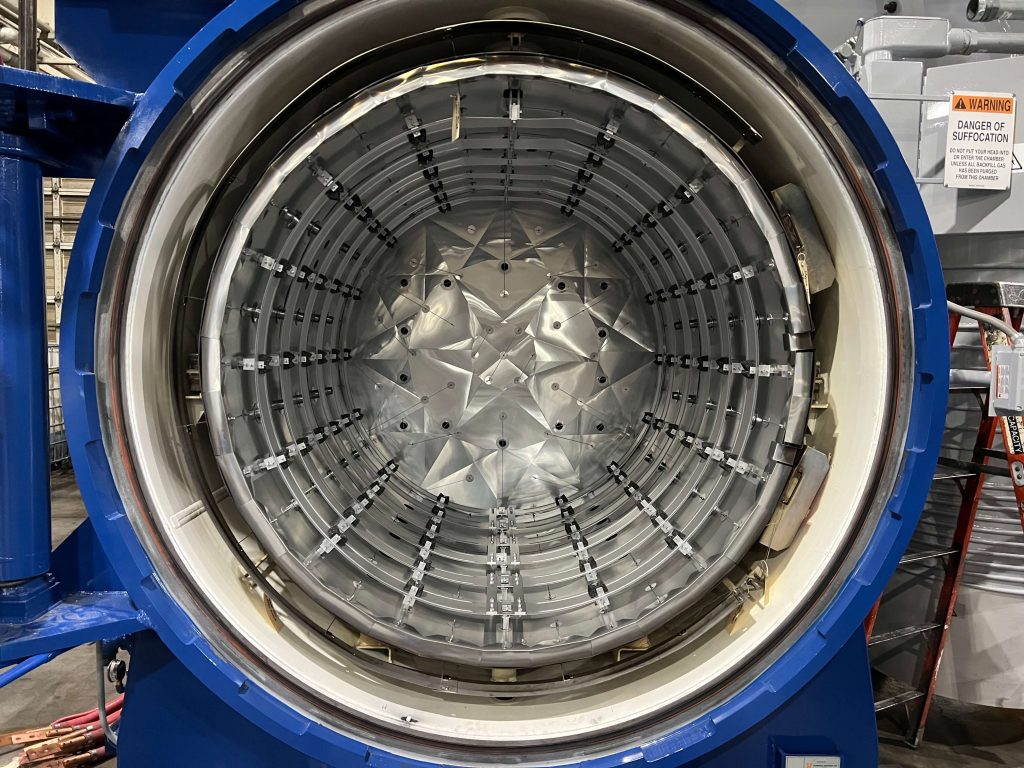
A U.S. heat treater has expanded their operations with the installment of a horizontal vacuum furnace. Stack Metallurgical Group announced the addition of a 6 bar quenching TurboTreater furnace at their Portland facility.
Stack services aerospace, medical, and cutlery industries, among others. The company shared, “Stack is continuing to show our commitment to excellence by investing in a brand new 6 Bar quenching, Turbotreater horizontal vacuum furnace from Ipsen. This is more than a purchase; it’s a substantial investment in our facilities and, more importantly, in our valued customers.”
The Ipsen vacuum furnace features internal quenching with 360-degree cooling uniformity, decreases cycle times up to 20%, and reduces gas consumption up to 40%. The furnace handles heavy loads and operates for multiple processes, including hardening, tempering, brazing, sintering, and annealing.
Press release is available in its original form here.
A major ship builder has acquired a vacuum furnace for the Additive Manufacturing Division at the company’s new Manufacturing Center of Excellence. The single chamber vacuum furnace will be used primarily for annealing powder metal 3D printed parts, with additional capabilities for on-demand tool hardening applications.
Piotr Zawistowski Managing Director SECO/VACUUM Source: SECO/VACUUM
The 3D printing shop and annealing furnace supplied by SECO/VACUUM will enable rapid fabrication of critical replacement parts faster than traditional manufacturing methods, allowing the manufacturer to get ships out of dock and back underway sooner. The Vector furnace is equipped with a 36 x 36 x 48 inch metal hot-zone, a high-vacuum diffusion pump, and a 6-Bar high-pressure argon and nitrogen gas quench.
“To get their 3D operation up and running quickly, we were able to pull off some clever production schedule juggling in order to accommodate their special request for an accelerated delivery schedule,” said Piotr Zawistowski, managing director of SECO/VACUUM.
