Bluewater Thermal Solutions has announced its first production order of Hard-Corr™ tubing to a Texas-based energy producer. The order contains 12,000 feet of tubing and will be installed during well operations commencing this month.
The product is 2-7/8-inch diameter, 32-foot long, Grade L80 1% chromium steel production tubing treated with Bluewater’s proprietary Hard-Corr surface technology. The process imparts enhanced corrosion, wear, and erosion resistance to both the inner and outer surfaces of the tubing, making it ideal for annular and annulus production wells.
“Our customers have relied on boronized tubing for years to combat corrosion and wear inside wells. Hard-Corr builds on that success offering enhanced protection compared to untreated tubing, plus added benefits and flexibility, at a lower overall cost,” said Craig Zimmerman, technical director for Bluewater Thermal Solutions.
While boronized tubing remains the established premium standard for inner-surface protection, Hard-Corr™ is engineered as a complementary, lower-cost alternative that maintains the mechanical integrity and strength of L80-grade steel. This allows operators to deploy it as a full-string solution from bottom to top while also gaining additional protection for the exterior surfaces.
The company is the largest supplier of boronized products and services to oil and gas producers in the Bakken and Permian shale plays.
Press release is available in its original form here.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter is from theAugust 2025 Automotive Heat Treat print edition.
The relationship between industry and higher-level educational institutions in North America is an interesting and evolving relationship. Unlike in Europe and Asia, the relationship is quite a bit less formal and far more scarce here. It is almost a foregone conclusion that leading industrial companies will have tight relationships with academic research institutions across Europe. The same is true in Asia, especially China, where many of the research institutes are government funded and are expected to assist with industry research projects. Of course, in both Europe and Asia, many companies are heavily subsidized by the government to conduct research. All in all, the relationships are more plentiful and tighter.
While there are thriving industry-academic relationships in North America, they are far less common, and they take a more practical, business-first approach. There are, however, a good number of strong relationships between educational institutions and the North American thermal processing industry. I’d like to mention three here in some depth and a few others briefly.
Illinois Institute of Technology Thermal Processing Technology Center (TPTC)
Without doing any thorough research, TPTC was perhaps one of the oldest industry-academic partnerships around. I was introduced to this partnership when Dr. Phil Nash, a professor at IIT, was the director of TPTC. That was back in the 1990s. I also know that our very own Dan Herring, the Heat Treat Doctor®, was supportive of the organization. TPTC reportedly shut down 10 years ago, but a webpage, which was not easy to find, indicates that it is now under the direction of Dr. Leon Shaw. After a quick review, there is a good bit about the academicians (professors and students) online, but I could not find any reference to industry partnerships or members. Nevertheless, TPTC was one of the go-to sources for industry for those who were interested in conducting ground-level research.
Worcester Polytechnic Institute (WPI) Center for Heat Treat Excellence (CHTE)
The WPI CHTE remains quite active. Their website does not indicate the exact date that it was established, but I’m guessing the late 1990s or early 2000s. I remember its inception and the efforts of Diran Apelian, their first executive director. I recall that membership dues were steep, but there was a good bit of industry buy-in, including Surface Combustion, Houghton International (now Quaker Houghton), and ASM International.
Current industry partners include Bodycote, Aalberts, Thermatool, Dante, Arcelor Mittal, Pilot Precision Products, GKN Sintered Metals, Pratt & Whitney, DevCom, and Sikorsky. There are also many active industry-focused research projects. CHTE is led by Dr. Thomas Christiansen with the able assistance of Maureen Plunkett. More information about CHTE can be found at https://wp.wpi.edu/chte/.
Purdue University Purdue Heat Treat Consortium (PHTC)
Purdue is a relative newcomer but quite active. Under the leadership of Dr. Mark Grunninger and Dr. Mike Titus with assistance by Maddison DeLaney Walsh, PHTC has gained an impressive number of thermal processing end-user and supplier members, including Amsted Rail, California Pellet Mill (CPM), Caterpillar, Cummins, ECM USA Inc., Howmet Aerospace, Inductoheat, Inc., John Deere, Nucor, and Rolls-Royce. I believe that Quaker Houghton has also recently joined. The number of projects being conducted by this industry-focused consortium is also impressive. More details on PHTC are at https://engineering.purdue.edu/MSE/PHTC.
Others
Of course, there are many other universities around the country that cooperate with the industry to help advance real-world research. Many Heat Treat Today40 Under 40 honorees are graduates of these educational institutions. Here is a short — and I’m sure incomplete — list of other universities that have a proven relationships with the thermal processing industry:
Carnegie Mellon University
Colorado School of Mines
Michigan Technological University
New York State College of Ceramics at Alfred University
Pennsylvania State University
Rensselaer Polytechnic Institute
San Diego State University
South Dakota School of Mines
The Ohio State University
University of Akron
Conclusion
Although the relationship between industry and education is less formal here in North America compared to Europe and Asia, the relationship does exist and can be tapped for the benefit of any company interested in using the great minds of up-and-coming engineers to help solve tomorrow’s challenges. If you’d like to contact any of the organizations listed above, please email me.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
Vacu Braze, a provider of precision heat treating has announced an 18,000 square foot expansion to its headquarters in Bucks County, Pennsylvania. The new expansion will increase the total footprint of the facility to over 58,000 square feet, enhancing operational efficiency, increasing production capacity, and supporting next-generation heat treating technologies.
