Solve your Batch Furnace TUS challenges with the new PhoenixTM PTM4220 20 channel stand-alone data logger system. Create accurate, fully compliant AMS2750G TUS reports quickly and efficiently.
How can increased cybersecurity measures benefit today’s heat treaters and their clients? Find out more with an exploration of 2FA and MFA!
Today’s read is a feature written by Joe Coleman, cybersecurity officer at Bluestreak Consulting™. This column was first released in Heat Treat Today’sAugust 2023 Automotive Heat Treat print edition.
Introduction
Joe Coleman Cybersecurity Officer Bluestreak Consulting™ Source: Bluestreak Consulting™
This 9th article in the series from Heat Treat Today’s Cybersecurity Desk will explain the significance of 2FA (2-Factor Authentication) and MFA (Multi Factor Authentication), their benefits, and how they can help secure your data and your clients’ data.
2FA and MFA have proven to be effective methods to enhance online security. And, if you provide any products or services to a DoD (Department of Defense) contractor, this is mandatory for all users accessing your computer systems and critical data. Implementing 2FA is a minimum requirement and is better than just a username/password combination. MFA takes your security to a whole new level.
What Is 2FA?
2FA adds an extra layer of security to the usual username/password combination. It requires users to provide a second authentication factor, typically something they possess, in addition to their password. Common examples include a one-time verification code sent via SMS, email, or generated by an authentication app like Google Authenticator or Authy. By requiring the combination of something known (password), along with something possessed (authentication factor), an additional level of security is provided.
What is MFA?
The strengths of Multi-Factor Authentication (MFA) take security a step further by incorporating multiple authentication factors beyond the customary two. These authentication factors can be categorized into three main types: something you know (password or PIN), something you have (smartphone or security token), and something you are (biometrics like fingerprints or facial recognition). MFA offers increased security as it requires multiple factors to be verified before granting access.
Is MFA Better than 2FA?
In terms of security, the more the better should be the correct mindset. MFA is a more secure method than 2FA, because a user must respond to more checkpoints, especially if authentication factors disperse through different access points that aren’t available online (like a token or security key) and require a physical presence. Proving user identity multiple times instead of just submitting items of proof twice (i.e., 2FA), lowers the chance of a breach and helps achieve security compliance requirements.
Implementing 2FA or MFA
Enabling 2FA and MFA is becoming a more and more accessible option across many platforms and services. The most popular websites, email providers, social media networks, and online banking institutions offer 2FA and/or MFA options. Users can typically find the necessary settings in their account security or privacy preferences. It is crucial to follow the provided instructions for setting up and managing these authentication methods properly. In an age where cyber threats are always rising, protecting our online presence is critical. 2FA and MFA have proven to be effective methods in safeguarding our digital lives. By implementing these extra layers of security, companies can enhance their defenses and protect their data and their clients’ data.
What About Your Outside Personnel Support?
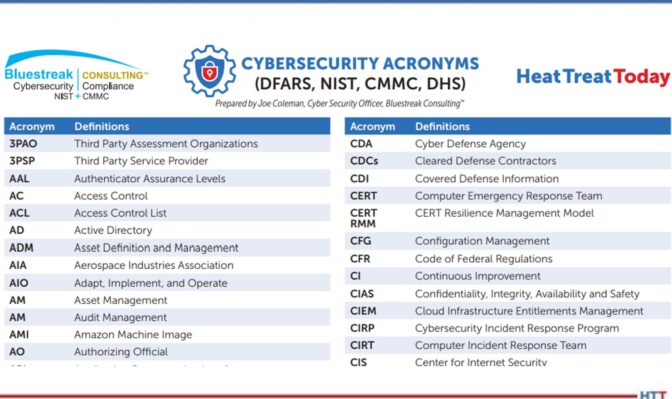
Click on the Image for a full list of Cybersecurity Acronyms
Many companies have outside vendor support, and maintenance personnel access their network and systems on a regular basis. For example, they may use VPN access that requires the user to “punch a hole” in the firewall, making it much more vulnerable to unauthorized access. Additionally, it is typically a configuration nightmare for your network and the IT folks to get it working properly.
There is a better way. Through much research and testing, we have found that BeyondTrust is a great tool to use to allow outside vendors secure access to the information they need to see without connecting to your network. It is currently used by 20,000+ organizations worldwide with much success and security. BeyondTrust also records their entire online session so you can see exactly what they accessed and did during the online session. Check out www.beyondtrust.com for more information.
About the Author:
Joe Coleman is the cybersecurity officer at Bluestreak Consulting™, which is a division of Bluestreak | Bright AM™. Joe has over 35 years of diverse manufacturing and engineering experience. His background includes extensive training in cybersecurity, a career as a machinist, machining manager, and an early additive manufacturing (AM) pioneer. Contact Joe at joe.coleman@go-throughput.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
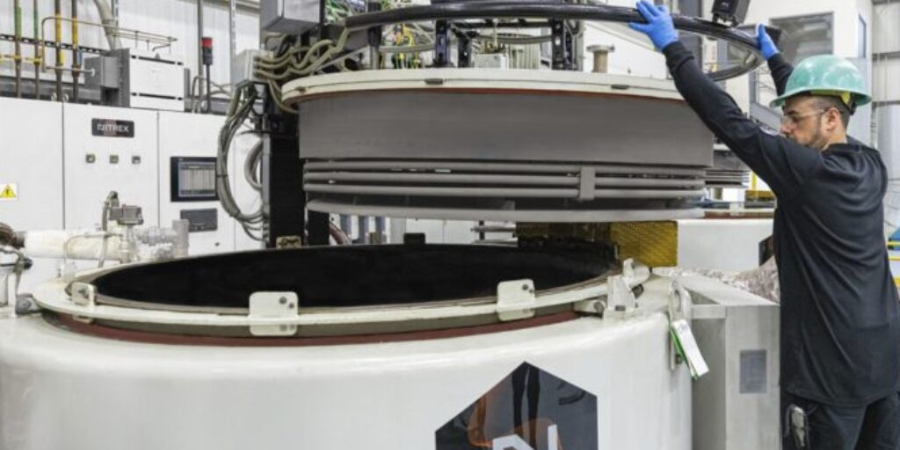
Castool Tooling Systems, a tooling provider to extrusion and die-casting companies, expanded its in-house capabilities with a nitrocarburizing system.
The new pit-type nitrocarburizing furnace, a model NX-1625 from Nitrex, is capable of processing large workloads of up to 6000 kg (13,200 lb.) with dimensions of 1550 mm (61”) in diameter and 2500 mm (98.5”) in height. The turnkey solution includes Nitreg®-C controlled nitrocarburizing and ONC® post-oxidation technologies, which can treat shot sleeves made of H13 tool steel while improving strength and longevity and preventing distortion when used in high-temperature and corrosive environments.
Nikola Dzepina
Account Manager
Nitrex
Source: NITREX
Commenting on the recent nitrocarburizing furnace, Nikola Dzepina, account manager at Nitrex, notes, "[Castool, a division of Exco Technologies] have been outsourcing nitriding to our heat treating services for many years and have been impressed with the quality of service and customer experience."
The large capacity furnace is part of a significant investment project that saw several furnace OEM suppliers collaborating to outfit the New Market, Canada, facility with various pieces of heat treating process equipment.
Find heat treating products and services when you search on Heat Treat Buyer's Guide.com
Exothermic gas undergoes a few metamorphoses from the time it is produced to the time it is cooled down after use. Explore the transformations that occur within the combustion chamber to discover the impact these phases can have on the heat treatment atmosphere of your workpieces.
