In today’s News from Abroad installment, we highlight processing and initiatives that aim to improve operations and improve sustainability. Read more about a method used in the production of parts with complex geometries; a venture to create the world’s first fossil-free, ore-based steel with renewable electricity and green hydrogen; and a production plant that will generate around 9,000 tons of green hydrogen a year to be used for the production of carbon-reduced steel.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience – manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat-processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
Press Hardening Prevents Part Deformation
Press hardening neccessary due to part deformation during the rapid cooling phase induced by quenching
Source: Thermi-Lyon
“Press hardening serves a very specific purpose: to prevent part deformation during the rapid cooling phase induced by quenching. This process improves the performance of steels by giving them a martensitic structure without the need for reworking. Designed for high volume production of parts with complex geometries, press hardening is both highly effective and economical….
This process was initially developed for automotive manufacturers, to process large series of parts with complex geometries. In fact, this method is perfectly suited to the processing of large numbers of parts on a production line: since the cooling cycle is automatically programmed, it can be repeated ad infinitum. What’s more, the circulation of quenching fluid around the part held in the press results in uniform, controlled cooling that can easily be reproduced many times over.”
An electricity-based process gas heater for the hydrogen-based direct reduction process developed by HYBRIT (Hydrogen Breakthrough Ironmaking Technology)
Source: Kanthal
“Launched in 2016 as a joint venture owned by SSAB, LKAB, and Vattenfall, with support from the Swedish Energy Agency, HYBRIT aims to create the world’s first fossil-free, ore-based steel with renewable electricity and green hydrogen.
This involves shifting from coal-powered blast furnaces that use coal as a reduction medium to a direct reduction process using hydrogen produced via renewable energy. The first HYBRIT pilot plant in Luleå, Sweden, began operations in 2020, with commercial-scale production targeted by 2027.
Kanthal is proud to have contributed to HYBRIT’s groundbreaking journey by developing an electricity-based process gas heater for the hydrogen-based direct reduction process under the name Prothal®. This project showcased the feasibility of fossil-free industrial heating solutions and laid the groundwork for scaling up these technologies to meet the steel industry’s future needs.”
Largest Green Hydrogen Production Facility Underway
From left: Andrea Prevedello, Global Director Project Management of Green Hydrogen, at ANDRITZ; Walther Hartl, Project Manager of Electrolysis, at ANDRITZ; Sami Pelkonen, Executive Vice President of Green Hydrogen, at ANDRITZ; Gerd Baresch, Managing Director of the Technical Division, SZFG; Thorsten Hinrichs, Head of Pipeline Infrastructure, SZFG
Source: Andritz Group
“On February 12, 2025, the cornerstone was laid for one of the largest production plants for green hydrogen in the whole of Europe.
[Beginning in] 2026, the plant will generate around 9,000 tons of green hydrogen a year to be used for the production of carbon-reduced steel. This will mark the start of the industrial use of hydrogen in SALCOS®-Salzgitter low CO2 steelmaking. SALCOS® is aiming for virtually carbon-free steel production. The 100 MW electrolysis plant will be supplied on an EPC basis by the international technology company ANDRITZ, using the pressurized alkaline electrolysis technology of HydrogenPro.”
Heat TreatToday publishes twelve print magazines a year and included in each is a letter from the editor, Bethany Leone. In this installment, which first appeared in the February 2025 Air & Atmosphere Heat Treatingprint edition, Bethany looks at preservation planning on a brownfield through the eyes of a historian and asks the question, “Is it possible an old system can, with modifications, give heat treat operations added value that a newer system cannot?
Feel free to contact Bethany at bethany@heattreattoday.com if you have a question or comment.
Some readers may know my background is in historical research. In 2022, I found myself supporting a Pittsburgh architect as his team worked on preservation planning on a brownfield: The Carrie Blast Furnaces. Was Carrie a girlfriend? That’s one answer. I never got a good story on that, though.
Among existent structures at the site are the power house, the no. 6 cast house, a dust catcher, a blowing engine house, and two remaining blast furnaces, no. 6 and no. 7. Rusted, massive, and with evidence of guerrilla art everywhere, the “abandoned” site was never really forgotten by the locals who fought to preserve its legacy in the region.
View of the ore yard in front of blast furnaces no. 6 and no. 7 with a red ore bridge overtop
The Carrie Blast Furnaces site is located in the midst of what was a key iron producing region with plants all around the city of Pittsburgh, Western Pennsylvania, parts of West Virginia, and Eastern Ohio. The Pittsburgh district was the largest iron and steel producing region in the world between the late nineteenth and early twentieth centuries.
This industrial site supported U.S. pre-World War II integrated iron production along the Monongahela River. Andrew Carnegie integrated the Homestead Steel Works operations in 1898, the extensive industry marked by tangled railways to transport materials to plants across the landscape.
Various acquisitions and expansions to the space had made it a critical workhorse in America’s manufacturing, eventually becoming a part of U.S. Steel’s Homestead Works. Yet after the world wars, the demand for steel plummeted. Steel manufacturing was consolidated at other locations. Foreign imports increased. Alternative materials were adopted for domestic products. Blast furnaces no. 6 and no. 7, built in 1906–1907, ceased operations in 1978; the rest of the site closed in 1984.
