Welcome to Heat Treat Today's This Week in Heat TreatSocial Media: The Christmas Edition. With so much content available on the web, especially during Christmas, it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So before you head off to celebrate with friends and family, Heat Treat Today is sharing some great Christmas-themed heat treat news from the different social media outlets!
"Tinsel, the thin sparkling strands we drape over Christmas trees, first appeared in Germany around 1610 and was originally thin strips of material extruded from real silver. According to WiseGeek.com, silver looked good but tarnished quickly and was soon replaced by other sparkly metals. Tinsel was first placed on Christmas trees to accentuate the glow of lit candles, and only the wealthiest people could afford entire garlands.
"Advances in manufacturing eventually resulted in cheaper aluminum-based tinsel, and by the early 20th century most consumers could afford tinsel garlands, as well as individual pieces of tinsel known as icicles. By the 1950s, the use of tinsel garlands and icicles nearly overshadowed the use of Christmas lights." (Thomasnet.com)
2. Christmas Chatter
Chestnuts roasting on an open fire? Sounds like a safety hazard. Check out what people are chatting about this holiday season.
3. Light Up the Night
What do you get when you mix candles with combustion?
As most heat treaters know, parts and fixtures often do not mix well. Diffusion bonding can cause the two to fuse together. In this case study, learn how combining thin-film coatings with specific part and fixture design can avoid diffusion bonding.
Read all about it in today's Technical Tuesday feature, written by Jeff Tomson, sale manager at Ionbond. This article was originally published in Heat TreatToday’s December 2021 Medical & Energyprint edition.
Jeff Tomson Sales Manager Ionbond
A client approached Ionbond looking for a solution to a problem: They had parts diffusion bonding to their fixtures during heat treatment. The client was using 316SS fixture spacers for heat treating 17-4 SS components at 1904°F (1040°C) in a high-vacuum heat treatment furnace and 316L SS components at 1652°F (900°C) in a high-vacuum heat treatment furnace. Due to the chemical affinity of the alloying elements of the two materials, the length of the heat treatment, and the operating temperature, atoms from both materials could intersperse. The resulting diffusion bonding caused difficulty getting the subject parts to separate from the fixtures.
The coating solution needed to be chemically inactive at the processing temperature while providing a defect-free contact surface. Ceramic materials satisfy these requirements; thus, Ionbond's CVD 29 (Al₂O₃) coating was recommended. The CVD process is a method for producing low stress coatings by means of thermally-induced chemical reactions. Typically, the substrate is exposed to one or more precursors such as TiCl₄, CH4, or AlCl₃ which react on the substrate material to produce the desired film. CVD coatings typically do not maintain their characteristics at the elevated temperatures of our client's application for long periods. However, the high-vacuum environment would allow the coating to function above its 1832°F (1000°C) service temperature. The coating has an excellent record in high temperature applications (cutting, forming, etc.) since it is chemically inert and has the ability to maintain a high hardness.
CVD equipment by Bernex
The CVD 29 coating has different variations and many applications. In the cutting tool world, its ability to resist thermal stresses makes it well suited for high-volume machining of mild and stainless steels. In resistance welding it is used heavily for locating pins and splatter guards, as its electrically insulating properties prevent arcing and its high toughness allows for a long life. For high temperature forming, chemical inertness prevents aluminum buildup on die profiles. High wear resistance makes this coating an ideal solution on ferrous and non-ferrous alloys used in hot extrusion and die casting applications. The overall coating thickness varies from 6 to 16 microns, depending on the version being applied as well as the substrate material. The coating produced is multilayered with adhesion-promoting underlayers that are needed to ensure bonding of a ceramic material to steel.
Due to the high coating temperatures, austenitic stainless steel is typically not an ideal substrate for the CVD process due to its low carbon content causing issues with adhesion. It is a better option than martensitic grades as post-coat hardening is unnecessary. Popular substrates for this coating family include carbides, D2, and H13 tool steels. Some exotic materials such as platinum and nickel content alloys are also used for specialized applications in the semiconductor and aerospace industries.
Ionbond's Cleveland team. Ionbond is a global leader in thin-film coatings, which are used to improve durability, quality, functionality, efficiency, and aesthetics of tools and components. Its portfolio includes physical vapor deposition (PVD), plasma assisted chemical vapor deposition (PACVD), chemical vapor deposition (CVD), and chemical vapor aluminizing (CVA) technologies, including a broad range of diamond-like carbon (DLC ) coatings.
Given the nature of the CVD process, typically all surfaces receive uniform coating. In the first trial, the client's spacers were coated utilizing different fixtures to ascertain whether fixturing methods would be a factor. Subsequent client trials revealed no discernable differences.
The first test by the client using the coated parts at 1904°F (1040°C) in a high-vacuum environment was considered a success, with the client stating that the coating performed “excellently.” There was no sign of coating degradation based on the visual appearance and the subject parts were easily removed from the fixtures with no signs of diffusion bonding. The second test was performed at a lower temperature of 1652°F (900°C) and had similar positive results.