This Technical Tuesday article was composed by Harb Nayar, president and founder, TAT Technologies LLC. It appears in Heat Treat Today'sAugust 2023 Automotive Heat Treating print edition.
Background
Harb Nayar
President and Founder
TAT Technologies LLC
Source: LinkedIn
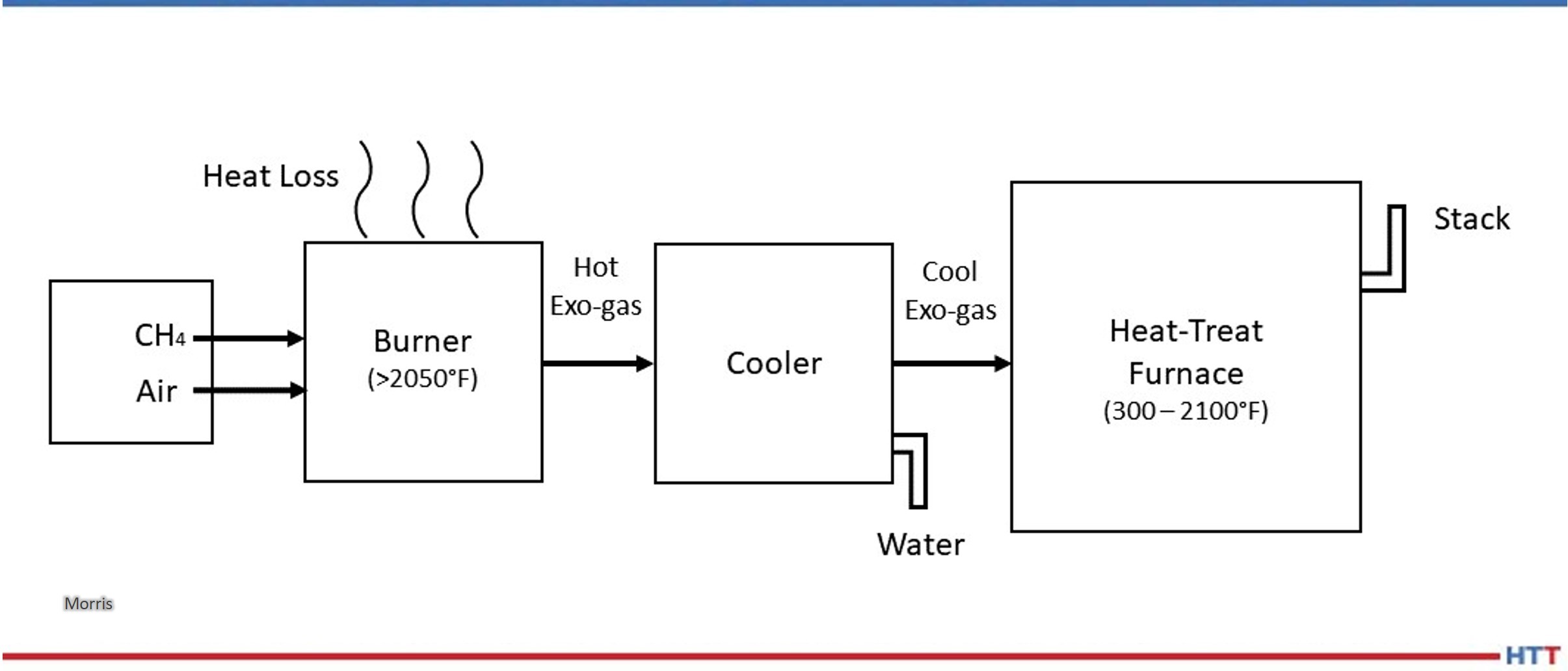
Exothermic gas, more commonly referred to as Exo gas, is produced by partial combustion of hydrocarbon fuels with air in a well-insulated reaction or combustion chamber at temperatures well above 2000°F. Immediately after they exit the combustion chamber, the reaction products are cooled down using water to a temperature below ambient temperature to avoid condensation. The typical dew point of the cooled down Exo gas is about 10°F above the temperature of the water used to cool down. The cooled down Exo is then delivered to the heat treat furnaces where it gets reheated to the operating temperatures between 300°F and 2100°F.
Contact us with your Reader Feedback!
A simplified schematic flow diagram of Exo gas production followed by its cool down below ambient temperature and its final use in heat treat furnaces is shown in Figure 1.
The following aspects of the Exo gas production are clear from Figure 1:
There is lot of energy lost out of the reaction chamber.
There is additional heat lost during cooling using water.
A good deal of water is used for cooling.
The cooled down Exo gas is re-heated to the process temperature in heat treat furnaces.
Exo gas has been predominantly used and is still being used as a source of nitrogen rich atmosphere for purging, blanketing, and mildly oxide reducing applications in the heat treat and metal working industries.
Figure 1. Schematic flow diagram showing Exo production, cool down, and its use.
Source: Morris, “Exothermic Reactions,” 2023
Examples of applications:
Brazing
Annealing
Hardening
Normalizing
Sintering
Tempering, etc.
Examples of materials:
Irons
Steels
Electrical steels
Copper
Copper-base alloys
Aluminum
Jewelry alloys
Examples of product sizes and shapes:
Tubes
Rods
Coils
Sheets
Plates
Components
Small parts, etc.
Exo is the lowest cost gas used in furnaces operating at temperatures above about 700°F to keep air out and provide a protective atmosphere with some oxide reducing potential to the materials being thermally processed.