View of six stoves with blast furnace no. 7 (left) and blast furnace no. 6 (right)
Today, Rivers of Steel operates the brownfield. Straddling both Swissvale and Rankin communities, the site has gone under preservation efforts so it can offer the public historic site tours, arts events, hands on education, and outdoor events. But while the technologies can no longer be used on the site, the remaining structures may still yield value to the community.
From an historic preservation perspective, architectural redesign plans intend to keep as many of the structures as is safe and functional for current and future use. Some of the obvious challenges that exist in brownfields are visible to the naked eye: How to insulate or redesign a blowing engine house building and what suppliers are able to fix and replace the broken windows? Can the dust blower have an alternative purpose or is it a hazard to keep on a site that hosts public events? These are relatively simple issues as compared to the subterranean challenges — toxins leaking from latent pipes is the big one. Paired with environmental preservation efforts of redeeming the landscape for safe public use and recreation, making an industrial brownfield something suitable for long-term public benefit requires a host of planning — and unplanning.
Yet the past investments infused into building Carrie Blast Furnaces give value to the future projects, tangible, and intangible.
The stock house where raw materials would be dropped off before carted up to the top of the blast furnaces
The conversation about abandoning older air/atmosphere furnace systems reminds me of this lesson. Is it possible an old system can, with modifications, give heat treat operations added value that a newer system cannot? What with improved furnace insulation, and especially with even advancing furnace monitoring and even technology that leverages carbon emissions within an operation, perhaps certain heat treat operations can create something better and more efficient, leveraging existing investments.
As is the case in historic preservation, an investment can’t always be salvaged or even remembered. We don’t just think about past values or present concerns but future value. I would think the same must be the case for heat treat operations. In navigating the demands of the present economic realities and standards, preparations for the future, while honoring the legacy of workers (and, perhaps, investments) that made it possible is tricky.
Currently, activity at Carrie Blast Furnaces is focused on rebuilding sluiceways for visitors and converting the blowing engine house into a visitor’s center. Hopefully, debate will continue about the rehabilitation investments to come. When it comes to heat treat operations, may we also have great debate in wrestling with old, not so-sexy technologies and whether to adapt or adopt new ones.
We’re celebrating getting to the “fringe” of the weekend with a Heat Treat Fringe Fridaycovering news about a Texas steelmaker making strides in sustainable metal heating with a new facility. An electric arc furnace and a technology platform are included in the company’s strategy to lower emissions and energy consumption and increase production.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
Vinton Steel LLC, the U.S. subsidiary of Kyoei Steel, is bolstering its steelmaking operations with a melt shop at its facility in El Paso, Texas, which includes an electric arc furnace (EAF) and an advanced technology platform designed to increase production capacity to 400,000 tons per year while significantly reducing emissions, energy consumption, and operational costs. This expansion is a major step in the company’s North American expansion.
Tenova, a developer and provider of sustainable solutions for the green transition of the metals industry, will supply the Green City Mill Flex platform, with construction expected to begin the summer of 2025 and plant startup scheduled for the first quarter of 2027.
“This project marks a significant milestone for Kyoei Steel Group’s expansion in North America,” said Masahiro Kitada, chairman of Vinton Steel LLC. “By investing in state-of-the-art green steelmaking technologies, we are not only strengthening our presence in the U.S. market but also contributing to the economic development of the local community and the entire West Texas region. We are proud to bring advanced and sustainable steel production to El Paso at the Border area, creating new opportunities for growth. We are happy to embrace our largest investment outside Japan with a long-lasting partner like Tenova.”
Tenova’s Green City Mill Flex is redefining the future of long steel production by setting new benchmarks in efficiency, product flexibility, and environmental responsibility. Engineered to manufacture a wide range of long steel grades with the lowest carbon footprint on the market, this innovative platform integrates cutting-edge technologies, including the third generation Consteel® Electric Arc Furnace technology. The plant will also feature continuous casting and rolling capabilities in collaboration with Pomini Long Rolling Mills. By leveraging the local steel scrap recycling supply chain, Green City Mill Flex strengthens the principles of circular economy and self-sufficiency, minimizing the environmental impact of steel production in urban settings.
“This project sets a new benchmark for regional steelmaking plants,” said Francesco Memoli, president and CEO of Tenova Inc. “The Green City Mill Flex platform represents the latest evolution of the mini-mill concept, adding unprecedented levels of flexibility, efficiency, and safety. It is a game-changer for long-steel producers looking to modernize and meet the demands of sustainable manufacturing.”
Under the contract, Tenova will supply a complete suite of next-generation technologies, including a 45-ton Consteel® EAF with continuous scrap preheating, an in-line ladle metallurgy furnace for precise steel refining, a multi-strand continuous casting machine, and a fully automated material handling system. The project will also include an advanced fume treatment plant with a quenching tower and pulse-jet baghouse, a zero-water-consumption water treatment plant, and a new electrical distribution system, all designed to maximize efficiency and sustainability.
Main image: On February 3, 2025, Executives from Vinton Steel and Tenova gathering at Kyoei Steel’s headquarters in Osaka, Japan, on February 3, 2025, to celebrate the signing of the contract. (Francesco Memoli, President & CEO of Tenova Inc., on the far left; Masahiro Kitada, Chairman of Vinton Steel LLC, on the far right)
The press release is available in its original form here.
The heat treating industry is under pressure to reduce its greenhouse gas emissions (GHGE), and the response has been a noble effort to attain sustainability. In 2024, Heat Treat Today published a series of articles by guest columnist Michael Mouilleseaux, general manager at Erie Steel, Ltd., regarding the U.S. Department of Energy’s initiative related to the decarbonization of industry and its potential impact on the heat treating industry.
