Director of Engineering,
Nutec Bickley
In today’s Heat Treat Today Technical Tuesday feature, Ernesto Pérez, Director of Engineering, at Nutec Bickley, introduces readers to different options when it comes to furnace temperature control.
The main aim of the temperature control function is to keep a furnace operating within certain predefined values and it is composed of two main parts:
- Electronic control element, usually a PID (proportional–integral–derivative) controller
- Mechanical components
In this article we will look at the various control modes used in industrial furnaces, and their applications for various heat treatment processes.
Back to the Beginning: “Zero Control” Mode
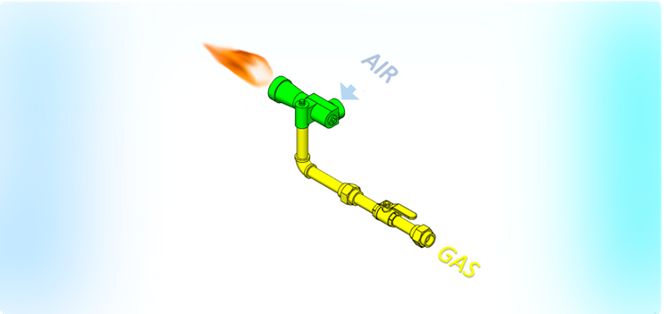
Before considering the modes currently used, we should briefly mention the “zero control” mode found in earlier furnace models, employed some time back, also known as “atmospheric mode.”
This mode operates by taking air from the environment by means of the venturi effect to perform combustion without controlling the air flow, resulting in an inefficient use of energy. (Figure 1)
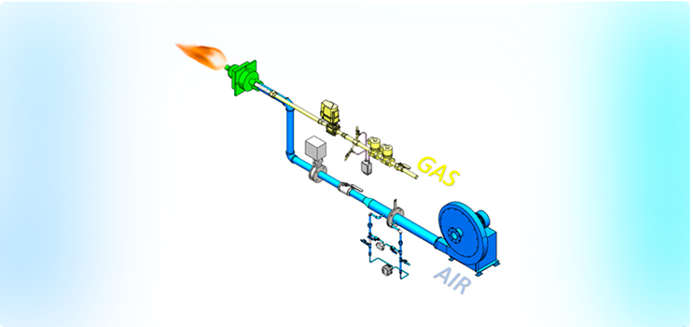
Fuel-Only Control System
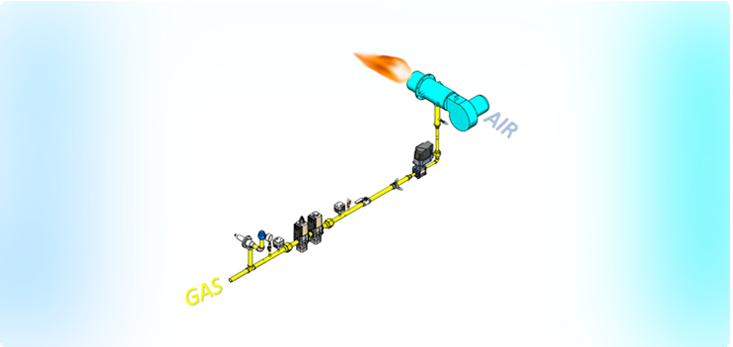
This operates in a similar way to zero mode, where only the gas is controlled. However, instead of the air being introduced by the venturi effect, there is a turbo fan that provides a constant flow to the process, while the gas is regulated during the different stages of combustion. (Figure 2)
- Economic system having a single line of control.
- It provides good temperature uniformity in applications where all items being fired in the furnace need to be at the same temperature.
- Ideal for low temperature furnaces, kilns for ceramics and applications that require high-level heating homogeneity.
Possible Disadvantages
This technique leads to high gas consumption due to the heating of all the air present, irrespective of the size of the load in the furnace.
