Operating a hot isostatic press? The stages for HIP processing can become faster and more effective with gas detection technology. Learn about real-time leak detection analysis and continuous monitoring for outgassing.
ThisTechnical Tuesdayarticle byErik Cox, manager of New Business Development at Gencoa, was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The Problem in HIP
Hot isostatic pressing (HIP) is a widely employed method for densifying powders or cast and sintered parts. It involves subjecting materials to extreme conditions — high pressure (100–200 MPa) and high temperature (typically 1652°F–2282°F, or 900–1250°C) — in a specialized vessel.
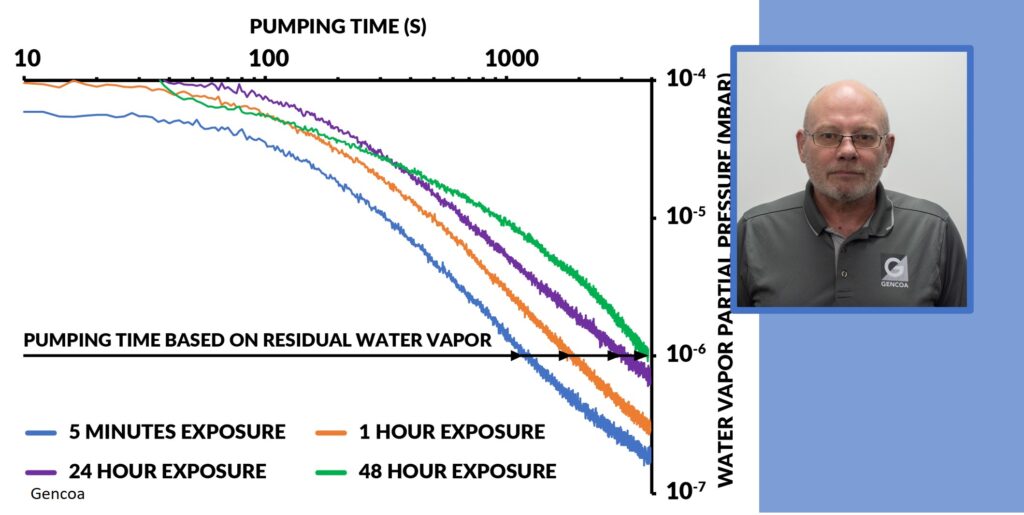
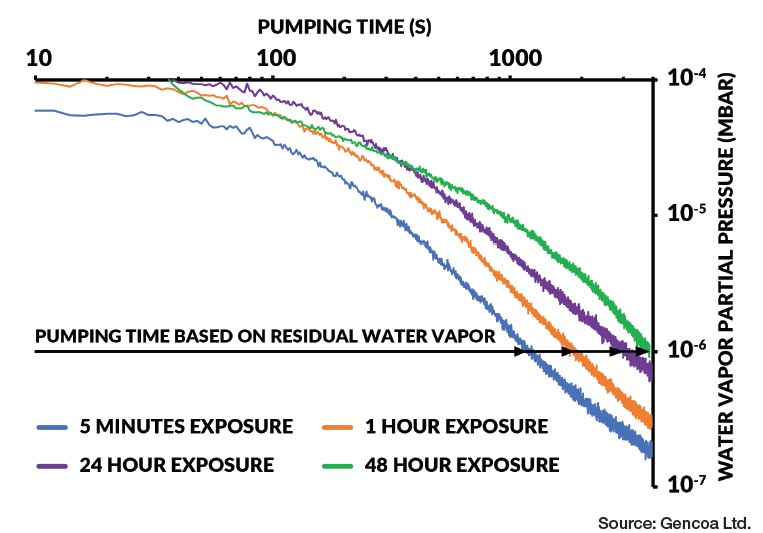
Contact us with your Reader Feedback!Figure 1. Pumping times based on residual water vapor
One aspect of HIP comes before introducing metal or ceramic powders to the vessel: Operators must test for any leaks in the canisters. This ensures that the proper HIP processing can be completed. Secondly, outgassing of the powder must be performed, and thirdly, outgassing the HIP chamber should be done. All three are essential steps that are typically time consuming and inefficient, but new gas detection technology can make this pre-processing stage faster and more effective.
Real-Time Analysis for Leak Detection
Leak detection is normally performed with a helium leak detector, which are expensive and require significant technical knowledge to operate. Some HIP processing providers simply forego leak checking of the canister, fill the HIP canister with powder, and perform the degas; but in this case, any leaks will be identified during the degas process, and powder must then be removed to repair the canister.
HIP users must look to technology that effectively detects leaks before they proceed to outgassing. One example of this is Gencoa’s Optix gas sensor: As the pumping procedure commences and pressure reaches 0.5 mbar (which typically occurs within 15–30 seconds), the device switches on and employs a sophisticated analysis of the nitrogen that enters the canister from the atmosphere to discern the leak rate of the canisters. When a leak is detected, argon gas can be sprayed around the canister to accurately detect the leak point and allow repair.
Outgassing: Traditional vs. Continuous Monitoring
Outgassing is a critical step in the preconditioning of powders for HIP processed components, involving the removal of adsorbed gases and water vapor from the metal powder through vacuum pumping. Traditionally, the endpoint for this process is not monitored, leading to an overly long vacuum pumping stage of up to several days to ensure that the powders are correctly prepared.
