Ernesto Perez, Director of Engineering, Nutec Bickley
In today’s Heat Treat TodayTechnical Tuesday feature, Ernesto Pérez, Director of Engineering, at Nutec Bickley, introduces readers to different options when it comes to furnace temperature control.
The main aim of the temperature control function is to keep a furnace operating within certain predefined values and it is composed of two main parts:
Electronic control element, usually a PID (proportional–integral–derivative) controller
Mechanical components
In this article we will look at the various control modes used in industrial furnaces, and their applications for various heat treatment processes.
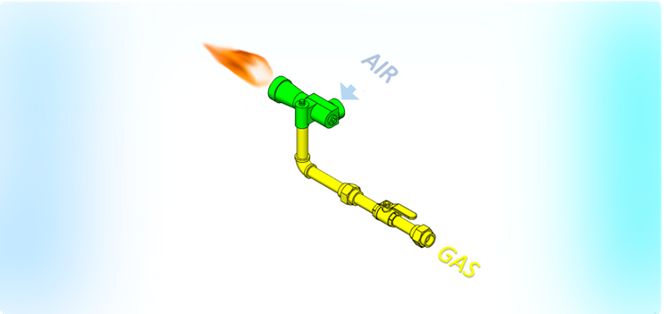
Back to the Beginning: “Zero Control” Mode
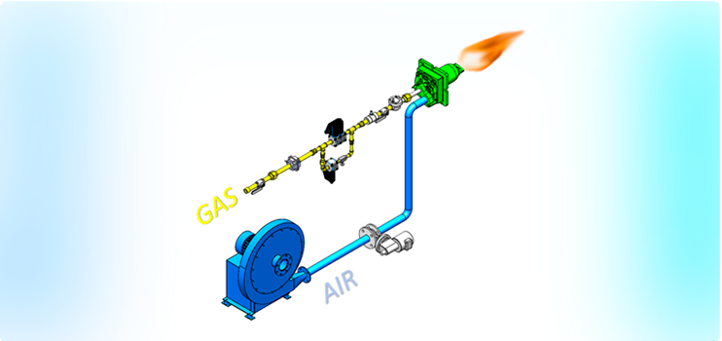
Figure 1
Before considering the modes currently used, we should briefly mention the “zero control” mode found in earlier furnace models, employed some time back, also known as “atmospheric mode.”
This mode operates by taking air from the environment by means of the venturi effect to perform combustion without controlling the air flow, resulting in an inefficient use of energy. (Figure 1)
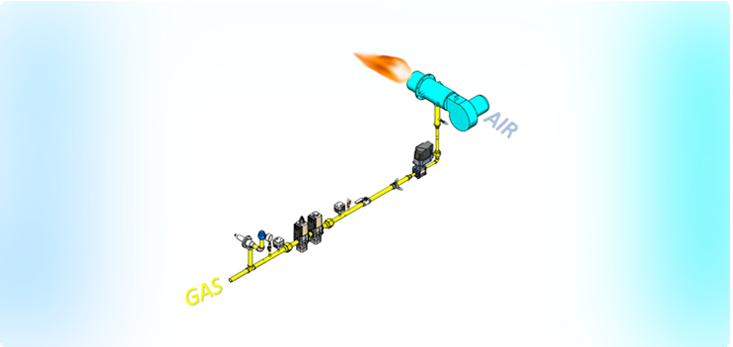
Fuel-Only Control System
Figure 2
This operates in a similar way to zero mode, where only the gas is controlled. However, instead of the air being introduced by the venturi effect, there is a turbo fan that provides a constant flow to the process, while the gas is regulated during the different stages of combustion. (Figure 2)
Economic system having a single line of control.
It provides good temperature uniformity in applications where all items being fired in the furnace need to be at the same temperature.
Ideal for low temperature furnaces, kilns for ceramics and applications that require high-level heating homogeneity.
Possible Disadvantages This technique leads to high gas consumption due to the heating of all the air present, irrespective of the size of the load in the furnace.
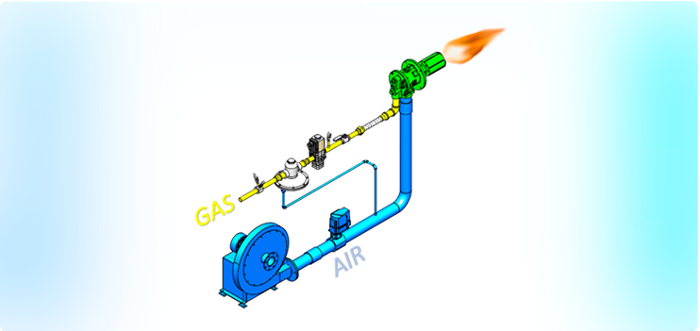
Proportional Control System
Figure 3
With this control mode, the air and the gas are controlled proportionally. (Figure 3)
The operation starts with a small flame, and as the temperature rises, it grows as the air and gas levels increase.
This system allows you to adjust the amount of gas based on the air present in order to achieve perfect combustion and optimal fuel consumption.
Ideal for any type of furnace, for example for heat treatments such as aging, tempering, forging and normalizing.
Possible Disadvantages At the beginning of the heating process, it can be the case that temperature uniformity across the entire furnace is not so good due to the small flame, so it is not a system recommended for the treatment of very fragile pieces that can break.
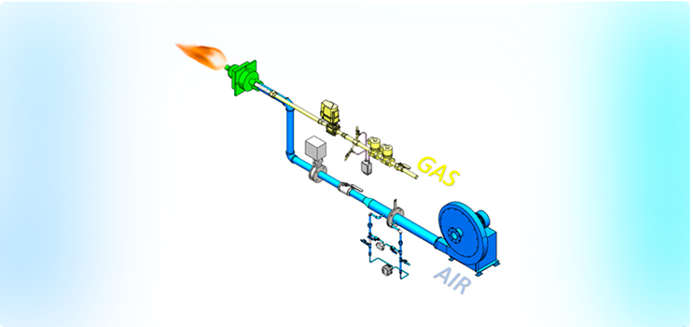
Mass Flow Control System
Figure 4
This system controls air/gas in the same as the previously described method, but it also gives allowance to vary the air/gas ratio during combustion process in order to optimize the fuel. (Figure 4)
It enables for the achievement of optimal combustion conditions with less energy input.
If more air is needed in a particular heat treatment stage (usually at the beginning), it can be temporarily increased.