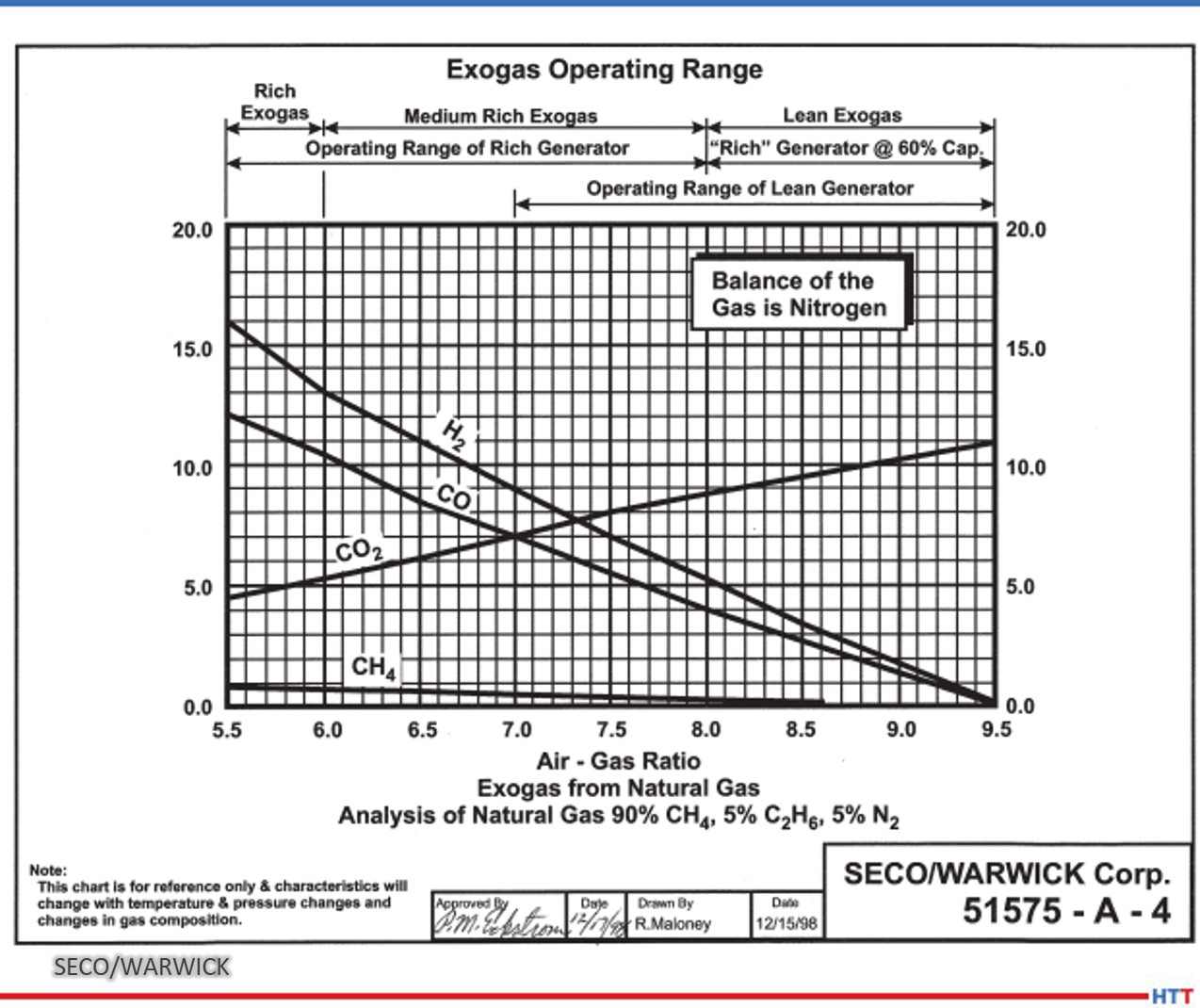
There are two types of Exo gases: lean Exo gas, with mostly nitrogen and carbon dioxide and very little hydrogen, and rich Exo gas, with a little less nitrogen and carbon dioxide and substantially more hydrogen and some carbon monoxide. Typical compositions are given below:
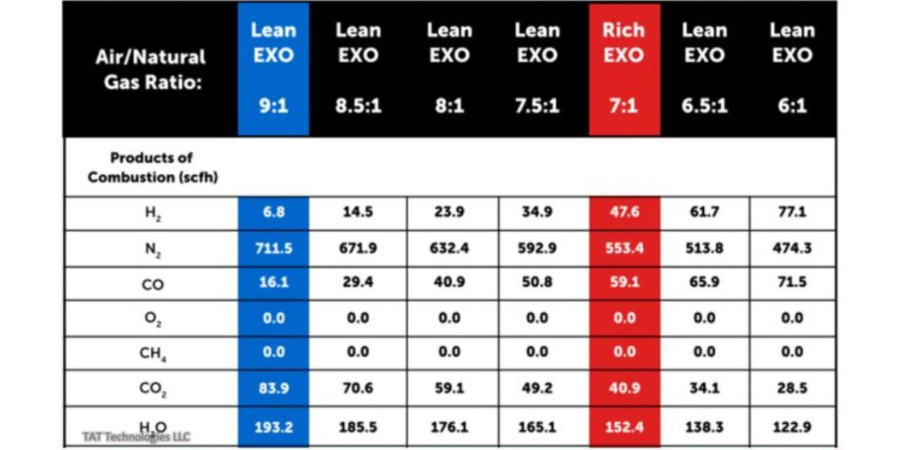
Figure 2. Exo gas operating range
Source: SECO/WARWICK
Figure 2 shows graphs of Exo gas composition at various air to natural gas ratios. H2, CO, and residual CH4 decreases with increasing air to natural gas ratio whereas CO2 goes in the opposite direction. H20 content not shown in the graphs is typically in the 2–4% range depending upon the temperature and cooling efficiency of the cooling system. N2 is the balance which increases with increasing air to natural gas ratio.
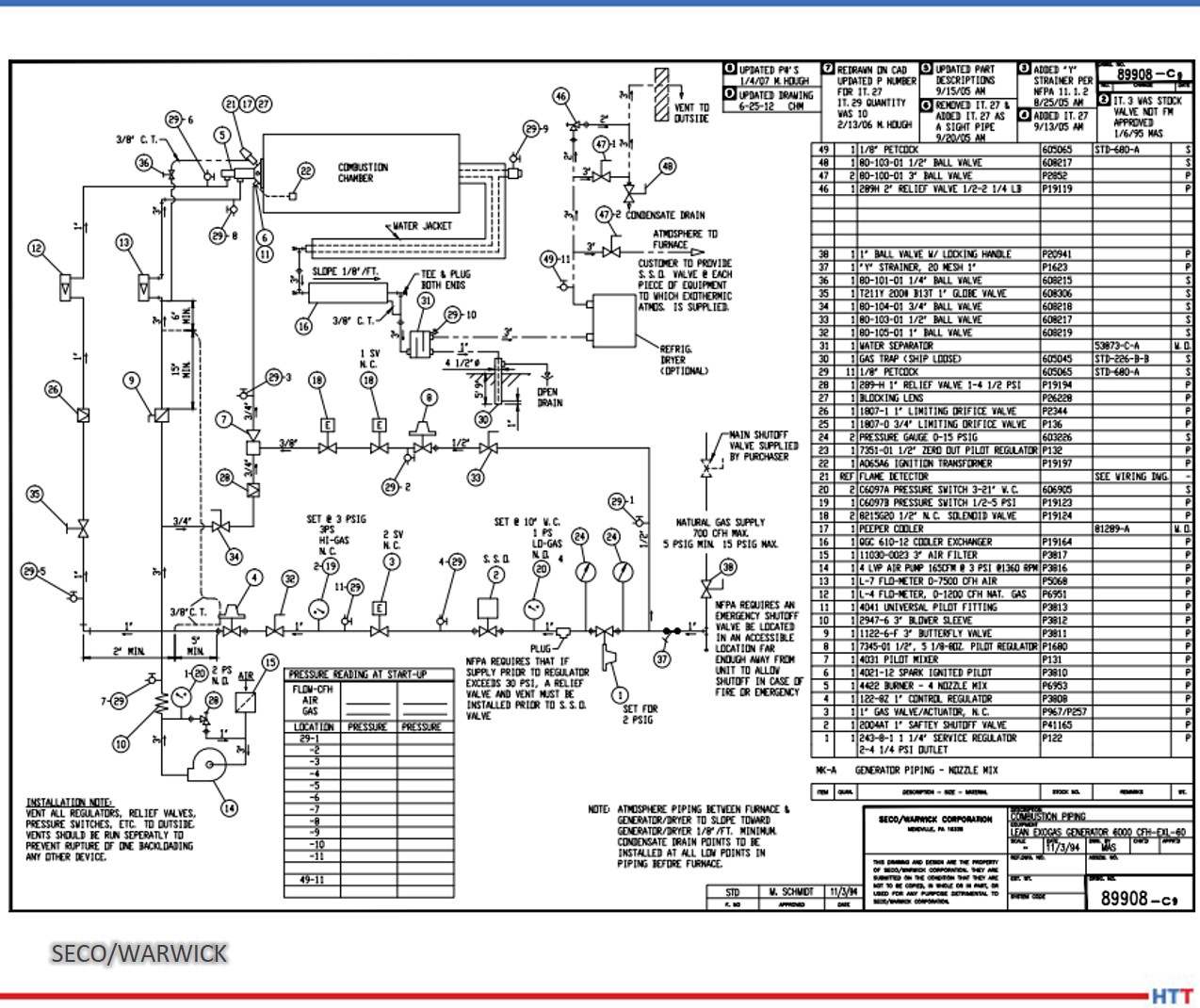
The generator designs to produce lean and rich Exo gases are slightly different as shown in the schematic flow diagrams below in Figures 3 and 4.