Ionbond in Cleveland, OH
Given the success of the first batch, the client ordered another trial. The second set of parts, while made from the same material, were a completely new design. There were three different parts, two that had threads and the third that was a smaller washer shape. Sharp edges can present issues for the CVD process as stresses can build up at the points of the threads and cause the coating to delaminate. The small washers presented their own concerns due to the thin dimensions sparking concerns about excessive movement. Visual inspection after coating showed good adhesion with no delamination, as the threads were not sharp enough to cause issues. The smaller washers also had negligible distortion after coating. The second set of spacers were also tested in heat treatment at 1652°F (900°C) with similar results.
Inspired by these successes, the client is currently having a third set of parts manufactured to further improve the productivity of their fixtures. The geometry of the third set is completely different as our client continues to leverage the performance of the coating with the design for a more efficient fixturing.
About the Author:
Jeff Tomson is the sales manager at Ionbond’s Cleveland, Ohio site. He has been in sales and marketing roles since graduating from the University of Michigan in 1999. He has worked in automotive, aerospace, and thin-film industries.
Planning 2022 heat treat goals would be lacking without considering at least one of the major heat treat shows in North America. In Heat Treat Today's Medical & Energy December 2021 print edition, the Metal Treating Institute highlights the biannual Furnaces North America show that happens in quarter three. Read about the three main reasons to attend in the article below!
Image 1
Furnaces North America 2022(FNA 2022), presented by the Metal Treating Institute, in partnership with its media partner, Heat Treat Today, is the heat treating industry’s marquee event every other year, and will be held October 3–5, 2022 in Indianapolis, IN. FNA 2022 will attract attendees from over 40 states and 20 countries, including attendees from Fortune 500 companies. For three days, attendees take part in networking, connecting, and learning about the vast changes taking place on emerging technologies, industry trends, and advances in equipment.
FNA show producer Tom Morrison said, “The 2020’s will provide unbelievable opportunity, but not without challenges. Change is happening at such a rapid pace in today’s economy, both commercial and captive heat treat plants can’t afford to miss a show like FNA 2022. Demographic shifts, emerging technologies, a shortage of workers, plant automation, and consumer buying habits are driving what is manufactured . . . when . . . and how. At FNA, leaders in heat treating companies can connect with the content and executives that can deliver the solutions and ideas they need to thrive this decade.”
The answers to your most pressing challenges in your heat treat operation can be found at FNA 2022, by attending technical sessions with suppliers you meet, connecting at a booth with another heat treater, or while enjoying one of the social events.
FNA 2022 has three dynamic elements that will deliver the answers you and your team need to maximize your productivity, people resources, and profits.
Image 2
ELEMENT #1:
Learning that LASTS
FNA 2022’s technical conference, designed by a team of heat treaters and suppliers, has 35 key sessions that focus on a wide array of technical issues including:
Industry 4.0 and Automation
Productivity and Data
Processes
Equipment
Standards and Pyrometry
Controls and Materials
Maintenance
Emerging Technologies
FNC/Nitriding
Quenching and Cooling
ELEMENT #2:
Image 3
Business that CONNECTS
The most active part of any FNA experience is the trade show. With over 170 top suppliers in every facet of heat treating, this is where the daily needs of heat treaters are fulfilled. On the show floor, heat treaters and suppliers connect to learn about each other, challenges heat treaters are facing, and how suppliers can solve those issues. FNA’s expo is a must for any owner, GM, plant manager, or manager in maintenance, quality, or production. FNA 2022 encourages companies to bring key management team members to help introduce them personally to the new trends and technologies shaping the future of heat treating.
ELEMENT #3:
Networking is KING
At FNA, attendees experience a set of exciting social functions that allow heat treaters and suppliers alike to connect with one another to discuss the new ideas they learn during the conference and trade show. They also share their daily experiences in dealing with issues like energy, employee recruitment/retention, maintenance, audit compliance, plant safety, and equipment purchases. FNA social events also help suppliers to take a break from the trade show booth and listen to the heat treater’s needs in a more informal environment. This provides suppliers an opportunity to serve the heat treater better and develop products for their specific needs.
Image 4
Furnaces North America 2022 provides the networking, technical training, and business connection that heat treaters need to build a bright future within their operation. Mark your calendar now and take the opportunity to attend FNA 2022 in Indianapolis, IN, October 3–5, 2022.
Today, we cast our sights overseas to our European information partner, heatprocessing, to find out what’s new internationally. Major movements in steel and implementations of new furnace tech are the themes.
Steel Wire Plant Needs New Bell Annealer System
“After detailed technological analysis, Italy’s Trafilerie San Paolo, srl. has selected a Hicon/N2 bell annealer facility for steel wire by Ebner Industrieofenbau.