Ideal for any type of furnace, like heat treatments such as aging, tempering, forging, normalizing and applications involving fragile products.
Possible Disadvantages Because of the technology behind the system, it is more expensive.
Pulse Control System
Figure 5
This is one of the most recently introduced methods that provides a fixed air/gas ratio, but unlike the previous mentioned systems, flame velocity for product heating is always high, which generates ideal temperature uniformity right from the beginning of the cycle. (Figure 5)
The burners pulse from high-fire to low-fire, repeating this cycle every 15 to 60 seconds.
It is cheaper to operate than the mass flow system, allowing users to handle the entire range of products with a smaller investment.
It provides greater fuel efficiency by heating the product evenly from the beginning.
Ideal for any furnace, for example for heat treatments such as aging, tempering, forging, normalizing and applications involving fragile ceramic products.
Possible Disadvantages The radiation of the flame can affect certain products; however, by installing an additional instrument it is possible to control this effect and to reduce flame radiation.
Experts in Temperature Control
Nutec Bickley can offer all current systems, advise on the most appropriate choice with the best cost benefits, update old systems with current technology, and provide repair and spare parts services for existing temperature control systems.
About the author: Ernesto has been sharing his expertise at Nutec for 18 years. As an electronic system engineer with a master’s degree in artificial intelligence, the 25-year industry veteran has been focused on the control aspect of software and hardware.
An international company producing, among other things, cutting tools, with a rich history and branches in 40 countries, ordered a vacuum furnace, their third order from them to date.
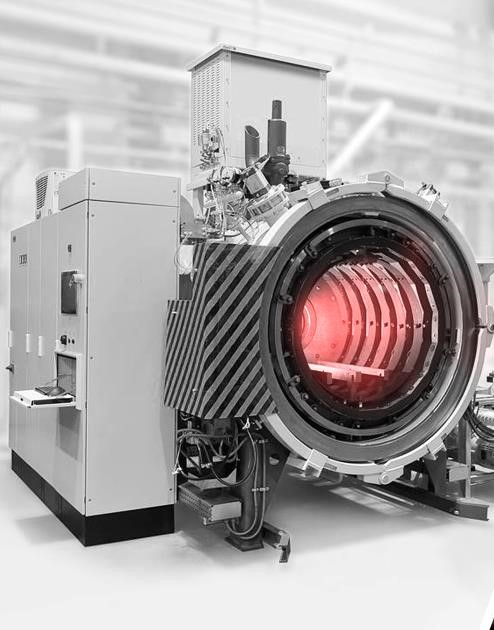
Vector Vacuum Furnace (source: SECO/WARWICK)
The horizontal, front-loading furnace, from SECO/WARWICK, will accommodate the customer’s needs with an all-metal hot zone for clean vacuum processing. As with the earlier furnaces, one of which was installed at a different facility, the new furnace includes a convection fan and a pressurized gas quench for quick cooling.
Maciej Korecki, VP, Vacuum Furnace Segment at SECO/WARWICK (source: SECO/WARWICK)
Maciej Korecki, VP, Vacuum Furnace Segment at SECO/WARWICK says, “Precision, high uniformity in heat treated parts, high consistency in workloads and high speeds in batch processing along with low energy and gas consumption makes our product most desirable solution on the market. Often our clients demand just one thing – for instance: high uniformity in heat treated parts which solves problems of distortions they experience using different technology. All the other features come as a surprise and an added value.”
Piotr Zawistowski, president, SECO/VACUUM (source: SECO/WARWICK)
According to Piotr Zawistowski, President, SECO/VACUUM, “This third repeat order is a testament to SVT’s on-time delivery and the performance of our . . . vacuum furnace to meet all promised parameters, including producing clean finished parts, all as promised.”
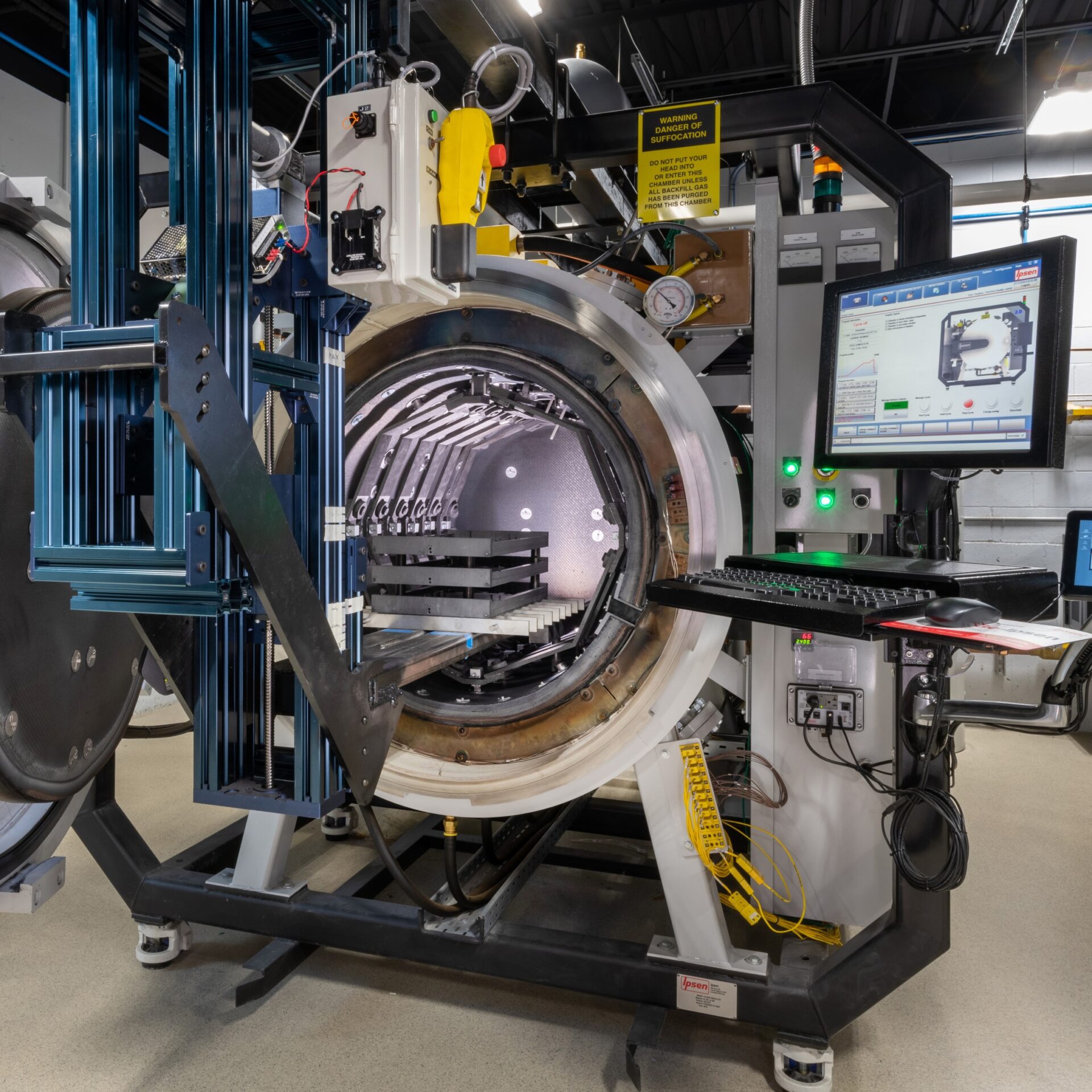
Mikros Technologies, located in New Hampshire, designs and produces liquid cooling systems and micro-machined nozzle plates for applications requiring micron-level dimensions and sub-micron accuracy. So when Mikros needed new multipurpose furnaces for vacuum brazing and diffusion bonding that could withstand continuous production and allow operators to seamlessly change recipes and easily pick up where the last person stopped, they turned to Ipsen USA. Mikros increased production capacity by purchasing two more TITAN® H2 2 bar vacuum furnaces. The first was installed in January 2019, the second in October 2019.