This update was first published in Heat Treat Today’s February 2025 Air & Atmosphere Heat Treating Aerospace print edition in response to recent changes in the U.S. administration.To catch up on previous columns by Mike, check these out: “US DOE Strategy Affects Heat Treaters“ appeared in the March 2024 Aerospace print edition; “U.S. DOE Strategy: Ramifications for Heat Treaters” appeared in the May 2024 Sustainability print edition; and “US DOE Strategy: Why the Heat Treating Industry?” appeared in the June 2024 Buyer’s Guide print edition.
As described in previous articles, President Joe Biden issued an executive order in 2021 that committed the federal government through the Department of Energy (DOE) and the Environmental Protection Agency (EPA) to reduce GHGE attributable to “process heating” by 85% by 2035 and attain net zero CO2 emissions by 2050.
These goals were to be achieved by implementing four largely unproven technologies:
Energy efficiency
Industrial electrification (using green electricity)
Adoption of low-carbon fuels (e.g., hydrogen), feedstocks, and energy sources (LCFFES)
Carbon capture, utilization and storage at the generated source (CCUS)
On www.heattreattoday.com/factsheetDOE, you can utilize the one-page resource to let governmental officials know what our industry is, who we are, who we employ, and the effect this effort has in regulating us out of business.
We further described the negative effect the implementation of these efforts would have on the heat treating industry — specifically, an increase in energy costs from 4x to 15x, with a companion reduction in energy reliability. This is not the combination that portends success in business.
In November of 2024, the people of the United States made a statement. They decided the direction of the country for the past four years was not what they wanted and chose another path, a path they chose based on what they had experienced from 2017 through 2020. As it pertains to industrial policy, they knew that reduced regulation and policies favorable to business growth were the guiding principles.
What may we reasonably expect from a Trump administration relative to this Industrial Decarbonization Effort?
At a minimum, we should expect a sober understanding of the issues and agreement that any low-carbon replacement energy technologies will come with the assurance they are cost competitive with current sources, and that they will be reliable and secure.
Is this to say that all efforts toward the achievement of a reduction in greenhouse gas emissions (GHGE) should be abandoned? Absolutely not, however, they should not be implemented with a religious zeal that places implementation above practicality. We need to recognize that if our way of life is to be maintained, these changes will be evolutionary — not revolutionary.
Should we anticipate this effort to revise the “timing” of GHGE reductions will be easy to achieve? It will not; the Biden administration has made every effort to obligate a maximum amount of the funding from the IRA earmarked for “clean energy,” understanding any funds not so obligated can be rescinded. Additionally, a concerted effort to place these funds in Republican states was made to make any recission as politically painful as possible for the incoming administration.
The incoming administration has made it clear they will scrutinize all existing funding sources that support those clean energy initiatives that distort and undermine energy independence and reliability. They have stated they intend on immediately pausing all regulatory activities until they have the opportunity to review them. They intend on rescinding all executive orders that further the clean energy agenda.
Do we have a part in this? Yes, our industry, although crucial to the manufacturing community and national security, has very little visibility. Now is the time to act and to let our representatives and senators know how important it is to pause, if not reconfigure, this Industrial Decarbonization Initiative to assure our businesses remain vibrant and vigorous.
Attend the 2025 SUMMIT to find out more about the DOE’s actions for the heat treat industry.
About the Author:
Michael Mouilleseaux General Manager Erie Steel, Ltd
Michael Mouilleseaux is general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy.
An aluminum heat exchanger manufacturer specializing in the production of heat exchangers recently expanded its production capabilities with a semi-continuous furnace for controlled atmosphere brazing (CAB) aluminum components. The system for semi-continuous operation, based on the cycle multi-stage division, is designed to increase the efficiency and quality of the heat exchangers with ribbed plate construction.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
SECO/WARWICK provided this CAB system, often chosen by the HVAC industry and manufacturers of car parts, for the industrial production of heat exchangers. The semi-continuous operation mode ensures uniform heating of elements even with above-average dimensions.
“The key advantages of this solution includes higher hourly efficiency — modern brazing technology ensures shorter production cycle time; stable and repeatable quality — the advanced brazing atmosphere control system minimizes the risk of defects, guarantees faster maintenance as well as no production downtime. . . . The semi-continuous CAB system is popular because it allows users to realize a reduction in costs while producing atmosphere brazing with exceptional quality control,” said Piotr Skarbiński, vice president of Aluminum Process and CAB Business Segment in the SECO/WARWICK Group. “We supply solutions to many companies in Asia, and a large part of the contracts are the result of recommendations we receive from our customers.”
The CAB line includes a drying furnace, an inlet purging chamber, a patented heating and brazing chamber, an intermediate cooling chamber with an air jacket and a direct final cooling chamber. The product moves between stages in a horizontal position based on a continuously adjustable cycle time, depending on the load’s type and configuration. The semi-continuous operation mode ensures that even large-sized heat exchangers will be heated evenly during the correct process time.
Press release is available in its original form here.
A provider in the power solutions industry has enhanced its operations with a heat treat drop-bottom furnace for the solution heat treatment of aluminum castings. This installation will increase the company’s production capabilities, with the furnace having a load setting of 48 in (123 cm) wide x 36 in (91 cm) high x 141 in (358 cm) long.