Th is challenge is addressed by providing continuous monitoring throughout the entire degassing process, reducing the time to degas through the ability of the Gencoa Optix gas sensor to precisely determine the degas endpoint.
Figure 2. Gencoa Optix
By offering real-time feedback and notifying users when degassing is complete, this sensor saves time and ensures the production of high-quality components with traceability. With the Optix, one user saw their degas times reduced from 24 hours to 4 hours. The sensor is capable of residual gas analysis, providing a comprehensive solution for improved productivity. Its wide-range pressure measurement capabilities, coupled with efficient leak checking of HIP processing enclosures, further enhance the overall operational efficiency.
Optix operates as a highly sensitive, stand-alone device that utilizes a small plasma (“light”) that detects the gas species present. This design ensures that the detector remains impervious to contamination or vacuum issues, maintaining continuous monitoring and avoiding potential damage. Because the device also eliminates the need for filament replacement or disassembly of components for maintenance, the design will perform at 100% operational uptime even in the harshest environments.
Indispensable Tools for HIP Processing
HIP operators need to maintain equipment efficiently and effectively, and technologies that integrate solutions not only enhance overall productivity, leak detection, and control of the degassing process, but are indispensable to improving the overall quality and traceability of components. Leveraging technologies that allow for early detection and increase uptime will only enhance the future HIP can offer to the AM-focused aerospace industry.
About the Author
Erik Cox, Manager of New Business Development, Gencoa
Dr. Erik Cox is a former research scientist with experience working in the U.S., Singapore, and Europe. Erik has a master’s degree in physics and a PhD from the University of Liverpool. As the manager of New Business Development at Gencoa, Erik plays a key role in identifying industry sectors outside of Gencoa’s traditional markets that can benefit from the company’s comprehensive portfolio of products and know-how.
For more information:
Contact Erik at sales@gencoa.com
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Hubbard-Hall, a provider of specialty chemicals for industrial manufacturing processes, announced the acquisition of Prosys Finishing Technology.
Jeff Davis, SVP—Business Development & Distribution, Hubbard-Hall (Source: LinkedIn)
With this acquisition, Hubbard-Hall expands its product portfolio and welcomes Randy DiSano, former owner of Prosys, to its team as senior product manager under Jeff Davis, SVP—Business Development & Distribution.
DiSano stated, “While it was a difficult decision to sell Prosys after 25 years . . . I am excited to join the Hubbard-Hall team and continue serving our customers with the same dedication and expertise.”
Molly Kellogg, CEO of Hubbard-Hall, commented, “Randy is . . . always in the customer’s corner.” She continues enthusiastically commenting about Pavco’s legacy of innovative plating chemistry.
This acquisition adds to Hubbard-Hall’s product offerings and strengthens customer support in the Northeast plating market. As part of the acquisition, Hubbard-Hall becomes a distributor of Pavco, a leading supplier of plating specialties.
Additionally, Hubbard-Hall will consolidate the distribution of MetalChem EN products in the Northeast, streamlining operations and enhancing customer service. The acquisition also grants Hubbard-Hall the rights to Prosys’s proprietary formulas for cleaning and finishing.
This press release is available in its original form upon request.
Dive into the role and benefits of HIP and HPHT™ in the space industry, highlighting how these key processes are shaping the future of space applications.
ThisTechnical Tuesdayarticle by Andrew Cassese, applications engineer, Quintus Technologies was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The realm of space exploration and technology is rapidly evolving, pushing the boundaries of what’s possible in engineering and material science. Among the key players in this revolutionary change are hot isostatic pressing (HIP) and High Pressure Heat Treatment™ (HPHT™). These processes have become indispensable in manufacturing components that can withstand the harsh conditions of space. In this demanding environment, the longevity and reliability of components are paramount.