The furnaces met their needs by supporting a variety of heat-treating processes, providing tight temperature uniformity and delivering clean parts. With the high-efficiency design and fast door-to-door cycle times, the furnaces helped Mikros gain manufacturing volume to accommodate the company’s rapid growth.
(source: IPSEN USA)
As a leading provider of complex thermal management solutions for critical applications in power computing, laser optics, semiconductor testing, renewable energy generation, artificial intelligence, and electric vehicle systems, Mikros plays a critical role in allowing data centers and equipment used for transportation, aerospace, and defense to perform optimally and keeping high heat-generating components from overheating and failing prematurely. Some of the microchannel cold plates they manufacture are small and delicate, no larger than a penny. Others are large assemblies that occupy a full computing server rack. Specialized parts like these require careful planning when it comes to heat treatment.
In the last five years, Mikros doubled their workforce and expanded their manufacturing facilities. Mikros makes over 10,000 cold plates per year, and the addition of the furnaces has helped them quadruple their production capacity.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radioepisodes, click here.
Audio: Heat Treating and Coal with Brian Joseph, CEO Touchstone Research
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Brian Joseph, the founder, CEO, and president of Touchstone Research Laboratories, about the emerging part that coal is playing in the heat treat world. Listen to find out more about the surprising uses of coal in heat treating, the development of the world's strongest aluminum, and some tips for how to make your organization run at its best.
Transcript: Heat Treating and Coal with Brian Joseph, CEO Touchstone Research
The following transcript has been edited for your reading enjoyment.
We are headed to coal country, just outside Wheeling, West Virginia, to talk to Brian Joseph, founder, CEO, and president of Touchstone Research Laboratories as well as several other companies pertinent to the heat treat industry. If you thought coal was a commodity of the past, I suggest you buckle up for one of the most interesting Heat Treat Radio episodes that will widely expand your appreciation for coal and its future uses in the heat treat industry.
I was introduced to Brian Joseph by Heat Treat Today's lead editor, Karen Gantzer, who just happens to be a relative of Brandon Robinson, a young, very sharp engineer working for one of Brian Joseph's companies, Touchstone Advanced Composites. Brian and Brandon hosted both Karen and I at their campus in Triadelphia, WV, earlier this year, and were gracious enough to spend an entire afternoon showing us around and talking with us about some of the exceptionally fascinating esoteric work they're doing for all sorts of world leading companies in aerospace, defense, and energy as well as a host of other government agencies and national labs. I think you'll find this episode fascinating, and I bet you're going to learn something new about coal.
Brian Joseph, Founder, CEO, and president of Touchstone Research Laboratories (source: TouchstoneAC)
Brian Joseph is the president, CEO, and founder of Touchstone Research Laboratory, as well as Touchstone Advanced Composites, Touchstone Testing Laboratory, and CFOAM Limited.
BJ: I grew up in the panhandle of West Virginia and went to a local university, West Liberty University, and did a little bit of graduate work at Ohio State. I then started my own business. I never had a "job." I've only owned my own business, and that is Touchstone Research Laboratory. At Touchstone, we invent all kinds of things. We put out, sometimes, a patent a month, and then we spin businesses out. We've spun out three businesses in the last three years, and we have probably three more in the works today.
DG: If I remember correctly, you're doing stuff for the aerospace industry and the automotive industry. What other major markets are you hitting on?
BJ: As you can envision, an innovative company like Touchstone Research Laboratory is far ranging. We do a lot of work in aerospace, we do work in automotive, we do work in general manufacturing; we're inventing all kinds of things all the time. And then there are our spin-out companies. Touchstone Laboratory has three locations. We do a lot of aerospace testing for virtually every aerospace company at those facilities. We test all kinds of materials at Touchstone Testing.
Then we spun out CFOAM, which is probably what we'll talk mostly about today. This is a foam we make from coal. In the research lab, we do a lot of coal-to-products research. This is a foam that is extremely strong and can withstand really high temperature. CFOAM is a publicly traded company today on the Australian stock exchange. The applications for that are in numerous markets, one of which is in heat treating.
The third business is called Touchstone Advanced Composites. Touchstone Advanced Composites takes the foam that CFOAM makes and builds the molds for next generation carbon fiber airplanes, rockets, etc. Many of these are companies that you would recognize--all of the big aerospace companies, all of the commercial launches to space; we work with virtually everyone to build the molds to make their carbon fiber parts, and we do that on coal, which I think is sort of surprising to people.
DG: I get excited about this. This is what I want to tease our audience about a little bit, if you will, is coal. The place of coal in heat treat. Where might we find it currently, if at all? And, in your mind, because I know you're very much a forward thinker, where do you see coal being used in the heat treat market, or even outside the heat treat market in the future?
