A furnace manufacturer based in Pennsylvania, USA, has shipped a floor standing forging furnace for use in hot forming of medical implant parts along with a floor standing tempering furnace to a manufacturer of medical implant components located in the Northeastern United States.
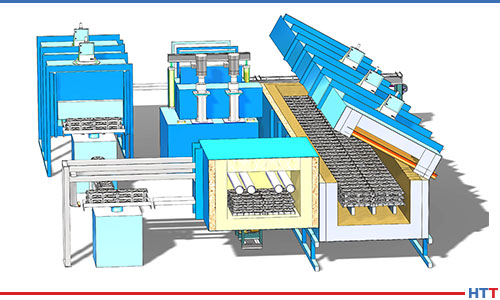
The FWE422 forging furnace
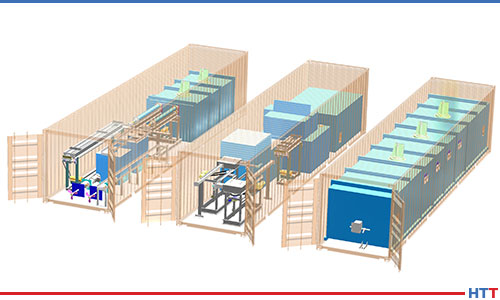
The forging furnace is a L&L Special Furnace Co., Inc. model FWE422 with working dimensions of 48” wide by 24” high by 24” deep and heats to a temperature of 1,800°F. The furnace features a vertical door with adjustable stops. These stops allow the door to be stopped at a predetermined location during the heating process for minimal heat loss.
The tempering furnace is model XLE3636 with a vertical door and 12” diameter, air-cooled convection fan and roller hearth. It has an effective work zone of 34” wide by 30” high by 32” deep. The furnace is used to temper hot formed parts and other thermal processing duties.
ITW Company Buehler recently celebrated the 100-year anniversary of its Wilson® hardness brand, which was originally known as the Wilson Mechanical Instrument Company. Stanley Rockwell and founder Charles H. Wilson introduced the Rockwell hardness tester. Later, Wilson became the home of the Tukon line of micro-indentation testers, known for Knoop and Vickers testing. These early inventions paved the way for Wilson today.
Buehler is proud to commemorate and celebrate the legacy of the Wilson name. Buehler’s affiliation with Wilson began in 2012 when the Wilson® brand of hardness testers encompassing Reicherter, Wilson, and Wolpert products became part of Buehler’s offering.
Julien Noel, General Manager, Buehler
According to Buehler General Manager, Julien Noel, “We are proud to continue the 100-year legacy of innovation and excellence in Wilson Hardness. By having our engineering, manufacturing, and service in-house, Buehler’s Wilson products have become the preferred choice for demanding labs that need to consistently meet quality standards. In the coming year, Buehler will continue to focus on exceeding customer expectations with a new and improved Rockwell tester, and an extended range of hardness reference blocks according to ISO, ASTM and JIS standards.”
Come visit the 31st AeroMat conference and exposition! AeroMat is the premier event for aerospace materials and applications for the global industry. Over 700 attendees will be on hand to learn about your company’s latest advances.
AeroMat still holds up as the annual forum that showcases the interchange of pertinent technical information on aerospace industry material and processes. With over 150 technical presentations, come hear plenary speakers featuring the aerospace industry’s most pre-eminent leaders in aerospace materials and take part in a diverse exposition.
Dr. Randall (Rand) German, FAPMI, founder of German Materials Technology, will receive the Kempton H. Roll Powder Metallurgy (PM) Lifetime Achievement Award by the Metal Powder Industries Federation (MPIF). The award will be presented during WorldPM2020, World Congress on Powder Metallurgy & Particulate Materials, in Montreal, Canada, on June 28.
German has distinguished himself through his research and teaching of the net-shape fabrication of engineering materials via sintering techniques as used in PM, cemented carbides, and ceramics. He has promoted the growth of PM technology during his 50-year career through his involvement in 12 start-up companies, supervising well over a hundred graduate and post-doctoral students, and prolific PM industry publications. German has also been an active member in APMI International, the American Society for Metals, and the American Ceramics Society.
After completing his bachelor’s degree in material science and engineering at San José State University, German began his PM industry career at Battelle Lab, Columbus, Ohio, prior to joining Sandia National Labs (SNL). He obtained his master’s degree in metallurgical engineering from The Ohio State University and his PhD in engineering at the University of California—Davis before taking a director of research position at Mott Corporation, Farmington, Connecticut.