The furnace, the fifth designed and manufactured by NUTEC Bickley, has a single temperature control zone, typically operating at 1000°F (573°C), with a maximum of 1075°F (580°C). The load setting will accommodate up to three baskets, equivalent to around 3600 lb (1635 kg) of aluminum parts per cycle. The furnace has been customized to be indirect gas-fired using radiant tube burners. Additionally, the project incorporates a motorized quench tank, rails, movement system, and load/unload platform with elevator device.
Arturo Arechavaleta Vice President, Metal Furnaces NUTEC Bickley
“Efficient and effective solution heat treatment is a vital part of the aluminum casting process,” said Arturo Arechavaleta, vice-president of Metal Furnaces at NUTEC Bickley. “Without the sort of advanced system that we have custom-designed, volume production of high-quality aluminum parts is not feasible. We’re proud to have played an important role in this technology partnership.”
The indirect gas firing is via single centrifugal recirculation that produces a vertical flow pattern. Heating is achieved with four radiant tube burners that have individual flame safety devices. The burner system incorporates a motorized control butterfly valve, and the gas flow is controlled by proportional ratio regulators. This design, with its baffle arrangement, delivers an even flow pattern, providing excellent temperature distribution and control in the furnace’s load chamber and high-efficiency heat recirculation (convection) horizontally across the aluminum castings. Excellent temperature uniformity was always considered an important parameter, and this has been shown to be ±5.4°F (±3°C) under full test in the provider’s manufacturing facility.
In order to maintain excellent thermal efficiency in operation, the furnace walls are fully lined using ultra large proprietary ceramic fiber modules. Their configuration and fixing provide for excellent insulation and long life coupled with low maintenance. The insulation layer is 6 in (150 mm) thick and has a density of 12 lb/ft3 (192 kg/m3).
The installation will see the drop-bottom furnace itself stationary — in a fixed elevated position — with the quench tank and loading car moving to accommodate baskets at the selected position. The furnace has a single, pneumatically operated horizontal slide door. For these particular aluminum castings, the company will employ a motorized water quench system provided by NUTEC Bickley, as well as its rails included leveling and installation. The tank has been designed to accept a full load of pieces within the work basket when the furnace is positioned vertically above it.
Press releases are available in their original form here.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 22 news items.
Equipment
ROGESA Roheisengesellschaft Saar GmbH has commissioned SMS group to carry out a comprehensive modernization of blast furnace 4 (BF4), which will extend the service life of the blast furnace and ensure effective monitoring of the hearth lining. The contract includes the planning and delivery of the Paul Wurth hearth lining and multi thermocouple sensor probes (MTPs), as well as technical support during the installation phase at the in Dillingen, Germany, location. Additionally, Future Forgeworks, a steel manufacturer based in Brisbane, Australia, has commissioned SMS group to supply the nation’s first continuous mill technology (CMT® 350) mill. Future Forgeworks’ landmark project, the Swanbank Green Steel Mill Project, will produce rebar steel in an endless process for the Australian company, guaranteeing low carbon emissions and highly efficient production.
Piper Industrial Manufacturing Company, a Piper Aircraft, Inc., subsidiary, has acquired a Flexform™ fluid cell press from Quintus Technologies, expanding its equipment inventory to target the growing demand for low volume, high-complexity sheet metal forming. The company provides turnkey world-class manufacturing solutions.
Steel producer Colakoğlu Metalurji AS, has placed an order with SMS group for the modernization of the laminar cooling section and the downcoiler in its 1,850-millimeter hot strip mill. With the completion of the laminar cooling system upgrade, the Turkish company plans to enter the market for wear-resistant steel grades. Additionally, Fujian Kebao Metal Products Co., Ltd., a subsidiary of Fujian Sanbao Group, has contracted with SMS for two tinplate continuous annealing lines (TIN CALs).
A heat and energy management company that produces approximately 2 million complex parts per year has expanded with a custom-made VAB furnace for vacuum aluminum brazing. SECO/WARWICK has delivered the furnace to the company, located in the Czech Republic.
Aluminum and renewable energy company Hydro has decided to invest in a new sow casting line at Husnes to increase its primary aluminum casthouse flexibility. The company’s primary plant produces low-carbon extrusion ingot for the European construction and automotive industries. The sow caster, which will have a capacity of 100,000 tonnes per year, will give flexibility to produce sow ingots in periods of lower demand for the plant’s main products.
Secat, Inc., recently announced the addition of the Alubin extrusion press to its Nicholasville Pilot Lab. The press was donated by Wagstaff, Inc., which manufactures direct chill aluminum casting systems. This equipment will elevate the company’s testing, development, and small-scale production capabilities.
Tenova will supply a new hot dip galvanizing line for PT Tata Metal Indonesia. The flexibility of the new line for zinc aluminum magnesium alloys will enable production of three types of coated coils.
View of ROGESA blast furnace 4 from the water treatment plantCooling groups operating as part of the laminar cooling system for ColakoLow-carbon extrusion ingot for the European construction and automotive industries produced at HusnesA new aluminum extrusion press installed at Secat’s Nicholasville Pilot Lab in KentuckyTenova and PT Tata Metal Indonesia
Company & Personnel
Can-Eng Furnaces International, Ltd. has announced the promotion of two long-standing employees to new leadership roles in 2025. Jason Clay has been promoted to manufacturing operations manager, overseeing the future direction of the company’s manufacturing strategies. Adam DeCiccio has been promoted to purchasing and logistics manager and will focus on implementing innovative strategies and improvements within purchasing, supply chain, and inventory planning to support company growth.
thyssenkrupp Aerospace, a logistics service provider for the commercial aerospace industry, and aluminum manufacturer Novelis have renewed their strategic partnership through a multi-year agreement.