BJ: Today, the big uses for coal are electricity, to make electricity to run kilns and things. In steel making, the coke for steel making and in cement production, we often burn coal to heat the cement. These are current uses.
Many years ago when I was a kid, there was this basketball player that was named Lou Alcindor, and he was dunking the basketball at will and just dominating college basketball. So they outlawed it. They said nobody's allowed to dunk anymore. In general, you would think that would be devastating. But no, he just invents a special hook shot called the “sky hook” and now, all of a sudden, he can score from 20' out at will. He became one of the highest scorers in basketball. To me, that's what is going on in coal right now. The things that it is dominating today, that is its primary markets, are under a lot of pressure. But when I look out, what do I think is going to happen, is a huge number of products.
Let me tell you what we're doing right now. We take the coal in the CFOAM business, we grind it into powder, we heat it under pressure, and we blow it up into beautiful black foam. (Think Styrofoam only a thousand times stronger and good to enormously high temperatures, like probably up to 3000°C.)
Over at Touchstone Advanced Composites, they're building the molds to make carbon fiber airplane parts because the foam is high temperature so it will go in the autoclave. It's very strong. It also does not expand and contract hardly at all with changes in temperature, and that's what you want in the best mold-making material. What I get a kick out of is, you take coal out of the ground and all of a sudden we're making parts for the James Webb space telescope.
Where else will it be used? Wow, anywhere you could think of a really high temperature. Just imagine Styrofoam a thousand times stronger and fireproof. Where would you use it? Everywhere. When I think heat treatment, where do I think the obvious applications are? Kiln furniture--the strength of this stuff compresses strength of the low density material is over a thousand pounds per square inch. Kiln insulation because it is very insulating--especially kiln floors. Now all of a sudden, you've got a carbon floor you could walk on that is an insulator. And, by the way, the higher density material that we make has a compressive strength so high you could set a car on one square inch and it wouldn't crush, so we're talking really high strength.
CFOAM carbon foam used as kiln furniture (source: TouchstoneAC)
You can pass electricity through it and use it as a heating element, and we've done that at times. I could envision someone building some kilns where you lay it up like you do refractory brick today, only a carbon version of refractory brick. One of the other ones that we don't typically think about, and is this in the heat treatment area? I don't know, but it's sort of interesting. CFOAM has a program with Argon National Laboratories. Argon is working on concentrated solar power. This is the thousands of mirrors in the desert that reflect light up to a single point, and then that heats a fluid and it goes underground and it melts like a salt (like sodium chloride, like the stuff you eat) or magnesium chloride. You're over 1400°F, so the salt is great material to hold the heat, but it's a really bad material to conduct the heat. So we're taking the salt, putting it in the pores of the foam, and then using the ligaments of the coal foam to conduct the heat to store the energy in the salt. Again, what I like about that is we're going to store solar power in coal, which is, again, counterintuitive.
DG: And a bit of an irony, right?
BJ: Yes! I think you're going to see these carbon foams everywhere.
DG: When we think of the heat treat industry, we certainly don't think about using coal; but in some of these new applications, like you say, being pressed in their major markets, whether it's energy production and things of that sort, there are new applications, and Touchstone Research Labs is developing some of these things. That to me is what is interesting.
Let's talk outside of heat treat for just a minute. I want to prime you on one of them, and then if you think of others, feel free to run with them. You and I spoke previously about the use of coal as architectural structures in the future in place of concrete structures. Can you hit on that a bit, and if there is anything else outside of the thermal part of coal being used outside the heat treat industry, just go ahead and roll right into those?
BJ: We're working with a gentleman named Mark Goulthorpe. He is an architect at MIT. He has a program called Carbon House with the Department of Energy. Specifically, it's an ARPA-E program, that's their real advanced technology area, and he presents this story. He says the world population has been increasing at a very high rate of speed, but the wealth didn't spread around the world for a long time, so people didn't have much money, they didn't make much, and they didn't buy much, so we didn't notice them so much. But what's happened in the last 20 years, maybe the greatest accomplishment of man in the last 20 years, is we've reduced that extreme poverty 80% worldwide, which is just extraordinary. So now, all of a sudden, the complex part of this is that these people are moving to cities at a rate of a million people a week. That means, inside 30 years, we will need to double the number of houses and buildings on the surface of the earth inside 30 years. The construction boom has already started. Imagine you've got to build a million, I'll say apartments, and office buildings and things every week until after the year 2050. He points out, what are we going to build all of this out of? There is not enough wood on this planet. You can't use concrete. If we're concerned about global climate change and that puts out more carbon dioxide than burning coal, so what are our options? He points out that the answer is probably buried in our hydrocarbons. Things like methane to carbon nanotubes where we take the carbons and the methane and we make carbon nanotubes. That will be part of the structure. Take the hydrogen and make that the fuel.
And at MIT, that's what they're thinking the future is. And CFOAM will probably play a major role in these kinds of structures because at the end of the day, the coal that we make the foam from is very inexpensive, available in extraordinarily large quantity, and can make fireproof structures that are inexpensive and with a pretty low carbon footprint. The production of the foam is a very small carbon footprint production. It does not produce much pollution or production of much CO2 and that kind of thing. So it's fairly green. It's funny to talk about coal in a green way, but it really is a pretty green product. And that may be the thing that gets us there.
DG: Yes. And compared to the manufacturing of concrete, it's a lot greener manufacturing the CFOAM panels, let's say, as opposed to concrete.
Clean Room (source: TouchstoneAC)
BJ: Yes, absolutely. Some fun things to talk about for just a minute: Over at Touchstone Advanced Composites, we've made the molds to make parts for the James Webb space telescope. This will be the greatest telescope, I think, the world has ever produced. I think it's 8 times bigger than Hubble, it will be located a million miles from earth, just so everyone can have a little yardstick, that's four times the distance to the moon, and it will see back in time till to the creation of some of the first galaxies. We've made all of these parts on molds made from coal.
We just finished building the molds to make the communications dish antenna for the NASA wide field infrared telescope, which is the size of Hubble, and that is going up soon. We just finished the structures that will be on a solar sail for NASA. Let me tell you what a solar sail is: Imagine a kite, only square. So you have two sticks on a kite. We're going to make those out of carbon fiber, but we're going to make them in a special way that collapse, so that they go into a box 2' x 2', but when you get up into space, you open this box up and this rolls out 54 ½ ' in all directions. You end up with this 110' solar sail that is up in space. What's going to happen is, the light from the sun moves this thing. Just the light, no propellant. It will go 240 thousand miles an hour. And we've built all the molds from CFOAM that we make from coal.