Dr. Randall German Founder, German Materials Technology
German’s nearly 40-year academic career began in 1980 at Rensselaer Polytechnic Institute (RPI), where he earned the HuntChair while teaching and conducting research. In 1991, he accepted a position at The Pennsylvania State University where he became the Brush Chair Professor in Materials and the director of the Center for Innovative Sintered Products (CISP) before retiring as an emeritus professor. In 2005, German became the inaugural director for the Center for Advanced Vehicular Systems (CAVS) at Mississippi State University prior to joining San Diego State University in 2008 as associate dean for engineering research until 2013.
German has published 20 books and has 25 patents. He has shared his expertise at powder injection molding tutorials since 1990, and co-chaired over 30 conferences.
Joby Aviation has spent the last 10 years hammering out the designs and flight dynamics of its tilt-rotor eVTOL (electric vertical take-off and landing) aircraft . Thanks to an investment round led by Toyota, they now have substantial funding to continue development.
Toyota's share of the US$590 million series C finance round was $394 million, and it comes with a commitment to bring its manufacturing, quality, and cost control approaches to the table as Joby prepares to move closer to FAA certification and commercialization of its five-seat electric VTOL air taxis.
Joby's full-scale prototype features thin wings supporting four tilting prop units, the outer ones on swivel mounts and the inner two extending out and upward on short arms. A V-shaped tail unit carries two more swivel units for a total of six rotors, each about six feet (1.8 m) in diameter with five uniquely shaped blades.
The idea is to have an electric aircraft capable of taking off and landing vertically on a helipad or similar that can then transition to winged forward flight once it's airborne for efficient cruising at high speeds. Joby claims its vehicle is capable of 200-mph (322-km/h) flight, and that its small rotors produce about 1 percent of the noise of a regular aircraft on takeoff. In winged cruise mode, the company says it will be virtually silent on the ground.
With six tilting rotors, Joby's eVTOL can do 200 mph, with a range of more than 150 miles per charge (credit: Joby Aviation)
Toyota may also bring hydrogen powertrain to the table. Toyota and Hyundai/Kia are more or less the only companies still forging ahead with hydrogen powertrains for cars, but Japan and Korea are investing in hydrogen in a massive way, envisioning a transport future largely running on fuel cells, using imported energy from overseas to move some of their emissions out of their choked megacities and into the skies of countries like Australia, which is gearing up to become an energy exporter in the form of liquid hydrogen.
Moving to a hydrogen powertrain solves the problem of energy density for eVTOLs in a single stroke. Liquid hydrogen might be a pain to handle and deal with (and explosive in an accident), but its energy density is superb. Running a hydrogen eVTOL air taxi service would enable super-quick refueling and ultra-long-range flight, maybe 10 times the range of what current battery technology can deliver.
A common topic regarding eVTOL is safety, a problem that still needs an answer. The Joby aircraft, like the vast majority of other designs, offers a certain degree of redundancy in case of rotor failures. The problem nobody seems to be able to deal with yet is what happens in case of total catastrophic failure below a height of about 120 ft (37 m). Ballistic parachutes remain troubling, and while helicopters have the ability to autorotate safely to land without power, multirotor eVTOLs do not.
Joby is right at the forefront of eVTOL development right now, alongside other well-funded companies. It has recently signed a deal with Uber to supply and operate these aircraft under an Uber Elevate service. Uber is promising to build and run the skyports and support services for these air taxis as well as managing last-mile connection transport at either end of a journey. Uber is targeting 2023 as a launch date.
Scientists from the Alliance for the Development of Additive Processing Technologies (ADAPT) at Colorado School of Mines who took part in an international research team have helped develop a nickel-titanium elastocaloric cooling shape memory alloy (SMA) that is highly efficient, eco-friendly, and easily scaled up. The alloys, in which hafnium acts as a strengthening precipitate, hold the promise of requiring only heat treatment to attain functional shape memory performance.
The international team, led by University of Maryland Professor Ichiro Takeuchi, developed the improved elastocaloric cooling material using a blend of nickel and titanium metals, fabricated by a 3D printer, that is not only potentially more efficient than current technology, but is completely “green.” Moreover, it can be quickly scaled for use in larger devices.
Dr. Aaron Stebner, Rowlinson Associate Professor of Mechanical Engineering
“The key finding of the research is that while elastocaloric materials typically used for solid-state cooling show a degradation in cooling behavior after hundreds of cycles, laser melting these metals creates fatigue-resistant nanocomposite microstructures that can cycle, with consistent cooling capacity, a million times,” said Aaron Stebner, Rowlinson Associate Professor of Mechanical Engineering and a co-author of the paper.
Professor Ichiro Takeuchi, Graduate Program Director in Materials Science and Engineering, University of Maryland
“Dr. Stebner’s expertise played a crucial role in developing understanding of the fundamental mechanism behind fatigue-resistant behavior of additively manufactured shape memory alloys. His group’s in situ synchrotron diffraction and finite element modeling capabilities gave us unique insight into the inner workings of the material,” Prof. Takeuchi said.