Kolene Corporation recently announced the promotions of Timothy D. Shoemaker and Peter L. Shoemaker, both to co-chief operating officers for the corporation. Tim Shoemaker is responsible for sales and has oversight of the company’s engineering, field service, and project management departments. Peter Shoemaker continues to lead the company’s chemical supply chain and order fulfillment departments, as well as its critical replacement parts revenue segment.
Gasbarre‘s new 150,000-square-foot facility in St. Marys, Pennsylvania, recently became fully operational, with expanded floor space, upgraded infrastructure, and state-of-the-art equipment.
JSW Steel Dolvi Works has selected SMS group for a major expansion of its steelmaking facility, increasing the annual capacity of the existing steel mill by 3.7 million tons per year.
Watlow, a provider of industrial technology and thermal systems, recently expanded its executive leadership team by appointing two regional presidents to oversee operations in Asia and Europe. Shiyi Zhou will serve as regional president of Asia, and Klaus Aarestrupp as regional president over Europe.
Ipsen announced the 2025 schedule for its comprehensive training course on vacuum furnace equipment. Ipsen U will take place on April 1-3, June 10-12, August 12-14, and October 7-9 in Cherry Valley, Illinois.
CAN-ENG Furnaces International Ltd has formed a strategic partnership with Piotr Pelian, founder of Industrial Process Technology to expand its European presence.
Hydro and Northvolt have signed an agreement where Hydro will acquire the remaining shares in the battery recycler Hydrovolt for NOK 78 million, increasing its ownership in Hydrovolt from 72 to 100 percent through this transaction. Hydrovolt is a raw materials company established in 2020 as a 50/50 joint venture between Hydro and Northvolt.
Jason Clay Manufacturing Operations Manager CAN-ENG Furnaces International, LtdAdam DeCiccio Purchasing & Logistics Manager CAN-ENG Furnaces International, LtdTimothy D. Shoemaker Co-Chief Operating Officer Kolene CorporationPeter L. Shoemaker Co-Chief Operating Officer Kolene CorporationGasbarre’s new facility in St Mars, PennsylvaniaShiyi Zhou Regional President Asia WatlowKlaus Aarestrup Regional President Europe WatlowIpsen U training classPiotr Pelian Founder Industrial Process TechnologyHydrovolt, one of Europe’s largest EV battery recycling plants in Fredrikstad, Norway
Kudos
Solar Atmospheres, Inc. has been recognized as the industry leader in the Surface Treatment Services category of the 2024 Leadership in Medtech Awards.
Phoenix Heat Treating has announced that their furnaces have received approvals from Pratt & Whitney and Bell Helicopter, increasing the company’s capacity to process orders that require specifically approved furnaces, ensuring compliance with stringent aerospace and defense standards.
Steelhead Technologies recently announced the launch of the Tides of Steel Sweepstakes, in partnership with Calvary Industries. The contest offers an opportunity for job shops to win prizes that will accelerate 2025 growth and reward hard-working teams.
The Otto Junker Foundation announced the winners of the Otto Junker Prize 2024, honoring outstanding academic achievements at the RWTH (Technical University of Aachen). The recipients are: Daniel Baggen, Moritz Diewald, Gerrit Ipers, and Jan Krusenbaum.
Mark Thomason and John Blauser, both of Gasbarre, have received the 2025 Distinguished Service to Powder Metallurgy Award from the Metal Powder Industries Federation (MPIF). The award recognizes individuals who have dedicated at least 25 years to the powder metallurgy (PM) industry and made outstanding, long-term contributions that have earned the admiration of their peers.
The inaugural class of field service engineers recently graduated from the Ipsen FSE Academy, a next-generation training program building on the foundation of the former Ipsen Corporate Academy. This revamped initiative reflects Ipsen’s ongoing commitment to developing top-tier talent. These engineers successfully completed an intensive 20-week training program focused on mastering the complexities of heat treatment furnace repair and service
Left to right: Wolfgang Bleck, Chairman of the Advisory Board of the OJ Foundation; Jan Krusenbaum, award winner; Gerrit Ipers, award winner; Daniel Baggen, award winner; Moritz Diewald, award winner; Ulrich Rudiger; Udo von Berg. Source: Andreas SchmitterMark Thomason Global Sales Manager Gasbarre ProductsJohn Blauser Business Development Manager Gasbarre Precision ToolingMembers of the inaugural class of field service engineers from the Ipsen FSE Academy
Are you looking to expand in-house heat treat operations on a brownfield industrial site? These sites can bring complications due to a more restrictive footprint combined with other fixed process conditions. In today’s Technical Tuesday installment, the authors of this case study reveal how to consider available footprint and conveyance mechanism options in a continuous steel reheat furnace, as well as the key design variables for industrial furnaces.
On the research team are the following: Michael K. Klauck, P.Eng., President; Robin D. Young, P.Eng., Vice President — Mechanical Engineering; Gerard Stroeder, P.Eng., Manager — Sr. Technology Specialist; and Jesse Marcil, E.I.E., Project Manager — Mechanical Engineering, all from CAN-ENG Furnaces International.