“This expansion marks a significant milestone in Vacu Braze’s ongoing commitment to growth and service. Through this development, we will increase our capacity to meet customer demands,” said Kirk Palermo, vice president of Vacu Braze.
They provide heat treatment services for the aerospace, defense, medical, and industrial markets.
Press release is available in its original form here.
Hydrogen is essential for many heat treating processes, but what happens when your supply runs out?
In today’s episode of Heat TreatRadio,Devon Landry of Nel Hydrogen joins Heat TreatRadioHost Doug Glenn to discuss the potential risks of delivered gas and how on-site generation can secure reliable, high-purity hydrogen. This episode highlights the advantages of on-site generation and what questions to ask before making the switch.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Hydrogen Usage in Thermal Processing (4:05)
Doug Glenn: All right, let’s talk hydrogen. I think the first thing I’d like to do is talk about the basics, how hydrogen is used and what it’s used for in thermal processing.
Can you give us a 30,000-foot view on hydrogen and why are we using it in thermal processes?
Devon Landry: Hydrogen is widely used in heat treat and processing. It’s a powerful reducing agent for surface cleaning and sintering success.
Hydrogen scavenges oxygen, counteracting minor furnace leaks. Photo Credit: Nel Hydrogen
It has the highest heat conductivity of any gas, so we can enter and exit parts quicker. It has lower density relative to air and nitrogen, which makes it really straightforward to manage. It burns off easily, readily, cleanly. The only true byproduct of that would be water.
Doug Glenn: We are talking about the security of hydrogen supply.
How important is it for people who need hydrogen to have it, and what happens if they don’t have it — what are the risks here?
Devon Landry: My predecessor, Dave Wolff, used to say it’s like yeast for a pizzeria. It’s a very small part of the cost, but if you don’t have yeast, you don’t have pizza. If you don’t have pizza, you don’t have business. So if you don’t have hydrogen, you can’t really run your processes.
The same with running out of hydrogen. If you’re halfway through a batch and you run out of hydrogen, that whole batch is done. If that batch isn’t finished and you don’t have any hydrogen left, you don’t have business. You have to send employees home and stop your production. You can run into a lot of problems.
Doug Glenn: If you’re processing high-value parts, it’s not just a matter of simply running out of parts and not being able to finish the load. That load could be worth a quarter of a million dollars.
Devon Landry: That’s correct, the parts are completely done; you won’t be able to use those parts — it’s a completely wasted batch. So, you would lose money, not just from excess production, but that batch as well.
On-Site Hydrogen Generation vs. Supplied (06:25)
Doug Glenn: There’s different ways of getting your hydrogen, it can be supplied or Nel, the company you’re with, supplies the equipment to manufacture hydrogen on-site. What type of risks are companies exposing themselves to if they are not generating their own hydrogen?
Devon Landry: Delivered hydrogen is really the only other way to get your hydrogen, and that’s through industrial gas suppliers. I see a shortfall in the future, especially with liquid hydrogen production. There are many hydrogen plants that are getting canceled or delayed.
Supply chain and hydrogen requirements for Artemis rocket
You see, it costs a lot of money to make these plants, and if the financial advisors deem that the plant is not going to make money, they’re not going to do it.
For the Artemis rocket, that takes a full day’s production of liquid hydrogen in the U.S. to fill up. And there are many projects out there that are requiring liquid hydrogen, which is why I see a shortfall coming.
If you can’t get the hydrogen from your industrial gas supplier, where are you going to get it?
That’s where Nel Hydrogen comes in. With generating on-site, you take control of your hydrogen supply.
Doug Glenn: You mentioned that you foresee a lack of supply and that some of these hydrogen plants aren’t being approved.
Why aren’t these plants being approved to be built?
Devon Landry: They cost a lot of money to build and industrial gas companies have a long-term strategic focus, with capital discipline kind of upfront. If you’re going to build a plant and shareholders are not going to see any returns on it, then they’re not going to do it.
So we’ve seen a lot of cancellations. They haven’t really have a good commitment to shareholder value, and they emphasize on strong fundamentals there.
Doug Glenn: At one point in time, there was a lot of talk about hydrogen fuel cells. And everybody wanted to do hydrogen. I haven’t heard much about that recently. Do you think that might have something to do with the cooling off of the hydrogen market?