We do work with virtually every one of the commercial launches to space. We just did the front end of a supersonic aircraft and dozens of other new aircraft that are being built. All of that is being done on CFOAM. That's a whole group of fun things we do.
DG: Can you tell us about MetPreg?
BJ: At Touchstone Research Laboratory, we're developing the world's strongest aluminum. This is aluminum with fibers in it. It's aluminum oxide fibers in aluminum. What's really interesting about it is it's the highest temperature aluminum that exists, so this will be useful at temperatures up to 1000°F. It will keep 80% of its strength. It's 3 times stronger than the world's strongest aluminum alloy. This is not made from coal. This is aluminum with fibers. We either make it in a tape form or pultruded form, or we make it into cylinders by film winding it, like you do polymer composites. It is a whole new class of materials, and our plan is to spin that out into a separate company, probably within the next year or so. Right now we're developing the business plan.
We are doing this on-scale already. It's already been put on a ship. One of the applications, by the way, is repairing the structures in large ships, especially aluminum hold ships, for fatigue in particular. Some of these ships are tracking hundreds of fatigue cracks in the structural component, and we can use this as a patch to repair the ships while at sea and have a permanent repair. This is an application, by the way, that I wouldn't have even come up with. This is one that the navy came to us and said, is this something you guys could do? So we've been working in a development program with the navy. It about a million dollar program. While in the program, we're already on our first ship and we're really excited about that. That application is ready to go but many of the other applications are still in development.
DG: You've already run down a list of some of your customers, but maybe just give us a sense of the breadth and depth of your customer base, as many as you're comfortable telling us about.
MetPreg Rocket Motor Casing (source: TouchstoneAC)
BJ: On the aerospace side, it's virtually everyone in aerospace, from your Boeing and Airbuses, Embraer, to some of your smaller ones that are suppliers to that industry. We have hundreds and hundreds of people, especially using the CFOAM. In terms of MetPreg, we're not there yet with flying on airplanes, but I'm really confident we will get there. We can probably mention the work we do with Virgin. I love Richard Branson, by the way. He is a hero of mine; I think the world of him. We've done work with some of his companies--Virgin Orbital, Virgin Galactic. They are two separate companies. Virgin Galactic is the one that's going to take people into space.
I want to spin back around and talk about what that means, taking people to space. The thing we think about is rich people going for joy rides, which is good, and there is a market. But don't think of it like that. I think he's building this next generation aircraft that, for example, we'd take off from LA. Well, it's just as easy to drop you in Chicago as it would be back to LA, in fact I think it's easier. So I see this is as the beginning of a new way to fly around the world.
I'll give you another one--SpaceX. They have a similar vision. SpaceX rockets are very different. They're going to land vertical. Richard Branson's is going to look like an airplane. It's going to be more normal looking, but they won't go that fast; they'll go a couple thousand miles/hour maybe, whereas SpaceX is going to go like 18,000 mph. I saw the president of SpaceX give a talk. (In fact, by the way, one of our people got to meet Elon Musk just a few weeks ago, and he came back with the biggest grin on his face.) So the president of SpaceX, says, "I do a lot of business in Riyadh, and I can't wait for the day that I take off from here in California, fly to Riyadh, (it will take about 40 minutes and most of that is landing), and then we'll fly back home in time to fix dinner for the family." It just made me smile. Gwynne Shotwell is awesome in every way.
Now Virgin Orbital is different. Virgin Orbital shoots rockets up in the air. They come off of a Boeing 747 that they've named 'Cosmic Girl,' and then it goes into orbit. That does go fast. It is not to carry humans, it's to put satellites in orbit. It's an inexpensive way to put satellites in orbit. You fly the 747 as high as you can, you tilt it a little bit upwards and you shoot your rocket right into orbit. It's a lot less expensive than launching from the ground. That's another one of Richard Branson's businesses and they have a great team of people working there. I'm really optimistic about it.
For your heat treatment people, think about the temperatures we're dealing with. The rocket motors are all super high temperature, just through the atmosphere. It takes you up into the thousands of degrees. So all the things your client base works with is what the outside of all of these vehicles is. It's just interesting. And yet, I don't know that they think in that world right now. When you look at the number of launches going into space right now, we in the United States don't track what's going on around the world so much, so I'll give you just one example. Rocket Lab has what they call the Electron rocket. It will be launched from New Zealand. Now, I was unaware that New Zealand ever launched a rocket, it's just not something I was aware of. They're planning to launch 300 launches a year--in New Zealand! So, what do you think the worldwide going in and out of space is going to be here in the next decade or two? I think it's going to be really large. And markets for things like thermal protection systems or high temperature components is going to be much bigger than anyone realizes.
DG: Shifting just a little bit. Obviously, the organization that you've developed, Touchstone Research Laboratory, etc., your whole organization, all of them, have been very innovative. Can you speak to the, let's say, culture there and the method by which you push the innovation? How do you make such an innovative organization?
BJ: You may have picked up on something with that question. You've been here, you've walked through, and you have a feel for how we sort of work. I went to Dearborn, Michigan, once and I went to the Henry Ford Museum in Greenfield Village. (If anyone has never been there, you've got to go, especially if you like technical things.) And there, Henry Ford bought Edison's first research laboratory and rebuilt it there. It's four buildings, so you walk through the world's first industrial research laboratory. I went there one day about 4 years ago, and I was not necessarily a big Edison fan. I knew who he was and everything, but when I walked into this building, it was like something was overly familiar. So I said to my wife, “I have to go back there and spend a day by myself just in the buildings and just look around.”
Here's what I figured out: As you know, I never "got a job." I went to graduate school, came out, and started my own research laboratory from scratch. I didn't know all of the modern processes to manage a laboratory. So I'm sort of figuring out from scratch as a kid in my twenties and trying to work my way through. And what I ran into was a process that ends up being almost identical to what Edison did. I'm not saying I'm smart like Edison, I'm just saying that my invention process ended up remarkably similar. Here's how it goes: In R&D, you need some well educated people, they've got their PhD from Berkeley or MIT or wherever, for example. But then there is this other group that fabricates stuff. This person, maybe from MIT, says, “Hey, what if we make this vacuum chamber and heat in this way with microwaves and then we put UV light in?” and that's my idea on Monday morning. Now it's about how fast can we turn that into something real, run our experiments, and get to the next thing. In R&D, the thinking part is seconds, minutes, or hours, but the doing part is usually days, weeks, and months. So if you want to collapse your time of invention, you work on that second side, and you get the best technicians you can. And they make the people with the high degrees look really smart. So it's how you blend those together that I think can create this really unique environment, and I think that's sort of money that tricks behind what we do.