Reducing Risk
Space missions have put increasing focus on the need to minimize risk and improve mission safety. Some well-documented, safety-related events include:
Outer space
Soyuz 11 decompression in 1971
Earth’s atmosphere
Soyuz 1 parachute failure in 1967
X-15 controls failure in 1967
Space Shuttle Challenger launch booster failure in 1986
Space Shuttle Columbia re-entry disaster in 2003
Structural integrity is therefore in focus for every single component involved in space missions, with exacting demands on quality and function. Material failure is not an option, and therefore component qualification is one of the main areas of focus. Predictable properties that are reliable and with minimal variation are critical for mission safety. Hot isostatic pressing helps to guarantee this by reducing the spread and variation in mechanical properties.1 It works to do this by using high temperatures and pressures to close internal defects in mission critical parts after casting or additive manufacturing. This increases the density of components and gives them a more anisotropic microstructure which in turn results in more consistent mechanical properties.2
What Properties Are Most Important
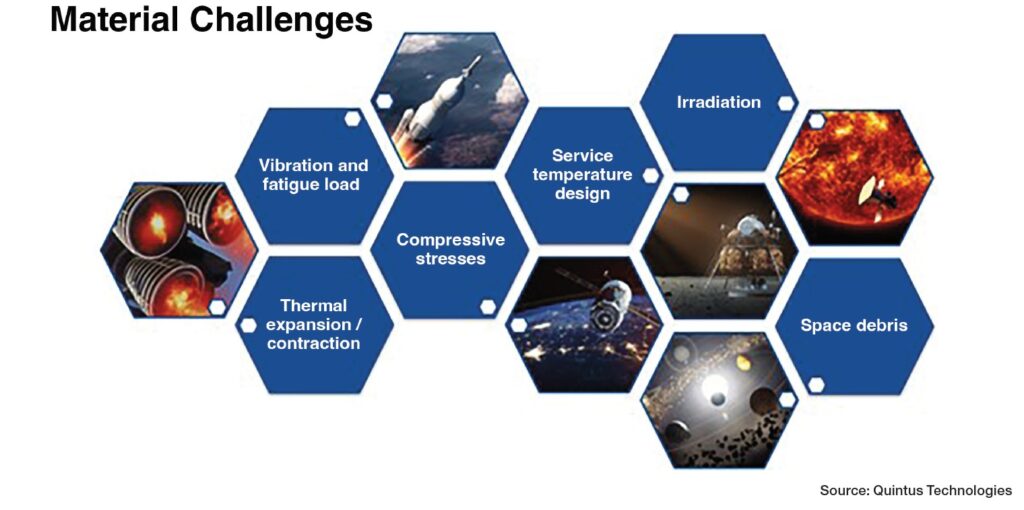
The harsh environment of space demands components with exceptional properties. They must withstand extreme temperatures, resist radiation, endure vacuum pressures, and cope with mechanical stress from vibrations and accelerations. HIP processing plays a pivotal role in this, enhancing material properties to meet these challenges. Space manufacturers also must think about thermal expansion/contraction due to temperature variations, compressive stresses, irradiation, and space debris. All of these can affect mission success and can ultimately prevent loss of life, see Figure 1.
Figure 1. Challenges that space-bound materials must endure
Through HIP, components gain increased fatigue life, improved ductility, and enhanced fracture toughness, which are crucial for surviving in space.
Common Materials and HIP Processing Requirements
Materials commonly processed by HIP for space applications include titanium, aluminum alloys, nickel-based superalloys, refractory alloys, shape memory alloys, and ceramics. High-strength aluminum and titanium alloys are used due to their high strength to weight ratio which is key for space missions to conserve fuel efficiency, increase payload capacity, and improve maneuverability.3 Nickel-based superalloys are used in exhaust valves and turbine rotors due to their exceptional creep resistance properties at high temperatures. Refractory alloys like Nb-C103 and TZM are used in high-performance rocket nozzles because of their high melting point and excellent strength at high temperatures. Newer shape memory alloys developed by NASA can recuperate their original shape when heating above specific critical temperatures, and their applications are expanding beyond just actuators.4
As new alloys and materials are developed in the space industry, certifications and standards are necessary for their adoption. HIP effectively eliminates porosity in these materials, ensuring structural integrity and performance under the extreme conditions of space. This means HIP recipes need to be developed and optimized for materials to be tested with their greatest potential in mind.
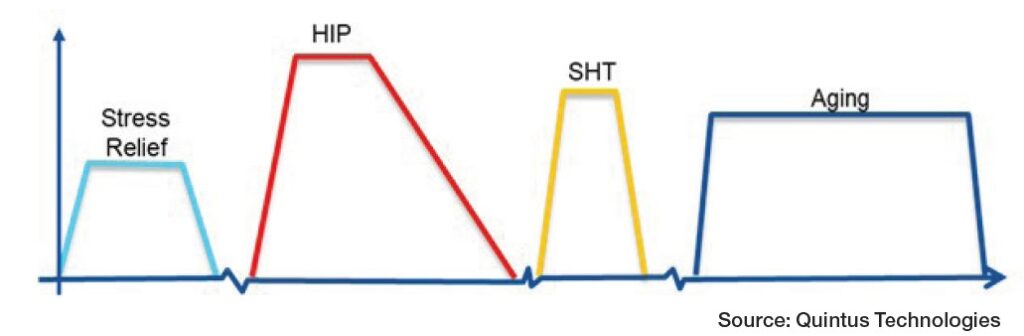
Collaborations with universities and national labs on projects at low TRLs will help set the foundation for HIP in the space industry. Quintus Technologies, through its application centers, is actively engaged in research to further enhance the capabilities of HIP for space applications. Optimizing the HIP process to reduce costs and improve efficiency through HPHT is one area where the company has already found success, see Figures 2 and 3.
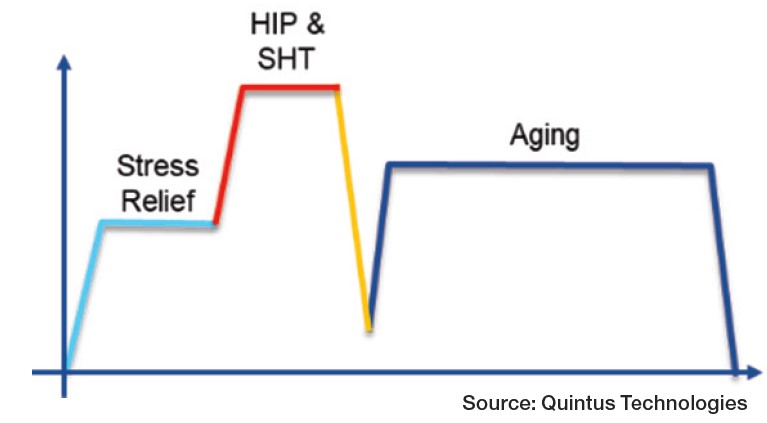
Figure 2. Typical thermal processes for additively manufactured partsFigure 3. High pressure heat treatment with solution heat treatment
(SHT) process for the same parts, using an integrated heat
treatment approach
The HPHT process can combine stress relief, solution annealing, HIP, and aging into one cycle. Aft er a ramp up in pressure and temperature, the part is held for a specified amount of time before being rapidly cooled in the URC furnace. Aft er this, the temperature of the machine can be brought up to the aging temperature of the material for the completion of an in situ heat treatment.
