There is much that may burden the soul, be it war, the orphan and widow, or the personal antagonisms of the mind. The frustrations of seeking goodness and finding injustice are disheartening. Yet as we head into Easter weekend, I consider the powerful words of fellow Christians in Kenya: “All our problems, we send to the cross of Christ. All our difficulties, we send to the cross of Christ. All of our hopes, we set on the risen Christ.” For myself and many at the company, we rest in this hope: that all our striving will be redeemed for good because of this truth.
Wherever this Easter weekend finds you, may you find rest from the agitations of this world and deep renewal in spirit.
Thank you for being part of the Heat TreatToday community. Our offices will be closed on Friday, April 3, and will reopen — renewed, recharged, and ready to continue serving our readers — Monday morning, April 6.
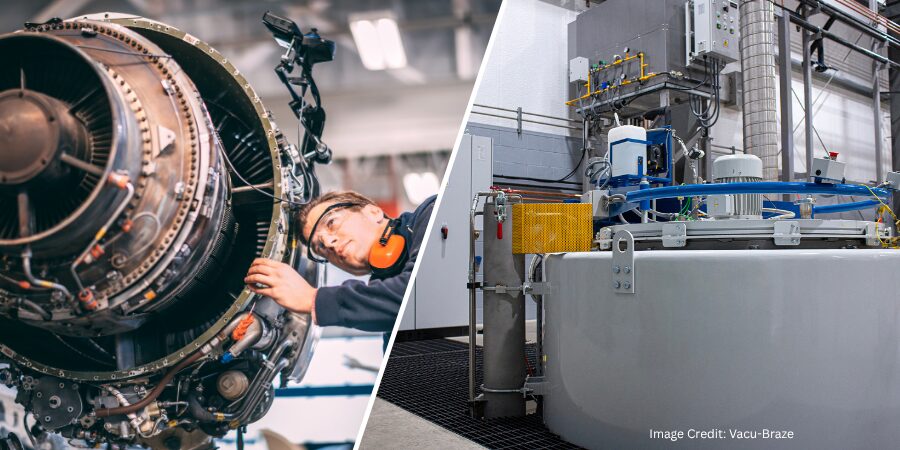
Vacu-Braze, a commercial heat treater specializing in vacuum heat treating and brazing, has added a large-capacity nitriding furnace to support processing of oversized components requiring enhanced surface hardness, wear resistance, and fatigue performance.
The furnace features a working chamber of 48″ in diameter and 108″ in depth, more than doubling the company’s current processing volume. It can accommodate larger workloads while meeting AMS2759/6 requirements for aerospace nitriding applications that require strict control of compound layer formation, case depth, and process uniformity.
In addition to conventional gas nitriding, the new furnace enables ferritic nitrocarburizing, providing an additional surface engineering option in many alloy steels. Along with advanced pyrometry and temperature uniformity controls, these features ensure compliance with AMS2750 for critical applications.
With this addition, Vacu-Braze can process a broader range of part sizes while maintaining process control and consistency.
Press release is available in its original form here.
Is your combustion equipment truly compliant? In this guest column, Mesa Wentling, Marketing/Field Service at PSNERGY, explores two mandatory annual requirements introduced in the latest edition of NFPA 86: Standard for Ovens and Furnaces. The updates — Safety Train Verification and Radiant Tube Integrity Inspections — directly affects combustion-based heat treating equipment. Wentling breaks down what each requirement entails, how to achieve compliance, and the risks operators face if they don’t.
NFPA 86: Standard for Ovens and Furnaces establishes the minimum safety requirements for equipment that uses heat to process materials. The standard is designed to prevent fires, explosions, and hazardous operating conditions in industrial heating systems.
Although there are many updates in the most recent edition, these two mandatory annual requirements directly affect combustion equipment in use by most heat treating operations: Safety Train Verifications and Radiant Tube Integrity Inspections.
Safety Train Verification
The annual Safety Train Verification requirement focuses on confirming that each component of the fuel safety train is present and functioning correctly. Often in older furnace installations, components like gas line drip legs or wye strainers were omitted. Combustion systems rely on a sequence of valves, switches, regulators, and interlocks that must function in a precise way for safe furnace operation. These devices can drift out of adjustment, wear mechanically, or fail electrically over time.
Verifying the gas safety train annually ensures that all protective devices respond when necessary. This procedure confirms valve functionality, switch setpoints, regulator performance, and the integrity of wiring and interlocks. The goal is to identify any signs of degradation of the gas safety train before it becomes a safety hazard.
Radiant Tube Integrity Inspections
RTI Inspection | Image Credit: PSNERGY
Radiant Tube Integrity Inspections are now another required annual check. Radiant tubes operate in severe thermal environments that can lead to cracking, oxidation, warping, or weld deterioration. A tube that loses integrity can leak products of combustion into the furnace chamber, which can contaminate products, affect temperature uniformity, and create unsafe operating conditions. Loss of integrity can occur through thermal cycling, corrosion, or mechanical stress. The annual inspection ensures that any failing tubes are identified before they compromise safety or performance.
Three common ways to perform Radiant Tube inspections are with (a) digital combustion technology, (b) pressure testing, and (c) visual inspection. Digital combustion technology uses furnace atmosphere and O₂ data to identify failing tubes. This method significantly reduces downtime and manpower, improves safety, and increases accuracy. Pressure testing includes furnace shutdown, tube sealing and pressurization, pressure verification, and final seal removal and reassembly. Visual inspection requires furnace shutdown and multi-day cooling, confined space entry with elevated risk, and offers limited accuracy due to restricted access, typically identifying only major cracks in cold tubes.