Devon Landry: Yes, I think so. There was a hydrogen world out there, and people really wanted to build new plants, have fueling stations. There’s so much you can do with hydrogen. But policies around hydrogen are affected by different administrations. With the current administration, they’re taking some of those incentives away. So there’s not as much money being provided as an incentive.
Doug Glenn: This is all the more reason to be very careful about your hydrogen supply. Not only your current hydrogen supply, but in the future. With politics and different administrations, sometimes hydrogen fuel cells is on, then it’s off. As a result, supplies may be a bit dicey. Therefore, it’s probably well worth people paying close attention to where they’re getting their hydrogen now and what the future looks like.
Your input is really important here.
Proton Exchange Membrane (10:23)
Hydrogen cleans part surfaces to enhance processing results. Photo Credit: Nel Hydrogen
Doug Glenn: Tell me about PEM; what does that stand for?
Devon Landry: PEM stands for proton exchange membrane. It’s a differential pressure system, where hydrogen is allowed to pass through the membrane but oxygen cannot.
We’re taking ultra pure water with a resistivity of greater than one mega ohm. That’s going through into the cell stack and the electrolysis takes place there. The hydrogen is allowed to pass through that membrane; the oxygen is not. So, the hydrogen goes towards the process.
Doug Glenn: Oxygen and/or water is the only byproduct.
Devon Landry: Yes, and it returns to the main reservoir, and that oxygen gets vented, either out of vent stack or into the room.
Doug Glenn: The primary markets that Nel Hydrogen serves are mostly industrial, and Nel can also do much larger units. Can you tell me about that?
Devon Landry: With alkaline and PEM both, we can do megawatt style units. I handle primarily the industrial units, and we can go all the way up to 100, 200, 300 megawatt systems — a very vast range.
Doug Glenn: Most businesses in our industry would not need that much, but it’s good for our people to know that you guys have expertise, not just in the sizes that are good for them, but larger sizes as well.
Nel Series hydrogen generators Source: Nel Hydrogen
PEM Process vs. Alkaline (12:05)
Doug Glenn: We have discussed the PEM process. Can you explain the difference between how the hydrogen is extracted from the PEM process vs. alkaline?
Devon Landry: The alkaline system uses KOH, which is highly corrosive and dangerous to handle. You have to fill it up, so there’s a safety aspect with that. In addition, the purity that you’re getting out of the alkaline process is not quite as high as PEM. I think it’s 90%, but it can be 97 to 98%.
With the PEM process, the only output you’re getting is hydrogen and some water, and we mitigate that water with a dryer inside the system. We get five nines purity plus: 99.999% purity plus.
You really need that purity in a lot of the heat treating processes to give you the coloration of the pieces that you’re putting through. With the industrial gas suppliers, you often have to pay a premium to have higher purity. Many times, when you send those cylinders or a tube trailer back to get it refilled, they do not test it to find out exactly what the purity is unless you specifically request that. So your purity might differ every now and then, which means you’re not going to get the exact effect on your process that you would like.
The way the industrial suppliers are making that hydrogen is through steam methane reforming. It’s very energy-intensive, and carbon is a major by-product of that process.
Our machines are as carbon free as your electricity supply line: if you’re feeding it with solar and wind energy sources, utilizing renewable energy, then you are at a zero carbon footprint.
Doug Glenn: You would have true green hydrogen. If your electricity supplier was green, then you would be really producing green hydrogen, which would be very good.
Delivered Gas vs. Hydrogen Generation (14:55)
Doug Glenn: What questions should companies be asking if they are considering moving away from bulk or delivered gas to on-site hydrogen generation?
Devon Landry: To have a hydrogen generator on-site, you need to know your flow and your pressure. There are going to be operational and capital costs.
The capital costs are a little larger with the hydrogen generator. So you’ll need to know how much gas you’re using and what pressure you’re using at. We have calculators to determine which unit would be best for you based on those questions.
If the capital costs are a little too high, which they are for some companies, then we do have leasing options that will help with that capital cost. We can break it down monthly, even for a 10-year period of what you would be spending for your delivered gas versus a hydrogen generator on-site.
Doug Glenn: So, you can do that analysis for businesses if they can provide their current expenditures for delivered hydrogen and usage, and then you can do a comparison to advise them on what it would cost if they were to transition to on-site generation?
Devon Landry: Yes, exactly. Industrial gas suppliers can come with a lot of bills, so you have to pay attention. There could be a trailer rental fees, cylinder rental fees, delivery fees — a lot of bills combining into one. They also generally require signing a contract with them that could be seven plus years, and you have to provide quite a long notice to be relieved of those contract obligations as well.
Doug Glenn: The capital cost could potentially be different, meaning probably more for an on-site generator for hydrogen. When you think of bulk gases, the operating costs are quite low for delivered gas.
How about operational costs for hydrogen?