This vacuum furnace provides a wide range of additional processes, including hardening, tempering, solution heat treating, brazing and sintering, and low-pressure carburizing. Vector produces clean, uniform, high-quality parts with repeatable accuracy and no oxidation.
The press release is available in its original form here.
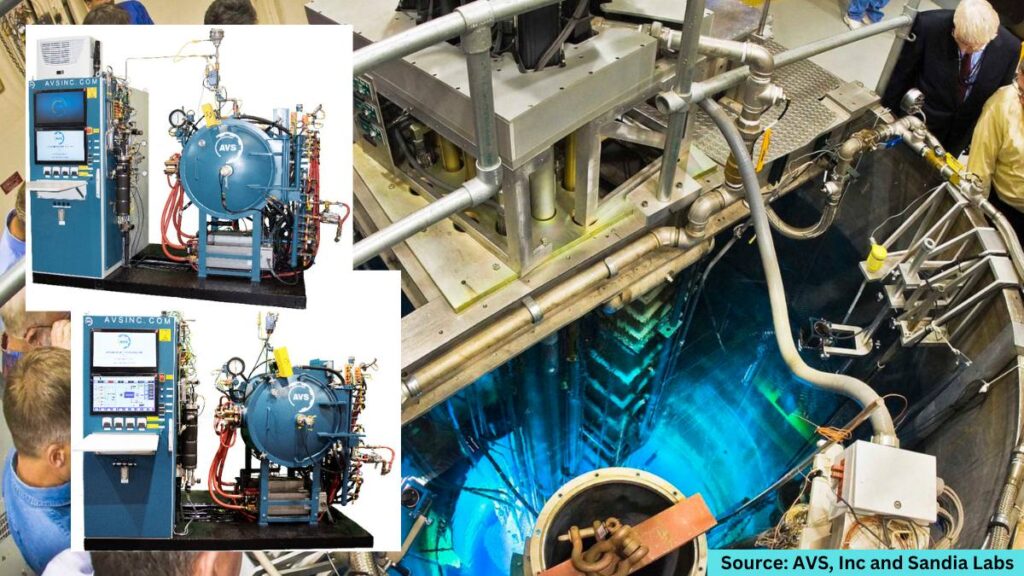
Sandia National Laboratories has acquired two horizontal vacuum furnaces for one of its production labs in Albuquerque, NM. The furnaces will meet the multimission laboratory’s goal to maintain process parameters and datalogging essential for analysis to coincide with the process payload run results. The facility’s applications target roughly 70 industry sectors, including nuclear deterrence, arms control, nonproliferation, hazardous waste disposal, and climate change.
In the tandem system designed and set up by AVS Incorporated, one furnace operates at a maximum of 1600°C (2912°F) and the other at 1300°C (2372°F). Both have a 100-lb load capacity. The systems integrate wet and dry hydrogen process gas along with all refractory metal hot zones. The HMI interface and controls allow for countless combinations of recipes and selectable functions.
If you have the right leak detection equipment, the process of detecting leaks can be more time efficient. In this Technical Tuesday installment, learn more about the practical side of leak detection, from potential sources of leaks to equipment and methods of effective leak detection. Guest columnist Dave Deiwert, president of Tracer Gas Technologies, also provides 10 tips for identifying the most common sources of leaks. Stay tuned for his follow-up article that will focus on operating and maintaining a helium leak detector and repairing the leaks that are found.
This informative piece can be found inHeat Treat Today’sNovember 2024 Vacuum print edition.
When leaks develop in a vacuum furnace, they can inhibit the furnace’s ability to achieve the desired process vacuum level. Without an appropriate leak detector, an operator and maintenance team are limited to guessing where the leak might be, a time-consuming process of elimination evaluating each component or possible leak point one at a time. Alternatively, if you have the right leak detection equipment, the process of detecting leaks can be more time efficient.
First, a team needs to know the possible sources for leaks — especially if they are troubleshooting without a leak detector. Then, selecting the appropriate equipment can speed up the leak detection process. Ultimately, that equipment is most useful if a team is informed on how to best use and maintain the equipment.
Troubleshooting Without a Leak Detector
If a team does not have a leak detector, they first must disassemble potentially leaking components to clean and replace gaskets and seals. For some products, like valves and pumps, they might use a supplier-provided repair kit.
After reassembling, if they discover they still have a leak in their furnace, they will continue to select possible leaking components for maintenance.