“The facility will be installed in TSP’s newly-remodeled steel wire plant in Molteno (LC). Initial installation will comprise two Hicon/N2 workbases, one heating bell and one cooling bell, as well as all required peripheral equipment. The scope of supply includes all required supplementary equipment such as hydraulic power supply equipment, a pressure control station, analysing systems, state-of-the-art electrical systems with automation technology and a central visualisation system terminal.”
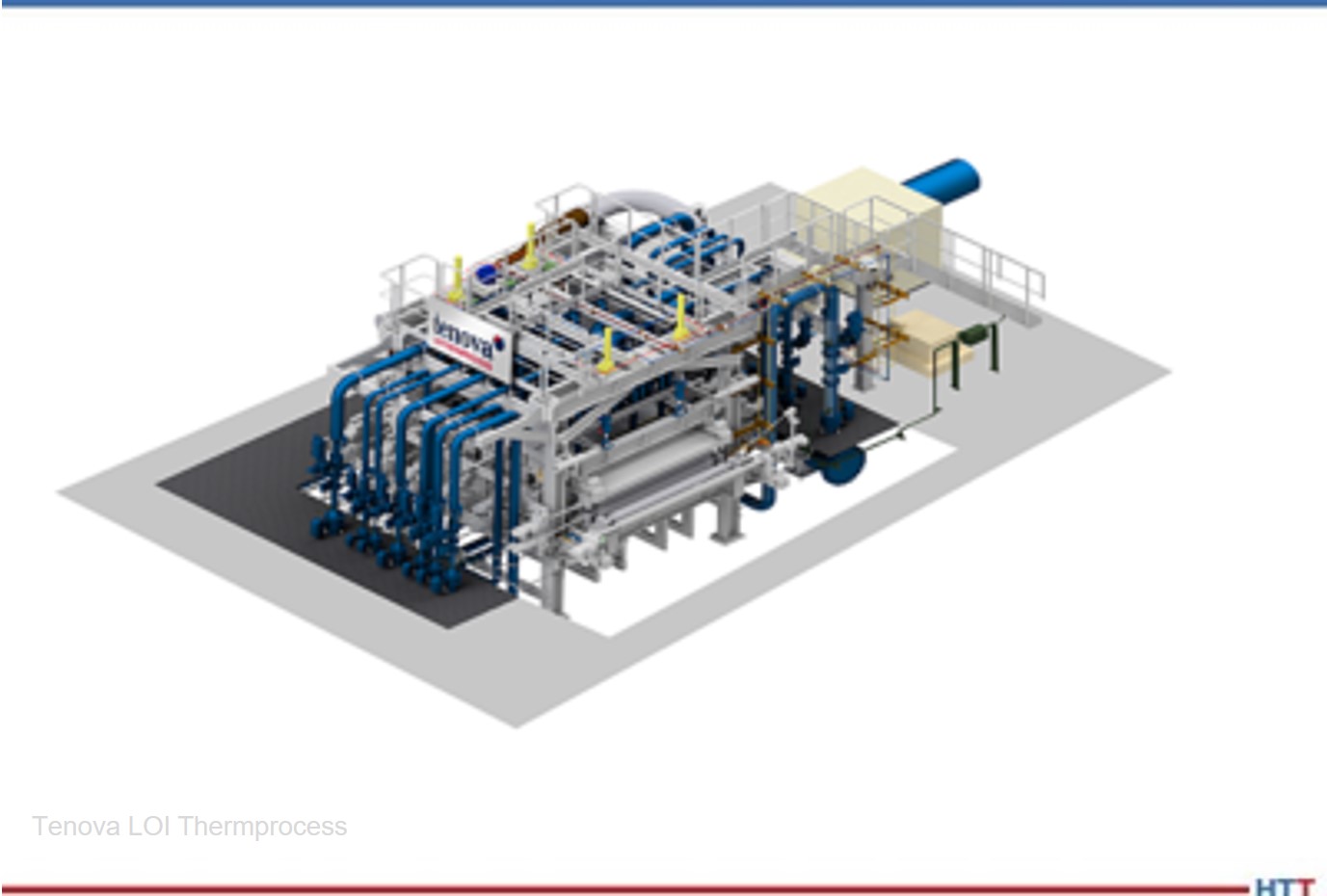
“Wuhan Iron & Steel Co. Ltd. (WISCO) has awarded Tenova LOI Thermprocess another order for the installation of a continuous quench for efficient cooling of thin steel plates.
“The quench is specially designed for efficient cooling of thin and very thin plates of high strength and wear resistant material. The quenches adopted for this application ensure maximum hardness and outstanding flatness combined with unique and powerful models and overall automation.”
Derek Dennis President Solar Atmospheres of California
To support R&D and additive manufacturing projects, Solar Atmospheres of California (SCA) has added some small vacuum furnace capacity to their equipment offerings.