This informative piece was first released inHeat Treat Today’sFebruary 2025 Air/Atmosphere Furnace Systems print edition.
Introduction
A manufacturer with in-house heat treating had the need to develop a custom furnace for a critical step in the forging process. Specifically, this furnace would be for reheating bottom poured ingots and/or continuously cast round blooms to forging temperatures.
Like all industrial furnaces, the design for such a furnace takes into consideration many factors, including but not limited to:
Production throughput/capacity
Product configuration/condition
Material composition
Target product temperature uniformity
Soak time
Cycle time
Serviceability
Upstream and downstream process integration
Automation
Continuous reheat furnaces that supply steel rolling mills (slabs, blooms) are often designed for very large capacities up to 500 TPH (tons per hour). However, this client’s site was in the 15–30 TPH capacity range. For an open die forging application, this would be considered a low to medium capacity range.
Another consideration was that this was a location with already existing buildings. “Greenfield” sites are undeveloped areas free from prior industrial use; thus, they impose very few restrictions on the layout of the reheating furnace and overall forging cell. In this case, the manufacturer was developing on a “brownfield,” a place with evidence of prior industrial production. Places like these often have the blessing and curse of existing, vacant structures. So, in addition to the design considerations listed above, the physical limitations of a brownfield places constraints on what technology can meet the key performance deliverables.
In this article, we will review how this manufacturer with in-house heat treat was able to customize their furnace to successfully adapt it to the constraints of a brownfield location. The key: An appropriate conveyance mechanism.
Figure 1. Traditional gantry style loader/unloader
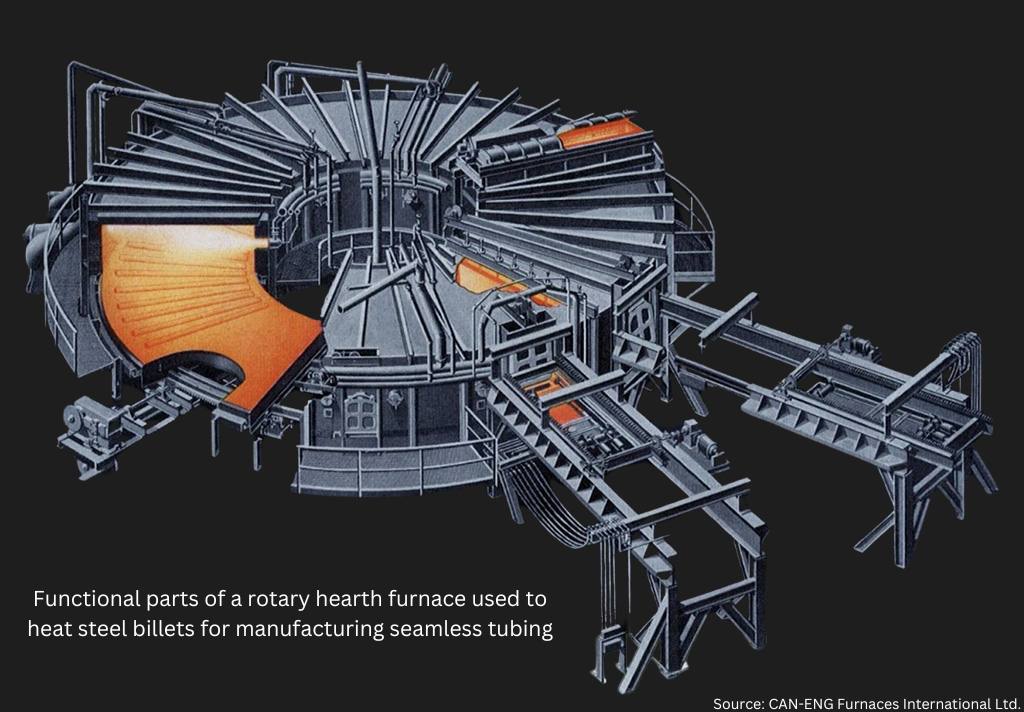
Continuous Furnace Design for Cylindrical Round Reheating
The client’s product was a cylindrical “as cast” (continuous casting or static cast) round of approximate weight 1.5–2 tons with required reheating at 2300°F. With a design production capacity of 15–30 TPH, batch reheating was not a viable option; the main choices for continuous furnace reheating are either a walking hearth or rotary hearth furnace (“ring furnace”).
The scope of plant equipment that had to be installed in custom forging cells consists of the following:
Incoming raw material preparation and cutting
Reheat prior to forging
Forging
Post-forging operations — trimming, shearing, and heat treatment (normalizing, tempering)
Machining and finished goods
For a recent reference site, the incoming raw material preparation, the cutting facility consumed approximately 30% of the overall floor space and the forging machine consumed 35% of the footprint, leaving approximately 35% of the available area for the reheating furnace. A comparison of the advantages and disadvantages of the walking hearth technology and rotary hearth technology was made and presented to the end user.
Some of the advantages of the rotary hearth design included the following:
A smaller overall footprint/lower consumption of building length
Non-water-cooled hearth
Positive product positioning with low risk for movement during conveyance
No complicated pits/foundations
Less complicated drive system
Figure 2. Wrought round bar discharge via a single door system
For this reason, the end user opted for the rotary hearth furnace design over the walking hearth system. A traditional rotary hearth furnace design incorporates two gantry style units, one for loading and one for unloading (see Figure 1). There is a “dead zone” of 10–20° between the charge and discharge which does not contribute to the overall effective heated length.