A Space Case – Launcher Engine-2 Rocket Engine
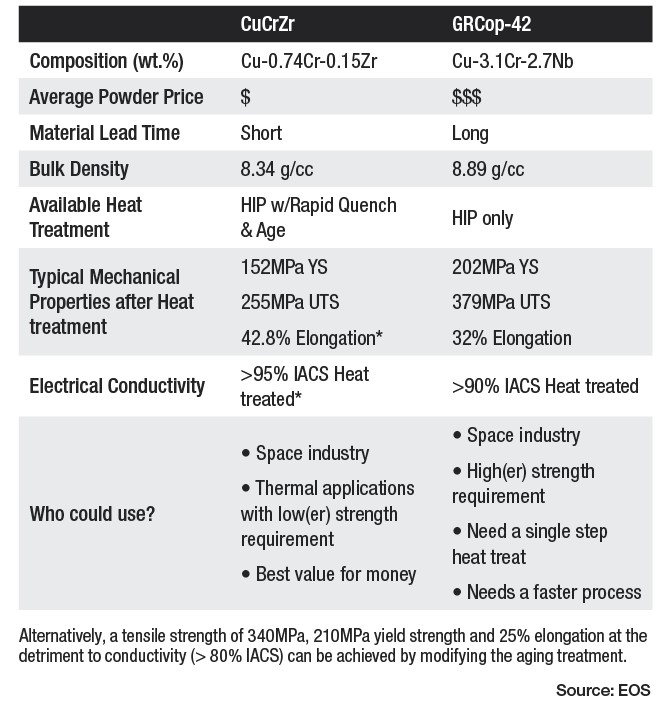
Table 1. CuCrZr vs. GRCop-42: A Comparison
One application of this is on the Launcher Engine-2 (E-2) rocket engine.
Quintus Technologies, EOS Group, and Launcher worked together to develop a tailored HPHT cycle for Launcher’s 3D printed E-2, first vetted out in an applications center at small scale. The powder alloy in question, CuCrZr, was developed by EOS and printed on an AMCM M4K machine. EOS compared CuCrZr to the NASA alloy of GRCop-42 and found that the CuCrZr alloy was a more economically viable solution for thermal applications with lower strength requirements, see Table 1. The rapid cooling at 200°C/min in the QIH 122 URC furnace at Aalberts surface technologies allowed the team to HIP and solution heat treat the CuCrZr combustion chamber in a single step. The aging treatment was also performed in the QIH 122 directly aft er the solution.5
In October 2020, a full-scale test firing of the E-2 injector and combustion chamber was conducted at the Launcher NASA Stennis Space Center test stand. On April 21, 2022, Launcher’s E-2 liquid rocket engine was able to demonstrate full thrust. Continued tests from Launcher have been successful with performance boost testing and the first fully integrated engine was ready for shipping on October 12, 2023.6
As humanity reaches further into the cosmos, the role of HIP and HPHT in manufacturing space-bound components becomes increasingly significant. These processes not only enhance the essential properties of materials for space applications but also address the unique challenges of manufacturing for an environment as hostile as space. With ongoing research and development, HIP and HPHT continue to evolve, promising to unlock new possibilities in space exploration and technology, and their contribution will ensure the success of space missions, safeguarding the lives of those who venture into the final frontier.
Figure 5. Test firing of the High Pressure Heat Treated Launcher Engine 2 produced using additive manufacturing
References
[1] Dominik Ahlers and Thomas Tröster, “Performance Parameters and HIP Routes for Additively Manufactured Titanium Alloy Ti6Al4V. EuroPM,” 2019. https://www.semanticscholar.org/paper/Performance-Parameters-and-HIP-Routes-fortitanium- Ahlers-Tr%C3%B6ster/faeb46e6eb8ef3e30bc00b91cd1bd8a7c0619200. [2] Jake T. Benzing et al., “Enhanced strength of additively manufactured Inconel 718 by means of a simplified heat treatment strategy,” Journal of Materials Processing Technology 322, (December 2023). https://www.sciencedirect.com/science/article/abs/pii/S0924013623003424?via%3Dihub. [3] “Engineering Materials for Space Building Stronger Lighter Structures,” Utilities One, last modified November 2023. https://utilitiesone.com/engineering-materials-for-space-building-stronger-lighter-structures. [4] Girolamo Costanza and Maria Elisa Tata, “Shape Memory Alloys for Aerospace, Recent Developments, and New Applications: A Short Review,” Materials (Basel) 13, no. 8 (April 2020): 1856. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC7216214/. [5] Mahemaa Rajasekar, “Processing Copper Alloys with Powder Bed Fusion,” LinkedIn, last modified November 2022. https://www.linkedin.com/pulse/processing-copper-alloys-dmls-technology-mahemaarajasekaran/. [6] LAUNCHER (@launcher), “The first fully integrated E-2 engine is ready for shipping to @NASAStennis for our upcoming full engine test campaign later this year. E-2 is a 22,000 lb. (10 ft) thrust LOX/Kerosene,” X post, October 12, 2023. https://twitter.com/launcher/status/1712636548997607752.
