver of economic concern is high consumer demand in a time of shortage. “In a time of shortage, people and businesses hoard, and that only makes the overall situation worse,” reads the report, and even though the “flood of money” offered to people during pandemic recession fueled excessive growth — nearly 6% — the overhang is mostly gone. There is still some remaining, despite inflation, to encourage spending; it is this area of demand that the Federal Reserve can directly affect if it so chooses.
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 11-page report, contact Anne Goyer, executive director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Heat treaters often target gas nitriding and carburizing as key additions to their facility, but sometimes they miss a low-cost opportunity for big wear improvement called Deep Cryogenic Treatment. What is it and could it be a game changer for your business?
This Technical Tuesday feature was written by Jack Cahn, president of Deep Cryogenics International and was first published in Heat TreatToday's May 2022 Induction Heating print edition.
Jack Cahn President Deep Cryogenics International Source: Deep Cryogenics International
Benefits
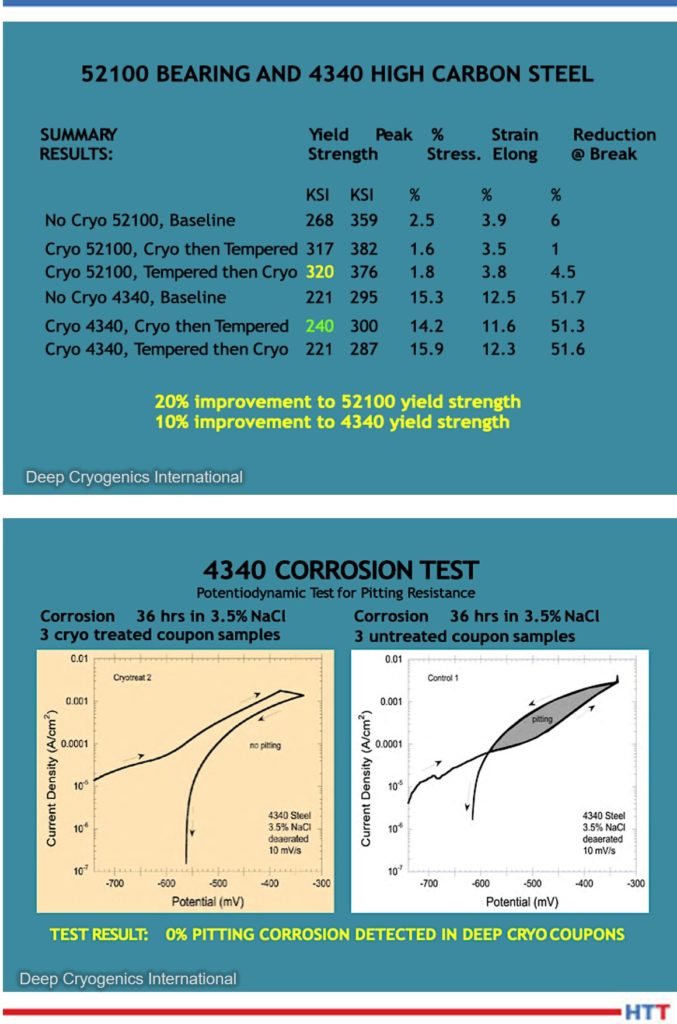
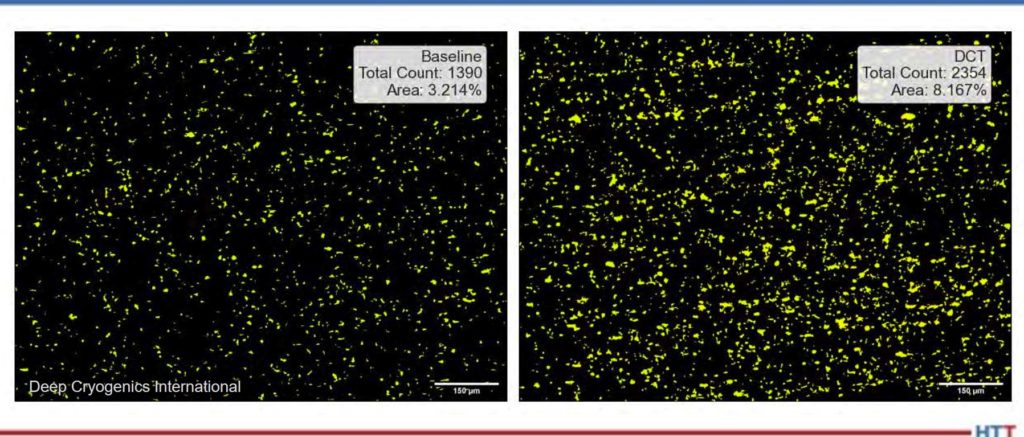
Deep Cryogenic Treatment (DCT) is a thermal process which provides 20–70% increased wear life, 10–20% increased ultimate tensile strength (UTS )/yield strength, and up to a 30% reduction in corrosion effect (Figures 1 & 2). Unlike case hardening or surface coating there is no part distortion, and cryogenically treated items are not prone to fatigue cracking. Whereas nitriding leaves a recast or white layer, DCT does not. Unlike all three processes, dissimilar materials (such as ferrous and non-ferrous) with varying geometric thicknesses can be treated together to increase mechanical and chemical properties. DCT can also be combined with gas nitriding to yield fine precipitates of carbo-nitrides and thru-core eta carbides — combining the best of diffusion and quenching with a diffusion-less thermo-kinetic process (Figure 3). DCT offers permanent, non-reversible wear improvement with no degradation over time.
