Achieving the elimination of oxidation during thermal treatment has driven heat treaters for decades and resulted in a wide variety of approaches. The obvious method is to flow an inert gas such as nitrogen into the furnace in order to drive out both air and moisture. By itself, however, this technique is inadequate.
The zirconia carbon sensor has been used for nearly three decades to control the carbon potential in many carburizing applications. Today’s best of the web article examines the use of the zirconia carbon sensor in a variety of annealing and special treatment applications and considers how the sensor millivolt output is preferred because it relates directly (not empirically) to the free oxygen concentration in the surrounding environment.
An Excerpt:
“While it is desirable to avoid oxidation during thermal treatment, the achievement of adequate control using one of the ‘getter’ gases requires that the sensor millivolts achieved be established at some value higher than the vee formed by the iron reaction at temperatures below 1375ºF and the carbon reaction above that temperature. The vee will demonstrate the lower limit, but the practical level should be established by evaluation of product quality, getter cost and possible sooting. The appropriate level will be limited by such things as furnace leaks, atmosphere agitation, work porosity, time of treatment, etc.”
In this installment of the Controls Corner, we are addressing load configurations in a furnace. An industrial furnace is made up of multiple zones for the heating of the load. These zones are strategically placed to minimize heat losses and to give the best heat profile for the application (minimize hot and cold spots in the vessel). In this Technical Tuesday installment, guest columnist Stanley Rutkowski III, senior applications engineer at RoMan Manufacturing, Inc., highlights the differences between power controls based on voltage and current.
This informative piece was first released inHeat Treat Today’sSeptember 2024 People of Heat Treat print edition.
The utility company transmits power to the electrical grid in terms of “voltage” and “current.” Voltage is the pressure to push the current through the wires. The amount of voltage required is a function of the losses in the system (resistance, reactance, and impedance). Utility companies transmit this via the highest voltage available to minimize the current. By minimizing the current, the cross section of the conductors to transmit gets smaller and less costly to run over long distances. At an industrial facility, a step down transformer (distribution type) is used to change the high voltage from the utility company to plant voltage (and by the same ratio increase the current from low to high).
In the operations of a furnace, the term commonly used is power, which is a multiplication of two variables, voltage and current.
In the operations of a furnace, the term commonly used is power, which is a multiplication of two variables, voltage and current. The utility company transmits power in a three-phase configuration with 120 degrees difference between phases (typically labeled A-B, B-C, and C-A). Let’s take a brief look at four major load configurations.
Single-Phase Load
A single-phase load uses one of the three legs of the system in operation. This type of system is best used in three zone applications to try to balance the power of each zone to the utility. A single-phase load allows for the most control of a zone in a furnace as it is individually controlled, but potentially causes the most disturbances to the utility company.
Two-Phase Load (Scott-T)
A Scott-T system is a way to balance load a three-phase system but allow for two loads in operation. In a five zone furnace, you could configure a three-phase system for the middle three zones and a Scott-T system for the first and last zones (front and back). A Scott-T system has a single point of control for the two zones to have the least disturbances to the utility company.
Three-Phase Load
A three-phase load can be in different configurations, the most common being Delta and Wye. The differences between them are the vectors of the voltage and current. A Wye system has less voltage and more current while a Delta system has less current and higher voltage. Care needs to be taken to minimize potential circulating currents that can be created by the vectors of three-phase systems. The three-phase system is a single point of control for the loads and causes less disturbances to the utility company. Mixing of three-phase systems inside a furnace (Delta and Wye) can help further minimize disturbances to the utility company.
IGBT (Insulated-Gate Bipolar Transistor)
An IGBT (Insulated-Gate Bipolar Transistor) system is a hybrid system that uses a three-phase primary to create a single-phase load. This allows for the highest level of control while minimizing the disturbances to the utility company. This system also allows the usage of higher frequencies to shrink the footprint of the transformers, allowing the use of rectification to minimize inductance and minimize the high current runs to the load(s).