(source: TouchstoneAC)
In addition to that, we're a real flat organization and things like that. There are a lot of things that people don't know about Edison's management approach, but he dressed down for work. He didn't want to be seen as the boss at work. He just blended in and went from person to person. When investors would show up, people would be running around, saying, “Get him cleaned up!” At work, he didn't have any airs about him, which is the right answer. The more central control you have, the less your organization has that ability to just run. You've got to handle your organization very gently. He was the first guy to ever build an industrial research facility. He did amazingly well with it, but he was less than perfect. In recent years, there's been a lot of complaints about the details of what he did, but he was the guy out there blazing the trail, so I give him a lot of credit for that.
DG: Let's circle back around to CFOAM for just a moment. CFOAM, current and future, especially where it hits on the heat treat market. Where would we see CFOAM? You mentioned the fact that the mechanical properties are very strong, it could be used for floors and furnaces, it could be used for hearth piers, hearth rails, could be used for the sides of furnaces. One of the issues in the heat treat market that we have to be careful about is, you know, the guys on the forklifts who smash the trays into the sides of the furnace during loading and unloading. I assume there is some strength here in the CFOAM that you might not have another especially ceramic materials, but also maybe some of your metal walls, if you will.
BJ: The foam can be made in a wide range of densities too. When you were here, I think I showed you two densities that we predominantly manufacture today. One is 20 pounds/cubic foot and the other is 30 pounds/cubic foot. But you can make it up to 90 pounds/cubic foot, which at that point it is massively strong and very high temperature, but not as insulating. There is a trade-off between insulation and strength. So what we can do for some of those applications is dial in "what is the appropriate mechanical properties versus thermal properties for an application?" because the technology is really robust that way. In fact, one of the challenges to new materials like this is deciding what is the thing I want to make this week. Because you can offer all kinds of things, so you have to figure out what are the things you think your customers want. If customers look at our properties and they're not exactly what they need, there is a good chance we could make some adjustments and make something with either more conductivity, less conductivity; in fact, there is a whole group of things we haven't talked about, which is the other end of the spectrum--very high thermal conductivity foams. We have some foams that we can make with the thermal conductivity of aluminum at one-fifth the weight. To me, is there a market? Does this relate to heat treaters? It's not obvious to me, and I'm not down on the details of that business, but it wouldn't surprise me at all if someone listening doesn't say, “You know, that's exactly what we need! A carbon that's very thermally conductive.” So that's the other end of the spectrum.
DG: So you can make the foam either thermally insulative or conductive, either way?
BJ: That's right. And we can bury the electrical properties through ten orders of magnitude, from 10 million ohm centimeters to .1 ohm centimeters.
DG: The question that jumps into my mind, and this may not be a fair question to ask you, but let me ask it anyhow: The commercial viability of these CFOAM products in the heat treat market. You can use them as heating elements, I assume. I don't think we see much. We see a lot of graphite heating elements, but heating elements, I assume for structural parts, perhaps. The one that jumps to my mind, and I think I mentioned it to you when I was there, was radiant tubes, which are the metal tubes are somewhat, they have a life cycle, let's put it that way. Because of thermal cycling, they do tend to, at some point in time, crack or whatever. We have some companies that are making radiant tubes out of ceramic-type material, but there are sometimes issues with breakage. My thinking is, is it possible that perhaps we could get coal based radiant tubes even, that are very strong yet very thermally conductive?
BJ: Yes, I think such a thing would be possible. I can't tell you that I could give it to you tomorrow afternoon, but absolutely. I think the material can do it. I think we can figure out how to actually make that on volume. I think that's very doable.
Another thing: the foam is porous. Are there situations where you want to bring nitrogen in through the wall at really, really low speeds for some reason, while heating to very high temperature? I don't know; or any other gas--hydrogen or whatever. I haven't had that need, but I'm not in that particular marketplace that might have that need.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
“It is the time to dare and endure.” Winston Churchill made that statement in 1940, and it is apropos today, as hopefully, many of us are coming to the end of the “stay at home” quarantine and will soon be free to roam again. It has also been said that it is during particularly difficult times where possibilities are mined and take flight. We will need those encouraging words in the days, months, and perhaps years ahead as evidenced in the latest Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary. The report states, “This may well be the most distressing assessment of the U.S. (and global economy) since the recession of 2008. None of the bad news that follows will come as any surprise to anyone as we are all quite aware of the damage that has been caused by the reaction to the COVID 19 pandemic.”
The report explains the difference between the 2008-09 recession and that of 2020 – the current recession is an artificial one created by the forced shutdown of the economy. The U.S. enjoyed a robust economy and healthy job numbers at the beginning of the year. “The potential silver lining to all of this is that government … can reverse the process. The day that lockdowns are declared at an end, there will be recovery. Consumers will consume again, employers will hire again, producers will produce again. How much and how fast will be the prime questions.”
In the meantime, however, “Of the twelve indicators followed in this index, there are only four that are still trending in a positive direction and they will not be holding that distinction for long.” The durable goods numbers and factory orders numbers rose a little, but this only indicates there has been a delay in terms of industry response. The activity in the durable goods category is a lagging indicator. There has not yet been enough time for the reduction in activity to manifest in the numbers, i.e., airlines, heavy construction equipment, oil field machinery, farm equipment which have all taken major hits in decline.
Durable goods tracked a bit higher this month, however, be aware that its activity is a lagging indicator.
The summary continues, “The improvement in the transportation numbers may be a bit more realistic. There has been high demand in the parcel sector as everybody has been ordering things delivered.” The other sectors in transportation have not fared as well like ocean cargo, air freight, and the rail sector.
The transportation sector is showing some positive development.
The only other area that experienced a gain was in capacity utilization, “but that will shift as there is now considerably more slack in the system than was the case earlier.” Normally these numbers would reflect the pushes and pulls of supply and demand, but that process has been interrupted … and now almost every business has an overcapacity concern.
We are all living in a “waiting” mode anticipating the “all clear” proclamation. Then, as the summary report concludes, “Once some measure of control is achieved, the economy will be restarted, and then the focus will be on the speed of recovery.”