(Left) Figure 1. Yield strength improvement; (Right) Figure 2. Corrosion reduction Source: Deep Cryogenics International
Many knife and tool steel manufacturers recommend the use of DCT after austenitizing and quenching but before tempering. It is standard industry practice to employ DCT to increase the wear life of D2, H13, S7, 440C, and several mold steels used in the plastic injection, stamping, and forging die industries.
DCT is also one of the lowest cost thermal processes available to heat treaters who already support exothermic and endothermic processes using onsite liquid nitrogen. Environmentally, DCT is neutral: it improves metallic wear life but leaves behind no chemicals, waste, or cleanup and requires no flammable, hazardous, or explosive gases. Fifteen of the 20 largest commercial heat treaters in North America promote their own DCT services and hundreds more have small DCT equipment.
Figure 3. Wear resistant carbides Source: Deep Cryogenics International
How It Works
The DCT process usually follows austenitizing and quenching and is, effectively, a continuation of the quench process below martensite start and finish temperature. Items are placed in a specially designed chamber and slowly cooled from ambient to approximately -320°F (-195.5°C) over six to eight hours and then maintained in a dry, nitrogen gas environment for 8–30 hours before slowly returning to ambient — followed by 1–3 tempering steps. Round, vacuum-insulated processors use less liquid nitrogen (LN2 ) than rectangular chambers and can temper heavy items in-situ (Figure 4).
Figures 5a. MnS inclusions in G2 cast iron; baseline Source: Deep Cryogenics International
Figures 5b. MnS inclusions in G2 cast iron; DCT Source: Deep Cryogenics International
Figure 6. 14,000 lbs of Mn crusher cone mantles in the 36K Source: Deep Cryogenics International
DCT is a diffusion-less thermal process that causes the transformation of retained austenite into martensite without embrittlement and the precipitation of primary and secondary eta carbides. With a low enough temperature and soak time there is a phase change from face-centered cubic (FCC) into body-centered cubic (BCC) or hexagonal close packed (HCP) slip systems. DCT relieves both cyclic and imposed stresses in metals caused by heat treating or manufacturing, further reducing the migration of crystalline defects such as stacking faults, dislocations, inclusions, and vacancies (Figures 5a & 5b). With the reduction in defect migration comes a reduction in interatomic spacing — directly lowering fatigue crack nucleation and propagation.
The process is effective on castings, forgings, additive manufactured, and fully machined items because DCT is a through-material process — maintaining wear protection long after surface coatings and case hardening have eroded. With the recent availability of industrial DCT equipment capable of treating parts 8’ x 8’ x 20’ and up to 30,000 lbs., the process now can be used on large turbine, oil and gas, and mining components previously cast too large for DCT (Figure 6).
So, with all these benefits, why has this process been so overlooked and underused?
Early Adoption and Stall
In the 1980s, heat treaters accepted cold treatment (-80°F) to reduce retained austenite and, later, shallow cryogenic treatment (-140°F to -240°F) to reduce residual stress. However, a lack of DCT test labs that could scientifically demonstrate DCT wear benefits, no large capacity DCT equipment available, and no DCT-specific ASTM test methods were key barriers hampering market growth. Unfortunately, DCT doesn’t show increased wear improvement using the universally adopted Rockwell hardness test ASTM E18-20. Without a specific ASTM test to validate process improvement and no suppliers of large size DCT chambers to complement the existing car bottom industrial furnaces, few heat treaters readily adopted DCT. The DCT chamber frequently sat unused in a corner of the shop.
The Current Opportunity
The key breakthrough for the DCT technology has been the evolution of industrial size equipment. Built and prototyped by Deep Cryogenics International in late 2021, the 36K offers heat treaters a new means to expand their service offerings and new capacity to DCT large parts. Since the 36K cryogenically treats at -320°F but also tempers to 350°F, the entire process (including post-DCT tempering) can be performed in one chamber. No longer will capacity be a technology limiter.
A new business model has also changed the DCT industry: low-cost leasing. By removing the high cost of capital purchase, Deep Cryogenics International’s captive leasing program offers heat treaters access to industrial scale DCT, coupled to an on-site liquid nitrogen generator and a 3,000-gallon storage dewar. Now LN2 can be generated on site at less than bulk supplied gas — dropping the “all in” cost of DCT to less than $0.20 per pound.
Figure 7. DCI VP Linda Williams next to the 36K Source: Deep Cryogenics International
Lloyd’s Register is currently qualifying both the 36K and the DCT technology using a new approach to a recognized test standard — ASTM E2860 Residual Stress testing using X-ray diffraction. This non-destructive test method will positively identify DC-treated parts and correlate a level of improvement based on the drop in residual stress.
2022 will be a big year for DCT with a lot of firsts: large capacity equipment, a captive leasing program, and industry test and certification.
About the Author: Jack Cahn is president of Deep Cryogenics International — a manufacturer of DCT equipment with an in house DCT research lab. His 25-year background in DCT includes design and development of DCT procedures used in scientific, military, energy, and mining applications. He is the author of several patents, certification marks, and research papers. DCI will be opening a DCT demonstration facility in southern Alberta in June 2022.
Changes are inevitable, but the world today is changing so rapidly that it’s constantly keeping us on our toes. Do two men from different parts of the world and lots of experience within the heat treating community have vastly different perspectives on the happenings in the heat treat industry?
We want to find out, so we asked a question that focuses on the world of heat treating to Thomas Schneidewind, the editor-in-chief ofheat processing magazine, and Doug Glenn, the publisher and founder ofHeat TreatToday. The question: Will the war in Ukraine impact the heat treat industry?