About the Author
Andrew Cassese, Applications Engineer, Quintus Technologies
Andrew Cassese is an applications engineer at Quintus Technologies. He has a bachelor’s degree in welding engineering from The Ohio State University.
For more information: Read J Shipley, “Hot Isostatic Pressing in Space – Essential Technology to Ensure Mission Safety,” 2020. Contact Andrew at andrew.cassese@quintusteam.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
An electric box furnace, currently headed to a Midwest equipment provider, will ultimately be installed at a Snap-on production facility that services tool and die support within the company’s production line.
The model QDD29 economical dual-chamber heat treating and tempering oven from L&L Special Furnace has a compact over/under design that saves floor space and provides reliable heat treating in-house.
QDD29 economical dual-chamber furnace (Source: L&L Special Furnace)
The top chamber is primarily deployed for heat treating tool steels at temperatures up to 2200°F; the tempering chamber is suited to temperatures up to 1250°F and has a recirculation baffle that makes it suitable for small aluminum work as well. The hardening and tempering chambers have interior dimensions of 12” wide by 8” high by 24” deep, with total external dimensions of 55” wide by 70” tall by 56” deep.
The QDD29 is controlled with digital single setpoint controls along with overtemperature protection. Solid-state relays drive the heating elements in a control circuit.
This press release is available in its original form upon request.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
The race to space is in full swing with public and private sector companies staking their claim in this new frontier. And breakthroughs in technology and materials offer the potential to propel humanity to unprecedented distances. Success hinges not only on the ability to discover novel solutions but also on the capacity to prepare those solutions for efficient, large-scale production.
ThisTechnical Tuesdayarticle by Noel Brady of Paulo was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
Space Today: Making Life on Earth Better, Safer, and More Connected
Noel Brady, Metallurgical Engineer, Paulo Source: Paulo
According to NASA, 95% of space missions in the next decade will stay in low Earth orbit (LEO) and geostationary orbit (GEO). Th at means the first wave of commercial activity in space will be largely focused on making life on Earth better.
Several worldwide broadband satellites are already in orbit, offering more consistent, reliable internet signals around the globe. Defense campaigns are using advanced satellite machine learning to improve asteroid and missile detection, along with revolutionary laser technology that has made intersatellite communication possible for the first time — and the travel of information faster. And to help make life in space safe and successful, NASA is developing a scalable network of public GPS receivers for easy, short-range space navigation and tourism.
All this to say, parts are being developed for a wide range of applications, a huge portion of which are being additively manufactured.
Thermal Processing Standards Necessary for AM Adoption
However promising additive manufacturing is for space, the adoption of AM has still been limited due to the lack of standards for proprietary material and 3D printing applications. Many thermal processing experts are joining research institutions and OEMs in the drive to bring AM into mainstream manufacturing with new industry standards and production-ready solutions that help achieve ROI.
The R&D process for discovering these standards can be lengthy and expensive because it requires trial and error. A prototype or small run of parts must be manufactured, then heat treated, and tested for the desired properties. If a test part’s yield strength is not where it should be, for example, then the heat treating recipe is adjusted, perhaps by lowering the temperature and increasing the pressure, and can be tested again on a new batch of parts.
Coach vs. Custom Cycles
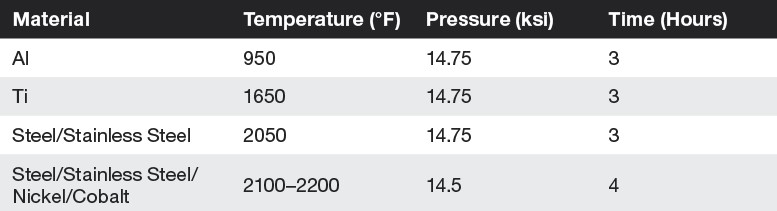
In heat treating, there are two different types of cycles, and it’s important to know the difference when you’re working with any commercial heat treater. Coach cycles tend to be more economical because these are shared cycles — existing recipes that are in high demand and run on a regular schedule — with the potential to have multiple clients’ parts in the furnace at once. For example, a heat treater may have a standard titanium coach cycle they run once a day. See Table A for several coach cycles run at Paulo.
Table A. Example of Coach Cycles for Space Alloys
Coach cycles use recipes that were designed for cast parts and have been around since before additive was a viable form of manufacturing. While it’s true that cast parts and AM parts have similarities, such as their high porosity, it doesn’t mean that the recipes are optimal for preparing today’s parts for heavy space applications. That’s where custom cycles come into play.
Custom cycles are ideal for new or proprietary materials that don’t yet have recipes defined or that are not commonly heat treated enough to run on a regular schedule. The distinction between the two is important because not all heat treaters are equipped to run both types. While you may be able to find a coach recipe that gets you close to where you need to be, it certainly may not be optimal, especially for parts that will have a heavy life of service.