About the Author:
Stanley F. Rutkowski III Senior Applications Engineer RoMan Manufacturing, Inc.
Stanley F. Rutkowski III is the senior applications engineer at RoMan Manufacturing, Inc., working on electrical energy savings in resistance heating applications. Stanley has worked at the company for 33 years with experience in welding, glass and furnace industries from R&D, design, and application standpoints. For more than 15 years, his focus has been on energy savings applications in industrial heating applications.
A car radiator manufacturer has expanded its heat treatment capacity with an EV/CAB line adapted for the production of oversized battery coolers. The aluminum brazing furnace facilitates the ability to make quick modifications and switch from gas to electric heating in order to meet climate change challenges.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK Source: LinkedIn
SECO/WARWICK designed the CAB line with temperature uniformity across the entire belt width in order to accommodate the size specifications of the battery coolers.
“This order is for an aluminum brazing furnace adapted to the production of oversized battery coolers,” said Piotr Skarbiński, vice president of the aluminum and CAB product segment at SECO/WARWICK. “The EV/CAB line with a belt width of 2100 mm (6.89 ft) is designed to produce oversized battery coolers. It consists of a preheating and main heating chamber, a radiation brazing furnace, an air jacket cooling chamber, a final cooling chamber and a control system.”
The press release is available in its original form here.
Furnaces North America(FNA) 2024 begins Monday, October 14, and runs through Wednesday, October 16. If you haven’t registered yet, you can still do so onsite, and one look at the technical sessions planned over the two days of training says all you need to know about the caliber of instruction at the event.
All of the sessions will be worth your time! Presenters are highly qualified to speak on the topics, which range from processes and equipment to technology to security:
Emerging Technologies
Furnace Maintenance & Equipment
Heat Treat Business & Digital Transformation
Energy & Gases
Operational Efficiencies
Quality, Compliance & Materials
Process Advancements
If you want to do a little prereading to prepare for the sessions, Heat TreatToday is pleased to direct your attention to technical session presenters who have contributed to our radio, print, and digital resources during this year:
On Tuesday at 8:50 a.m., Bryan Stern, product development manager at Gasbarre Thermal Processing Systems, will be speaking on “The Impact of Oil Quenching – A Look at the Carbon Footprint and Cost of Vacuum vs. Atmosphere Processing.” On June 20, 2024, Bryan was our guest on Heat TreatRadio, episode #110, “Isolated Heat, the Future of Vacuum Furnaces,” which you can listen to here.
Later that morning, at 9:40, Peter Sherwin, global business development manager of Heat Treatmentat Watlow, will focus on “Smart Heat Treatment: Industry 4.0 Innovations for Environmental & Energy Efficiency.” Peter co-authored “Thermal Loop Solutions: A Path to a Sustainable Future in Heat Treatment,” a two-part series published in both the magazine and on our website. You can read the first part here and the second part here.
During that same time slot, Brian Turner, sales application engineer at RoMan Manufacturing, is scheduled to speak on “Efficient Furnace Power Solutions”. Brian joined fellow RoMan employees who have contributed technical content to an ongoing series on controls. You can read that article, “Basic Definitions: Power Pathways in Vacuum Furnaces,” originally published July 16, 2024, here.
On Wednesday at 8 a.m., Sefi Grossman, founder and CEO of CombustionOS, is scheduled to present a session on “Maximizing Heat Treat Operational Efficiency: Digitize Your Data for Automation.” Sefi wrote a piece for our August Automotive print edition on “A New Era: Tracking Quality Digitally,” which was later republished at the website. You can read the digital version here.
At 8:50, Joe Coleman, cybersecurity officer at Bluestreak Compliance, will address “CMMC’s Impending Impact On The Metal Treating Industry.” Just last month, he joined Heat TreatRadio in an interview about “NIST and CMMC: What Heat Treaters Need To Know,” which you can listen to here.