Alternatively, the CAN-ENG design employs a single door vestibule for both charging and discharging. Instead of dedicated mechanical systems with limited degrees of freedom, this design uses a pedestal-mounted, purpose-built furnace tending robot with a 270° axis slew (see lead article image). The result of these design changes is a more effective utilization of the building width for reheating with no dead zone combined with a robot that has considerable freedom when transferring products from furnace elevation to discharge conveyor elevation.
The robotic feature is particularly important when considering pass line differences for various pieces of equipment in a production cell. Some installations cannot have pits due to high water table considerations, and so the flexibility of robot reach combined with the 270° of axis slew yields fewer restrictions for the end user.
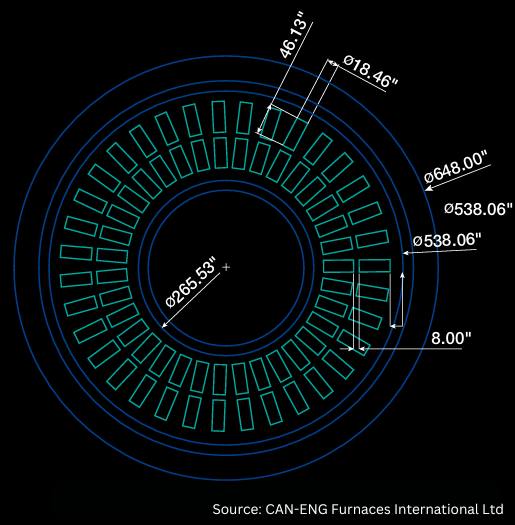
Figure 3. Plan view product layout showing inner and outer charge positions
This rotary hearth furnace can be configured for loading a single long piece or two shorter pieces, one charged towards the furnace inner ring, and one charged to the furnace outer ring, with a suitable gap between the pieces and the refractory walls. This provides considerable flexibility for piece size which is accommodated by the furnace tending robot. Had gantry style loaders/unloaders been used for the charging/discharging functions, the requirement for charging an inner and outer ring of the furnace would have been significantly more challenging.
The overall diameter of a typical steel rotary furnace for 15–30 TPH of production capacity is in the 55’–65’ diameter range (outside of steel service platform). This is dependent on the soak time specified by the end user and the heat up time for the cast or wrought steel product that is charged.
There are many aspects of industrial furnace design that are not covered in this article, and they would include at a minimum:
Refractory — hearth, wall, roof and flue areas
Flue design
Burner type — heat-up zones (both above and below auto-ignition), holding zones (i.e. soak zones
Physical zone separation vs. soft zoning
Drive configuration/drive synchronization
MES or Level II automation and controls
Incoming raw material cutting — carbide-blade, band saw and torch
A full article could be dedicated to each of these subjects. Many details are considered confidential design aspects of the furnace builder.
To speak just on support pieces (piers/bunks), nearly all refractory pier compositions are subject to interaction between the scale that is formed during heating (Fe2O3/Fe3O4) and silicates in the refractory matrix, particularly at reheating temperatures of 2300°F or higher.
Under the conditions of pressure and extremely high temperatures, a low melting point liquid compound of fayalite (iron silicates) is formed at the contact point between the workpiece and refractory pier. This is very undesirable and severely limits the overall pier life. Nickel- and cobalt based super alloys have been used successfully at temperatures up to 2450°F, but these materials can be cost prohibitive, especially considering that 70 or more product locations/pier placements may be required. Unless the product requires very restrictive uniformity in reheating (i.e., titanium ingots), consideration of nickel- or cobalt-based work support pieces is not economically feasible.
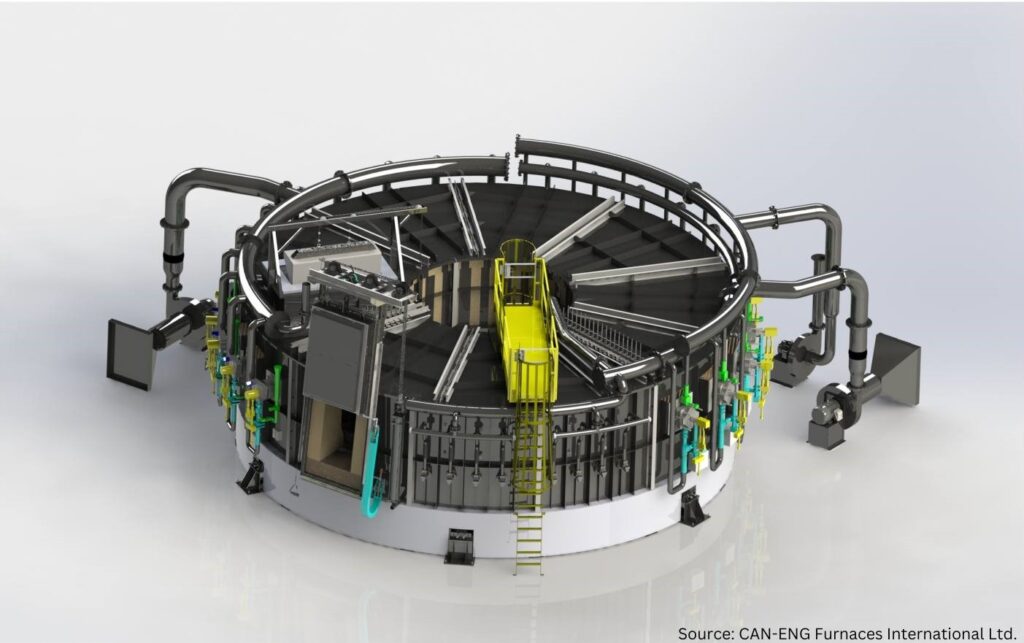
Figure 4. 3D rendering of a CAN-ENG single door rotary hearth furnace
The most important consideration for the forging cell downstream of the reheating furnace is the uniformity of the bar, ingot, bloom or mult as delivered for forging. Accurate determination of the temperature uniformity is often misleading by infrared radiation (IR) methods since primary scale is removed in the breakdown passes and secondary scale reforms in its place. Workpiece thermocouple measurements at defined locations in predrilled test pieces under full load conditions yield the best results for determining product uniformity prior to furnace discharge.