The report is available to IHEA member companies. For membership information and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Steeltech LLC is one of the nation’s leading manufacturers of heat and corrosion resistant materials. We are seeking highly motivated and qualified candidates to join our outside sales team.
The ideal candidate will have sales experience specific to the industries we supply. Industries include: heat treat, steel mill, lime & cement processing to name a few. 3-5 years of sales experience in these industries is preferred. The position requires extensive travel within a designated region of the US. Potential territory will be discussed during the hiring process.
Steeltech offers a competitive compensation and benefits package.
Interested applicants should send their resume to:
Climate change and fossil fuels are topics that can spur many lively conversations. In today’s Heat Treat TodayTechnical Tuesday feature, explore their connection as it relates to heating industrial furnaces in the future with Dr. Joachim G. Wüenning, president, WS Inc. and an expert in clean efficient combustion.
Many people view climate change as the biggest threat to mankind. Technical and social efforts will be required to meet the goals, formulated in the “Paris Climate Agreement,” to limit global warming to less than 35.6° F (2° C).
Combustion of fossil fuels is by far the largest human contribution to global warming. Fossil fuel-fired power plants and internal combustion engines are already in the public focus. The transformation to alternative drives for vehicles has just started, and the days of coal-fired power plants are numbered.
Combustion of fossil fuels for industrial furnaces is also a large contributor to greenhouse gases and air pollution. The industrial heating sector is not in the public focus yet, but that will change soon; therefore the topic should be addressed proactively.
For mid- to long-term future industrial process heating, there are three main scenarios:
heating with renewable electricity, or
heating with non-fossil fuels, or
a combination of both.
Humans used non-fossil fuels for hundreds of thousands of years and are returning to that habit after a short period of about 250 years where fossil fuels were primarily used.
Reducing CO2 Now and In the Future
Heating a furnace using electricity is locally CO2 free, but an even greater amount of CO2 is emitted at power plants since the majority of electricity is generated by burning fossil fuels. For every kilowatt hour (kWh) produced, roughly one pound (~0.45kg) of CO2 is emitted into the atmosphere [1]. This is true for Germany, and the figures for the United States are in the same range.
Heating an industrial furnace with a typical temperature of around 1832°F (1000°C) with natural gas produces about 0.4kg CO2 for every kWh of available heat for a cold air burner, and less than 0.25kg/kWh CO2 when using a recuperative or regenerative burner where waste heat is recovered using a heat exchanger.
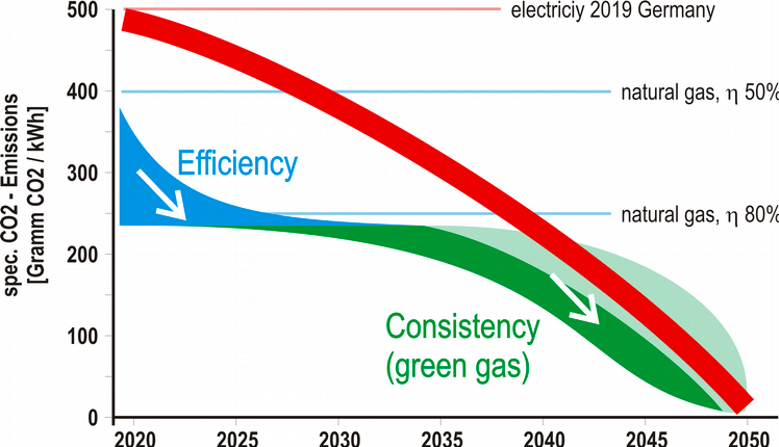
So, the short-term measure to reduce CO2 emissions is to use an efficient burner with heat recovery or to switch from electric to natural gas heating, which can cut CO2 emissions by 50% or more.
For a further reduction, we have to wait until electricity generation becomes predominantly regenerative, or we have to use green, non-fossil fuels. The possible paths to non-fossil heating of industrial furnaces are drafted in Figure 1. It shows that the short-term action should be improving the efficiency of burner systems or a switch from electric to gas heating. In the mid- to long-term future, there should be a healthy competition between non-fossil fuel gas and electricity, driving the prices for non-fossil energy down.
Figure 1
Changing Fuel Compositions
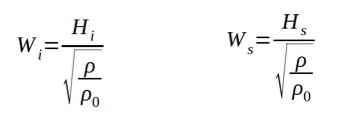
The most relevant characteristic for the interchangeability of fuel gases is the Wobbe Index (Figure 2), with the lower or upper heating value (Hi, Hs), the density of the fuel gas (r) and the density of dry air (r0). Fuel gases with the same temperature, pressure, and the same Wobbe Index will provide the same energy output from a burner. If the Wobbe Index is changing, the flow must be corrected by changing the fuel gas pressure or a flow throttle device to keep the burner power constant.
Figure 2
In most cases, the air does not need to be corrected since the ratio between stoichiometric air ratio and lower heating value is about 0.95 m3/kWh for common hydrocarbons. That means that a burner with a given heating power needs the same amount of air even when different fuel gases are used. A good rule of thumb is that one cubic meter per hour of air is required for every kilowatt of heating power.
If hydrogen is used as a fuel, about 15% less air is required. So, when hydrogen is added to natural gas and the fuel gas flow is corrected but the air flow is left unchanged, the system would be operated with somewhat more excess air, slightly less efficient but safe.
If gas fluctuations will occur in the future, adjusting the burners with more excess air would be an easy measure to ensure safe operation. With an effective heat recovery system and low exhaust gas temperatures, efficiency losses would be minimal.
Fuel Gases With High Hydrogen Content or Pure Hydrogen
The flame speed of hydrogen is much faster compared to hydrocarbons. That can cause some problems, especially in premixed burners where a flashback can occur. Another challenge resulting from faster combustion could be higher flame peak temperature leading to higher thermal NOx emissions. Modern low NOx methods are available to address this problem.
A positive effect of hydrogen can be a more reliable and easier ignition of burner systems. Many industrial burner systems can be operated with high percentages of hydrogen or with pure hydrogen with little or reasonable modifications.
Fuel Gases Containing Fuel Bound Nitrogen
Using ammonia or bio-gases with fuel bound nitrogen will produce excessive amounts of NOx-emissions when burned in most burner systems. There are a number of options to achieve low NOx-combustion with fuel bound nitrogen.