Noncompliance Is a Liability
It has been observed through industry interactions that many heat treaters have not yet come into compliance with these updated NFPA 86 requirements because of the long-standing belief that their equipment was effectively grandfathered in. Historically, older furnaces and ovens were not always required to meet new verification or inspection criteria. That is no longer true. Due to the grandfather clause being eliminated, every furnace or oven, regardless of installation date, must comply with the current standard.
Failure to comply with the annual requirements can have significant consequences. Noncompliance increases exposure to safety incidents, unplanned outages, and equipment damage. Insurance carriers and auditors are placing greater emphasis on documented conformance to NFPA 86, and missing these verifications can affect coverage or lead to corrective actions.
In the event of an incident, lack of compliance presents substantial liability. Connect with industry experts in combustion like PSNERGY who can provide resources that help heat treaters and metal processors meet these requirements efficiently. You should expect detailed guidance, inspection procedures, and combustion technology for Safety Train Verifications and Radiant Tube Integrity Inspections, along with service options for facilities that need support. These resources assist operators in building compliant, safe, and reliable operations. For more information on the recent edition of NFPA 86, be sure to visit www.nfpa.org.
About The Author:
Mesa Wentling Marketing/Field Service PSNERGY
Mesa Wentling specializes in industrial marketing, with hands-on experience supporting furnace efficiency, combustion, and manufacturing-focused initiatives. She works with engineers and furnace specialists to help communicate complex combustion and performance data in a clear, accessible way.
Linamar Corporation, a North American manufacturer with in-house heat treating capabilities, has acquired select assets of Winning BLW, strengthening its capabilities in warm forging and precision gear manufacturing for automotive and industrial applications. The acquisition supports production of bevel and helical gears, components that typically require controlled heat treating to achieve the hardness, wear resistance, and fatigue strength needed for drivetrain systems.
The facilities included in the transaction are located in Remscheid and Penzberg, Germany, bringing established expertise in forging and gear production into Linamar’s global manufacturing network. The Remscheid facility handles mass production of high-performance precision bevel and intermediate gears for light vehicle market, while the Penzberg facility specializes in helical gears and high-precision components serving the commercial and off-highway sectors. Through these acquisitions, Linamar expands its offering of precision bevel and helical gears, as well as small- to medium-sized drivetrain and transmission components.
Jim Jarrell CEO and President Linamar Corporation
“These acquisitions are a great strategic fit for Linamar. They strengthen our technology and manufacturing capabilities in products where we are already strong, deepen relationships with key global [clients], and position us for continued growth by increasing our content per vehicle across multiple markets,” said Jim Jarrell, CEO and president of Linamar.
The additions strengthen Linamar’s position in designed and machined gears, deepen its forging capabilities, and support its vertically integrated manufacturing approach.
Press release is available in its original form here.
Jim Roberts of U.S. Ignition engages readers in a Combustion Corner editorial about the hidden complexity of balancing furnace pressures —explaining how thermal expansion, gas velocity, and pressure fluctuation interact in modern burner systems, and how flue gas recirculation can push firing efficiency from 30% to 75% while cutting NOx emissions by more than half.
This editorial was first released in Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition.
When I made the comment about the negative attitude in Part 1 of this series (Air & Atmosphere Heat Treating, February 2026), I was referring to the fact that most of these burner designs require a suction component (in this case, the eductor) to help pull the exhaust gases out over the heat exchanger portion of the burner. Also, if we just tried to pressurize the burners and force the exhaust gases out through the exchanger section, there would be a pressure buildup in the furnace. With that comes the destruction of door seals. Burner plates begin to leak, and when the doors open, the operators and furnace guys get greeted with a blast of 2000°F flue gas. I can honestly say, I have not, in all my years in this industry, met a furnace guy who likes a thermal haircut.
So, by balancing the pressures, we can save gas, reduce emissions, and probably even heat treat some products along the way.
A comment like, “just balancing the pressures,” seems like such an easy thing to accomplish. And, for all the experienced furnace guys out there, that is probably regarded as pretty simple stuff. But we have to give proper respect to the myriad of moving parts in today’s modern burners and heating systems. When I say moving parts, perhaps the better description is designing around the fluctuations in pressures, temperatures, and flows that these modern systems all perform to operate at these efficiencies.