Objective
This paper will demonstrate a simplified software program (harb-9US) developed recently by TAT Technologies LLC that can easily calculate the reaction products composition, temperature, exothermic energy released, various ratios, and final dew point for various combinations of air and fuel flows entering the reaction chamber at a predetermined temperature and pressure.
The data presented in this paper is under thermodynamically equilibrium conditions only, captured when the reaction is fully completed. It does not tell how long it will take for the reaction to reach completion. However, it can be safely said that reactions are completed relatively fast at temperatures above about 1500°F and very slow at temperatures below about 1000°F. The current software program uses U.S. units: flow in SCFH, pressure in PSIG, temperature in degrees Fahrenheit, and heat as enthalpy in BTU.
The composition of the Exo gas for a fixed incoming air to hydrocarbon fuel ratio changes from production in the combustion chamber to the cool down equipment to bring the Exo gas to below the ambient temperature and finally into the furnace where the material is being heat treated.
Understanding the changes in gas composition from Step 1 (Production in the Combustion Chamber) to Step 2 (Cool Down to Ambient Temperature) to Step 3 (At Temperature of Heat Treated Part) can help to improve the composition, quality, and control of Exo gas that will surround the metallic products being heat treated in the furnace.
Step 1: Composition of Exo Gas as Produced in the Combustion Chamber
Table A shows the Exo gas compositions as generated within the combustion chamber at various air to natural gas ratios supplied at 100°F and 0.1 PSIG. In these calculations natural gas composition is assumed as 100% CH4 and air is assumed as 20.95% oxygen and balance nitrogen. CH4 is fixed at 100 SCFH and air flow is varied to give air to natural gas ratios between 9 and 6. Typically a ratio of 9 is used for lean Exo and 7 is used for rich Exo applications. Other ratios are used in some special applications.
Table A: Exo gas compositions in reaction chamber based on 100 SCFH of CH4 with air 900, 850, 800, 750, 700, 650, and 600 SCFH to give air to natural gas (CH4) ratios of 9, 8.5, 8, 7.5, 7, 6.5 and 6 respectively. Air and natural gas (CH4) are at 100°F before entering the combustion chamber.
Source: TAT Technologies LLC
The following key conclusions can be made from Table A as one moves from air to natural gas (CH4) ratio of 9 down to 6:
The peak temperature in the reaction chambers goes from a high of 3721°F down to low of 2865°F. Because of high temperatures, good insulation around the combustion chamber is a must. A significant portion of the exothermally generated energy within the reaction chamber is lost to the surroundings.
There is no residual CH4 in the Exo gas composition at these high temperatures. There is no soot (carbon residue) under equilibrium conditions.
H20 content in the natural gas (CH4) gas in the reaction chamber is very high — from high of 19.11% to low of 15.87%. These correspond to dew point 139°F to 132°F — well above the ambient temperature. Because of the very high dew point, the Exo gas coming out of the reaction chamber must be cooled down below the ambient temperature to remove most of the H20 in the Exo gas to avoid any condensation in the pipes carrying the Exo gas toward the furnace and into the
furnace.
H2% changes significantly from 0.67% to 9.96%.
The oxide reducing potential (ORP) as measured by H2/H20 ratio changes from a very low of 0.035 to 0.628. ORP in the reaction chamber is overall quite low because of high percentage of H20.
Nitrogen content varies from 70.34% to 61.26% of the total Exo gas in the reaction chamber.
Exothermic heat generated varies from 95.3 MBTU to 54.34 MBTU — it gradually becomes a less exothermic reaction. Gross heating value of CH4 (at full combustion) is 101.1 MBTU/100 cubic foot of CH4.
Question: What happens to the composition of Exo gas as it cools from peak temperature in the combustion chamber to different lower temperatures after it exits from the combustion chamber?
Answer: It changes a LOT, assuming enough time is provided to reach its equilibrium values during cooling down to any specific temperature. Whenever there is a mixture of gases, such as CH4, H2, H20, CO, CO2,O2, N2, there are a variety of reactions going on between the constituents in the reactant gases to produce different combinations of gas products and heats (absorbed or liberated) at different temperatures. The most popular and well-known reactions are:
Partial Oxidation Reaction: CH4+ 1/2O2 → CO + 2H2 — exothermic. The reaction becomes more exothermic as O2 increases from 0.5 to 2.
Water Gas Shift Reaction: CO + H20 → CO2 + H2 — slightly exothermic. It usually takes place at higher temperatures faster. A catalyst in the reaction chamber can help to lower the high temperature requirement. There are many catalysts. Commonly used are either Ni or precious metals.
CO2 Reforming Reaction: CH4 + CO2 → 2CO + 2H2 — endothermic.
All of these reactions have different degrees of influences from changes in temperature. One could say that the final equilibrium composition of the Exo gas is a continuously moving target as temperature changes. Only the N2 portion stays constant. One can make the following generalized statements covering a broad range of Exo gases (lean and rich) in the reaction chamber:
a) N2 content does not change. It remains neutral at all temperatures.
b) H2 content decreases with increasing temperature.
c) H20 (vapor) content increases with increasing temperature.
d) CO content increases with increasing temperature.
e) CO2 content decreases with increasing temperature.
f) Residual CH4 decreases with increasing temperature.
g) Soot decreases with increasing temperature.
h) Catalysts facilitate the speed of reactions at any temperature.
Conclusion
Exo gas composition changes during its time in the combustion chamber. Reaction products composition, temperature, exothermic energy released, various ratios, and final dew point are all items that need to be taken into consideration to protect the metallic pieces that will be heat treated in the resulting atmosphere. Part 2 will demonstrate this principle and discuss Step 2 (Cool Down to Ambient Temperature) and Step 3 (At Temperature of Heat Treated Part).
About the author:
Harb Nayar is the founder and president of TAT Technologies LLC. Harb is both an inquisitive learner and dynamic entrepreneur who will share his current interests in the powder metal industry, and what he anticipates for the future of the industry, especially where it bisects with heat treating
It’s an honor to work with you, the members of the heat treat community. We hope you have a wonderful weekend including the Labor Day holiday. Remember to take some time for rest, refreshment, and a recharge for the good work you all do!
A vertical vacuum furnace is heading to a company that provides repair and maintenance services for jet engines. The system has been designed to carry out clean brazing processes in high vacuum, ensuring protection of the treated part surfaces. The solution will be used to process jet engine components.
The system will improve production processes and significantly increase the commercial heat treater’s efficiency. "The vertical vacuum furnace is the answer to the challenges of annealing and brazing larger aviation components . . . the cooling system provides precision cooling rate control for the parts in process," explains Maciej Korecki, vice president of the Vacuum Segment at SECO/WARWICK Group, a heat treat technologies company with North American locations.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Keeping your heat treat equipment cool is as critical as it is an oxymoron.
If you have old cooling systems or are looking to purchase new ones, hear from Matt Reed, director of Sales and Technologies at Dry Coolers, as he shares purchasing considerations, maintenance, and latest technologies with Heat Treat Radio host, Doug Glenn.
Attend a digital field trip, as Matt Reed gives a tour of some equipment in action. Finally, listen in as we reflect on 100 episodes of Heat Treat Radio!
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback!
Doug Glenn: Well, welcome everyone. We’re back to another episode of Heat Treat Radio. This is going to be a “cool” episode — pardon the pun! We’re going to be talking about furnace cooling systems.
When everybody thinks of furnaces, they think of heat. Probably one of the even more important things is keeping the equipment cool, as well as potentially cooling parts. That’s not so much what we’ll talk about today (part cooling), but it’s keeping equipment cool.