The new vacuum furnace was acquired from SCA’s furnace manufacturing sister facility, Solar Manufacturing (SAMI) located in Sellersville, PA, and was specifically designed to process a variety of materials between 600°F – 2400°F (+/-10°F) in both vacuum and/or partial pressure environments. Precise cooling capability up to 2-Bar in argon, nitrogen or helium is available with a maximum operating temperature up to 2650°F. The furnace is also equipped with the SAMI’s state-of-the-art SolarVac® Polaris Control System for optimum performance and precise cycle control.
"We are pleased to add this needed piece of vacuum furnace equipment to service our valuable customers," said Derek Dennis, president of SCA. "The additive manufacturing industry continues to grow, and this new furnace will allow SCA to respond to small builds and R&D projects quickly and precisely."
A Midwest manufacturer of brass components is upgrading their heat treat capabilities with a new furnace. The 24″ wide, 3 zone mesh belt annealing furnace will provide improved energy efficiency, reduced atmosphere consumption, and consistent and reliable part quality, as compared to an older design.
The brass annealing furnace from Gasbarre Thermal Processing Systems is designed with a maximum operating temperature of 1650℉ with a capacity of 800 lbs/hr, and utilizes a blend of nitrogen and hydrogen atmospheres. The system incorporates an Allen-Bradley PLC and HMI with automated atmosphere and water temperature control and datalogging.
We continue to consider the topic of natural gas pricing and reduction and its impact on heat treaters. Much of the discussion in this month’s article initially appears to deal with process quality or consistency. But understand, process consistency and energy savings are inextricably linked.
This Technical Tuesday column appeared in Heat Treat Today’s December 2021 Medical and Energyprint edition. John Clarke is the technical director at Helios Electric Corporation and has written about combustion related topics throughout 2021 for Heat TreatToday.
In February 2022, we will continue this series. Please forward any questions or suggestions to our editor Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
No matter what method we pursue to save natural gas, it is safe to assume it will require some investment — time and/or materials. Furthermore, we want a payback from this investment. To calculate the payback, we need to estimate the cost of the project as well as the value of the natural gas saved. We can generally nail down the cost of a project by obtaining quotes for materials and labor, but it is more difficult to know what the future cost of natural gas will be; and without knowing the savings, the payback is at best an educated guess.
As we have discussed in previous articles, demand for North American natural gas is increasing for electrical power generation as well as liquified natural gas (LNG) export to areas in the world with limited supplies. These are steady, predictable demands and less susceptible to seasonal variations in temperature. Less heating demand during warmer winters is generally offset by greater electrical power generating demands during warmer summers.
Let us revisit recent trends in the cost of natural gas. The graph below depicts the spot price for 22 consecutive trading days ending November 2, 2021.
Figure 1. Henry Hub price for natural gas
Beware of the displaced origin on the graph below — it makes the fluctuations in the spot price appear greater than they are, but it is done to indicate a range of prices — generally around $5.50/mmBTU. (Once again, neither the author nor Heat TreatToday presents the opinion of future prices for any purpose other than to further our discussions of energy saving project paybacks.)
Last month, we posed three questions:
How do I know when the material I am heating is at the desired temperature?
Do I have excessive factors of safety built into my process to compensate for not knowing the temperature at the core of the part being heated?
How much fuel can I save with a shorter cycle?
Much of the discussion in this month’s article initially appears to deal with process quality or consistency. But understand, process consistency and energy savings are inextricably linked.
What temperature is my furnace or oven?
You walk up to the controls and read 1650°F. Is that the temperature of your oven? The answer is a definite “maybe” because the temperature displayed on a single loop temperature controller is simply the reflection of the small voltage generated by one thermocouple. This is obvious, or else we wouldn’t need to run temperature surveys. But the question is — do we have to live with this shortcoming? The answer to this question is a definite “no”! Modern control instrumentation makes it easy to use many thermocouples to sense the temperature of the furnace throughout the chamber. Then take the mean of these values to calculate the temperature and use this average value for the input to our temperature control loop. By comparing the readings of temperatures at various points in the furnace chamber, we can sense if all the work being heated is near to the desired setpoint.
No furnace load is perfect — there is always some non-uniformity of mass or surface area. With multiple sensing points, the more massive and slower to heat portion of the load will influence the nearest thermocouple. The furnace control can be designed to hold until the coolest thermocouple in the chamber reaches some minimum temperature. Perhaps this is now the trigger for a soak timer.
In addition to measuring multiple chamber temperatures and inferring the actual temperature of the work, the proportional integral derivative, or PID, temperature control algorithm provides a good deal of insight as to how close the work is to the desired furnace temperature. All PID controllers or programmed functions provide an output value. For our discussions, we will assume the output is between 0-100%. This output is used to control the heating element(s) of burners’ input levels. The advantage of the PID loop is that it calculates the required value more rapidly than a conventional on/off control — providing us the near steady values for our furnace temperatures.