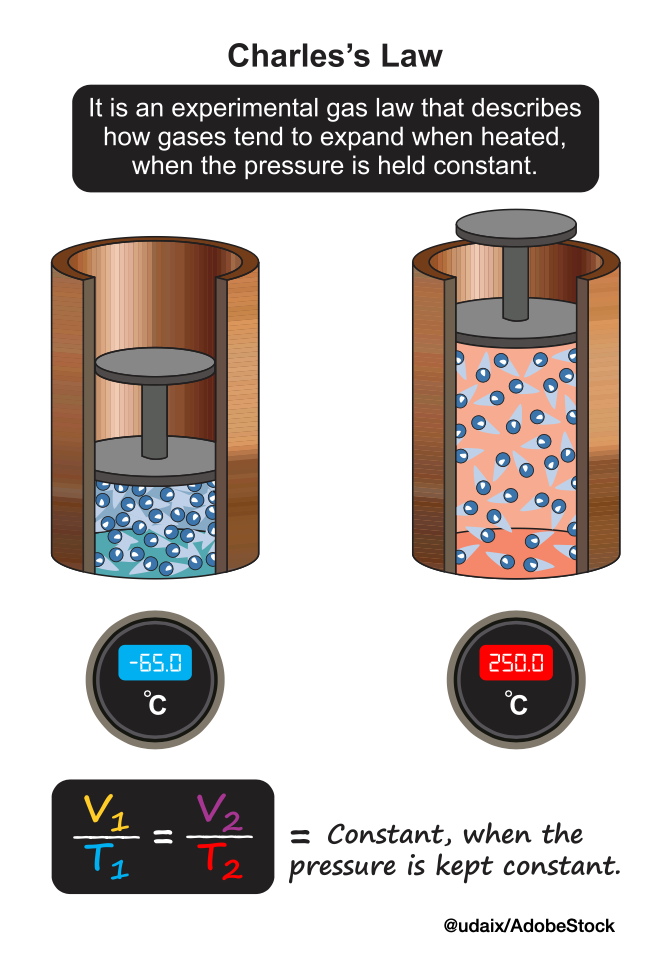
When Combustion Corner covered pressures and velocities in August and September 2025, you will recall that under these temperatures, everything starts moving around under the temperature growth and pressure increases. Velocity increases like crazy, and at heat treating temperatures, the very components expand significantly enough to affect the pressure and delivery of flue gases.
High temperatures cause flue gases to expand significantly because increased thermal energy boosts gas molecules’ kinetic energy, making them move faster and spread out. This principle, described by gas laws like Charles’s Law, leads to volume increases that necessitate expansion joints in equipment to prevent system damage and maintain integrity. This expansion can create immense stress on combustion systems, requiring specialized components like expansion joints to absorb thermal growth and maintain seals, while the high heat can also induce chemical changes and dissociation, influencing performance in other ways.
For example, can you begin to envision how furnace designers and burner design engineers have to pay attention to component growth while maintaining the critical pressures of the furnace and the burners and heat exchangers? It’s a dance, let me tell you! I believe I pointed out a while back that a 6-inch diameter radiant tube or burner combustor will grow almost an inch in length when running at 1400°F and above. If it’s growing in length, it is also trying to grow in diameter. It’s like trying to produce a constant flow of water at a constant spray rate on your garden hose, all the while the hose is changing dimensions. Not so easy is it?
To sum up, with heat recovery, and then with the addition of flue gas recirculation and high velocity burners, it is really quite remarkable how well many of these systems perform. The firing efficiency of a flue gas recirculation system over a conventional cold air burner can be the difference of 30% fuel efficiency and 75% fuel efficiency! We are talking about some serious fuel dollar savings when that all happens. And now, with recirculation, you are also cutting NOx by better than half as well.
Next time we will talk about how these systems do all of this.
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
Today’s Technical Tuesday highlights the second installment in a multi-part series by Nikolai Alexander and The Heat Treat Doctor® Daniel H. Herring, diving into the controlled heat treatment strategies required to unlock IN 718’s exceptional high-temperature strength, toughness, and corrosion resistance. From solution annealing and duplex aging to hot isostatic pressing and additive manufacturing considerations, the authors explore how precise process control and equipment selection directly shape microstructure and performance in critical applications.
This informative piece is from Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition. For part 1 on the history, production, and general applications, read Heat Treat Today’sFebruary 2026 Annual Air & Atmosphere Heat Treating print edition.
Introduction
IN 718 was developed for and is extensively used in the aerospace industry. Today, the superalloy and its modifications are heavily relied upon, including IN 718Plus® (US Patent No. 6.730.264 B2), which is designed for operating service temperature to 705°C (1300°F), approximately 55°C (100°F) above that of IN 718. (IN 718Plus will be the subject of a future article by the authors). This article reviews the heat treatment of IN 718 and the need to control both equipment and process variability. Also discussed is the method of additive manufacturing (AM) to produce component parts and the heat treat challenges it poses, including the need to HIP (hot isostatically press) the material to achieve maximum property benefits.
Heat Treatment of IN 718
Figure 1. Typical vacuum furnace used for heat treating IN 718 | Image Credit: Solar Manufacturing
IN 718 is typically heat treated in a vacuum furnace given that it is a sensitive alloy and easily oxidized. Processing in an all-metal shielded furnace (Figure 1) offers advantages for keeping the parts bright after the aging process, without the need to wrap them.
Graphite-lined vacuum furnaces, often with molybdenum heating elements, can also be used provided appropriate precautions are taken. The furnace must be extremely leak tight with a rate of rise under 5 microns Hg per hour. Processing in vacuum is typically done in the 10⁻⁵ torr range. Argon as a partial pressure or cooling gas is necessary to avoid nitriding or oxidation. An alternative, albeit older technology, approach is the use of a vacuum-purged argon atmosphere box furnace with a retort.
From a metallurgical perspective, the amount, morphology, and distribution of the delta (δ) phase have a great influence on the properties of IN 718. During heat treatment, delta phase is extremely important for optimizing mechanical properties, particularly at high temperatures to control migration and precipitation in IN 718. The delta phase inhibits grain growth (by pinning the grain boundaries) and enhances creep and fatigue performance. However, excessive or poorly controlled precipitation is detrimental to other properties like ductility and fracture toughness.
Optimization of delta phase distribution includes selecting the proper solutionizing temperature, between 980–1040°C (1800–1900°F) depending primarily on nickel content, where the delta phase is stable (and thus precipitates out). Thermomechanical working can also achieve this effect by forming more globular-shaped particles rather than acicular (needle-like) ones (Guan, et al. 2023).