With us today is a cooling expert out of the North American heat treat market, Matt Reed from Dry Coolers, Inc.
Matt, first off, welcome to Heat Treat Radio.
Matt Reed: Thank you for the opportunity.
Doug Glenn: I’m really looking forward to talking with you!
I want to cover some basics, just to give our listeners a sense of where we’re going. Let me just run down through what I’m hoping that we’ll cover today: First, we’re going to talk just a little bit about you, Matt, and your company so people know who you are and how long you’ve been in the industry.
We’re going to do a very high level look at: What are cooling systems and why do we need them? It’s a very fundamental thing, but there may be some people that need to know that information.
Then, we’re going to talk about: If we need to purchase a cooling system, what are the questions we should be asking?
Next, the ever pervasive and always a thorn in our flesh: maintenance issues. These things are not maintenance-free. Briefly, what are some of the signs that maintenance needs to be done, etc.?
Finally, if we have time: we will explore some of the newer developments in cooling systems.
Meet Matt Reed (02:12)
Matt Reed
Director of Sales and Technology
Dry Coolers
Source: Dry Coolers
Doug Glenn: Matt, again, welcome. Could you give our listeners a sense of who you are, how long you’ve been in the industry, and why you’re qualified to talk about cooling systems?
Matt Reed: Thank you, Doug. I have been at Dry Coolers for 28 years, and when you invited me to speak about this, I really had to think about it. It’s been 28 years! By default, I have so much experience that I never knew that I had!
Doug Glenn: Exactly. It’s amazing how quickly it goes.
Matt Reed: Eight years before coming to Dry Coolers, I was at another corporation. But I’ve been in heat transfer and design and thermodynamics and dealing with that side of the engineering forever. I love it. I love working with the customers.
Doug Glenn: What is your role at Dry Coolers, right now?
Matt Reed: I am the director of Sales and Technology which is a title. Really, I’m overseeing a lot of the engineering, the design. The best part of my job is talking to customers and sorting through what works for them, how we can solve their problems.
I thoroughly enjoy it. And Brian and Margy Russell, the owners of Dry Coolers, allow me to do that.
The Basics of Dry Cooling Systems (03:37)
Doug Glenn: Let’s talk just a bit, on a very elemental level, cooling systems. What are they, and why do we need them?
Matt Reed: Right. When you started this interview, you said, “Cooling, you know, it’s cool, or whatever.” It’s funny because Dry Coolers has a logo that we love, “Dry Coolers. Keeping it cool for 30 years.”
Furnaces are our core market as well as our first love. Brian saw an opportunity, saw a problem in the industry and said, “Hey, I can solve this.”
Vacuum furnaces, around the 1960s and 1970s, when they were being developed, focused on heat treating materials. Cooling is required because you’ve got these inner walled jackets in the furnace, jackets in the heads, you’ve got diffusion pumps, mechanical pumps — all these ancillary pieces of equipment that require cooling.
Originally, you could use city water and flow city water right through the furnace. Customers soon find out that that’s a lot of water consumption, so the next step was to look at an evaporative cooling tower. You start recirculating evaporative cooling tower water directly through the furnaces.
Evaporative Cooling Tower: cooling is done by evaporation
Source: Dry Coolers
For those of you that don’t know what an evaporative cooling tower is — not to get into too much of the detail here — but cooling is done by the process of evaporation. Water circulates through this tower on a roof or outside, and a small portion of that water is evaporated to produce cooling.
Let’s say you’re flowing 100 gallons a minute through a furnace. 100 gallons a minute goes through that cooling tower, and one gallon a minute is evaporated to reject heat. Now you’ve got 99 gallons a minute coming back. Now you’ve got to make up 1 gallon of water from the city water. You keep recirculating. As water evaporates, it’s just like boiling a pot on a stove — you keep boiling that pot, filling it back up and you’re going to end up with calcium and you’re going to have scaling on the inside. This is what’s happened to furnaces. It runs great for a couple of years, and then you start getting hotspots.
A lot of the old furnaces that are out there have had a rough early history because of open tower water. You had to be really diligent with your water treatment, bleeding water off from the system, adding water treatment chemicals to keep the jackets clean, and things like this. Brian saw that as an opportunity in 1985 and said, “Hey, let’s close it up. Let’s take these open water systems and recirculate them in a closed loop to protect these furnaces and stop all the scaling, all the buildup, and all this kind of stuff.
Our primary job has been trying to guide customers into what would be an appropriate closed-loop system for them whether for old furnaces or new furnaces.
Doug Glenn: Let me ask you this question: What parts, primarily, on the furnace, are we worried about cooling? I know in a vacuum furnace, we’re talking about essentially the entire shell, assuming it’s a cold-wall furnace, meaning it’s being cooled. What other things are typically cooled?
Matt Reed: They are all very important, but the shell is a big user. If you were to put 100 gallons a minute into a furnace, a large portion of that water is going to circulate through the jacket. The furnace has an inner wall and an outer wall; it’s a big annulus. Imagine you’ve got two cylinders inside of each other. That annulus is full of water, and it constantly circulates.
The other pieces of that furnace could be a diffusion pump. The diffusion pump is especially sensitive. It likes to run cool; it has small passages. If there are any flow issues or particles or debris in the system, boy, that’s one of the first places customers have trouble with plugging. Feedthroughs, mechanical pumps — these are all other ancillary.
Another big user is the quench coil or the fan. In a vacuum furnace, you’ve got a fan mounted on the back or alongside the furnace, and there is a heat exchanger inside the furnace that allows that furnace to quick-cool. We specialize in looking at the size load in a furnace and the period of time the load needs to be cooled in order to create the material property. We can guide the customer in selecting a system that would work.
Fan helps the furnace to quick cool
Source: Dry Coolers
Doug Glenn: Right. We’re talking about high pressure gas quenching there.
Matt Reed: Yes.
Doug Glenn: I’m assuming you guys do more than vacuum furnaces. I know in a lot of atmosphere furnaces, let’s say, or air furnaces, there are potential cooling opportunities: door seals, fans, cooling jackets for continuous furnaces, etc.
Questions To Ask When Considering a Cooling System (09:33)
DougGlenn: I’m sure you’ve got a lot of people calling you and asking you for systems. Let’s just talk about some basics. What are some of the questions that you need answered from a customer who would call in and say, “Listen, I need a cooling system” or “I think I need a cooling system.”? What do you need to know about the system in order to size the thing, or what type, even, to purchase?
Matt Reed: Flow is the first thing that we need to know. Through the furnace supplier or some other means there would be some information on what that flow requirement is, and we have a lot of that information here at Dry Coolers.
We also look at location. Somebody in Tulsa will need a different cooling system than somebody in Vermont. We know that in certain parts of the U.S., (LA, for instance), there might be water requirements. The cooling requirements in one location are very much different from another.
Some environmental regulations restrict water usage. You can’t discharge water; you can’t have a cooling tower because you’re going to have to haul your water away if you have to discharge anything. We look at the options. Very often, we go with a dry cooler.
That’s our namesake which, I really haven’t talked about. “Dry cooling” is essentially our version of an air-cooled heat exchanger with fans and a radiator that exchange heat directly with the ambient air. There’s no water usage; we fill it with glycol for freeze protection. Our happiest customers use this kind of a product because it just protects their furnace forever.
Doug Glenn: Let’s talk about Dry Coolers. What is the namesake? Why do we call it that?