The team would then start with the components most likely to be leaking — for example, the door seal. The door to the furnace is opened and closed every cycle of the furnace as the operator removes products that were under process for the previous cycle and then places the next product, or batch of products, into the furnace. This opening and closing of the door creates wear on the gasket and also provides opportunity for foreign materials and debris to land on the seal and cause a leak. As this is just one possible source of a leak, continuing to troubleshoot can become a lengthy process. (See sidebar for more information on possible sources for leaks.)
Selecting Equipment To Support Vacuum Furnace Leak Detection
Having a leak detector on-site allows a team to identify the source of the leak more efficiently. Typically, major OEM furnace suppliers, their field service teams, and major end-users of vacuum furnaces have selected “fixed magnetic sector mass spectrometers” optimized for using helium as a tracer gas to look for leaks in vacuum furnaces. These are also the tool of choice for OEM companies and end-users in other vacuum applications such as glass coaters, solar panel manufacturing, automotive, medical, aerospace, and others. In industrial manufacturing plants and R&D, we commonly call these tools “helium leak detectors.”
Helium leak detectors are the well-established method for leak testing because helium — the second smallest molecule and a safe, inert gas that does not react with other gasses or material — is useful for finding the smallest of leaks.
Figure 1. Leak detector hooked up to vacuum furnace Source: Dave DeiwertFigure 2. Perspective looking up into the world’s largest vacuum chamber at NASA’s facility in Sandusky, Ohio Source: Dave Deiwert
10 Practical Tips for Leak Detection
The following tips for leak detection pertain to using helium leak detectors:
Understand how your leak detector works to the point that you can confirm it is working properly.
A common question is, “How long after I spray a point on the furnace should I wait for a reaction on the leak rate meter to ensure that point doesn’t leak?” The answer is to characterize your system so that you know what the longest time constant can be for a leak to be detected. For example, purposefully apply a leak at the furthest point on the furnace from where the leak detector is installed. Then, spray helium and count the seconds to when the leak detector reacts to helium from the leak. Now you will know that you never have to wait longer than that without a reaction before moving on to the next point of leak testing.
Avoid moving along too quickly around the furnace as you spray helium. If there is a reaction at the leak detector when you stop spraying, you may have passed the point of leakage. After the leak detector leak rate drops back to baseline, you will try respraying the point of concern. If there is no reaction, consider that you may have moved along too quickly, and retrace the area you had sprayed more slowly. If you do not get a reaction again, it is very possible that the air currents of the room had carried the helium towards a point that you have not even reached yet.
Remember: There are naturally five parts per million of helium in the air we breathe. Therefore, when you spray helium, it becomes the victim of the air currents in the air and the fresh air makeup of the room. Helium can go up, down, left, right, away from you, and towards you depending on the air currents of the room.
Because helium spreads so pervasively, it is better to spray very small amounts of helium so that when you get a reaction from the leak detector, you know you are getting closer to the leak. If you spray helium like you are trying to dust off the system at the same time, you will quickly confirm there is a leak but will be forced to wait forever and a day for the helium to clear up in the room to the point that you can continue looking for the leak.
If you have confirmed the location of the leak to a small area, but there are still several points of possibility within it and you are unable to pinpoint the leak, diminish the amount of helium you are spraying. You can try to further restrict the flow of helium by using the “dead stick” method. This is where you spray helium from the spray nozzle away from the area of interest, then you place the nozzle near the potential leak points one at a time, relying on the residual helium that is present at the nozzle. This can still work well because (if you remember that there are 5 parts per million of helium in the air we breathe) there could still be hundreds, if not thousands or more, parts per million of helium present at the tip of the nozzle — at least long enough for using the dead stick method.
If you are looking to minimize the costs of helium, consider buying your tanks of helium at a lower percentage using nitrogen as the balance gas in the cylinder. People already tend to spray too much helium when conducting leak detector tests, and we are not trying to measure the severity of the leaks. So, decreasing the percentage of helium will save money without negatively impacting leak detection. If you are not yet comfortable with this but interested in testing it, simply buy one tank with a lower percentage of helium. Next time you find a leak with your 100% tank of helium, roll the tank with a lower percentage of helium over, spray the same leak on your system, and determine the difference (if any) in the effectiveness of detecting any leaks found.