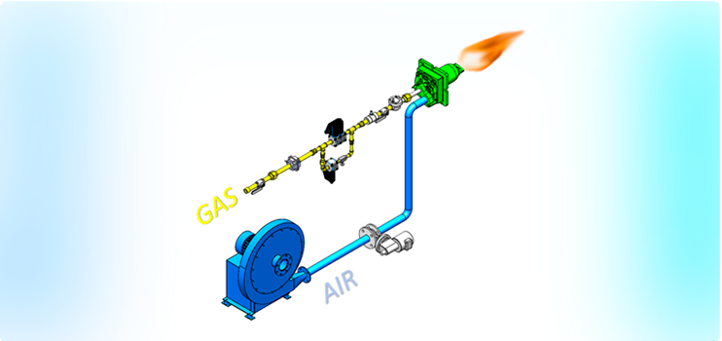
Proportional Control System
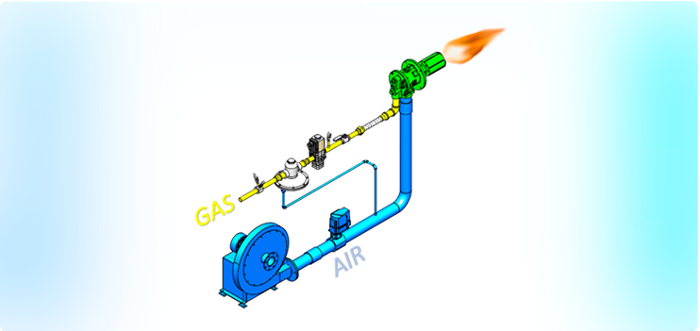
With this control mode, the air and the gas are controlled proportionally. (Figure 3)
The operation starts with a small flame, and as the temperature rises, it grows as the air and gas levels increase.
- This system allows you to adjust the amount of gas based on the air present in order to achieve perfect combustion and optimal fuel consumption.
- Ideal for any type of furnace, for example for heat treatments such as aging, tempering, forging and normalizing.
Possible Disadvantages
At the beginning of the heating process, it can be the case that temperature uniformity across the entire furnace is not so good due to the small flame, so it is not a system recommended for the treatment of very fragile pieces that can break.
Mass Flow Control System
This system controls air/gas in the same as the previously described method, but it also gives allowance to vary the air/gas ratio during combustion process in order to optimize the fuel. (Figure 4)
- It enables for the achievement of optimal combustion conditions with less energy input.
- If more air is needed in a particular heat treatment stage (usually at the beginning), it can be temporarily increased.
- Ideal for any type of furnace, like heat treatments such as aging, tempering, forging, normalizing and applications involving fragile products.
Possible Disadvantages
Because of the technology behind the system, it is more expensive.
Pulse Control System
This is one of the most recently introduced methods that provides a fixed air/gas ratio, but unlike the previous mentioned systems, flame velocity for product heating is always high, which generates ideal temperature uniformity right from the beginning of the cycle. (Figure 5)
The burners pulse from high-fire to low-fire, repeating this cycle every 15 to 60 seconds.
- It is cheaper to operate than the mass flow system, allowing users to handle the entire range of products with a smaller investment.
- It provides greater fuel efficiency by heating the product evenly from the beginning.
- Ideal for any furnace, for example for heat treatments such as aging, tempering, forging, normalizing and applications involving fragile ceramic products.
Possible Disadvantages
The radiation of the flame can affect certain products; however, by installing an additional instrument it is possible to control this effect and to reduce flame radiation.
Experts in Temperature Control
Nutec Bickley can offer all current systems, advise on the most appropriate choice with the best cost benefits, update old systems with current technology, and provide repair and spare parts services for existing temperature control systems.
About the author: Ernesto has been sharing his expertise at Nutec for 18 years. As an electronic system engineer with a master’s degree in artificial intelligence, the 25-year industry veteran has been focused on the control aspect of software and hardware.
(All images: Nutec Bickley)