Heat treaters with flexibility of custom and coach cycles, along with full-cycle data reporting, offer a high level of control that is vital for helping the industry progress and scale for production. This is also a big reason why some in-house heat treating operations may choose to outsource some of their work: first collaborating with experienced commercial heat treaters to prove the specification for a new part with custom cycles before scaling for production.
Common Cycle Adjustments for AM
There are five primary parameters that can be adjusted in the heat treating of AM parts to achieve the desired results: temperature, pressure, time, cooling rate, and heating rate. For AM parts, adjustments to the temperature and pressure are a go-to for achieving parts with higher yield strength. For example, running a cycle 50°F cooler, but at 5 ksi higher pressure may yield better results.
There may also be certain heating ramp rates and intermediate holds before parts get to the max temperature, to allow for consistent heating and enhance the material properties. The same goes for the cooling process: controlling the rate at which a part cools with specific holding times and intermediate quenches.
Hot Isostatic Pressing, Space, and Additive Manufacturing
Hot isostatic pressing (HIP) combines high temperature and pressure to improve a part’s mechanical properties and performance at extreme temperatures. The sealed HIP vessel provides uniform pressure to bring parts to 100% theoretical density with minimal distortion. The high level of control and uniformity has made HIP the gold standard for AM parts for space.
Similar to cast parts, 3D-printed materials tend to have porous microstructures that can compromise part performance. HIP is the only process that’s able to eliminate these pores without compromising the complex geometries and near-net dimensions that are achieved in the printing process.
Benefits of HIP for space parts include the following:
Better fatigue resistance
Greater resistance to impact, wear, and abrasion
Improved ductility
For this process, Paulo’s Cleveland division is equipped with a Quintus QIH-122 HIP vessel, which is specially modified with additional thermocouples for more precise temperature control and greater data collection. A higher level of accuracy allows us to iterate with confidence and find an efficient path to production-ready development.
One primary benefit of the Quintus QIH-122 HIP is the ability to have faster cooling at a controlled rate, which allows you to heat treat and solution treat in one furnace. This cooling rate allows great efficiency that cannot be seen with other HIP vessels on the market.
It is critical that heat treaters adapt to meet the needs of this fast-evolving industry. Many commercial heat treaters do not yet have the level of data or dynamic cycle offerings necessary and will only run HIP coach cycles with set parameters. In other words, many are not equipped to economically iterate and adapt heat treating recipes for new parts. Without custom cycles, controlled cooling, and a higher level of data, it is impossible to push the boundaries of what’s possible.
Space Parts Requiring Thermal Processing
The future of space travel requires parts that can not only perform under high levels of mechanical pressure and extreme temperatures but are also durable enough for long-range and repeat missions. Heat treatment is a critical step in preparing rocket engine components, among others, for commission. Other space components commonly heat treat treated are:
Volutes
Turbine manifolds
Bearing housings
Fuel inlets
Housings, support housings
Bearing supports
Turbo components
Since the inception of NASA’s Space Shuttle Program, Paulo has treated integral components for launch and propulsion, along with many parts currently in orbit on the International Space Station.
Materials Used in Space Parts
New materials and applications are being explored every day. Proprietary alloy blends bring unique properties and promising potential in the push for stronger, faster, longer-lasting parts. But with unique properties comes the need for unique heat treating processes. Several high-performance superalloys used for space include:
Inconel 718, 625
Titanium (Ti-6Al-4V)
Hastelloy C22
Haynes 214, 282
GRCop Copper
Inconel 718, a championed space alloy, was originally used as a premier casting material before being adopted for AM. This nickel-based material features an extremely high tensile and yield strength that makes it ideal for components taking on a high mechanical load in extreme environments ranging from combustive to cryogenic — making this a natural material to adopt for space in the early days of 3D printing.
Because casting and 3D printing both result in similar porous microstructures, the heat treating process used for Inconel castings could also be adapted. Finding new opportunities within existing alloys like this is a highly efficient way to gain material advantage in today’s race to space.
Noel joined Paulo in 2011 and spent several years as quality manager before stepping into his current role as a metallurgical engineer. Noel holds a bachelor’s degree in engineering and metallurgy materials science, and he is responsible for thermal process development and hot isostatic pressing process development.
For more information: Contact Noel Brady at nbrady@paulo.com or visit this link to download the full space guide from Paulo.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Beginnings and endings often come together. As we prepare to begin a new year next month, we want to pause to remember a few lives that came to an end. Although the following are by no means the only important endings,Heat Treat Todaywould like to honor the memory of the following individuals who left their mark in the heat treating world.
This article first appeared in Heat TreatToday’sDecember 2023 Medical and Energy print edition. Feel free to contact Bethany Leone at bethany@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
Scott Hoensheid, Commercial Steel Treating Corp. (c. 1959–2022)
Scott Hoensheid retired as the president of Commercial Steel Corp., a commercial heat treater based in Highland, MI. As president of Commercial Steel Corp. since 1979, he served the heat treating industry diligently for over 40 years. He leaves behind his wife, Anne, and two children, Allison (John) VanHaverbeke and Katherine Hoensheid.