Let’s imagine we adjust the temperature setpoint of our empty furnace to 1650°F. We will allow it to come to temperature and wait an hour until it is soaked out, so that the refractory and internal components are at some steady state temperature. The PID loop will settle to some average value; we will assume this value is 35%, which represents the holding consumption of the furnace. The heat entering the furnace is in equilibrium with the heat being lost through the refractory, up the flue, around the door, etc.
Now we load the furnace with 4000 pounds of thick steel parts, where the mass/surface area ratio is very high. The furnace thermocouple(s) will reach 1650°F in one hour; but, if we look at the PID loop output, it will take time for it to fall to 35%. The time between the indicated 1650°F and the output falling to 35% is a period when the work continues to absorb heat and conduct it to its core. When the output stabilizes at 35%, we know the work is soaked out at temperature — in other words, the surface and core of the parts are at the furnace setpoint temperature.
Do I have excessive factors of safety built into my process to compensate for not knowing the temperature at the core of the part being heated?
With added insight into the actual temperature of the work being heated, excessive soak times can be reduced without risk. It also allows for the running of light and heavy loads with the same program.
How much fuel can I save with a shorter cycle?
Building on the same hypothetical; assume the input to this furnace is 4,000,000 BTU/Hr and 1,000 hours are saved per year — the savings will be roughly 4,000,000 BTU/Hr x 0.35 (holding consumption) x $5.50/mmBTU x 1,000 Hours per year, or $7,700/year. Now, perform this modification on four furnaces. Add to this savings the increased confidence that the work is at temperature before the soak period is initiated, better consistency for varying part loading, and I think we can agree — we have a project. The only question is, will we cash the check?
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
We’ve assembled some of the top 101 Heat TreatTips that heat treating professionals submitted over the last three years into todays original content. If you want more, search for “101 heat treat tips” on the website! Today’s tips are all things temperature: thermocouples, how to keep temperatures in check, TUS, and more.
By the way, Heat TreatToday introduced Heat TreatResources this year; this is a feature you can use when you’re at the plant or on the road. Check out the digital edition of the September Tradeshow magazine to check it out yourself!
Temperature Monitoring When the Pressure is On!
Increasing in popularity in the carburizing market is the use of batch or semi-continuous batch low pressure carburizing furnaces. Following the diffusion, the product is transferred to a high-pressure gas quench chamber where the product is rapidly gas cooled using typically N2 or Helium at up to 20 bar pressure.
In such processes, the technical challenge for thru-process temperature monitoring is twofold. The thermal barrier must be capable of protecting against not only heat during the carburizing, but also very rapid pressure and temperature changes inflicted by the gas quench. From a data collection perspective, to efficiently perform temperature uniformity surveys at different temperature levels in the furnace it is important that temperature readings can be reviewed live from the process but without need for trailing thermocouples.
During the gas quench, the barrier needs to be protected from Nitrogen N2(g) or Helium He(g) gas pressures up to 20 bar. Such pressures on the flat top of the barrier would create excessive stress to the metal work and internal insulation / logger. To protect the barrier therefore a separate gas quench deflector is used. The tapered top plate deflects the gas away from the barrier. The unique Phoenix design means the plate is supported on either four or six support legs. As it is not in contact with the barrier no force is applied directly to the barrier and the force is shared between the support legs. The quench shield in addition to protecting against pressure, also acts as an additional reflective IR shield reducing the rate if IR absorption by the barrier in the vacuum heating chamber.
(PhoenixTM)
3 Tips to Meet Temperature Uniformity Surveys
Adjust the burners with some excess air to improve convection.
Make sure that the low fire adjustment is as small as possible. Since low fire will provide very little energy, it will make the furnace pulse more frequently and this will improve heat transfer by convection and radiation.
Increase internal pressure. This will “push” heat to dead zones allowing you to increase your coldest thermocouples (typically near the floor and in the corners of the furnace).
(Nutec Bickley)
Ways to Increase Temperature Uniformity in Heat Treat Furnaces
A (sometimes) simple way to increase uniformity in a furnace is to add a circulation fan. Circulation fans can be a quick way to add an additional 5°F tighter uniformity on a batch furnace application.
Be sure that the furnace is tuned optimally to reduce/eliminate any overshoot and oscillation around setpoint.
Eliminate any thermal lag by making sure that the control thermocouple and TUS thermocouples have similar sensitivity. If not, the control thermocouples can fall behind and cause the TUS thermocouples to overshoot and fail.
(L & L Special Furnace Co., Inc.)
Pack Your Thermocouples
When a thermocouple is used with an open-ended protection tube, pack rope or fiber between the thermocouple and the protection tube to prevent cold air infiltration from influencing the reading.
(Super Systems, Inc.)
A Good Fit
If a thermocouple fits loosely in a protection tube, avoid errors by ensuring that the tip maintains good contact with the tube.