There are a number of heat treatments that can be performed on IN 718, including stress relief, homogenizing, solution annealing, precipitation hardening (aka aging), and HIP.
Stress Relief
Stress relief is typically performed at the mill and is a compromise between the amount of residual stress one would like to remove and the possibly harmful effects to both high temperature properties and corrosion resistance. For wrought alloys, stress relief at full annealing temperature is recommended since intermediate temperatures might cause aging. Hold times are one hour per inch of section thickness. For castings, stress relief is especially important when dealing with complex shapes, which may be prone to cracking in subsequent operations or when dimensional control is important.
Homogenization
Homogenization heat treatment is applied to IN 718 for the uniform distribution of alloying elements and dissolution of detrimental phases after its processing through casting and additive manufacturing (AM) routes. There is a definite relationship between laves phase fraction (i.e., the brittle intermetallic compound formed due to niobium segregation during solidification) and homogenization time at various temperatures 1140–1170°C (2085–2140°F). With an increase in homogenization temperature, the time required for dissolution of laves phase and reduction in laves phase fraction reduces drastically. Also, at a given temperature the reduction in laves phase fraction has been shown to occur with the increase of time (Eliasen and Somers 2010).
Full Annealing
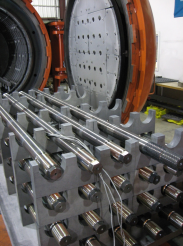
Figure 2. Full annealing of IN 718 alloy bars | Image Credit: Solar Atmospheres, Inc.
The process of full annealing involves complete recrystallization and dilution of all or most of the secondary phases to reach maximum softness (Figure 2).
The process is typically run at 955°C (1750°F) holding one hour per inch of cross-sectional area. If welding is to be performed on the component, annealing should be performed immediately after the welding operation. It is noteworthy that niobium additions help overcome cracking problems during welding.
Solution Annealing
Solution annealing (aka solution heat treating) is designed to dissolve secondary phases to prepare the alloy for age hardening and produce maximum corrosion resistance. An added benefit is homogenization of the microstructure.
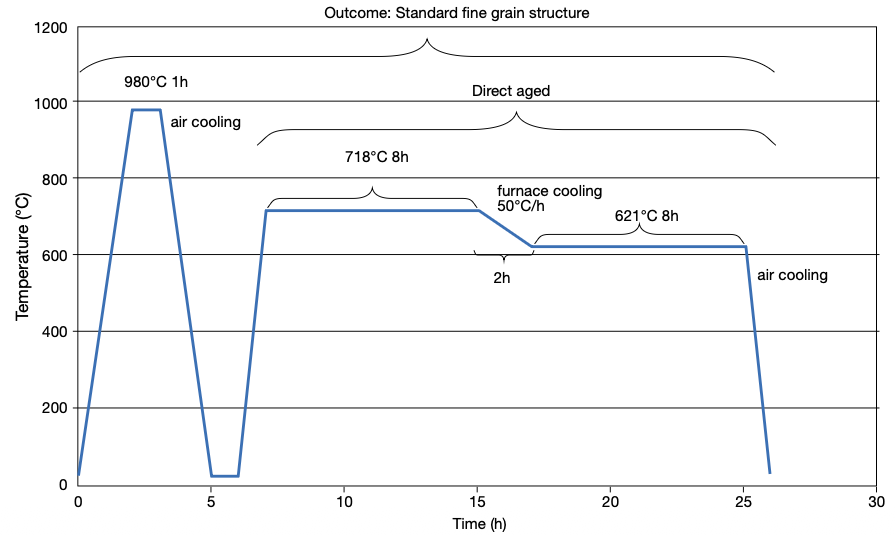
Figure 3. Standard heat treatment cycle of IN 718 | Image Credit: Polasani and Dabhade 2024
A typical heat treatment of IN 718 involves a two-step process — solution heat treating and then age hardening — to control the mechanical property response of the material (Figure 3).
For bar stock, a typical cycle might involve solution annealing at 955°C (1750°F) followed by a 2-bar quench under argon or nitrogen (which can be used if post machining will be performed). This is followed by duplex aging at 730°C (1350°F) for eight hours followed by a vacuum or rapid cool to avoid surface reactions (such as oxidation) and (depending on whether further precipitation is needed) to 650°C (1150°F) and another hold for eight hours followed by a gas fan quench.
Solution annealing at 925–1010°C (1700–1850°F) with its corresponding aging treatment is considered the optimum heat treatment for IN 718, where a combination of rupture life, notch rupture life, and rupture ductility is of greatest concern. The highest room-temperature tensile and yield strengths are also associated with this treatment. In addition, because of the fine grain developed, it produces the highest fatigue strength (Herring 2019).
By contrast, solution annealing at 1040–1065°C (1900–1950°F) with its corresponding aging treatment is the treatment preferred in tensile-limited applications because it produces the best transverse ductility in heavy sections, impact strength, and low-temperature notch tensile strength. However, this treatment tends to produce notch brittleness in stress rupture (Herring 2019).
Aging/Duplex Aging
Figure 4. Duplex aging of IN 718 land-based turbine rods | Image Credit: Solar Atmospheres, Inc.
The aging process is designed to strengthen the material, forming precipitates from the supersaturated solid solution mastic from the solution annealing step.
Duplex aging (Figure 4) involves a two-step heat treatment process and on IN 718 is performed around 730°C (1350°F) for eight hours followed by a vacuum cool or in some cases a rapid cool to avoid surface reactions (such as oxidation) and (depending on whether further precipitation is needed) down to 620°C (1150°F) and another hold for eight hours. This is followed by a gas fan quench. The first soak temperature is intended to initiate precipitation of phases influencing strength and hardness properties. The second soak temperature further refines the microstructure and optimizes the material’s properties based on the phases developed in the initial aging and cooling stages.