Saguaro cactus, the "perfect brand label for Dry Coolers"
Source: Unsplash/dborisoff
Matt Reed: It’s funny because Dry Coolers is a cactus, right? If you’ve ever seen Dry Cooler’s logos at the shows or anything, we’ve got this cactus. Brian can tell this story, but there was a period of time he lived down in Arizona and realized that the saguaro cactus was a perfect brand label for Dry Coolers. Our office is not in Arizona, it’s north of Detroit, but it is a cactus logo!
I want to say half of our business, or more, in terms of heat treating, is cooling using air-cooled heat exchangers directly cooling the furnaces using glycol water.
Imagine your car radiator filled with glycol. You just don’t have to worry about the interior of that engine anymore because it’s cooled. That is what we’re doing with vacuum furnaces.
Now, we have to be careful about temperatures. If you’re in southern Texas (or it could be Alaska, these days), temperatures get extremely high. Your water temperature, your glycol temperature, is going to go up. We need to address sensitive parts on the furnace — the diffusion pump or feedthroughs or whatever — and make sure the solution that we have for this furnace is going to be appropriate.
We are very pleased with the development of our air coolers.
Maintenance Issues and Solutions (13:18)
Doug Glenn: Let’s talk a little bit about maintenance of these systems because that is always a sticking point. What are the signs that your system is probably going to be needing some sort of maintenance?
Matt Reed: I want to talk about two different types of cooling systems. These are the main types of systems that we build. One is a closed-loop evaporative system where we’ve got the open tower which originally everybody used, but now we’ve put a plate heat exchanger in between. Now we’ve got one loop that’s for the furnace that is closed, and then we’ve got another loop that’s outside for the cooling tower water. That’s one.
The other system I want to talk about is our air-cooled system, but let’s do the ugly one first. The ugly one is the evaporative system. The first signs of issues are hotspots on a furnace. An operator knows: My water temperature is getting high. Feel the bottom of your furnace, feel the upper side of the jackets. If you’re starting to get heat down below, that means you’re getting sediment built up in that furnace. This is a very early sign of water troubles in a lot of vacuum furnaces. In older furnaces, you’ll see cutouts in the jackets where it has been cut out, so they can get in there and rod it out, clean it out, and then weld it back together.
For an evaporative tower system, with a closed loop, you’re generally well protected on the furnace side. Essentially, you have a clean loop side for the furnace that circulates water, and you have treated water in that side. For the most part, once it’s treated and started and running — it’s good. There is very little maintenance needed on that side of the furnace. The furnace is protected.
The cooling tower, however, is exposed to the outside air. It’s always scouring the air for any dust/debris, so the plate heat exchanger gets clogged up. You start losing temperature. It could be every year, every few years, but that heat exchanger must be cleaned. A customer calls because they’re not getting enough cooling; they’re getting too warm. More than likely, the plate heat exchanger is losing flow and needs to be cleaned.
Doug Glenn and Matt Reed discuss cooling
Source: Heat Treat Today
Now, with the other side of the cooling tower, 1% of the water usage (as a rule of thumb) is evaporated in the process of evaporation. You’re always making up water. To keep that water in balance — without going into too much detail on water treatment — what happens is you have to bleed water off of that loop and then make up water in order to keep the solid’s concentrations at a level that they don’t plate out on your heat exchangers.
This was always a balancing act with the furnaces. You have a water treatment supplier that you really need to monitor this stuff. The problem here, that we found, is that maintenance crews are becoming less and less available, experienced, or knowledgeable. You’ve got a lot of attrition and then, all of a sudden, people see, “How come we’re bleeding water off this? This is just wasting money, over here, just shut that valve!” and think everything is fine.
Imagine you’re evaporating one gallon out of every hundred gallons a minute. After an hour, you’ve just evaporated 60 gallons. It really adds up. Now you look at it and say, “Oh my gosh, I’ve evaporated the entire volume of water in that cooling tower, twice a day, in order to keep up with the heat cooling requirement.” Do you know what I’m saying? Boy, you really must be on it.
In a matter of a few days of turning off that valve, you will start scaling up. You’re going to start seeing crud on the cooling tower and, unfortunately, that all accumulates in the hotspots in the system. Your plate heat exchangers will get fouled up — that’s where most of the minerals will drop out is on hot surfaces, warmer surfaces. The worst case would be if you’re circulating this water directly through a furnace, those hotspots are on the jackets, and that’s why we see that.
Cooling towers are kind of necessary for large water systems. Our internal guide is if you’ve got 300–500 gallons a minute of cooling required or above, you probably need a cooling tower just because of the amount of cooling that’s required. Anything below that, you really should be looking at air-cooled. It’s usually more cost effective, has a smaller footprint, it’s excellent for winter use and summer use, it’s just the way to go.
As far as maintenance with an air-cooled system, there is only one thing you must do — clean the fins.
Doug Glenn: Because of things that may be coming from the air that may be clogging it up?
Cottonwood fluff from trees can clog the system.
Source: Unsplash/nionila
Matt Reed: Yes. It could be cottonwood fluff or bags or whatever is in the area that wants to get sucked underneath it. We need to either add filters, or we need to periodically clean those air coolers.
With an air-cooled system, usually the comment is, “I’m getting hot.” That usually means the air cooler needs to be cleaned.
Doug Glenn: Is the closed-loop portion of the air-cooled systems glycol?
Matt Reed: Yes.
Doug Glenn: So, glycol is in the furnace, running around cooling the furnace, and comes out and goes through the inside of the air fin where the air is being pulled in or pushed over (whichever way the air is going) it cools the glycol, and then back. I know with water systems — especially open loop, but probably even with closed loop water systems, if there is such a thing — you’ve got to monitor the water. With glycol, are there any concerns? I mean, how long does the glycol last, or is it “ad infinitum”?
Matt Reed: You know, how often do you check the coolant in your car?
Doug Glenn: Not very often.
Matt Reed: I would like to say, “Oh, yes, you need to regularly check this,” but you kind of don’t! The glycol, now that you’ve purchased, will have inhibitors in it. You can, periodically, take a sample and have it checked to make sure that it still has the proper amount of inhibitors. Essentially, if you had to add more inhibitor, it’s a matter of adding more of this chemical to the existing glycol. You don’t have to pull the glycol all out, right? It’s a pretty minor thing.
Let’s say a company gets sold, or a furnace gets sold. The furnace shows up at a new location, and it is pristine. That was a glycol system. There was glycol in that furnace. You look in there and say, “Oh my gosh, this is clean,” like the day it was first bought. That’s the beauty of the air-cooled system.
The other thing is, air coolers are often put on roofs, and they’re kind of forgotten. A lot of times it’s the last thing to be maintained, and that’s okay because they really are simple devices. The fact that they get forgotten about sometimes suggests that they don’t need a lot of attention. Our happiest customers — honestly, and I’m not selling you the business here — have air-cooled systems. We like it for that reason too. It’s very robust.
Doug Glenn: If you’re needing 300–500 gallons per minute or over that, you’re going to tend towards an evaporative system. When we’re talking about the air-cooled stuff, completely closed loop — as far as the liquid goes — that’s going to be less than 500 gallons per minute, less than 300 gallons per minute?
Matt Reed: To be clear, we have customers that have 1000 GPM systems, and they are air cooled. Those customers have 10 air coolers in a bank. We have customers that say, “Oh, no no, they are strictly air cooled. We’ll take those 10 air coolers because they are zero maintenance, and they’re very energy efficient.”
One of the big motivating factors is electricity. In some locations in the United States, it is very expensive. All of our air coolers have variable speed fans. In the wintertime or when it’s 40 degrees outside, you might have 24 fans, but only four of them are running. They ramp up and down to regulate temperature. You’re directly cooling that glycol with the ambient air, so when it’s cool outside, boy, you’re just as energy efficient as you can be. It’s terrific!