Thomas’s expertise lies in the European market while Doug’s resides in the North American market. We will feature their responses in each print magazine. Will their views align? Time will tell. Enjoy this first installment of an ongoing column. This column was first published in Heat TreatToday’sMay 2022 Induction Heating print edition.
Will the War in Ukraine Impact the Heat Treat Industry?
Will, or how will, the war between Russia and Ukraine directly or indirectly impact the industry? What immediately comes to mind?
Thomas Schneidewind, Editor-in-Chief, heat processing magazine
Thomas Schneidewind Editor-in-Chief heat processing Magazine
First of all, the war in Ukraine is a humanitarian catastrophe. And the first war in Europe since 1945 marks a turning point in history. It has a strong impact on the global economy and hits the thermprocess industry in particular. The exploding energy prices lead to shutdowns of sites in the steel industry. That means that some investments will be frozen.
Europe’s Turning Point
Due to the economic downturn more and more companies are facing another difficult year. Machine and plant builders are affected by the imposed sanctions. Most of the companies are engaged in Russia and in Ukraine as well. One example: Against the background of the war in Ukraine and the human suffering associated with it, SMS group has ceased its main business activities in Russia and Belarus, with the exception of safety-critical maintenance work. New orders will not be accepted. All companies who have strong relationships with clients in Russia and Ukraine are taking care of refugees. SMS will be taking in one hundred families from Ukraine at its German locations in Hilchenbach and Mönchengladbach.
In Europe we see a completely new set up of the political agenda. Specifically, the German so called Energiewende (the country’s planned transition to a low-carbon, nuclear-free economy) will be pushed by the decision makers. The German economy has a long way to go to be independent from Russian gas and oil. The war will affect people and businesses all over the world – we see a historical turning point. For Europe and for the whole world.
Doug Glenn, Publisher, Heat Treat Today
Doug Glenn Publisher and Founder Heat TreatToday
The first thing that needs to be clearly communicated is that our thoughts and prayers are with all of those being adversely affected by this war. The loss of human life, personal freedom, and property are the most important impacts of this crisis. Everything else – including what follows in this short column – is somewhat insignificant.
Energy Shortages
Higher energy prices caused by supply shortages are and will continue to happen. More so today than any time in history, markets are global and what happens halfway around the world will have an impact everywhere. The U.S. has imported nearly 20% of its energy from Russia, and with that supply being cut off, we are and will continue to see rising gas, natural gas, and oil prices.
The U.S. could do more to help ourselves and the world through this crisis, however. Mark Mills from the Manhattan Institute asserts that today, with oil prices at $120 per barrel, the U.S. is producing 1.5 million FEWER barrels of oil than we were last year when oil prices were only $60 per barrel. The energy problem in the U.S. is not fundamentally a lack of energy and it is not a market problem. It is a political problem caused by those who have pushed for “green” at all costs.
Supply Chain
Supply chains are and will continue to be disrupted. Being the largest economy in the world and geographically removed from the crisis, I anticipate that U.S. supply chains may not be as badly hurt as those in Europe, but the disruptions will continue. As we all know, if a manufacturer is missing just ONE PART, the entire end-product is on hold. It is completely unpredictable how and when this will impact the North American heat treat industry, but it is safe to say that it is and will continue taking a toll.
Increased National Debt
Probably the most significant long-term impact of the crisis is the continued irresponsible growth in national debt. Now exceeding $30 trillion, our country does not need a war to incur more debt. But as we all know, there is nothing like war to drive national debt through the roof.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Fridaybest of the web video that announces and describes how a thoughtfully designed and machined medical implant allows orthopedic surgeons to increase their precision in treating a variety of distal femur fractures.
Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group Source: SECO/WARWICK
A roller-type furnace intended for spheroidizing annealing of bearing steel forgings will be operated in the Kielce plant of global bearing manufacturer NSK. The process line built around a roller-type furnace is intended for heat treatment of workpieces will be assembled into bearings to be used, for example, in the automotive sector.
The company received the same SECO/WARWICK furnace years ago, and the line featuring it has been operating in the NSK factory for seven years now. This type of equipment has technological roots in the U.S.
"We know that bearing production requires a huge amount of precision," said Piotr Skarbiński, VP in charge of this product segment at SECO/WARWICK Group. "The required metallographic structure can be achieved in the production process only with a strict and repeatable regime of a many-hour thermal process. That is why our production line intended for this purpose is based on full automation of processes. This enables the elimination of all errors resulting from the human factor."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Are you ready for summer? Heat TreatToday’sIndustry Calendar features the key events of the season to make sure you do not miss an important meeting or tradeshow. Check out three June 2022 events in today’s original content piece below!
If you have an event to add — or want to give us a heads up on an event that you and others are going to attend — feel free to reach out to the editors at editor@heattreattoday.com.
Heat TreatToday’sIndustry Calendar is located under “Resources” on www.heattreattoday.com, and if you want to find out how to navigate this feature yourself, check out this article here!
Production Brazing Seminar
June 7 - June 9
"This program, which runs from 8AM to 5PM each day for three days (Tues-Thurs) at The Simsbury Inn (Simsbury, CT) provides detailed information about all aspects of brazing of a wide range of metals and joining of ceramics. All brazing processes and filler metals are covered in this program. This course, taught by Dan Kay, who has over 50-years of hands-on brazing experience in operating and[. . .]"