Hot Isostatic Pressing
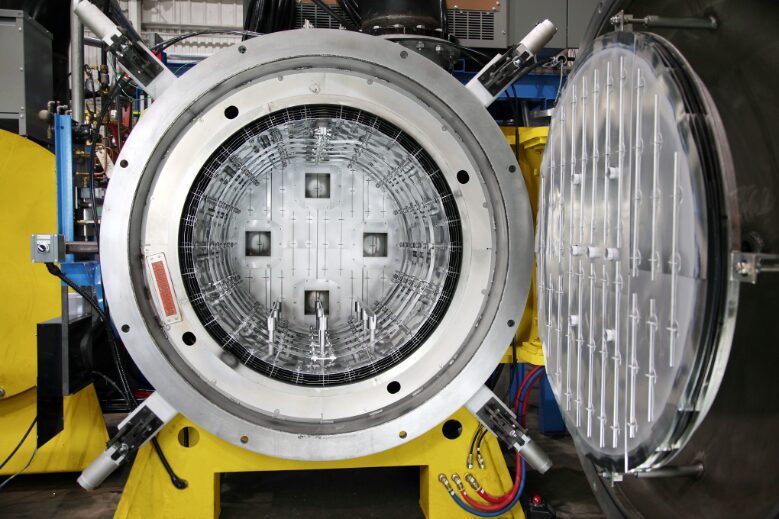
Figure 5. Typical HIP furnace capable of high temperature/pressure | Image Credit: AVS Inc.
Hot isostatic pressing (HIP) combines high pressure and high temperature to influence the density and microstructure of IN 718 (Figure 5). It is critically important to improve the mechanical strength of shape cast and additive manufactured components to homogenize the as-built microstructure and minimize variation in mechanical properties. It helps to eliminate residual stresses, close pores, close cracks and ensures the material is properly fused (Shipley 2023).
For example, it has been reported (Lee, et al. 2006) that four hours at 2155°F (1180°C) under a pressure of 25.5 ksi (175 MPa) is optimal to improve the microstructure (grain size and segregation) along with tensile properties of IN 718 castings.
Future Outlook
Additive manufacturing (AM) of IN 718 (and superalloys in general) is becoming an increasingly important method for component part manufacturing. It allows complex 3D shapes to be formed without the difficulties inherent in casting, forming, and machining of these alloys.
Electron beam-powder bed fusion (E-PBF) and laser-beam powder bed fusion (L-PBF) have shown great promise for processing IN 718 and other nickel-based superalloys. An absolutely necessary, if not critical, step in the process is post-HIP to heal cracks and homogenize the microstructure.
Heat treating will continue to play an important role in enhancing the properties of IN 718. It will be necessary to update the standard heat treatment requirements (e.g., AMS5662 and AMS5663) to incorporate powder metallurgy (PM) and AM technologies to optimize properties for components made by these methods.
More investigation is needed to optimize solutionizing and aging temperatures for modified IN 718 chemistries. For example, the effect of the cooling rate after aging treatments on the precipitate size and morphology and subsequent mechanical properties of the alloy must be explored in more detail (Eliasen and Somers 2010). And from a heat treatment perspective there is interest in case hardening (nitriding, low-temperature carburizing) of IN 718 (Sharghi-Moshtaghin, et al. 2010, Eliasen and Somers 2010).
Finally, AM processes rely on layer-upon-layer melting. As such, modeling, sensor technology, process temperature monitoring and control of surface displacement improve the build. Emerging trends suggest that the integration of machine learning and artificial intelligence for real-time quality control and process optimization will be a key part of the manufacturing strategy moving forward (Babu, et al. 2018).
References
Akca, Enes, and Gursel, Ali. 2015. “A Review on Superalloys and IN718 Nickel-Based INCONEL Superalloy.” Periodicals of Engineering and Natural Sciences 3 (1): 15–27.
Babu, S. S., N. Raghavan, J. Raplee, S. J. Foster, C. Frederick, M. Haines, R. Dinwiddie, M. K. Kirka, A. Plotkowski, Y. Lee, and R. R. Dehoff. 2018. “Additive Manufacturing of Nickel Superalloys: Opportunities for Innovation and Challenges Related to Qualification.” The Minerals, Metals & Materials Society and ASM International: 3764–3780.
del Bosque, Antonio, Fernández-Arias, Pablo, and Vergara, Diego. 2025. “Advances in the Additive Manufacturing of Superalloys.” Journal of Manufacturing and Materials Processing 9 (215): 1–31.
Chandler, Harry, ed. 1996. Heat Treater’s Guide: Practices and Procedures for Nonferrous Alloys. ASM International.
Croft Systems. n.d. “The Difference between a Wellhead & Christmas Tree.” https://www.croftsystems.net/oil-gas-blog/the-difference-between-a-wellhead-christmas-tree/.
Decker, R. F. 2006. “The Evolution of Wrought Age-Hardenable Superalloy.” Journal of The Minerals, Metals & Materials Society, September: 32–36.
Eliasen, K. M., T. L. Christiansen, and M. A. J. Somers. 2010. “Low-Temperature Gaseous Nitriding of Ni-Based Superalloys.” Surface Engineering 26 (4): 248–255.