Learn the “wellness” checks from your leak detector’s manufacturer. This can help you establish preventative maintenance for your leak detector before it has a problem that makes it unavailable for use when your furnace needs a leak check. Your leak detector manufacturer should be able to recommend what points of interest on their leak detector need regular scrutiny.
Calibrate your leak detector when you start it up and check calibration when you are finished to confirm it is working properly.
If you are fortunate to not need your leak detector for many months, I recommend you schedule a few times per year to start it up and ensure it is still working well. Occasionally, I hear of someone who needed their leak detector after months to a year of disuse who found that it was not working well. Leak detectors, like pumps, should not be neglected indefinitely.
Figure 3. Blower mounted atop pump Source: Dave Deiwert
The Value of Efficiency
While it is possible to identify and repair leaks without a helium leak detector, a team with one is likely to net significant time savings if they operate and maintain it intentionally. An operation with many furnaces typically will have their own leak detector — and probably a spare. Operations with just one or two furnaces may choose to hire a service company to find the leaks in their system; this works well if they rarely encounter leaks on their systems.
“Basics of Vacuum Furnace Leak Detection, Part 2” will cover advancements in helium leak detector technology, operating and maintaining a leak detector, and comparing whether it would make sense to repair vs. replace a leak detector.
About the Author:
Dave Deiwert President Tracer Gas Technologies Source: Dave Deiwert
Dave Deiwerthas over 35 years of technical experience in industrial leak detection gained from his time at Vacuum Instruments Corp., Agilent Vacuum Technologies (Varian Vacuum), Edwards Vacuum, and Pfeiffer Vacuum. He leverages this experience by providing leak detection and vacuum technology training and consulting services as the owner and president of Tracer Gas Technologies.
FPM Heat Treating has announced the acquisition of a vacuum furnace, enhancing the company’s capabilities to serve the manufacturing community, especially in the automotive and aerospace sectors. The furnace will meet an increasing demand for a specialized family of parts.
Bob Ferry Vice President of Quality & Engineering FPM Heat Treating
The furnace, fully compliant with NFPA, NADCAP, AMS, CQI-9, and other critical industry standards, has been installed at FPM Heat Treating by Solar Manufacturing. With an operating temperature of up to 2400°F (1315.5°C) and a weight capacity of 5,000 pounds, the furnace processes at specialized heat treatment cycles critical for automotive components as well as precise specifications for applications within consumer products and the military/aerospace sectors.
“We are committed to meeting the growing demands of our clients in the manufacturing community,” said Bob Ferry, vice president of quality and engineering at FPM Heat Treating. “The new Solar furnace enhances our capabilities and enables us to maintain the highest standards of quality and efficiency in our operations.”
Main Image: Adam Jones, Midwest regional sales manager at Solar Manufacturing, viewing the vacuum furnace’s 48” x 48” x 72” deep insulated hot zone
The press release is available in its original form here.
MIHEU, a commercial heat treater for the steel processing industry, recently expanded its vacuum furnace line for processing large dies at its hardening plant with a single-chamber vacuum furnace.
The SECO/WARWICK furnace will allow MIHEU to increase processing capacity while maintaining precision, joining three other vacuum furnaces purchased from the supplier. The vacuum furnace with high pressure gas quenching includes large load capacity and workspace with an option to make adjustments for an oversized load.
Jędrzej Malinowski Sales Manager SECO/WARWICK Group Source: LinkedIn
“The Vector vacuum furnace will solve the challenge of hardening large dies, because it uses a large working space,” said Jędrzej Malinowski, sales manager of SECO/WARWICK. “The furnace is equipped with convection heating — a system which improves the heat transfer efficiency when heating at lower temperatures, as well as directional cooling, which allows for cooling problematic shape elements in various ways.”
“We wanted a solution which would shorten the heat treatment cycle time,” commented Aleš Prikeržnik, managing director at MIHEU Slovenia. “By expanding our machine park with a new vacuum furnace, we will significantly shorten the waiting times for customer orders. . . . We already have three such solutions and we are very pleased with their operation.”
MIHEU is a Slovenian commercial heat treating center with a range of additional services, including traditional hardening and tempering in oil in pit furnaces, carburizing, carbonitriding, nitrocarburizing, hardening in vacuum furnaces, and all types of nitriding, gas and plasma nitriding processes.
The press release is available in its original form here.