(Source: dignitymemorial.com)
John “Jack” Marino, Hauck Manufacturing and Denton Corporation (c. 1938–2023)
Well-known as a capable educator through several online IHEA courses, Jack Marino was an industry expert with more than 40 years of experience in the heat treating industry. Jack became the president of not one, but two companies: Denton Corporation and Hauck Manufacturing. Throughout his career, he obtained six U.S. patents in combustion technology and was the author of Ok, You’re a New Executive. Now What? Jack leaves behind his wife, Jean, and six children.
Clint Ooten was an incredible resource to Bluewater Thermal Solutions where he used his background in human resources for skillful team building and management. Included in Clint’s impressive background were four years as an HR director at GE. He began his time at Bluewater Thermal Solutions as the director of HR, and later went on to become the President — Industrials. Surviving Clint are his three daughters.
(Source: cannonbyrd.com)
Ross Pritchard, VAC AERO (c. 1929–2023)
Ross Pritchard began his career in the heat treating industry with a metallurgical engineering degree. In 1959, Ross founded VAC AERO International, Inc., a provider of vacuum furnaces and a source of excellent technical content for those in the industry. Ross led the company through building new plants, expanding the workforce from two employees to 200+, and continually keeping up with the changing technology of the industry. He is survived by his three daughters.
(Source: Tribute Archive.com)
David Pye, Pye Metallurgical International Consulting (c. 1939–2023)
David Pye was the founder of Pye Metallurgical International Consulting, a company he began after years of practical experience in the heat treating industry, both in commercial and in-house environments. At the end of his life, David had amassed over 45 years of metallurgical consulting, and therefore helped countless clients and friends throughout the industry, both in the U.S. and in the U.K. David was skilled not only in technical sales but also in metallurgical laboratory processes. He passed away on June 12, 2023, in Virginia.
(Source: Industrial Heating.com)
William Edward Terlop, Sr., Jackson Transformer (c. 1938–2023)
William (Bill) Terlop was part of the induction heating industry for over 68 years. Bill became both a friend and mentor to many others in the industry, always willing to share knowledge and advice on transformers and magnetics. His career in the industry began when he was a young man working for a company; through his R&D, Bill grew their magnetics products division. He later purchased this division in 1986, creating Jackson Transformer Company. Everyone at the company is proud to honor Bill by carrying on his legacy.
(Source: trinitymemorial.com)
James Joseph Van Etten, Alhern-Martin Industrial Furnace Company (c. 1944–2023)
The owner of Alhern-Martin Industrial Furnace Company for over 40 years, James Van Etten was dedicated to the heat treating industry and leveraged his knowledge and expertise to help clients with their equipment needs. His dedication grew the business to be the dynamic company it is today. James is survived by his wife, Sandra, and his children, Julie and James. His son is currently the vice president of Alhern-Martin Industrial Furnace Company.
(Source: detroitnews.com)
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
A heat treat furnace manufacturer with North American locations will provide an American partner with two identical continuous CAB lines for brazing aluminum heat exchangers, specifically battery coolers. The furnaces will be used in Mexico and Spain.
The SECO CAB lines will be used for protective atmosphere brazing aluminum of heat exchangers. Such solutions are used by leading automotive parts manufacturers and are used for mass production of battery coolers among other types of heat exchangers. This purchase was preceded by tests in the R&D laboratory.
Piotr Skarbiński, Vice President of Aluminum and CAB Product Segments, SECO/WARWICK Group (photo source: secowarwick.com)
“The purchased CAB lines,” explained Piotr Skarbiński, VP of Aluminum and CAB Product Segments, SECO/WARWICK Group, “will be the first solutions of this type in the customer’s factories.”
This press release is available in its original form here.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Welcome to Heat Treat Today’sThis Week in Heat Treat Social Media. We’re looking at some compelling developments in aviation manufacturing, sharing a few metallurgy quizzes, and of course, bringing some fun, social heat treat videos to you.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. The Power of Engineering vs. Gravity
We usually like to share something rich and technical, but check out this compelling video of dual F119 engines powering an F-22 in an attack maneuver.! “F-22 with a combat capacity of; 1× 20 mm M61A2 Vulcan rotary cannon, 6× AIM-120C/D AMRAAM or 4× AIM-120A/B AMRAAM 2× AIM-9M/X Sidewinder, 2× 1,000 lb (450 kg) JDAM or 8× 250 lb (110 kg) GBU-39 SDB, 4× under-wing pylon stations can be fitted to carry weapons, each with a capacity of 5,000 lb (2,270 kg) or 600 U.S. gallon (2,270 L) drop tanks”
2. It’s a Beautiful Day in the Heat Treat Neighborhood
What’s everyone been up to on the social channels?
Gamifying Quality?? Count Us In!
Marking Milestones
When Precision Meets Creativity
3. Learn with Us – 3 Quick Visuals
Sometimes, it’s the small things on social media that grab your attention or give you the “ah ha!” moment. Do any of these short posts make you say “eureka”?
Rotate Rotate Rotate Rotate. . .
Spring is Here, depending on the Temperature
Quiz Time
4. Open Your Ears: The Podcast Corner
You can’t read everything, we get it. Heat Treat Today is here to recommend one informative podcast to enjoy on your daily commute, suggest a quick video on laser heat treating, and put a comprehensive article on surface treatments for automotive on your radar!
Tune in to Listen to Heat Treat Radio #107! Not Your Average Painting Class
The “Dougs” Talk
a Brazing Celebrity
5. Post-March Madness
Ever wonder the manufacturing processes behind the jump shots? Take March Manufacturing Madness: The Quiz below!