Additive Manufacturing with Powder Metallurgy (AMPM) 2022
June 12 - June 15
"Focusing on metal additive manufacturing, AMPM2022 will feature worldwide industry experts presenting the latest technology developments in this fast-growing field."
"ceramitec is the meeting point for the international ceramics industry: Every branch, every market leader, every decision-maker, and the entire value chain is represented here. And it is this that makes ceramitec the leading international trade fair within the industry."
Tempering. A vitally important step in the hardening process and a process that is used extensively throughout the heat treatment industry. There are three main schools of thought on how to achieve a properly tempered part. Here we have asked three experts to share their knowledge on the specific approach they feel works best for tempering: Bill Stuehr of Induction Tooling, Mike Zaharof of Inductoheat, and Mike Grande of Wisconsin Oven. Learn how each approaches tempering and why they feel it works well for them.
Please note that mechanical properties and microstructure, in addition to hardness, need to be carefully considered when choosing any tempering process so as to help ensure the part is fit for its intended purpose.
This Technical Tuesday article first appeared inHeat Treat Today’sMay 2022 Induction Heating print edition.
Induction Tempering: Captive Heat Treating
By William I. Stuehr, President/CEO, Induction Tooling, Inc.
William I. Stuehr President/CEO Induction Tooling, Inc.
I can only speak to this subject through a lens of 46 years and thousands of induction hardening applications. That said, I have had many tempering inductor requests within the domain of captive heat treating. The commercial induction heat treaters that I service most always use oven tempering because it is accurate, economical, and easy.
Figure 1. Wheel bearing hub and spindle sectioned and etched to show the selective hardened surfaces. Source: Induction Tooling, Inc.
For the captive heat treat departments processing high volume components, the interest in induction tempering as an in-line process sparked in the mid-1970s with the production “cell” concept. This was most evident in the manufacturing of modular wheel bearing assemblies – raw forgings were fed into the cell and completed units exited. Modular wheel bearings are composed of a hub and a spindle. Within the production cell both needed selective induction hardening and tempering. The specification for the wheel spindle required a casehardened profile to provide wear and strength and for the wheel hub, the bearing races were hardened. Equipment manufacturers designed and built specialized high-volume parts handlers, integrated with the proper induction power supplies to operate efficiently within the cell. The inductors, both hardening and tempering, were designed, built, and characterized to produce a specification hardened part (Figure 1).
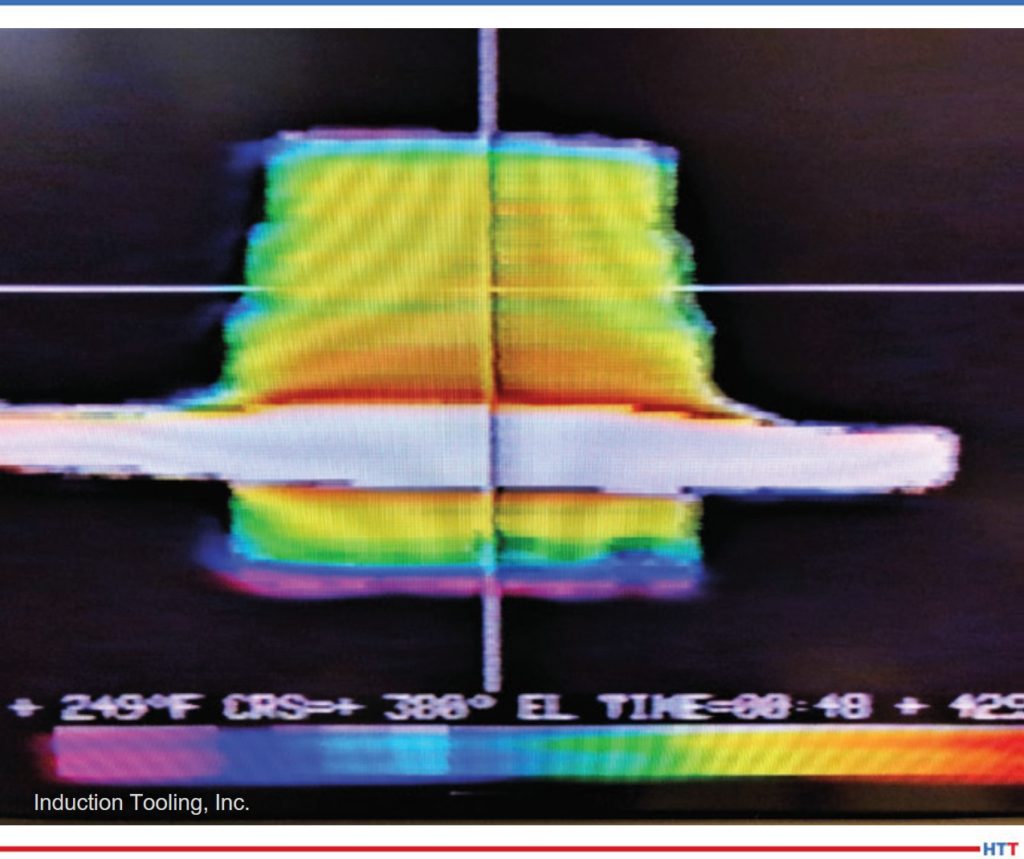
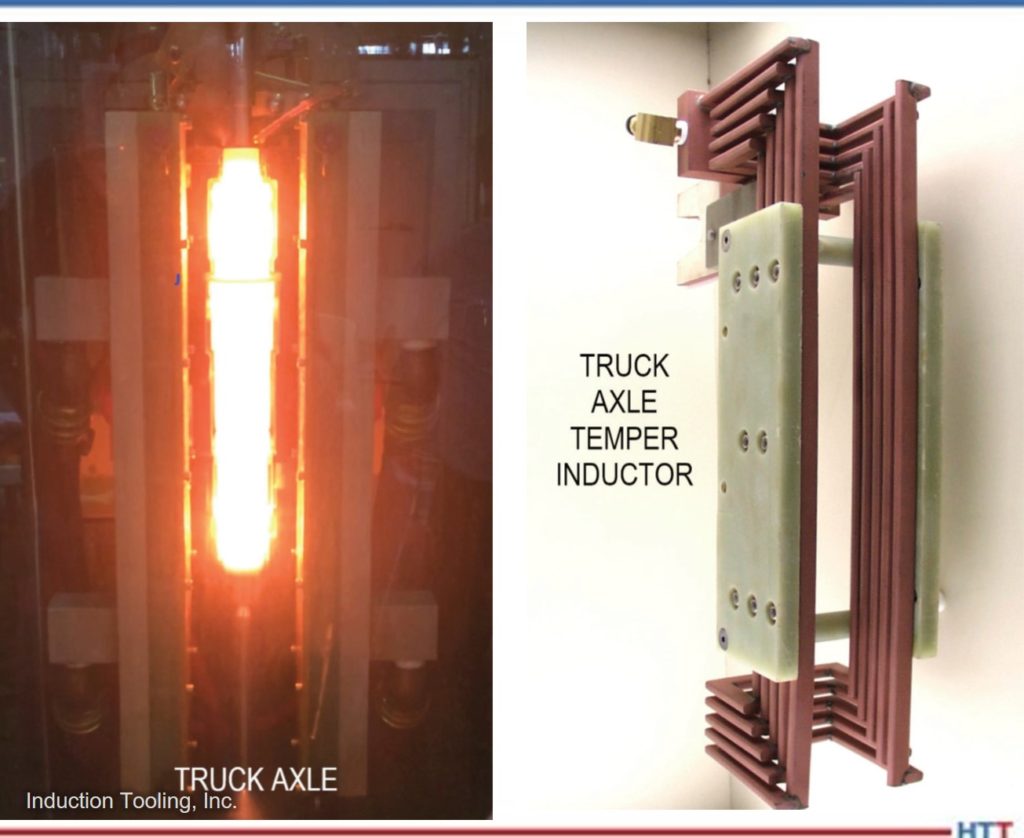
Figure 2. Thermal image of a wheel spindle Source: Induction Tooling, Inc.Figure 3. Truck axle and truck axle temper inductor Induction Tooling, Inc.