The work, which was published in the Nov. 29 issue of Science, is the result of a collaboration led by researchers from the University of Maryland, together with Ames Laboratory, Mines, Iowa State University, and China’s Xi’an Jiaotong University.
Automotive part designs and heat treating processes have undergone many changes over the years, especially the powertrain. By looking back at the progress of these changes, we can learn more about emerging trends in automotive heat treating today.
In this Heat Treat Today Technical Tuesday feature,Bill Disler, president and CEO of AFC-Holcroft, brings his familiarity with big atmosphere carburizing systems and LPC automotive cell carburizing systems and looks at how the evolution of equipment and process requests says a lot about the trends we see today in automotive heat treating.
Although many components undergo heat treatment processes, the powertrain—specifically, gears— typically requires more carburizing time than other automotive parts. Not surprisingly, the powertrain has also seen many changes in heat treatment trends.
Not only have powertrain designs gone through tremendous transformations but so has the equipment being used to process those evolved components. Having spent years on the supplier side of atmosphere furnaces, vacuum carburizing, and gas quench as well as induction systems, I find it interesting to look back at some of the drivers that have helped morph this industry’s heat treat needs.
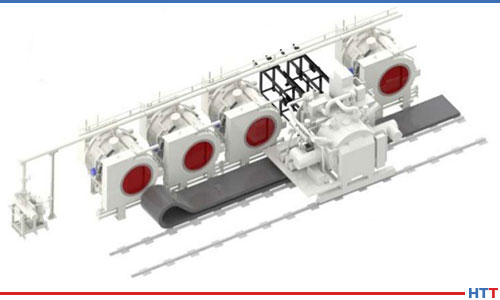
Traditional Continuous Atmosphere Furnace
Large atmosphere pusher furnaces produced nearly all of the powertrain gears 20+ years ago. Today, cellular low-pressure carburizing (LPC) and gas quench systems carry the load, although the results have not been cost saving. Moving from high volume gas heated carburizing equipment to small batch carburizing in electrically heated furnaces did not reduce utility costs per part; instead, other areas adjusted to compensate. Eliminating the expense of hard grinding transmission gears was an acceptable rationale for this increase in both capital expense and operating costs. Eventually, streamlining the overall gear manufacturing process, combined with locating heat treat within machining lines, produced positive measurable results. Plant traffic decreased, minimizing safety risks. Cooler and cleaner furnace systems were designed. And installations were made easier. Many agreed the changes were justified.
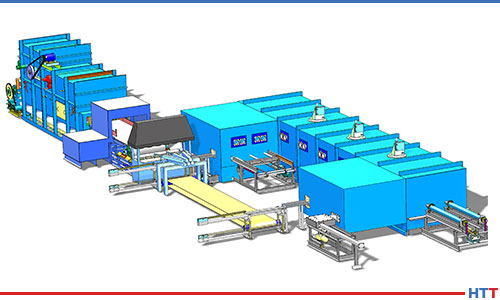
Integrated Vacuum Heat Treat Cells
As we look back, many of these drivers for change proved valid. Others, not so much. In most cases, consumer preference for quiet powertrains necessitates hard grinding of gears. Green is in and talk of the absolute need for zero intergranular oxidation (IGO) in carburized gears has slowed. LPC/Gas post quenched parts are perceived as cleaner and leaner; however, it is often difficult to differentiate green parts from processed parts, so it has become a best practice to add part marking after carburizing and hardening to avoid even the remote risk of sending soft parts down the line to the next stage of manufacturing. Shot peening is still common for strength reasons. The ability to nest large cellular LPC systems within machining has been a success, but rarely are the installations as quick and easy as promised.
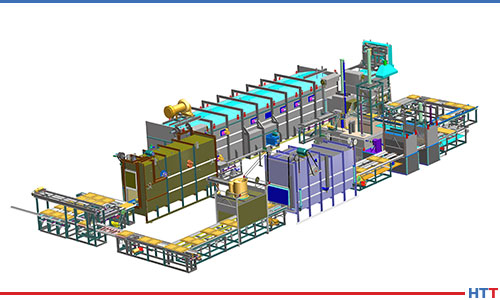
Hybrid Furnace Concepts
Conventional atmosphere furnace technology has advanced as well, although at a slower pace, in step with a renewed interest in energy efficiency, particularly in the U.S. where gas is cheap and electric is not. Combustion systems operate cleaner and at much higher efficiency than in the past. Having said that, it is curious how little interest end users have in trading cost-saving gas-heated systems for the easier to install, neater looking electric heating options. In addition, it is no longer common to use water for cooling conventional atmosphere furnace systems as end users do not want to deal with the cost and complications that accompany this option. The market is polarized over this. LPC systems rely on large water volumes for cooling, and they are small batch, electrically heated systems. At the same time, gas quench systems consume huge quantities of water and require giant 300 HP plus motors that are tough to manage in plant power systems.