Have a great weekend!
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Laser heat treating, a form of case hardening, offers substantial advantages when distortion is a critical concern in manufacturing operations. Traditional heat treating processes often lead to metal distortion, necessitating additional post-finishing operations like hard milling or grinding to meet dimensional tolerances.
This Technical Tuesday article was originally published in first published in Heat Treat Today’sJanuary/February 2024 Air & Atmosphereprint edition.
In laser heat treating, a laser (typically with a spot size ranging from 0.5″ x 0.5″ to 2″ x 2″) is employed to illuminate the metal part’s surface. This results in a precise and rapid delivery of high-energy heat, elevating the metal’s surface to the desired transition temperature swiftly. The metal’s thermal mass facilitates rapid quenching of the heated region resulting in high hardness.
Key Benefits of Laser Heat Treating
Consistent Hardness Depth
Laser heat treatment achieves consistent hardness and hardness depth by precisely delivering high energy to the metal. Multiparameter, millisecond-speed feedback control of temperature ensures exacting specifications are met.
Minimal to Zero Distortion
Due to high-energy density, laser heat treatment inherently minimizes distortion. This feature is particularly advantageous for a variety of components ranging from large automotive dies to gears, bearings, and shafts resulting in minimal to zero distortion.
Precise Application of Beam Energy
Unlike conventional processes, the laser spot delivers heat precisely to the intended area, minimizing or eliminating heating of adjoining areas. This is specifically beneficial in surface wear applications, allowing the material to be hardened on the surface while leaving the rest in a medium-hard or soft state, giving the component both hardness and ductility.
Figure 1. Laser heat treating of automotive stamping die constructed from D6510 cast iron material (Source: Synergy Additive Manufacturing LLC)
No Hard Milling or Grinding Required
The low-to-zero-dimensional distortion of laser heat treatment reduces or eliminates the need for hard milling or grinding operations. Post heat treatment material removal is limited to small amounts removable by polishing. Eliminating hard milling or grinding operations saves substantial costs in the overall manufacturing process of the component. Our typical tool and die customers have seen over 20% cost savings by switching over to laser heat treating.
Any metal with 0.2% or more carbon content is laser heat treatable. Hardness on laser heat treated materials typically reaches the theoretical maximum limit of the material. Many commonly used steels and cast irons in automotive industry such as A2, S7, D2, H13, 4140, P20, D6510, G2500, etc. are routinely laser heat treated. A more exhaustive list of materials is available at synergyadditive.com/laser-heat-treating.
Laser heat treatment is poised to witness increased adoption in the automotive and other metal part manufacturing sectors. The adoption of this process faces no significant barriers, aside from the typical challenges encountered by emerging technologies, such as lack of familiarity, limited hard data, and a shortage of existing suppliers. The substantial savings, measured in terms of cost, schedule, quality, and energy reduction, provide robust support for the continued embrace of laser heat treatment in manufacturing processes.
Jupiter Aluminum Industries (JUPALCO), a newly established aluminum factory which will be part of the Jupiter Group in India, has ordered three furnaces for annealing aluminum coils from a heat treat furnace manufacturer with North American locations.
The equipment ordered by the Jupiter Group from SECO/WARWICK includes three Vortex® 2.0 furnaces for aluminum annealing, two cooling chambers, and one loader. A system configured in this way will ensure the optimal production volume of the Indian rolling mill.
The aim of JUPALCO’s new plant will be to achieve the highest level of domestic aluminum production in history and to create an ecosystem of comprehensive aluminum-based solutions. This is the first cooperation between SECO/WARWICK and the Jupiter Group.
The three Vortex furnaces are effective systems for annealing aluminum coils. In the Vortex 2.0 version, a system of straight nozzles has increased the heat transfer efficiency. The systems key feature is the increased heat transfer coefficient, achieved by directing high-velocity air to both sides of the coil. This allows air to flow over the coil edges, not just through its outer layer.
Piotr Skarbiński, Vice President of (Source: secowarwick.com)
With the use of patented air flow technology, the aluminum coil annealing systems operate with process cycles that are significantly shorter. This in turn ensures energy savings, increased efficiency, and improved surface quality of the finished coils.
“In the case of coil annealing,” commented Piotr Skarbiński, VP of the CAB andAluminum Products Segment at the SECO/WARWICK Group, “the challenge is to optimize the process by reducing the cycle time as much as possible while maintaining the desired metallurgical properties throughout the entire load.”
The Jupiter Group plans to recycle over 50,000 tons of aluminum scrap every year once fully operational. This scrap will come from both in-house and customer scrap, purchased scrap, and recycled cans/foils etc. The new rolling mill in India will help the Group expand its footprint in the aluminum industry and produce Made in India products which will be known for its quality and reliable products and services.
“Since the 1990’s,” says Mr. Sandeep Bajaj, CMD of Jupiter Aluminum Industries, JUPALCO, “the Jupiter Group processes aluminum as a partner of the converting and packaging industries. Ecology is an important value for us. It is included in our mission, just like our Partner’s. The rolling mill in India will be one of the most modern facilities of this type in this region, which is why we are equipping it with the best solutions available on the market.”
This press release is available in its original form here.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com