Devon Landry: The cost of hydrogen generation is going to be the cost of your electricity. The price per kilowatt is going to tell you how much cost per standard cubic foot that you’re going to be paying for it.
Doug Glenn: Electricity is really the only major cost operationally. How about maintenance costs?
Devon Landry: The maintenance cost depends on which machine you select. We build maintenance costs right into the calculator that tells you how much the costs will be per year. There’s a quarterly maintenance cost, which is just basically a calibration, and then a yearly maintenance kit that you can put in yourself.
Doug Glenn:Do you need to have any special personnel to run it or is it self-maintaining?
Devon Landry: It pretty much takes care of itself. If there’s a problem with it, a pop up will let you know the problem, and you can go to the manual to learn exactly what the problem is. If you have a regular maintenance crew on site, many power plants have these, then you usually have somebody that can do it.
It’s generally filter changes and updates like that.
Community Perception on Hydrogen Generation (18:25)
Doug Glenn: Pertaining to public perception, how has the community responded to hydrogen generation?
Devon Landry: Most people like it better. We like to refer to it as the good neighbor benefit. Would you rather look outside and see a gigantic tank full of combustible gas or a quarter inch, stainless steel line?
Fire marshals love it because we store less than seven standard cubic feet on our biggest machine, internally.
And then when we hit the stop button, or if the generator shuts down, the hydrogen is all vented out into the atmosphere. There’s no stored hydrogen — only a minimal amount inside the machine.
Doug Glenn: No rocket ships in your backyard.
Devon Landry: Looking out the window, I’d rather see the sky and some bushes rather than a big tank.
Is Hydrogen Generation Right for Your Company? (19:30)
Doug Glenn: Are there instances where generating hydrogen on-site doesn’t make sense for a company or when bulk delivery is a better deal?
Devon Landry: This is why we have those calculators. I don’t need a company buying a generator if it’s not going to save them money or if it’s not going to be easier for you. It’s really only practical when you’re under 10,000 standard cubic feet per hour.
Doug Glenn: Is that amount for a very large industrial manufacturing plant?
Devon Landry: Yes, that’s quite a bit.
Doug Glenn: Is there any amount that’s too small in which it wouldn’t make sense to have a generator?
Devon Landry: No, our smaller generators put out about 10 standard cubic feet per hour, about 4.9 liters per minute, and it’s on-demand. If you need the smallest amount possible, they’ll put that out for you. If you don’t need any further for the interim, it will basically sit there in idle. These generators are fully on-demand and give you exactly what you need.
Doug Glenn: Which companies currently are out there that it really makes sense for them to look at on-site hydrogen generation?
Devon Landry: Really, anybody that needs hydrogen. If you’re not excited about your delivered hydrogen, if you’re having issues with it, if the cost is too high, we have a lot of different industries that we run with. Many are heat treating and metal processing business. There’s also chromatography, gas chromatography, MOCVD, many different industries. If you have delivered hydrogen, generating hydrogen on-site would be worth looking into.
Final Thoughts (22:45)
Doug Glenn: Where is the corporate headquarters or the world headquarters for Nel Hydrogen?
Devon Landry: Nel Hydrogen is headquartered in Oslo, Norway.
Doug Glenn: How long has company existed?
Devon Landry: It started in 1927.
Doug Glenn: Where’s the main headquarters in the U.S. or North America?
Devon Landry: We’re in, Wallingford, Connecticut, and all of our PEM machines are built there.
Doug Glenn: Very good. I’d like to thank all the everyone for listening.
Hopefully you found this episode enjoyable and informative. Thanks again, Devon. Appreciate you being here.
About the Guest
Devon Landry Senior Field Engineer and Technical Lead Nel Hydrogen
Devon Landry has been an integral part of Nel for 16 years, establishing himself as a leading expert in industrial on-site hydrogen generators. With over 15 years as a Senior Field Engineer and Technical Lead in Technical Service and Customer Support, he has played a key role in delivering top-tier service and expertise to Nel’s global customer base. His extensive experience includes traveling more than 3 million miles worldwide, working across diverse industries and customer sites.
Beyond his technical proficiency, Devon brings strong leadership and business acumen. As an entrepreneur, he successfully founded and managed a craft brewery and taproom in Connecticut for six years, leading a team of seven employees. This experience further enhanced his ability to blend technical expertise with strategic management and operations.
With around 250 new employees in the U.S., Poland, Germany, France, and China, the AICHELIN Group is expanding to over 1,350 employees. The deal represents the largest acquisition in the company’s history.
The acquisition expands the Group’s technology portfolio with leading expertise in nitriding furnaces. The integration of the NITREX sites will take place step by step in coordination with local leadership teams.
Christian Grosspointer CEO AICHELIN Group Source: AICHELIN Group, Tobias Fröhner
“This acquisition is an important step in the execution of our strategy. We want to grow meaningfully, with a strong foundation, local proximity, and technological excellence. Together with NITREX, we are combining know-how and regional strengths for the benefit of our customers, employees, and all stakeholders,” said Christian Grosspointner, CEO of the AICHELIN Group.