Flexible and Re-deployable Heat Treat Systems
It is my observation that the automotive market is anticipating the next iteration of heat treat equipment. One type of process or equipment style will not fit all needs, yet all hope for the perfect single part flow solution—an elusive dream due to physics. The cost/time equation still does not balance, and carburizing offers the benefits many manufacturers are looking for, despite the desire to design the process out of practice. Many automotive transmission parts that were originally processed in LPC and gas quenched now use gas nitriding instead, even though gas nitriding is another long process, and nitriding introduces ammonia back into the process—something most automotive plants are not enthusiastic to have in their plants. Two steps forward and one step back.
Repackaging Continuous Furnace Systems
With the widening range of processes and solutions under exploration, as well as ever changing powertrain systems designed to accommodate supplemental electric motors, lighter weights, smaller cars, and larger SUVs, all we can be certain of is ongoing change. I believe that we have witnessed major adjustments in automotive heat treat processing as the pendulum has swung from big, multi-row atmosphere pushers with salt or oil quench to electric-heated cellular LPC and gas quench units. One surprising result has been the resurgence of salt quenching, which controls distortion of high-pressure gas at a much lower cost with less complexity. Salt, like gas, is a single-phase quench media: It does not boil in these processes like oil does, and it can be used at temperatures that support martensitic quench with far less thermal shock and much higher heat transfer than the options. Older processes carry the baggage of tarnished past reputations, but I no longer count them out. Today’s automation, process control technology, and innovation can provide the foundation for brand new concepts, repackaging of older ideas, and hybrids of multiple technologies. Together, these create building blocks that heat treat equipment suppliers will use to meet changing trends in automotive carburizing and heat treatment. It will be interesting to be involved in the journey as these changes take place.
About the Author: Bill Disler is president and CEO of AFC-Holcroft, part of the Aichelin Group located in Vienna, Austria. He is a member of the Board of Trustees -Metal Treating Institute (MTI), and a member of the Board of Advisors at Lawrence Technical University, College of Engineering in Southfield, Michigan. This article originally appeared in Heat Treat Today’sJune 2019 Automotive print edition.
Join aluminum extrusion industry professionals from more than 50 countries at the International Aluminum Extrusion Technology Seminar (ET Seminar)! This seminar features more than 100 technical sessions, an exposition featuring products, equipment, and services from industry suppliers, networking events, and much more!
Delegates from around the world gather to hear about the latest industry developments. At the core of the ET program are the technical sessions which feature research that is new or updated.
Please Note: The ET ’20 program has a new pattern compared to previous years. The program will open on Tuesday, May 19th with the Opening General Session, including Best of Track paper presentations. The final session of ET is scheduled for Thursday afternoon, May 21st, and will contain the Best Paper of ET presentation plus the remaining Best of Track Paper presentations.
To get the most value out of ET, delegates should not plan to leave before the end of the Closing General Session at 5:00 p.m. on Thursday, May 21st.
Please make a note of this new pattern when making your travel arrangements!
Lockheed Martin is developing a ground-launched, mobile, hypersonic missile system thanks to a US$31.9 million award by DARPA. The contract will allow them to begin the Operational Fires (OpFires) Phase 3 Weapon System Integration program for the boost-to-glide weapon system.
Hady Mourad, director of Tactical and Strike Missiles Advanced Programs at Lockheed Martin Missiles and Fire Control
“The OpFires missile is critical to providing the US Army with a highly maneuverable and rapid response solution capable of operating from unpredictable land-launch positions to suppress hostile threats,” says Hady Mourad, director of Tactical and Strike Missiles Advanced Programs at Lockheed Martin Missiles and Fire Control. “Lockheed Martin will deliver the prototype missiles utilizing the experienced production teams that currently produce the ATACMS, GMLRS and PAC-3 missile systems.”
The new contract, which involves Lockheed, DARPA, and the US Army, will draw on Lockheed’s three decades of hypersonic missile development, combined with DARPA’s work on new hypersonic propulsion systems and boost-glide technologies. Lockheed is tasked with taking the present design based on initial requirements and taking it through the Critical Design Review (CDR) in late 2021. This will be followed by component and subsystem tests in the same year and integrated flight tests in 2022.
Heat Treat Todayinvites you to subscribe to its monthly industry focused e-newsletters! If you’re looking find industry specific news and technical articles, we have four e-newsletters that will be of interest. Choose from any or all of four specialized groups:
Each issue includes several news items as well as technical tips and articles that will build upon your knowledge base. Don’t miss out on current industry-related news and heat treat technology. Choose one or more, and subscribe today!