(Super Systems, Inc.)
Introducing Your Common Thermocouple Types
What are the common thermocouple types?
Thermocouple material is available in types K, J, E, N, T, R, S, and B. These thermocouple types can be separated into two categories: Base and Noble Metals.
Types K, J, E, N, and T are Base Metals. They are made from common materials such as Nickel, Copper, Iron, Chromium, and Aluminum. Each base metal thermocouple has preferred usage conditions.
Types S, R, and B thermocouples are Noble Metals because they are made of one or more of the noble metals, such as Ruthenium, Rhodium, Palladium, Silver, Osmium, Iridium, Platinum, and Gold. Noble metals resist oxidation and corrosion in moist air. Noble metals are not easily attacked by acids. Some Noble metal thermocouples can be used as high as 3100°F.
(Pelican Wire)
Culprits of a Stable Thermocouple
Factors affecting the stability of a thermocouple:
The EMF output of any thermocouple will change slightly with time in service and at elevated temperatures. The rate and change are influenced by metallurgical and environmental factors. The four factors that can induce EMF drift are: Evaporation, Diffusion, Oxidation, and Contamination.
(Pelican Wire)
Does Length Matter?
Does the length of a thermocouple wire matter?
In a word, “Yes.” There are several factors when considering the maximum length of a thermocouple assembly. Total loop resistance and electrical noise. Total loop resistance should be kept under 100 ohms for any given thermocouple assembly. Remember, the total loop resistance would include any extension wire used to complete the circuit. Motors and power wires can create noise that could affect the EMF output.
(Pelican Wire)
Type N Thermocouple (Nicrosil/Nisil)
Type N Thermocouple (Nicrosil/Nisil): The Type N shares the same accuracy and temperature limits as the Type K. Type N is slightly more expensive and has better repeatability between 572°F to 932°F (300°C to 500°C) compared to type K.
(Pelican Wire)
Know Your Thermocouple Wire Insulations
Know your thermocouple wire insulations. When is Teflon® not Teflon®? Teflon® is a brand name for PTFE or Polytetrafluoroethylene owned by Chemours, a spin-off from Dupont. FEP is Fluorinated Ethylene Propylene. PFA is Perfluoroalkoxy Polymer. All three are part of the Fluoropolymer family but have different properties. Of the three compounds, PTFE has the highest heat resistance, PFA second highest and FEP third. The higher the heat resistance the more expensive the insulation. Keep that in mind when specifying the insulation and only pay for what you need.
(Pelican Wire)
Check out these magazines to see where these tips were first featured:
Do you always feel confident when selecting heat treating equipment? ¿Se siente siempre seguro cuando selecciona equipos de tratamiento térmico?
There are many factors involved when making a purchase. Often, key considerations may be missed. Read this guide on how to select and buy new equipment by Carlos Carrasco, founder of Carrasco Hornos Industriales.
This original content article was originally published inHeat TreatToday’s November 2021 Vacuum Furnaceprint edition in English and Spanish.
Carlos Carrasco Founder Carrasco Hornos Industriales
Why Is This Guide Helpful?
There are many reasons to select industrial furnaces carefully. One is the cost of the furnace. Another is realizing heat treating will affect the product and the bottom line. There is more specialized engineering in heat treating equipment than is apparent from the outside.
The purpose of this guide is to help engineers make the best equipment selection. The decision will affect not only the project, its budget, and results, but will also reflect the buyer’s knowledge. After the heat treating equipment is selected, the realization may occur that perhaps insufficient thought was given to potential maintenance problems or the work required to keep it in top working condition.
The following steps, gathered from more than 50 years of experience in the fields of manufacturing, sales, and maintenance, will be a useful guide to selecting heat treating equipment that will please both management and operators.
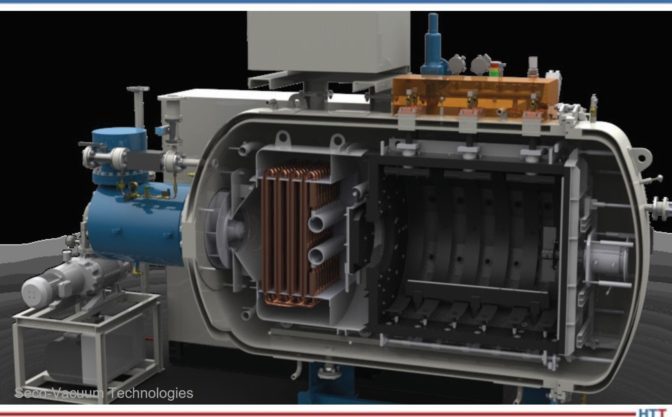
Vacuum high-pressure hardening furnace
Step One: Quote Request
When requesting a quote, management knows the exact requirements the heat treated products must have. A reliable supplier should be able to understand all requirements for a quote. Requests must be clear, concise, and contain at least the following information:
Heat treating processes that will be carried out on the equipment
Shape, general dimensions, and weights of the product(s) to be heat treated
Production volumes per hour, day, or month
Number of hours available for heat treating
Part material
Fuel type, or if the heating will be done with electricity
Voltage available in the plant
Space available for installation of equipment
Special considerations for handling loading and unloading
Furnace manufacturers need the above information to begin to create a series of options for the equipment that will be most suitable for the required processes. For example, hourly production defines: the dimensions of the space to heat the load, the type of furnace (continuous or batch), the amount of heat to be released in the furnace, the loading and unloading method, and the devices for accommodating or transporting the load such as trays, baskets, or conveyor belts. All these considerations influence both the initial cost and the operating cost, because in the end, the cost of the proposed equipment and its functionality are directly related to the specifications of the request for a quote.