The AICHELIN Group has set a clear roadmap for sustainable growth and technological advancement. The focus is on diversification into new industries and applications, driven both by in-house development initiatives and targeted acquisitions.
Press release is available in its original form here. Earlier developments of this story were reported on by Heat Treat Todayhere.
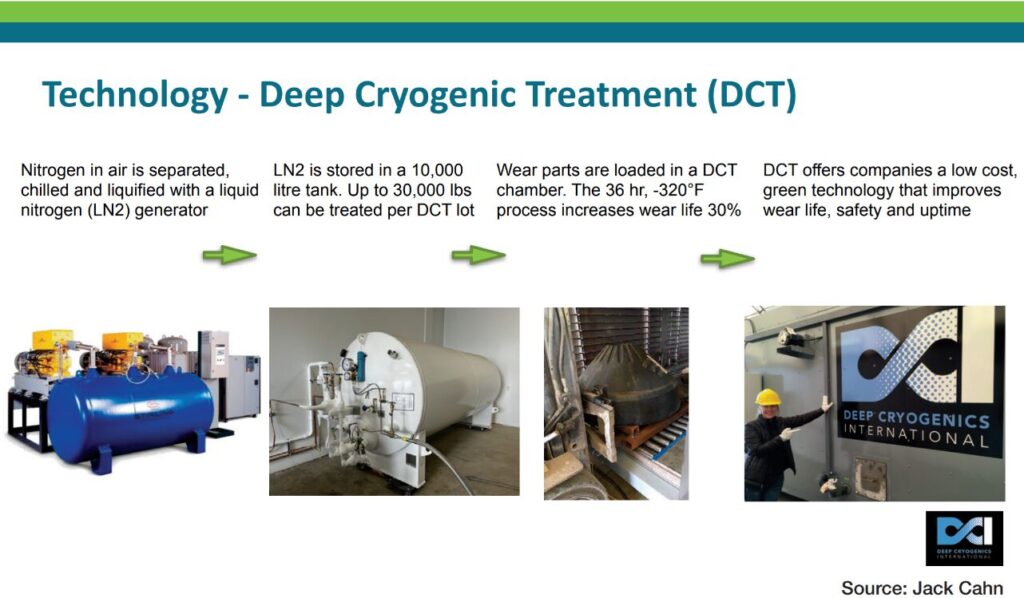
Heat Treat Today is pleased to begin a new column series, Below Zero with Jack Cahn, co-founder of Deep Cryogenics International, a deep cryogenics treatment (DCT) company. In this series, Jack will explore the science, applications, limitations, and challenges of cryogenic treatment, including technology adoption, equipment, test methods, service providers, and end users.
This informative piece was first released inHeat Treat Today’sSeptember 2025 Annual People of Heat Treat print edition.
What is DCT?
So, what is DCT and how does it differ from shallow cryogenics (-60°F to -176°F)? DCT uses a 36-hour process at -230°F to -320°F, which refines atomic-level grain structure, precipitates carbides in alloys, triggers the TRIP/TWP effect, and increases dislocation density in metals. This results in 20-40% greater wear life, 10-20% higher yield strength, and 10-20% less corrosion.
Unlike heat treatment or coatings, DCT is non-toxic, chemical-free, and generates no environmental waste. It is low-cost, works on both ferrous and non-ferrous materials, supports mixed alloys during treatment, and allows economy-of-scale batch processing. However, despite academic backing, cost-effectiveness, and acceptance by the heat treat community, DCT has remained in the undeveloped backwater of material improvement processes.
DCT doesn’t work on all metals all the time. Despite early studies and claims of 200% benefit, DCT improvement depends on the alloy chemistry, the method of manufacture, prior heat treatment, and the item’s failure mode. While lab results show significant improvements, field results often fall short, requiring further research to match materials to specific benefits. Some materials don’t improve from DCT, while others show benefit only in a single metallurgical characteristic. Extensive applied research is needed to link each material alloy to specific end-use and actual benefits.
Limited Industrial Equipment and Scale-Up
Most DCT chambers are small, modified deep freezers with high LN2 consumption due to latent heat loss. Very few can handle large industrial volumes at the required low temperatures. Until recently, DCT has bottlenecked at early Technology Readiness Levels, which has slowed adoption, especially in sectors like energy, aerospace, and automotive.
Figure 2. The DCT process
No Certification, Acceptance, or Test Standards
While heat treatments are ISO, Nadcap and ASTM certified, DCT lacks similar standards, hindering widespread industry acceptance. Although sectors like motorsports and knife-making are advocates, they don’t require testing, limiting DCT’s scalability.