Induction hardening for the hub and spindle is quick – usually five seconds or less; induction tempering is a much longer heating process. Both parts required a low power soak until the optimum temperature was achieved. For the two wheel bearing components, tempering had to be accomplished either in a long channel-type inductor or several multi-turn inductors to keep pace with hardening. The long channel inductor was designed to hover over a conveyor belt. The belt would move the hardened hub or spindle at a slow, even pace allowing the precisely controlled induction energy to migrate throughout. Care was taken in the design and length of the channel inductor to assure temperature uniformity. Multi-turn inductors are circular solenoid designs that required the hub or spindle to lift and slowly rotate at three or four locations in order to complete the temper. As in hardening, the temper installation required its own induction power supply. Thermal imaging confirmed the results (Figure 2).
Truck axle shafts are another high production component that is induction hardened and tempered. Often the axle shafts are robotically loaded in a vertical or horizontal inductor. The shaft is rotated, heated, and then shuttled to a quench position. The loading robot then moves the hardened axle shaft to another inductor, usually within the same unit, specifically designed for the tempering process. A separate induction power supply controls the input energy. The temper time can be equal to the induction hardening time added to the quenching time. This will allow for the proper input of uniform induction temper energy (Figure 3).
Today, high production automotive driveline components are routinely induction tempered. Among the examples explained are CV joints, gears, and camshafts. Monitoring of the induction energy is different compared with furnace tempering. When heating parts with complex geometries, it is necessary to focus upon where the induction energy is concentrated. Heat conduction can be carefully monitored to confirm that an overheat condition does not occur at the target temper areas. Power input, soak time, and inductor characterization control these
fundamentals.
Induction tempering is sometimes attempted using the hardening inductor. For some very low volume parts, depending upon the part geometry and induction power supply frequency, the results may be acceptable. Careful power control and timing along with thermal imaging is needed to confirm the results. Again, since tempering takes longer, output will be much slower. Experience has demonstrated that a part specific tempering inductor coupled with a dedicated induction power supply works best.
About the Author: Bill Stuehr is the founder and president of Induction Tooling, Inc, a premier heat treat inductor design and build facility. The holder and partner of many induction application patents, Bill shares his expertise and generously donates his time and facility resources to mentor young students entering the heat treat industry.
By Michael J. Zaharof, Customer Information & Marketing Manager, Inductoheat
Michael J. Zaharof Customer Information & Marketing Manager Inductoheat
Induction tempering is the process of heating a previously hardened workpiece to reduce stress, increase toughness, improve ductility, and decrease brittleness. A medium-to-high carbon steel (i.e., 1045, 1050, 4140, 5160) heated above the upper critical temperature causes a high-stress shear-like transformation into very hard and brittle martensite. This untempered martensite is generally undesirable and too brittle for postprocessing operations such as machining and can pose a concern for poor performance in high fatigue applications. Therefore, tempering is needed to reduce internal stresses, increase durability, and reduce the possibility of cracking.