On the flip side, if you have an evaporative cooling tower, in the winter, you’re always running water outside. It’s splashing down, and you get a little bit of mist coming out that creates icicles. Now you’re getting either rooftops or parking lots with ice on them — this is not uncommon. The cooling tower that you use needs to have very low drift and things. We deal with them.
Doug Glenn: There are more considerations.
Matt Reed: Yes. If you’re 300 GPM or less, even if you’re in Mississippi — some place hot or muggy — we’re going to look at it. We’re seeing more and more customers, further south, using our air-cooled heat exchangers, in these applications, just to get away from water usage.
Doug Glenn: For manufacturers who are doing their own in-house heat treat, who have maybe a variety of different furnaces, do you tend to find that they are using one system per furnace, or are we typically combining systems and have a building-wide cooling system? What are the considerations there, Matt?
Matt Reed: Usually it doesn’t start out that way. A customer buys one furnace and then another one or two more, and so you end up with — oh, we’ve got one here, we’ve got one here and we’ve got one here. We have had customers with 10 furnaces and 10 water systems, and it takes up so much floor space. There is some regret on the part of the customers for having to maintain 10 different cooling systems.
Yes, in an ideal world, we would definitely be looking at a central system where you would have your built-in redundancy, and you would only use as many cooling systems or fans as needed.
Whether a furnace is running or not, oftentimes the water system is let run. An operator will just let it run. Even if it’s out of cycle, while it might not be fully cooled, the water is just left running. All of these systems could be running, but they are not producing. That’s really wasting energy. A central system allows you to take the entire plant load up and down more efficiently. Ideally, we would want to look at central systems.
Doug Glenn: And you can control the output of that central system just the same as you can for an individual system, always keeping the outlet glycol at a certain temperature, I assume?
Matt Reed: Yes. In fact, I think, even a little bit better. If you’ve got 10 furnaces, operators can’t load all 10 furnaces at the same time, so they’re never in cycle at the same time. You get this diversity. You might have one furnace going into quench, for example. A large system really kind of evens that all out; it runs pretty efficiently.
Latest Developments in Cooling Systems (26:48)
Doug Glenn: Before we wrap up, some questions about some of the latest developments. We have talked about some considerations when we want to buy new equipment. We have talked about some of the maintenance and some basic maintenance things. What are you seeing as far as new developments in this area? Are there new products, processes, materials that are being used to design these systems, or how they’re used?
Matt Reed: We’re seeing more and more air-cooled systems being installed. When I started 28 years ago, a lot of them were evaporative cooling towers and a little bit of air coolers. It was a little bit of both and a little bit more cut and dry. Now we are seeing more and more customers requiring variable speed drives per pump. Now, our default is variable speed drives on all fans. If you buy an air cooler from us, it will have drives that will just ramp up and down to match your load; it’s really efficient.
We’re seeing a lot more requests for adiabatic air cooling, where you’re using an air cooler but you’re providing a little bit of a mist assist on a hot day to knock the edge off of that. When there is a 100-degree day, turn the misting on. We are precooling the air before it goes through the air cooler.
Doug Glenn: I’m assuming you can only do that in some geographies because that doesn’t work so well wherever it’s humid.
Matt Reed: That’s right.
Those are the big areas. A lot of facilities have less and less maintenance people. There is a lot of attrition, and we’re losing a lot of experience, unfortunately, in maintaining these facilities.
In the past five years, we’ve been on this development kick on our ABI series air coolers that led to the variable speed fans, leaning more and more towards maintenance. The main area where we see our air coolers needing assistance is those climates/locations where you’ve got cottonwoods. You need filters for the air coolers, and how do you clean them easily? We’ve made some developments on our air cooler that allow us to slide our fan out of the way. A wand gets down in there to clean out, to spray in some foam detergent to clean out the units. There are some features that we’re adding to these units to make it easier to maintain. They’re pretty easy, really.
Doug Glenn: Has the focus on sustainability and green technologies affected you guys, at all? I’m thinking, primarily, are we seeing more companies moving to vacuum furnaces and therefore that affects the number of units you guys are putting out? Are you seeing anything in the sustainability area that is impacting your business?
Matt Reed: I think Dry Coolers has been perfectly positioned for that. I think we’ve been environmentally friendly and focused on the environment right out of the gate. The whole closed loop idea with air coolers falls right in line with minimal emissions, minimum discharge to your water, to your environment, storm drains, etc. I think that we’re in a good position there.
From a trend standpoint, this is something that Brian and I have discussed many times. Brian is convinced, and it’s true, that people really want to move away from cooling towers. The choice is going to be: Do you get an air cooler or a chiller? It’s all closed loop; there is no evaporation, there is no water treatment and there is no discharge and all that. These two pieces — a refrigerant chiller and an air cooler — are the two main selections. We’re seeing a lot more chillers being purchased, at the expense of electricity, because chillers consume a lot more electricity. Air coolers are much more favorable from an energy usage standpoint and therefore for the environment.
We’re seeing combinations where we use a chiller in the summer during the heat, but we’ll use an air cooler the rest of the year. We call it a hybrid system where a customer really must have 85 degrees, but they only want to use a closed loop air cooled system with glycol. Okay, air cooler 90% of the air and here’s the chiller, for a small portion of the year, to take the edge off the heat — zero water discharge.
We’re able to be creative like that and work with the customer’s footprint, their location, etc.
Doug Glenn: Are you seeing any, let’s say, closed-loop monitoring of equipment? For example, on your fans — fan vibration on your air cooling systems — are you seeing any of that going on, as far as helping with maintenance?
Matt Reed: I will tell you, we’re seeing a lot of requests for link-IO. I know that’s a very specific term, but this is where we take our instrumentation off our cooling system and we tie it into this central link or ethernet hub. There is no PLC, there is no HMI, but now we’ve got temperatures, pressures, flow, level — whatever critical measurements a customer wants — and boom, here it is. Now, they can take it directly back to their building management system.
I’m floored by how many customers want that, and they just buy it. That’s a much easier solution for us to provide than a full-blown PLC or custom PLC for every customer. Every customer is a little different — this building management system is Siemens, this one’s CompactLogix, or whatever — you’re dealing with all these different networks and things.
I’m fortunate enough to not have to get into that nitty-gritty. Dry Coolers has an awesome team. I didn’t mention it, but we’ve got 65 employees now. When I started, there were five of us. I’ve got nine engineers, I’ve got so many designers and electricians, and it’s just fun. It really is. I’ve got so many experts in all these different spots that are liking what they do — it just makes the day go by.
Doug Glenn: That’s great!
Thanks for being with us, Matt.
Matt Reed: Thanks for the opportunity. This was fun.
Supplemental "Field Trip" for Tips on Air Coolers (36:05)
Join Matt as he gives some live-action tips on how to check air coolers to ensure they are plug free and working properly.
Matt Reed: I wanted to show you our air-cooled heat exchanger. These are very helpful tips for your commercial heat treaters. If they’re walking around the unit, trying to find out if it’s clean, how it’s working, there are some easy things that they can do.
Here’s what I would like to share with your audience: If the fans are working well, that air is coming straight up and out. If it’s dirty, if the fin surface is dirty and it’s having a hard time moving air, that air is going to want to push out to the side.
This fan does not get as much of the out-blowing as you do on our legacy unit. We have a lot of customers with a different style fan. Boy, that air will really push out to the side, if your coil is dirty.
Now, it’s not easy to crawl underneath there and check your fins. And it might look like the fins are clean and your guy might have said, “Yes, it’s clean. I just cleaned the air cooler.” I’m telling you, if your air is pushing out the side like this, it’s still dirty.