Lack of Collaboration Among DCT Service Providers
Figure 3. DCI President Linda Williams loading a 3,500-pound pump cyclone for DCT
The DCT industry is fragmented. We are generally independent service providers who offer localized DCT; some of us also build DCT chambers. Fewer than 50 companies globally offer DCT as a stand-alone service, and another 750-1,000 companies (mostly existing heat treaters) provide cryogenic treatment as an ancillary service. There are dozens of heat treat organizations, industry trade groups, and trade journals that share technical advice, innovation news, or a community forum — deep cryogenics has nothing like that. Just our individual company websites, occasional articles, and reliance on DCT “chatter.”
After discussing the industry’s challenges with Applied Cryogenics Inc. President Dr. Jeff Levine and DCI President Linda Williams, I reached out to 100 DCT providers, scientists, and industry professionals. About 25% responded — scientists curious about DCT, engineers interested in certification standards, heat treaters seeking greater opportunity, and service providers keen to work together — who supported the formation of a trade organization to:
Promote DCT technology awareness and adoption
Create a working group to develop DCT standards and certifications
Showcase companies, services, and products
Increase professionalism and quality in cryogenic treatment
Foster collaboration and knowledge-sharing
Both Megan Galeher and Anne DiPaola have offered to promote an emerging cryogenic treatment group under the CSA mantle, lending its scientific and professional credibility. Doug Glenn, publisher of Heat Treat Today, has offered similar support. Heat treaters have thrived globally by navigating the scale-up process and adhering to certification standards required by commercial and industrial users. They have also focused collaboratively on quality, innovation, and knowledge-sharing within their industry.
Figure 4. DCT of O&G slurry pump bushings
I believe a cryogenic treatment organization could launch under the combined CSA/heat treat umbrella. What do you think? Email your thoughts to me at jack@deepcryogenics.com, and I’ll share them in my next column. Thanks for welcoming DCT into the community!
About The Author:
Jack Cahn Chief Technologist Deep Cryogenics International
Jack Cahn is the chief technologist and co-founder of Deep Cryogenics International (DCT) — a U.S. cryogenic treatment facility and equipment manufacturer. With over 25 years conducting scientific testing and publishing technical articles, Jack and DCI President Linda Williams provide DCT awareness, adoption, equipment, and treatment services worldwide.
For more information: Contact Jack Cahn at jack@deepcryogenics.com.
Arconic Corporation (“Arconic” or the “Company”) will boost high purity aluminum (HPA) capacity for aerospace and defense applications at its Davenport Works plant, a facility with in-house heat treatment. The $57.5 million project has effectively doubled domestic production of high purity aluminum, a critical material to aerospace and defense applications.
Diana Perreiah Executive Vice President of Rolled Products North America Arconic Source: Arconic
The expansion is being carried out at the Davenport Works plant in Iowa and was commissioned on September 25. The project was supported by an award of $45.5 million from the U.S. Department of War in 2023, utilizing Defense Production Act (DPA) Title III authorities. The Defense Production Act Title III program supports domestic industrial capabilities essential to national security.
Diana Perreiah, executive vice president of Rolled Products North America for Arconic, said, “Arconic is honored to support American leadership in advanced manufacturing by expanding domestic production of high purity aluminum for next-generation aerospace and defense applications. This project strengthens critical supply chains and supports national defense priorities, while reinforcing our role as a trusted partner in delivering materials essential to U.S. security and competitiveness.”
With the design and installation of two new furnaces and advanced control and automation systems, the project provides the United States surge capacity for HPA production and mitigates potential risks to national security in the event of an industrial mobilization. Among the defense applications that require HPA are the bulkheads for the F-35 and advanced armor plate for the Joint Light Tactical Vehicle.
At a ribbon-cutting ceremony on September 25, distinguished guests included Iowa Governor Kim Reynolds, Lieutenant Governor Chris Cournoyer, U.S. Senator Joni Ernst, U.S. Representative Mariannette Miller-Meeks, State Representative Gary Mohr, Riverdale Mayor Anthony Heddlesten, Iowa Association of Business and Industry President Nicole Crain, and Quad Cities Chamber of Commerce president and CEO Peter Tokar III to mark the milestone of commissioning the facility.
Arconic Corporation, headquartered in Pittsburgh, Pennsylvania, is a leading provider of aluminum sheet, plate and extrusions, as well as innovative architectural products, that advance the ground transportation, aerospace, building and construction, industrial and packaging end markets. For more information, visit www.arconic.com.
Press release is available in its original form here.
We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: Woodward, Inc, a manufacturer with in-house heat treat operations which serves the aerospace industry, has announced its plan to build a precision manufacturing facility in Greer, South Carolina, in Spartanburg County. The new site is a strategic investment for the company. The 300,000-square-foot facility is set to open in 2027 and will focus on production of servo-hydraulic actuation systems, which are critical components used in aircraft flight control.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
Woodward’s Nadcap certification Source: Woodward, Inc.Chip Blankenship Chairman & CEO Woodward, Inc.