One method is fuel conditioning where fuel bound nitrogen is broken up into molecular nitrogen. This was successfully demonstrated using a stainless steel reactor in combination with a flameless oxidation burner system.[2] Another method would be exhaust gas cleaning by selective (SCR) or non-selective (SNCR) catalytic exhaust gas cleaning. Both processes require large investments and operating costs and should only be used if other options are not available.
The development of combustion systems with integrated treatment of fuel bound nitrogen would be the preferred method and will be an important topic for combustion research in the coming years. One approach is multi-stage flameless oxidation [3].
Fuel Conditioning
Fuel conditioning might be required to keep fuel gas properties within regulated limits inside the gas transport and distribution grid or for certain customers with special requirements. Fuel conditioning can be performed by blending different gases or by changing their compositions by using reformers or gas separation units like pressure swing adsorption (PSA) or membrane technology.
If future regulations propose a certain hydrogen content in the fuel gas grid, strategically placed steam reformers could keep the hydrogen content within certain ranges, even if there is no regenerative electricity available to operate electrolysers.
Reformers could also crack ammonia, ethanol, or methanol before being used as fuel gas to heat processes.
Outlook
There are several options towards non-electric, fossil-free industrial process heating. All these options have to be thoroughly investigated to keep a number of options open for future energy systems. The energy system of the future will be based on regenerative power generation but it will involve additional energy carriers to store and transport the energy. There are some challenges for combustion but there is no doubt that these can be overcome.
A fair and open competition between the different energy options will create the best solutions for society and the planet. A planned economy will not provide the fertile soil for innovations and entrepreneurship necessary to meet the challenges.
References
[1] German Environment Agency, CO2 Grid Emission Factors from 1990 – 2018 for the German Energy Mix, March 2019
[2] Domschke T., Becker C., Wüenning J.G., Thermal Use of Off‐Gases with High Ammonia Content – a Combination of Catalytic Cracking and Combustion, Chem. Eng. Technol., 21: 726-730
About the Author: Joachim G. Wüenning is president of WS Wärmeprozesstechnik GmbH and his area of expertise is in clean efficient combustion, FLOX—flameless oxidation, heat recovery, radiant tubes, and recuperative, regenerative burners. This article originally appeared in Heat Treat Today’sMarch 2020 Aerospace print edition.
Businesses have been taking extra precautions lately for the well-being of their employees and customers. The Centers for Disease Control (CDC) recommends that employers should have a COVID-19 health and safety plan to protect employees that includes placing barriers (e.g., sneeze guard) between employees and customers and employees working in close proximity.
GermBlock™ cough and sneeze shields (source: Rockford Systems, LLC)
Rockford Systems, a specialist in industrial combustion safety solutions for companies that use thermal processes in their industrial operations, is helping organizations protect employee health and safety by launching its new GermBlock™ line of cough and sneeze shields.
GermBlock™ shields, designed for industrial, commercial, clean room, and retail settings, limit the spread of airborne droplets resulting from coughing, sneezing or speaking from reaching a nearby person, therefore helping to mitigate COVID-19 infection.
Cubicle Shield (source: Rockford Systems LLC)
Constructed of heavy-duty clear 3/16" polycarbonate and 16-gauge 304 stainless steel framing with full penetration welds, the shields are offered in tabletop, floor standing, and extended-leg versions in popular sizes. The full penetration welds eliminate gaps or cracks that prevent bacterial build up. GermBlock™ shields are offered in standard, clean room, and custom models. The stainless-steel frame allows the shields to be washed down and sterilized per the CDC's recommendation for frequent cleaning.
GermBlock™ shields are 100% made in the USA. Orders can be turned around quickly to support customers with urgent bio protection needs.
Welcome to Heat Treat Today'ssecond installment of This Week in Heat TreatSocial Media.As you know, there is so much content available on the web that it's next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you've just got to see and read!
1. Plibrico Company Sponsors Project for Shriner's Hospitals for Children
The Plibrico Company recently sponsored a Happy Craft Day for Shriner's Hospitals for Children, during which many locations took part in assembling craft kits for kids needing a smile.
2. Innovations and Services on the Front Line
During this difficult and uncertain time, many companies are offering support to fight the spread of COVID-19, and some have come up with unique innovations.
Stack Metallurgical Group has announced its support for manufacturers in fighting the pandemic:
Similarly, Inductoheat has made a statement in the same vein:
ION HEAT has come out with the first prototype of its mechanic lung ventilator:
And Proceq USA Sales Manager Tom Ott demonstrates how to recharge a Proceq UT8000 flaw detector using a common USB power pack:
3. Good Friday Furnace Repair
Capital Refractories' Research & Development Manager Julie Hardy shared images of a 12 ton holding furnace repair that took place on Good Friday:
4. Reading and Podcast Corner
You may have a bit more time to catch up on the reading and podcast listening you've been yearning to do. May we recommend two brief written items of interest and an informative podcast.
Park Ohio Turns 100
Ipsen USA recommends their paper on vacuum furnace maintenance
And, for your listening pleasure, be sure to download the latest Heat Treat Radio episode entitled, Heat Treat Modeling with Justin Sims.
5. 101 Uses for Heat Treat Today Tape
Roseanne Brunello of Mountain Rep came up with a festive use of Heat Treat Today packing tape:
"Heat Treat Today comes through again..."
6. Launch into Your Socially Distanced Weekend with the Family Lockdown Boogie
No explanations necessary. Happy Friday, everyone!
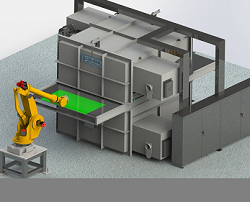
A research organization recently awarded a contract to a North American furnace manufacturer for the supply of a rapid-heating furnace to be used for product development of lightweight hot-stamped and formed aluminum automotive components. This organization will integrate the aluminum-sheet heating furnace with existing equipment to support both automotive manufacturers and Tier 1 suppliers throughout North America.
(source: Can-Eng)
Can-Eng Furnaces International Ltd., of Niagara Falls, Ontario, was chosen for this project because it has significant experience in the development of lightweight, thin-walled automotive structural components. Can-Eng provided the customer with a unique rapid-heating furnace system that offers significant reduction in floor space requirements, flexibility for processing a wide range of product sizes, and the flexible operating temperatures required for various stamped and formed products. The system will be fully integrated with flexible robotic handling and material handling automation.