Guan, Hao, Wenxiang Jiang, Junxia Lu, Yuefie Zhang, and Ze Zhang. 2023. “Precipitation of δ Phase in Inconel 718 Superalloy: The Role of Grain Boundary and Plastic Deformation.” Materials Today Communications 36 (August).
Herring, Daniel H. 2011. “Stress Corrosion Cracking.” Industrial Heating, October: 22–24.
Herring, Daniel H. 2012. Vacuum Heat Treating: Principles, Practices, Applications. BNP Media II, LLC.
Herring, Daniel H. 2019. “The Heat Treatment of Inconel 718.” Industrial Heating, June: 12–14.
Lee, Gang Ho, Ang Ho, Minha Park, Byoungkoo Kim, Jong Bae Jeon, Sanghoon Noh, and Byung Jun Kim. 2023. “Evaluation of Precipitation Phase and Mechanical Properties According to Aging Heat Treatment Temperature of Inconel 718.” Journal of Materials Research and Technology 27 (Nov–Dec): 4157–4168. https://doi.org/10.1016/j.jmrt.2023.10.196.
Lee, Shin-Chin, Shih-Hsien Chang, Tzu-Piao Tang, Hsin-Hung Ho, and Jhewn-Kuang Chen. 2006. “Improvements in the Microstructure and Tensile Properties of Inconel 718 Superalloy by HIP Treatment.” Materials Transactions 47 (11): 2877–2881.
Loria, Edward A. 1988. “The Status and Prospects of Alloy 718.” Journal of Materials, July: 36–41.
Polasani, Ajay, and Vikram V. Dabhade. 2024. “Heat Treatments of Inconel 718 Nickel-Based Superalloy: A Review.” Metals and Materials International: 1204–1231.
Sharghi-Moshtaghin, Reza, Harold Kahn, Yindong Ge, Xiaoting Gu, Farrel J. Martin, Paul M. Natishan, Arrell J. Martin, Roy J. Rayne, Gary M. Michal, Frank Ernst, and Arthur H. Heuer. 2010. “Low-Temperature Carburization of the Ni-Base Superalloy IN718: Improvements in Surface Hardness and Crevice Corrosion Resistance.” Metallurgical and Materials Transactions A 41A (August): 2022–2032.
Shipley, Jim. 2023. “Hot Isostatic Pressing and AM: How to Improve Product Quality and Productivity for Critical Applications.” Metal AM 9 (3).
U.S. Patent No. 3,046,108.
Acknowledgments:This paper would not have been possible without discussions, guidance and contributions from a number of individuals in both the heat treat industry and academia.
Dan Herring “The Heat Treat Doctor®” The HERRING GROUP
Dan Herring, who is most well known as The Heat Treat Doctor®, has been in the industry for over 50 years. He spent the first 25 years in heat treating prior to launching his consulting business, The HERRING GROUP, in 1995. His vast experience in the field includes materials science, engineering, metallurgy, equipment design, process and application specialist, and new product research. He is the author of six books and over 700 technical articles.
Nikolai Alexander Hurley Intern The Heat Treat Doctor®
Nikolai Alexander Hurley is a young academic, interning with The Heat Treat Doctor®.
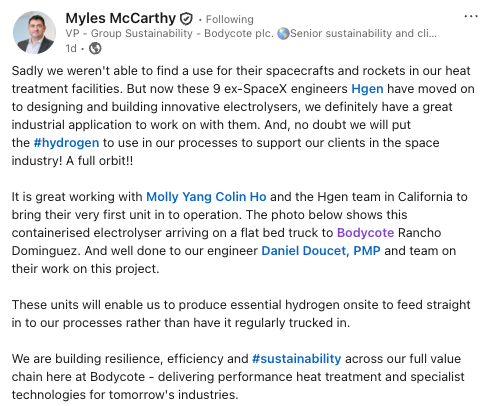
Bodycote, a global provider of advanced heat treatment and specialist thermal processing services, is improving heat treat efficiency and reducing process costs by generating hydrogen on-site at its Rancho Dominguez, California, facility. The system supports controlled-atmosphere heat treatment and brazing operations for aerospace, automotive, energy, and defense applications while reducing reliance on delivered industrial gas.
Hgen at Bodycote | Image Credit: Bodycote
Hydrogen is a critical industrial gas used in Bodycote’s precision heat treatment and surface coating operations, treating metal and metal-alloy components for industrial applications. At the Rancho Dominguez site, processes include annealing, vacuum heat treatment, diffusion bonding, and multiple brazing methods such as hydrogen, inert atmosphere, and induction brazing.
The installed system generates hydrogen from electricity and water at the point of use, eliminating the need for delivered bulk hydrogen and reducing emissions associated with transportation and handling. This approach can reduce related emissions by more than 90% while providing a more stable and lower-cost hydrogen supply.
Click on the image above to read more about Bodycote’s hydrogen strategy in action. Molly Yang Chief Executive Officer Hgen
The hydrogen generation unit, developed in partnership with Hgen, is designed as a compact, modular system that can scale with process demand. Its footprint is 20 times smaller than conventional hydrogen production systems with comparable output, allowing for more efficient use of plant space and reduced system costs.
The containerized module was delivered pre-assembled and installed in less than two weeks, minimizing integration requirements and operational disruption. It also offers an alternative to externally sourced hydrogen. “On-site gas generation avoids the need for expensive gas compression, transport, and storage,” said Molly Yang, chief executive officer at Hgen. She adds that this technology allows Bodycote to reduce gas costs while advancing its sustainability goals.