Initially, most of the factory’s capacity will be dedicated to producing spoiler actuation for the Airbus A350. These critical control systems are mounted on the upper surface of aircraft wings and play a vital role in managing lift and enhancing flight performance and safety. The site has potential to expand capacity as the company meets growing demand for its aerospace technologies.
The facility is expected to create approximately 275 high-quality jobs in manufacturing, engineering, and business operations, with potential for significant workforce expansion in the future.
“The selection of Woodward to supply Airbus with spoiler actuation systems and our investment in South Carolina represent a major milestone for Woodward and our commitment to delivering leading controls solutions to our customers,” said Chip Blankenship, chairman and CEO of Woodward, Inc. “It will be a showcase manufacturing site, much like our Rock Cut campus, vertically integrated, highly automated, and built on the capabilities and methodologies in operational excellence we’ve developed through our LEAP and GTF aircraft engine programs.
“Beyond supporting the Airbus A350, this facility positions us to extend our hydraulic flight control design and industrialization expertise to additional applications as well as other commercial aircraft manufacturers. We’re proud to bring jobs and economic opportunity to Spartanburg County as we fulfill our purpose to design and deliver energy control solutions our partners count on to power a clean future.”
Henry Dargan McMaster Governor of South Carolina Source: South Carolina Office of the Governor
After an extensive nationwide search, Woodward selected Spartanburg County for its robust manufacturing infrastructure, access to highly skilled aerospace talent, and proximity to key suppliers. The investment is supported by an incentive package from the State of South Carolina, Spartanburg County, and local economic development organizations.
“When global companies like Woodward, Inc. decide to invest in our state, it further solidifies South Carolina’s impressive reputation in the manufacturing industry. We look forward to creating a long-standing partnership with the company and seeing the strong impact of these approximately 275 new jobs in Spartanburg County,” said Henry McMaster, Governor of South Carolina.
Press release is available in its original form here.
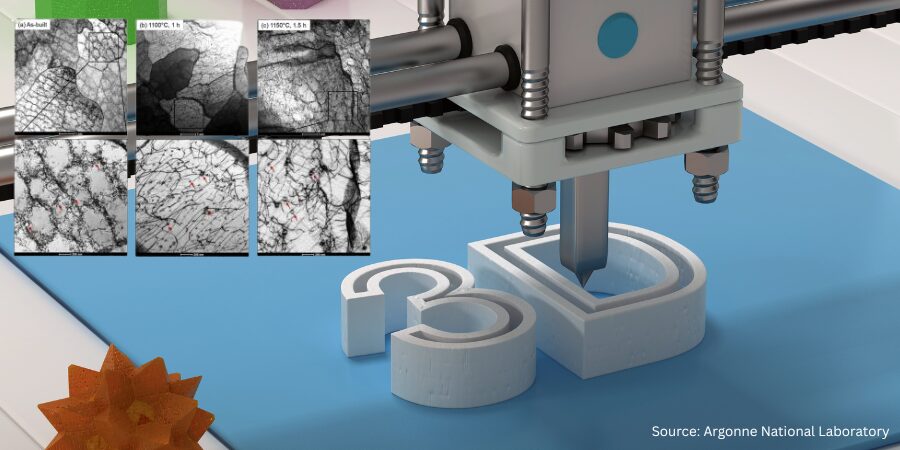
Argonne scientists have been investigating 3D-printed steels for use in next-generation nuclear reactors. In two studies, they used X-ray diffraction and electron microscopy to reveal how heat treatments can help 3D-printed steels endure nuclear service.
Heat Treat Todayhas added additional resources for heat treaters, those in the nuclear energy sector, and new professionals in the industry who would like to learn more throughout this release. Make sure to click the links throughout to access all of the information!
Crucial components within nuclear reactors are often made using stainless steel; it fortifies falls and withstands decades of extreme heat, pressure, and irradiation. Additive manufacturing — or 3D-printing — offers a way to produce complex stainless steel parts more efficiently, however it can leave behind defects in the microscopic structures of steel parts, impacting their performance. Two recent studies have shown how additively manufactured steels compete with their conventional counterparts.
Scanning transmission electron microscopy images of 3D-printed 316H stainless steel before (a) and after (b and c) two heat treatment techniques. Red arrows indicate nano oxides, which greatly impact the steel’s response to heat treatment. Source: Argonne National Laboratory
Researchers at the U.S. Department of Energy’s (DOE) Argonne National Laboratory used X-ray diffraction and electron microscopy to discover nanostructures of steel made with an additive manufacturing method called powder bed fusion (LPBF).
They printed two samples of stainless steel alloys with LPBF. In one study, they focused on 316H, an established type of stainless steel for structural components in nuclear reactors, and in the other they focused on Alloy 709 (A709), a newer alloy designed for advanced reactor applications. Both studies revealed the differences between 3D-printed steel and conventionally wrought steel, and also highlighted how printed steels responded to various heat treatments.