It is difficult to attempt to use one furnace for all heat treating processes or to attempt to take into account future production needs that may not be necessary. It is impractical to carry out several processes that require different temperatures or have different production volumes. Trying to do so leads to oversized and over-budget equipment.
Vacuum low-pressure carburizing furnace
Step Two: Supplier Selection
Quote requests should only be submitted to manufacturers with the technical capacity and experience to prepare an offer that satisfies the request. Always use references from previous installations with similar quote requirements.
Considering the potential for financial gain, the cost of heat treating equipment can be appealing. The design and construction of heat treating equipment involves a considerable amount of engineering resulting from expensive investments in research and development. This research and development is influenced by user feedback detailing equipment failure. This feedback creates opportunities for manufacturers to fix equipment issues. Without the added benefit of other heat treater’s feedback, equipment failure is more likely. Finding a manufacturer with experience is crucial.
Only suppliers with experience and solid technical capacity will be able to guarantee results from the start. The goal is to receive equipment that requires no corrections after the first load leaves the furnace and to not have to rework the design.
Step Three: Study and Evaluation of Offers
A failed project is too much to risk, and so the responsible supplier will invest time and money in the study and preparation of the offer.
Every responsible supplier has been disappointed by an offer read backwards — when the potential customer reads the price first. Is the overriding need to stay within a certain budget or for heat treating equipment that is capable of processing parts to meet specifications? A careful reading of the offer may justify the cost of the furnace in relation to production needs. If there is a confusing section of the offer, it is important to clarify with the supplier. Investment in production equipment is very important, but it is even more important that the investment be profitable.
The heat treating equipment must satisfy a production need and certain metallographic specifications. Consequently, the dimensions of the space where the parts will be placed may be the main factor in the design of the furnace. This is because metals are only capable of heating up to a certain temperature at a rate that is determined by the heating method, geometry, and load arrangement. Only experienced vendors can make the correct calculations to meet the production needs of the project. Be sure to understand the calculations that lead to the sizing of the proposed system.
How are the parts supported and/or transported within the furnace? This is a point of great importance for the initial cost of these components and for the costs of future maintenance. Keep in mind that any mechanism that works at high temperatures will always be problematic for maintenance and replacement. Cast link belts, for example, have a higher initial cost, but they withstand heavy loads longer than metal mesh belts. However, there is a notable difference in the cost of components made of chromium-nickel alloy and those of carbon steel. Since chromium-nickel materials are able to withstand higher temperatures, their use is recommended and almost essential.
Furnaces tend to deteriorate rapidly where the heat is being lost. Make sure the door design is the best possible to avoid heat loss. Be sure that all doors included in the design are necessary. Doing so will save maintenance costs.
When it comes to quenching, oil or water circulation systems are extremely important, as is tank capacity. Otherwise, the quenching medium may overheat, causing unsatisfactory results.
In an oven intended for low temperature operations 356°F–1,112°F (180°C–600°C), for example tempering processes, it is necessary to have a fan to recirculate the hot air from the furnace. The uniformity of the temperature in the parts and the speed at which they heat up depends on the speed of recirculation, the weight of the air, and the design of the furnace, which must force the passage of air optimally through the load with the use of deflectors, screens, or distribution plenums. In high temperature furnaces, 1,292°F–2,192°F (700°C–1200°C), the heat transfer depends on the radiation toward the load and its exposed surface, so a recirculation fan is not necessary. Heat treatment is a critical process and temperature pyrometers must have the necessary precision.
List any doubts about the offer and ask the supplier to clarify at length in writing. The answers will make it easier to do a second analysis of the offer and compare it with other offers. In addition, the written clarifications will be a record for review by other collaborators on the project. Ask for feedback and observations on the proposals to get a second opinion.
Ask suppliers to provide a list of similar installations. Industry colleagues are generally unbiased in their comments about their experience with a particular supplier.