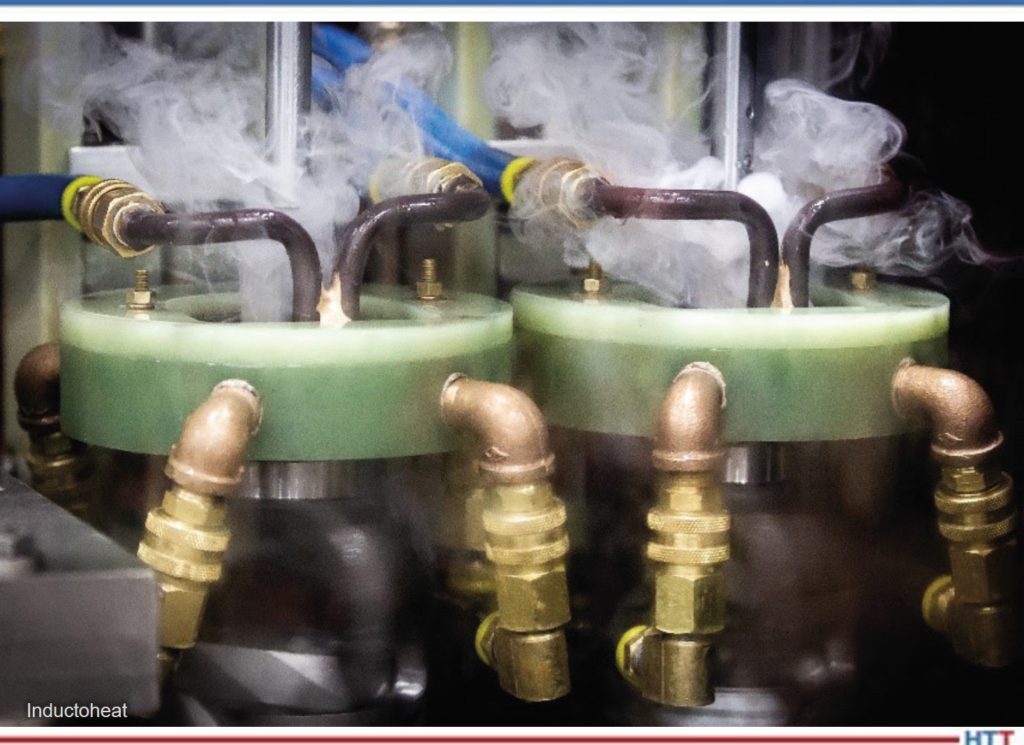
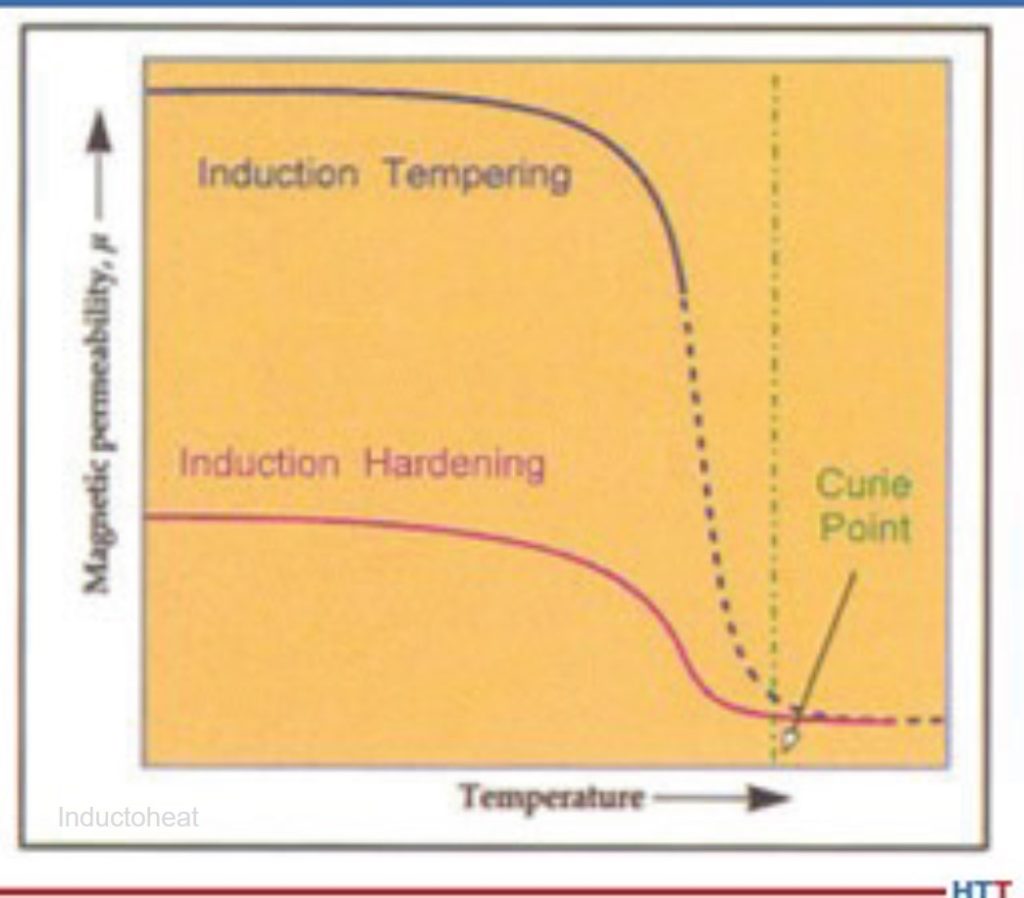
In most cases, induction tempering occurs in-line and directly after the induction heating, quenching, and cool-down operations. Traditionally, workpieces are moved to a tempering spindle or separate machine after hardening. Once moved, the part is then inductively heated and often force cooled to ambient temperature. The induction tempering process itself generates temperatures on the workpiece (typically) well below the curie point (248°F-1112°F/120°C-600°C – solid blue line in Figure 1). This phenomenon is referred to as “skin effect,” where the current density is highest at the surface of the material. Therefore, a lower inverter frequency is most desirable in order to increase the electrical reference depth.