The installation is expected to pave the way for broader deployment of distributed hydrogen generation across additional sites, reinforcing Bodycote’s long-term energy transition strategy and sustainability commitments.
Press release is available in its original form here. The left half of the main image shows the Hgen module. | Image Credit: Bodycote
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, explores the practical role of argon as a truly inert alternative to nitrogen in thermal processing.
This informative piece on argon’s unique properties, production challenges, and applications — from vacuum heat treating of titanium to powder metallurgy and additive manufacturing —was first released in Heat Treat Today’sFebruary 2026 Annual Air & Atmosphere Heat Treating print edition.
Akin Malas Business Development Manager / Metallurgist Linde
In this column, I’ve invited Akin Malas, business development manager and metallurgist at Linde, to bring his deep expertise in the subject of argon gas. What follows is the fruit of our discussion and continued conversations about this specialized yet indispensable industrial gas in thermal processing applications.
Compared to nitrogen (the industrial gas this column last covered), argon exhibits actual inertness, enabling its use in high-temperature environments and for processing metals that cannot tolerate nitrogen atmospheres, such as titanium and certain high-performance stainless steels. While argon is significantly higher cost than nitrogen, it remains far more economical than helium, another highly inert alternative.
Argon plays a vital role across multiple stages of metal processing, including:
Primary metallurgy: ladle stirring
Powder metallurgy: atomization of metal powders
Additive manufacturing: laser and electron-beam processes requiring inert chamber atmospheres
Vacuum heat treating: backfill gas for titanium and specialty alloys
Argon is used differently than nitrogen in most cases. Inexpensive nitrogen is often used as a utility pressurization gas, for scavenging, and blended with other gases (such as hydrogen); however, argon is most often used in pure form. Nitrogen is considered inert for heat treatment applications except in extraordinarily high temperatures or heat treatment of reactive metals, such as titanium and stainless steels. In this case, using an actual inert gas like argon or helium is necessary. Also, while nitrogen is virtually the same density as air and thus will diffuse throughout a vessel, argon is much denser than air and can be used to form a stratified inert layer.
Linde gas storage tanks | Image Credit: Linde
Both argon and nitrogen are separated from air in a cryogenic air separation unit (ASU), but there are three main factors that make argon much harder to make than nitrogen and thus much more expensive:
Argon is only 1% of air while nitrogen is 78% of air. Argon boils at nearly the same temperature as oxygen, making a separate purification process necessary. Those two factors mean that only the largest ASUs make enough argon to make it worth purifying.
Argon cannot economically be separated from air non-cryogenically (primarily because the percentage in air is so low), so there is no low-cost competition to cryogenic argon. Also, because argon is prized for its inertness, there is much less interest in argon that might be lower purity.
Because argon is made in only the largest ASUs (typically those serving very large steel mills) and because those plants tend to be geographically grouped, shipping distances for argon tend to be much farther than for nitrogen and oxygen, further driving up the costs.
Processors of titanium parts and parts made of some stainless steels, such as the 300 series stainless alloys (SS), cannot be processed in nitrogen-containing atmospheres, because the metals will nitride at heat treating temperatures. Hence these metals may be processed in a pure argon (for Ti) or hydrogen (for SS) atmosphere blends.
We’ll pick up this discussion next month to see what market options are available, particularly in the U.S.
About The Author:
David (Dave) Wolff Industrial Gas Professional Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: a custom split tube furnace engineered for elevated-temperature materials testing highlights how thermal processing equipment is being adapted for complex research environments serving aerospace and defense applications. Designed to support vibration testing while maintaining precise thermal control, the system reflects the growing need to simulate real-world thermal conditions while monitoring material performance.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
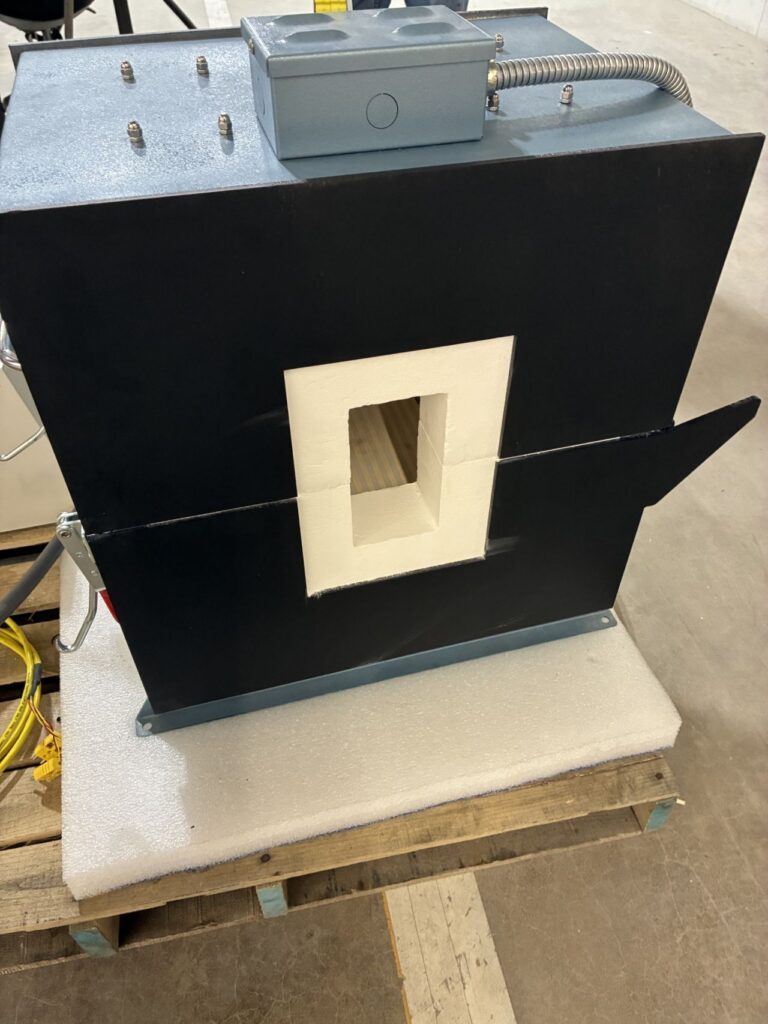
A custom split tube furnace designed for elevated-temperature materials testing demonstrates how specialized thermal processing equipment can be integrated into complex research environments. Thermcraft, a U.S.-based manufacturer of thermal processing equipment serving global markets, has completed the system for an application requiring materials to be tested under vibration while held at high temperature.