Matt Reed gives tips on air cooler maintenance and checks.
Source: Dry Coolers
So, what do you do if it’s dirty? We have a bulletin that we can send to you, but here is the short version of it: For this air cooler, you would unbolt these bolts on this fan and you would prop it up with a 4x4 or something so that you can get underneath it. You can blow out with air or a gentle spray of water or you can use a there are different refrigerant or evaporator foaming solutions you can spray with a wand in there and the foam will push out any dust and debris, cottonwoods or whatever has been sucked into it. It makes a huge difference.
You want the air cooler to run as close to ambient as you can. If it’s dirty, you’re wasting energy. It’s way better for your process to run as cool as possible.
Let’s check one other thing: That’s the air cooler. Compared to a cooling tower, that’s like nothing. There is very little maintenance. These are usually sitting on a roof and you kind of forget that they’re up there and running. But they do get dirty and they have to be checked.
Here’s the other thing: These are the inlets. Now, this is a new unit, and of course this would all be hooked up to your process. So, your inlet is on the top going in, and your outlet is on the bottom. You should be able to put your hands on here and feel a difference. It should be warm coming in and cool coming out. The thing you want to look at is if you’re 60 degrees outside, you should be able to make 70 degrees coming out of this process. If it’s really warm, that’s another indicator that you’ve got a dirty heat exchanger coil.
We usually size these or design these so that you can get within five to 10 degrees of whatever the ambient is. Again, it’s 90 degrees outside, you should be getting 95 – 100 degrees feeding your equipment.
Heat Treat Radio's 100th Episode! (38:47)
Milestone 100th episode. Thank you for all the support!
Source: Heat TreatToday
Celebrate this 100th episode with us and listen to Doug reflect on his past seven years of Heat Treat Radio leadership….
About the expert:
Matt Reed (P.E.), director of sales and technology at Dry Coolers, Inc., graduated Michigan Tech in 1987 where he met his wife, Carol. They moved to Ohio to work for B&W/McDermott for 8 years. He started working with Brian Russell at Dry Coolers, Inc. in 1995 building closed-loop cooling systems for furnaces. Back then, the company had about 5 employees. Today they have 65 employees and build cooling equipment for a wide range of industries. Matt thoroughly enjoys working with customers and colleagues in the heat treat industry and is happy to share his experience with our readers and listeners.
The rise of electric vehicles (EVs) is changing the automotive manufacturing game, and laser heat treating could be the new MVP. Learn how laser heat treating is reducing cost, improving time to market, and limiting distortion.
This Technical Tuesday article was composed by Aravind Jonnalagadda (AJ), CTO and co-founder, Synergy Additive Manufacturing LLC. It appears in Heat TreatToday’sAugust 2023 Automotive Heat Treatingprint edition.
The electric vehicle initiative and the efforts of automakers to overhaul their current vehicle lineups with electric offerings has many automakers and technology corporations rethinking automotive engineering to the most minute detail of manufacturing. The modern automotive industry not only affects automakers, but consumers, who will also transition into a diverse new market of emerging technologies. Deloitte Insight estimates that by 2030, EVs will account for 31% of total market share for new car sales. Per the report, the worldwide market for new EVs is expected to swell from 2.5 million in 2020 to 11.2 million in 2025 to 31.1 million by 2030 (Woodward, et al., “Electric vehicles”).
With a surge in demand for new EVs, OEMs are racing to bring new models to the market. This demand has prompted automakers to push towards shorter product life cycles for EVs compared to their internal combustion engine (ICE) counterparts. Along with this, the recent supply chain disruptions fueled a renewed push towards new technologies and reliable partners who can accelerate the product life cycles while reducing the overall manufacturing costs. One such technology that gained a stronghold in the tool and die industry over the last few years is laser heat treating on automotive dies.
Laser Heat Treat Accelerates EV Dies to Market
Automotive dies often require all the male radii to be heat treated to reduce the wear and improve die life. Conventional heat treating processes such as induction and flame have high heat input, which distorts the die. To account for this, the die makers leave extra stock material to later come back and hard mill the die to finish dimensions.
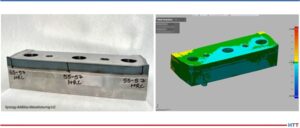
Laser heat treated trim inserts (approximate dimensions of 7″ x 4″ x 3″, base material 4140)
demonstrate distortion of less than 10 microns and hardness of 55-57 HRC
Source: Synergy Additive Manufacturing LLC
This additional hard milling step adds substantial cost to the die manufacturing process. Conventional processes are often performed by hand and lack feedback control. This results in poor quality and inconsistencies in the heat treated surfaces. Laser heat treating, on the other hand, results in minimal distortion. The dies are machined to their final form and laser heat treated as a final step, thereby reducing the process steps such as hard milling, 2D based machining, etc. This saves substantial time and costs for the die makers, not to mention improved and repeatable quality.
The laser heat treating process involves a laser beam (with a typical laser spot size from 0.5″ x 0.5″ to 2″ x 2″) focusing on the metal surface. With proper control, the incident laser energy raises the surface temperature of the metal above its martensitic transformation temperature. The metal’s thermal mass aids in rapid “self quenching” (by removing the heat via conduction), resulting in the formation of the desired martensite microstructure. This gives the material its required hardness and wear properties. To watch a video, go to: https://www.youtube.com/watch?v=8cUxEexAI9E.
By utilizing a laser beam, unrivaled precision is achieved by delivering the smallest possible energy to the metal part, resulting in minimal to virtually no distortion in large automotive dies. The unique characteristics of laser technology offer the following benefits:
Minimal to virtually no distortion
No hard milling required on large automotive dies
Consistent hardness depth (via. feedback control)
Heat Treatable Materials
Any metal with 0.2% or higher carbon content is laser heat treatable. Common materials used in automotive industry include: D6510, 0050A, A2, D2, S7, G3500, GM338, GM190, H13, 4140, 4130, 410 SS,431 SS, P20, 8620, and others.
Source: Synergy Additive Manufacturing LLC
When analyzing over 100 applicable die castings (post, cavity, and binders), Autodie LLC concluded that an average of 7-day reduction in time to market (TTM) was achieved by switching over to laser heat treating process. By avoiding hard milling operation, laser heat treating resulted in 37% reduction in machining time. Substantial savings in cutter cost were observed as the castings are now finished by 3D machining while in soft condition. Over an 11-month period, Kaizen savings had a benefit to cost average of 28.6 (Jonnalagadda and Timmer, “Laser Heat Treating”).
Conclusion
Laser heat treatment offers substantial cost savings as well as reduction in TTM. This process is likely to expand into the automotive and metal part manufacturing sectors. For example, Synergy Additive Manufacturing’s laser heat treating process is already being used in a variety of automotive applications such as trim dies, hot stamping dies, hem dies, restrike bars, flange dies, and molds. A variety of non-automotive parts such as large gears and bearings are also already being laser heat treated. Laser heat treatment faces no significant barriers to adoption, aside from the ones that are common to any emerging technology. These include lack of familiarity and a shortage of existing suppliers. The savings, measured by cost, schedule, quality, and energy reduction, are significant and well supported.
About the author:
Aravind Jonnalagadda (AJ) is the CTO and co-founder of Synergy Additive Manufacturing LLC. With over 15 years of experience, AJ and Synergy Additive Manufacturing LLC provide high-level laser systems and laser heat treating, specializing in high power laser-based solutions for complex manufacturing challenges related to wear, corrosion, and tool life. Synergy provides laser systems and job shop services for laser heat treating, metal based additive manufacturing, and laser welding.