However, while most cases reflect a secondary/separate station for induction tempering, this is not always the case. Recent advancements in power supply technology permit “real-time” frequency and power adjustments. These next-generation induction power supplies have brought tremendous flexibility into the market and have allowed induction hardening and tempering to occur at the same station, on the same induction coil. Using such a novel approach with induction heating often speeds up production while reducing the number of part movements. Induction tempering is a preferred method for many manufacturers as it offers several notable advantages. In production applications, it is viewed as a fast-tempering method, as the parts are heated quickly, cooled, then moved on to the next operation, reducing potential bottlenecks.
There is no need to collect the parts, place them into batches, and wait for long subsequent processes to finish before moving them down the production line.
Figure 1. The induction tempering process itself generates temperatures on the workpiece (typically) well below the curie point. Source: Inductoheat
Induction is a clean process and does not rely on combustible gases or chemicals that may be harmful to the environment. Additionally, it is also a very efficient process as induction power supplies are only powered on when needed compared to batch processing (like those requiring an oven). Ovens must be preheated prior to use and can often stand idle for long periods between batches, as the pre-heat/cooldown cycles can be lengthy. Induction heating equipment is also physically smaller in most cases and occupies much less real estate on the manufacturing floor.
Individual part traceability and data collection are possible when utilizing induction tempering. If paired with a quality monitoring system (QAS), data can be evaluated in real-time and compared to a known good “signature” for the part during the induction tempering process. This allows precise control of the process and the ability to reject parts that deviate outside of established metrics. It is also an effective tool for detecting process issues early when a variation occurs minimizing potential scrap and helping to prevent delivery of “bad” parts to the end customer.
Induction tempering offers many advantages over other methods of tempering and is an effective choice in many applications. Due to the benefits of speed, efficiency, repeatability, and environmental cleanliness, induction technology is widely accepted and is being used throughout many industries today.
References:
[1] “In-Line Tempering on Induction Heat Treating Equipment Relieves Stresses Advantageously,” by K. Weiss: Industrial Heating, Vol. 62, No. 12, December 1995, p. 37-39.
[2] “Induction Heat Treatment: Basic Principles, Computation, Coil Construction, and Design Considerations,” by V.I. Rudnev, R.L. Cook, D.L. Loveless, and M.R. Black: Steel Heat Treatment Handbook, G.E. Totten and M.A.H. Howes (Eds.), Marcel Dekker Inc., Monticello, N.Y., 1997, p. 765-871.
About the Author: Michael Zaharof is a customer information & marketing manager at Inductoheat in Madison Heights, Michigan. He has been with the company since 2011 and has worked in the sales application, digital media, outside sales, and engineering departments. Michael has a bachelor’s degree in computer science in information system security.
By Mike Grande, Vice President of Sales, Wisconsin Oven
Mike Grande Vice President of Sales Wisconsin Oven
Tempering (also known as “drawing”) is a process whereby a metal is heated to a specific temperature, then cooled slowly to improve its properties. It is commonly performed on ferrous alloys such as steel or cast iron after quench hardening. Quenching rapidly cools the metal, but leaves it brittle and lacking toughness, which is a desirable characteristic that represents a balance of hardness and ductility. After quenching, the material is tempered to reduce the hardness to the required level and to relieve internal stresses caused by the quenching process. The resulting hardness is dependent on the metallurgy of the steel and the time and temperature of the tempering process. Tempering is performed at a temperature between approximately 255°F (125°C) and 1292°F (700°C). In general, tempering at higher temperatures results in lower hardness and increased ductility. Tempering at lower temperatures provides a harder steel that is less ductile.
Draw batch ovens: the high-powered workhorses of the tempering process Wisconsin Oven
Tempering is performed in a convection oven using a high volume of air circulating through and around the load of steel being tempered. The air is heated in a plenum separated from the load, then delivered to the load at high velocity through distribution ductwork using a recirculation blower. Since the air is the medium used to carry the heat from the source (a gas burner or heating elements) to the load, it is important that the blower recirculates a high volume of air through the heating chamber. Further, since air becomes significantly less dense at higher temperatures, the recirculated air volume must be higher for ovens operating at higher temperatures in order to provide sufficient mass (pounds or kilograms) of air to transfer the heat from the source to the load.
For example, a typical batch tempering oven designed to process a 2,000 lb. load with dimensions of 4′ x 4′ x 4′ might have a recirculation rate of 10,000 cubic feet per minute (CFM). At this airflow volume, the oven recirculating system operates at 156 air changes per minute, which means all the air passes from the recirculating blower through the heating chamber 2.6 times per second. At a temperature of 1000°F (538°C), for example, the weight of the air being recirculated is 290 lbs. (132 kg) per minute, or 17,400 lbs. (7,909 kg) per hour. It is this high volume of air that provides good heat distribution to the load being processed and ensures tight temperature uniformity within the load during tempering.