Before these steels can be relied upon in reactor environments, the nuclear industry has discovered their growing need for a deeper understanding of how to control 3D-printed steels.
“Our results will inform the development of tailored heat treatments for additively manufactured steels,” said Srinivas Aditya Mantri, an Argonne materials scientist who co-authored both studies. “They also provide foundational knowledge of printed steels that will help guide the design of next-generation nuclear reactor components.”
Using Heat Treatment for Repair
In LPBF, a laser melts precise designs into a metal powder one layer at a time until a solid, 3D metal object is formed. The repeated heating and cooling caused by the laser changes the microstructures of the steel.
Printed steels, for example, show higher numbers of dislocations — a defect of non-uniform shifts in a steel’s structure. Dislocations strengthen steel, but they also increase its internal stress, leaving it more vulnerable to fracture.
Heat treatment is a way to relieve this stress. Heat treatment changes the microstructures of a metal and can repair dislocations as high temperatures allow atoms to shift. Recrystallization is a product of heat treatment where new, strain-free grains replace the original structure. However, keeping some dislocations can have benefits of promoting precipitation of particles that can improve a material’s performance.
3D-printing 316H, a Standard for the nuclear industry
In one of the studies, researchers focused on 316H, comparing the microstructures of wrought and LPBF-printed samples by scanning electron microscopy (SEM) and scanning transmission electron microscopy.
Transmission electron microscopy images of 3D-printed and heat treated Alloy 709 stainless steel. The experiments revealed a high number of dislocations in their microstructures. Source: Argonne National Laboratory
At a second office, they used in situ X-ray diffraction experiments. At beamline 1-ID, the team evaluated the samples using high-energy X-rays while they underwent varying heat treatments of solution annealing.
“The high flux of photons provided by the APS allowed us to track the evolution of the microstructures in real time during the dislocation recovery process,” said Xuan Zhang, another materials scientist at Argonne and co-author on both studies. “That’s something you can only achieve with a synchrotron X-ray facility like the APS.”
What was revealed is that recrystallization was inhibited by nano oxides, which are nanoscale defects common in 3D-printed steel.
“Nano oxides act as a sort of barrier to the movement of dislocations and the growth of new grains, causing some dramatic differences between the response of LPBF-printed and wrought steels to heat treatment,” Zhang said. “For example, the printed samples started to recrystallize at temperatures several hundred degrees higher than their wrought counterparts.”
The effects of these discoveries on the mechanical properties of the metal are essential, particularly strength under tension and resistance to creep. Creep is the slow deformation of a material under consistent mechanical load, which is relevant for nuclear applications.
3D-printing A709, An Up-And-Coming Heavy-Hitter
The other study focused on A709, a newer advanced stainless steel designed for high-temperature environments such as inside sodium fast reactors. Researchers studied samples of A709 printed with LPBF, making it the first experimental look at an additively manufactured form of the alloy.
While investigating the strengths of the heat treated samples under tension, both at room temperature and 1022°F (550°C) — a temperature relevant to sodium fast reactors — the printed A709 showed higher tensile strengths than the wrought A709. This is most likely on account of the printed samples beginning with more dislocations, which also led to the formation of more precipitates during heat treatment.
“Our research is providing practical recommendations for how to treat these alloys,” said Zhang, “but I believe our biggest contribution is a greater fundamental understanding of printed steels.”
Press release is available in its original form here.
A leading aviation technology company will receive two new furnaces from a manufacturer of metal heat treatment solutions with North American locations. The furnaces will be used in the production of engine components, particularly directionally solidified and single crystal castings.
Sławomir Woźniak CEO SECO/WARWICK Group
SECO/WARWICK will provide a Vector vacuum furnace and a VIM JetCaster furnace with a capacity of 25 kg, enabling the melting of nickel and cobalt alloys at temperatures up to 1700℃ (3092°F) to the Chinese aviation manufacturer.
“The device ensures a low percentage of casting defects, both macro and microstructural, as well as a significant reduction of the directional solidification casting process compared to the classical process due to increased mold withdrawal speeds,” said Sławomir Woźniak, CEO of SECO/WARWICK Group.
The latest jet engines use advanced blades cast produced by single crystal technology. The control system meets the needs of precise processes: casting, temperature control, as well as comprehensive data collection.
The Vector vacuum furnace is designed for aging and solution heat treatment processes. It achieves a maximum temperature of 1400℃ (2552°F) with a uniformity of ±5℃ (9°F) and can handle components with a total mass of up to 800 kg. Due to a high level of vacuum (up to 10⁻³ Pa), processes take place without intergranular oxidation, resulting in a quality surface for the components.
Press release is available in its original form here.











































")