Here in the northern hemisphere, the dog days of summer are upon us. This folksy phrase has come to signify the months when humidity weighs heavily in the air, but it’s got a lot more history to it than that. According to the ancients of Rome and Greece, the dog days not only brought drought and heat but also caused man and his best friend to go mad. Madness may not be the result of seasonal humidity, but manufacturing disruptions could be.
Humidity affects nearly all processing environments, but some, like heat treating, are more prone to humidity-related disruptions This question was submitted to the Ask the Expert team at Ipsen: Operating a furnace in an environment that has been dealing with high heat and humidity has posed more challenges than we’ve experienced in the past. What are some things that we should be watching out for when operating our furnaces to make sure they’re running efficiently despite the temperature and humidity?
In this best of the web article, consider the damage humidity can do to your vacuum furnace and gather some tips to maintain your vacuum furnaces during hot, muggy weather.
An excerpt:
“High temperatures cause changes in electricity flows, which increase resistance. Additionally, excessive humidity reduces transformer insulation and resistance, while oxidizing electrical conductors. And the difference between cooling water temperature and ambient temperature with high humidity can cause the vacuum vessel to “sweat,” affecting the entire furnace’s electrical system and transformers’ performance.
Here are nine key things you can do to maintain vacuum furnaces during hot, muggy weather:
Clean the hot zone, check insulation and ceramics, and repair if necessary. Run periodic burnout cycles.
Check, secure, and mark all electrical connections. Apply conductive copper grease to improve electrical contact between surfaces.
Clean all vents in the control cabinet without the air-conditioning. Use silica gel to reduce moisture.”
Read Part 1 (about air curtains that protect equipment from humidity just like the air curtains you encounter when walking from a hot parking lot into a cold grocery store) here and Part 3 (about vacuum cool events) here.
An Asian aircraft parts manufacturer has chosen a horizontal vacuum furnace intended for vacuum carburizing aircraft parts. The furnace will produce gears used in aircraft structural sub-assemblies.
Maciej Korecki, VP, Vacuum Furnace Segment at SECO/WARWICK (source: SECO/WARWICK)
The SECO/WARWICK furnace is designed for low-pressure carburizing (LPC), equipped with a horizontal chamber with dimensions of 900 x 600 x 600 mm and a graphite chamber with a gas hardening system at a pressure of 6 bar.
“LPC technology,” said Maciej Korecki, Vice-President of the SECO/WARWICK Group Vacuum Segment, “is an increasingly popular solution. Its main advantage is the ability to carry out an efficient and effective carburizing cycle in a much shorter time than in atmospheric furnaces. This furnace ensures higher productivity and consequently, lower process costs and a quick return on investment. Carrying out the process in vacuum, on the other hand, increases the operational safety, because it does not involve explosive and flammable gases. LPC eliminates direct CO₂ emissions from the carburizing atmosphere.”
The original press release from SECO/WARWICK is available here.
Maciej Korecki Vice President of Business of the Vacuum Furnace Segment SECO/WARWICK
A manufacturer has chosen a heat treat vertical vacuum furnace designed to perform low-pressure carburizing for the large structural elements (gearboxes) used in wind power plants.
SECO/WARWICK Group, a manufacturer with North American locations, provided the furnace that combines two technologies: atmospheric and vacuum processing. This system provides: process purity, heating uniformity, and elimination of the oxidation effect at the grain boundary. The product solves the problem of high energy and process gas consumption by the partner’s old furnaces, and shortens the carburizing process.
"The Pit-LPC technology . . . increases the safety for users, because it does not involve explosive and flammable gases. LPC eliminates direct CO₂ emissions from the carburizing atmosphere,'" commented Maciej Korecki, vice president of the Vacuum Products Segment at SECO/WARWICK Group.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Peter Zawistowski Managing Director SECO/VACUUM Technologies, USA Source: SECO/WARWICK
A global developer of power generation systems is planning to expand heat treat capabilities with a 2-bar vacuum furnace.
SECO/VACUUMwas awarded this contract and will provide a Vector® single chamber high-pressure quench vacuum furnace to expand the company's processing capacity, including high vacuum sintering and annealing. The new furnace will provide deep vacuum levels needed for the global developer's highly specialized applications.
"Securing continued business with this [client] is about working with people as much as it is working with machines," commented, Peter Zawistowski, managing director of SECO/VACUUM. This order is for a nearly identical furnace to one the same heat treat client ordered last year, which "really validated not just our furnace quality but also the teamwork and customer service behind it."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com