The higher the mass of air being recirculated, the tighter the temperature uniformity will be. The temperature uniformity (±10°F or 6°C, for example) defines how much the temperature is allowed to vary within the load being tempered. If the oven operates too far outside of this tolerance, the parts may not be tempered uniformly, and the hardness might vary among different parts in the same load. It is important that the temperature uniformity of a tempering oven be verified (“certified” or “qualified”) by testing, and that this is repeated periodically, as well as after any changes or repairs are made that could affect the uniformity.
About the Author: Mike Grande is the vice president of Sales at Wisconsin Oven with a bachelor’s degree in mechanical engineering and over 30 years of experience in the heat processing industry. Over that time, he has been involved with convection and infrared technologies, and several industrial oven energy efficiency design advancements.
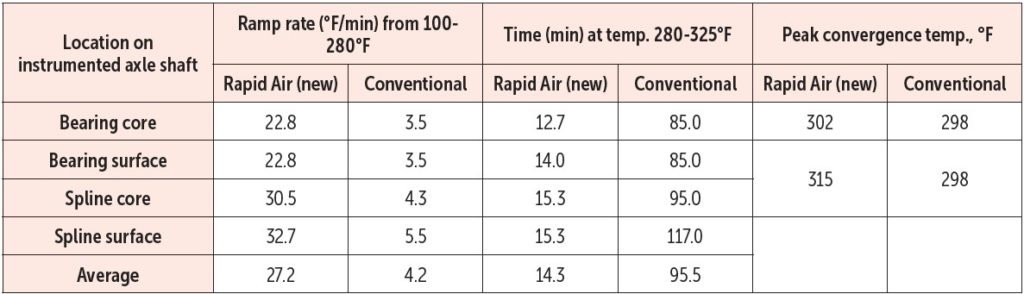
The next type of tempering we’d like to address is rapid air tempering. This process involves “any tempering technology taking advantage of rapid heating methods combined with shortened soak times at temperature based on those predicted by use of the Larsen-Miller calculator.”1 Here “rapid heating” is defined as “any heating method that accelerates conventional furnace heating.”2
Table 1.3 Thermal profile of conventional tempering and vertical rapid air furnaces
Rapid air tempering takes advantage of the use of a higher initial heating temperature (i.e., the use of a so-called heat head) to drive heat into the part more quickly. Additionally, rapid air tempering shortens soak time at temperature (from the more conventional furnace tempering times).
The Larson-Miller calculator is used in rapid air tempering to provide a comparison of hold times at various tempering temperatures and the results of tempering time change is assumed be the same (see example below); however, the interpretation of the data and results are left to the end user.
Larson-Miller Calculator
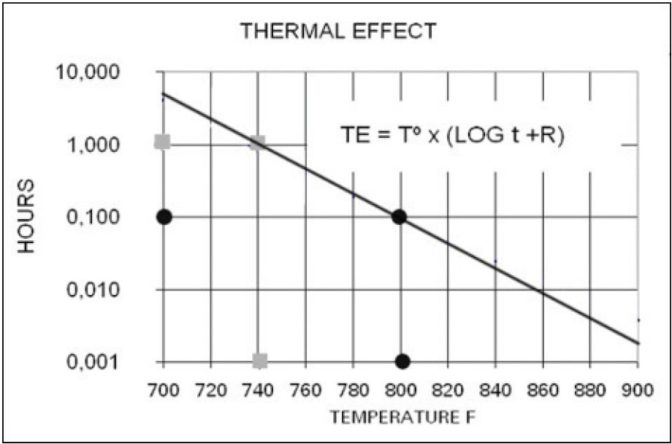
There are various reports describing the use of the Larson-Miller equation for assessing stress-relieving and tempering process conditions.4 “The relationship between time and temperature can be described as a logarithmic function in the form of the Larson-Miller equation, which shows that the thermal effect (TE) is dependent on the temperature and the logarithm of time:
“This thermal effect is also interpreted as the tempering parameter. For example, a material that is required to be tempered at a temperature of 740°F for one hour has the same TE as a material treated at 800°F for 6 minutes (Fig. 1).”5
Figure 1.5 The “TE” is a logarithmic function of time
References:
[1] Roger Gingras, Mario Grenier, and G.E. Totten, “Rapid Stress Relief and Tempering,” Gear Solutions, May 2005, pg. 27-31.
[2] N. Fricker, K.F. Pomfret, and J.D. Waddington, Commun. 1072, Institution of Gas Engineering, 44th Annual Meeting, London, November 1978.
[3] Thomas Neumann and Kenneth Pickett, “Rapid Tempering of Automotive Axle Shafts,” Heat Treating Progress, March/April 2006, pg. 44.
[4] Lauralice C.F. Canale, Xin Yao, Jianfeng Gu, and George E. Totten, “A Historical Overview of Steel Tempering Parameters,” Int. J. Microstructure and Materials Properties, Vol. 3, Nos. 4/5, 2008, pg. 496.
[5] Roger Gingras and Mario Grenier, “Tempering Calculator,” in ASM Heat Treating Society, Heat Treating: Proceedings of the 23rd ASM Heat Treating Society Conference September 25-28, 2005, David L. Lawrence Convention Center, Pittsburgh, Pennsylvania, USA, Daniel Herring and Robert Hill, eds., Materials Park, Ohio: ASM International, 2006. pg. 147-152.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com






































 Rapid Air Tempering
Rapid Air Tempering