The system was engineered to maintain a stable and uniform thermal environment while allowing measurement systems to interact directly with the test sample. The design includes two distinct vestibules — one configured to securely hold the test sample during vibration testing and the other sized to accommodate measurement fixtures and instrumentation.
By working closely with the client during the design process, Thermcraft engineers incorporated custom vestibule geometry, instrumentation access, and system integration features that allow the furnace to function as part of the overall testing platform rather than simply as a standalone heating device.
The system uses a split tube configuration that allows the furnace to open along its length, simplifying sample loading, integration with test rigs, and routine maintenance. A compact external control cabinet provides temperature control and monitoring while enabling the furnace to integrate with the client’s existing testing infrastructure.
Systems like this are commonly used in advanced materials development testing environments, including aerospace and defense materials development, research laboratories, universities, and materials science programs. These applications often require the ability to simulate elevated-temperature service conditions while monitoring material performance.
“Projects like this highlight how important collaboration is between equipment manufacturers and [clients], said Mike Weaver, sales manager at Thermcraft. “Every testing application has its own challenges, and our goal is to work closely with [clients] to engineer thermal systems that support their exact process requirements rather than forcing them to adapt their process to standard equipment.”
Press release is available in its original form here. Additional information provided by Thermcraft.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter from the February 2026 Annual Air & Atmosphere Heat Treating print edition celebrates the return of in-person industry events following the disruptions of COVID-19, and previews the lineup of events that Heat Treat Todaywill be involved in throughout 2026 and beyond, such as THERMPROCESS 2027 in Germany and Furnaces North America (FNA) in Indianapolis.
We are five years out from COVID-19 and life is returning to normal, including in-person events. In 2026, Heat TreatToday is starting an Events Division spearheaded by Heat Treat Today veteran, Karen Gantzer. Here’s a preview of the in-person events that Heat TreatToday will be working on in 2026. These events may be important and of interest to you.
Helium Leak Detection Seminars
We are holding four seminars in 2026, one each quarter. If you hurry, you might be able to register for the Helium Leak Detection Seminar scheduled for March 25 in Charlotte, North Carolina. You can register up to the day, including walk-ins. The remaining three seminars are scheduled for June 10 in the Philadelphia area, August 12 near Long Beach, California, and October 15 in Indianapolis, the day after Furnaces North America 2026 concludes. Pricing is very reasonable; standard pricing is $795 for the day, but early-bird registrations are available at $695.
Dave Deiwert, Heat Treat Today’s new favorite vacuum leak detection guy, will be instructing. These should be super-helpful, super-practical seminars. If you have vacuum furnaces, send someone. More information and registration can be found at www.heattreattoday.com/leakdetectionseminar.
THERMPROCESS 2027
This event is not until 2027, but exhibitors should sign up now because the exhibitor registration deadline is May 31, 2026. Heat Treat Today is both sponsoring and helping to create a North American Pavilion at THERMPROCESS. Find out more by reading last month’s Publisher’s Page or by going to www.heattreattoday.com/pavilion.
Heat Treat Boot Camp
Scheduled for September 14–16 in Cleveland, Ohio, Heat Treat Today’s 5th annual Heat Treat Boot Camp is becoming one of the industry’s leading educational events. With a day and a half of classroom instruction sprinkled with some excellent and entertaining networking opportunities, as well as a small (10–12 vendor) tabletop exhibit, Heat Treat Boot Camp has been growing in popularity since its inception in 2022. Last year (2025) saw over 60 attendees. This event has some technical content but is more geared for non-technical individuals who want to understand the marketplace better. Discussions include markets, materials, products, processes, and players. Register early to make sure you or your team get a seat at the 2026 event. Learn more at www.heattreatbootcamp.com.
Furnaces North America 2026
I, alongside the team at Industrial Heating (now out of business), started Furnaces North America (FNA) in 1995 in Cleveland, Ohio. We sold the event to the Metal Treating Institute (MTI) in 1998 after the Las Vegas show. MTI, under the leadership of Tom Morrison, has done a great job growing the show to be one of the top two heat treating events in North America. Heat Treat Today is the exclusive media partner. FNA is in Indianapolis this year, October 12–14. FNA will be the largest and most important technical and commercial trade show of the year in North America. If you’re not planning on being there, please reconsider. More at www.furnacesnorthamerica.com.
Others — And Your Suggestions
There is one other vacuum furnace-related event that we are hoping to do later in the year. More details are forthcoming.
And finally, we’d like to hear your thoughts on what events might be worth doing. Please send your ideas — crazy or sane — to me.