Finally, make a comparison chart in the most objective way possible. Keep in mind the fact that offers often do not include some subjective issues that may be important for a final selection. For example, some vendors are likely to have greater knowledge and experience in certain processes, simply because they have invested time and money to fi nd the best solutions to the process and those experiences could be beneficial.
Step Four: The Price
Understanding the scope of the received proposals that meet production and quality requirements is not all that goes into selecting heat treating equipment. After all this, there are still significant differences between various suppliers. Price is one of these differences. At this stage, the industrial furnace manufacturer will need to justify costs. It will be easy to tell if the manufacturer is thinking of the buyer as a future satisfied customer, or only of the economic benefits the sale will bring.
Conclusion
There are innumerable cases in which the equipment was poorly selected: “The substation and/or the cooling tower did not have the capacity;” or “The equipment is not what we expected;” or “They never told us that the furnace needed gas in those capabilities.” These are just a few of the possible comments everyone has heard.
Selecting heat treating equipment should be done slowly, analyzing all the options, weighing the differences between providers, and seeking clarification. Ask the supplier for multiple equipment options like requesting spare parts for the first year of operation.
Ultimately, time will tell if the furnace selected was the right choice. These recommendations provide a guide to making that decision. We sincerely hope that these recommendations will guide you in the selection of industrial furnaces for heat treating.
About the Author:
In addition to being the founder of Carrasco Hornos Industriales — furnace experts, consultants, and independent sales representatives for various furnace companies and spare parts — Carlos Carrasco is the founder and former president of ASM International, Mexico Chapter with more than 50 years of experience in the heat treat industry.
After the fourth annual nomination for Heat Treat Today’s 40 Under 40 Class of 2021 came to a close, Bethany Leone, editor at Heat TreatToday, shared what type of leaders would be recognized in the September 2021 Trade Showmagazine. Check out pages 32-55 for the full list of rising young leaders in the North American heat treat market.
Bethany Leone Heat Treat Daily / Heat Treat Radio Editor
Where did you come from? I mean, before you got into heat treating. And how did you become the heat treater that your colleagues know you to be today?
If you are like most people, heat treating was something that you fell into. You didn’t plan to go into the family business, but you did; your other opportunity at your dream job fell through and someone offered you this position; you were waiting for the chance of a lifetime and decided to pursue heat treat instead. . . .
The stories go on. Mundane, perhaps more often than not, but very much our stories.
Among the ordinariness of moving from point A to point B and making the small decisions to take on a new customer or take on a new cleaning or processing technology, we find rising young leaders of the heat treat market. The general manager at a small plant who continues to impress his colleagues and employer, or the young female operations handler whose capable, can-do attitude has driven her to vice president are the constantly felt, though not often recognized, leaders in our sphere.
Determining what is a leader is the first step to recognize these invaluable figures in our ordinary lives, hidden behind their families, books-of-the-month, and job transitions. But how to talk about a good leader? How do you put into words what is felt and not spoken? It’s a difficult question, but the best answer I can give you: tell a story.
These stories show hard work and initiative from one step to the next. . .
"Erick developed successful bilingual/bicultural work instructions and created a seamless process to develop new equipment using local resources, all during demanding project schedules and in the middle of the COVID crisis."
Leadership stories highlight cultivated talent on display. . .
"Lindsey’s communications background has helped Advanced Heat Treat Corp’s growth in technical material content for customers [. . .] Lindsey’s marketing expertise has increased AHT’s website traffic year-after-year, with a 45% increase since the pandemic."
A good story moves people with cutting edge reality and humanity of a leader. . .
"With [Matthew’s] newly acquired purchase of his first home, he is honing his abilities as a handyman from rough carpentry to finish work. Applying his perfectionist personality to every job, it’s truly hard to tell if it was done by him or a professional."
As you peel through these pages to look for the next technical article or skim for an advertiser who will meet your needs, pause for a moment with fresh eyes on the incredible narratives that make up Heat TreatToday’s 40 Under 40 Class of 2021.




 Welcome to Heat Treat Today's This Week in Heat Treat Social Media: The Christmas Edition. With so much content available on the web, especially during Christmas, it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So before you head off to celebrate with friends and family, Heat Treat Today is sharing some great Christmas-themed heat treat news from the different social media outlets!
Welcome to Heat Treat Today's This Week in Heat Treat Social Media: The Christmas Edition. With so much content available on the web, especially during Christmas, it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So before you head off to celebrate with friends and family, Heat Treat Today is sharing some great Christmas-themed heat treat news from the different social media outlets!












 We continue to consider the topic of natural gas pricing and reduction and its impact on heat treaters. Much of the discussion in this month’s article initially appears to deal with process quality or consistency. But understand, process consistency and energy savings are inextricably linked.
We continue to consider the topic of natural gas pricing and reduction and its impact on heat treaters. Much of the discussion in this month’s article initially appears to deal with process quality or consistency. But understand, process consistency and energy savings are inextricably linked.