Conclusion
The modern rotary hearth ring furnace at low to medium production capacities of 15–30 TPH offers a compact footprint that has many advantages compared to water cooled beam walking hearth type reheating furnaces. This is particularly important to brownfield sites which need to adapt the existing industrial layout to current production needs. When combined with automated saw cutting and forging cells, an integrated manufacturing solution results in very low man-hour/ton of labor input. As seen in this article, recent reference sites where material handling conveyors, robots, descale units, vision systems and Level II MES (Manufacturing Execution Systems) were supplied have allowed U.S.-based end users to achieve the lowest total production costs, allowing them to be competitive with India and China.
Michael K. Klauck, P.Eng., has nearly 40 years of working in the foundry, steel, commercial heat treating and industrial furnace businesses. He started at CAN-ENG in the year 2000 and has been president since 2012.
Robin D. Young, P.Eng., joined CAN-ENG in the year 2000 and has held progressive positions with the company since then. In his current role, he is responsible for departmental oversight of all aspects of Mechanical Furnace Design as well as the Field Service Team.
Gerard Stroeder, P.Eng., joined CAN-ENG METAL TREATING in 1984, a commercial heat treater, moving over to CAN-ENG FURNACES in 1991. With four decades of process and industrial furnace knowledge, Gerard has expert knowledge of industrial furnace costing and ERP business systems.
Jesse Marcil, E.I.E., is a mechanical engineer working on his Professional Engineer Certification (P.Eng.). Prior to joining CAN-ENG in 2021, he worked in the Engineer, Design — Build of Commercial and Industrial buildings. In his four years with the company, he has now completed several large custom ETO (Engineered To Order) furnace projects.
We’re celebrating getting to the “fringe” of the weekend with a Heat Treat Fringe Fridaycovering news about a metals company enhancing its processing line with an atomizer, increasing its capability to produce metal powders for the advanced manufacturing industries that it serves. Atomization, a process that forces molten metal into a controlled environment through a nozzle at high pressure, improves sustainability and efficiency in metals production for industries such as aerospace, medical and defense.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A multinational metals company recently bolstered its processing line by adding an atomizer for the production of metal powders. The atomizer will be installed at one of the company’s U.S. production facilities and is capable of producing a wide variety of metal powders, optimized for both throughput and maintenance.
Retech, a division of SECO/WARWICK Group and a pioneer in advanced metallurgical equipment, has announced the procurement and the delivery and installation of the advanced manufacturing equipment to the metals manufacturer.
Earl Good Managing Director Retech
“We stuck with them,” said Earl Good, president and managing director at Retech. “We maintained the response times they needed, going above and beyond. This level of dedication was crucial in meeting their ambitious timeline, from RFQ to turnkey execution.”
The atomizer system is designed to be highly efficient, reducing operational costs and environmental impact. The system’s all-electric process ensures zero carbon emissions, aligning with sustainable production practices, and the inert gas recovery and recycling enhances resource efficiency and reduces waste. Maintenance features allow for rapid changeover between heats, minimizing downtime.
The press release is available in its original form here.
Loy Instrument, Inc., which supplies process control and combustion solutions for heat treaters in multiple industries, has been acquired by Relevant Industrial, LLC (Relevant), a leading provider of industrial equipment and engineered solutions. This partnership enhances the company’s ability to serve clients in industries such as aerospace, metals, refining, petrochemical, manufacturing and power generation.
John Carte CEO Relevant Industrial LLC
Loy, headquartered in Indianapolis, Indiana, has over 80 years of industry knowledge and a team with more than 900 years of combined experience. This acquisition marks a significant milestone for Relevant, strengthening its position as an industry leader and expanding its geographic footprint into Indiana, Ohio, Kentucky and Michigan.
“Joining Relevant Industrial is an exciting step for Loy Instrument, our employees, and our customers,” said Ken Bradway, president of Loy Instrument, Inc. “Together, we’ll leverage our combined expertise and resources to expand our capabilities and continue delivering exceptional solutions to the industries we serve.”
“The addition of Loy Instrument’s expertise strengthens our ability to tackle complex challenges in combustion and process control, providing even greater value to our customers,” said John Carte, CEO of Relevant Industrial. “We’re excited to welcome this exceptional team into the Relevant family and look forward to driving innovation together.”
The press release is available in its original form here.