Chad Beamer, senior applications engineer at Quintus Technologies, will speak on “Quintus Purus: Development of Clean HIP Processing” at 9:40 on Wednesday morning. Earlier this year, he collaborated with fellow Quintus employees on an article, “HIP Innovation Maximizes AM Medical Potential,” which you can read here.
Bryan Stern Product Development Manager Gasbarre Thermal Processing SystemsPeter Sherwin Global Business Development Manager Heat TreatmentBrian Turner Sales Applications Engineer RoMan Manufacturing, Inc. Source: RoManSefi Grossman Founder & CEO CombustionOS Source: AuthorJoe Coleman Cyber Security Officer Bluestreak ConsultingChad Beamer Senior Applications Engineer Quintus TechnologiesHeat Treat Today contributors leading technical sessions at FNA 2024
Stop by Heat TreatToday‘s booth (424/426) to let us know how the sessions went and if you did your homework beforehand!
Plibrico, a manufacturer and installer of superior aluminosilicate and high alumina monolithic refractories, has expanded its footprint with the grand opening and dedication of its new state-of-the-art production facility in Oak Hill, Ohio. The company’s refractories are used in a variety of heat treating applications, and the new plant will enhance technology and production capacity.
Brad Taylor President & CEO Plibrico
Plibrico celebrated the occasion with a two-day GO LIVE Showcase, which included in attendance Shane Wilkin, Ohio State Senator; Samuel Brady, president and CEO of Economic Development Partnership of Jackson County; and Paul McNeal, mayor of Oak Hill. In addition to the dedication ceremony and training sessions, attendees received a behind-the-scenes tour of the company’s new refractory production facility. The event also featured discussions on innovation, growth, and development in the refractory industry.
“This facility represents more than just bricks and mortar,” said Brad Taylor, president and CEO of Plibrico, in his welcome address. “It symbolizes our dedication to innovation, growth, and a higher standard of excellence that we bring to our industry every day.”
Main photo: Brad Taylor, President and CEO of Plibrico, ribbon cutting to celebrate opening of new refractory production facility in Oak Hill, Ohio/ Source: Plibrico
The press release is available in its original form here.
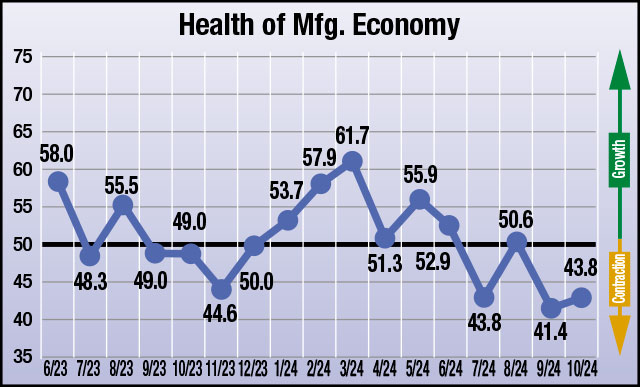
The four heat treat industry-specific economic indicators have been gathered by Heat Treat Today each month since June 2023. Last month, suppliers were split between anticipated growth and no change or contraction. This month, the four economic indicators are all reflecting anticipated contraction.
The numbers, which were compiled in the first week of October, show that responding parties expect the economy to experience contraction in all the four indices. In three of the four, the numbers change by more than 5 points from growth or no change to contraction. For anticipated health of the manufacturing economy, suppliers anticipate contraction, although in an improved range.
The results from this month’s survey (October) are as follows; numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from September to October: 44.6
Anticipated change in Value of Bookings from September to October: 44.8
Anticipated change in Size of Backlog from September to October: 42.9
Anticipated change in Health of the Manufacturing Economy from September to October: 43.8
Data for October 2024
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
The Heat Treat Doctor® ha vuelto para ofrecer sabios consejos a los lectores de Heat Treat Today y para responder a suspreguntas sobre el tratamiento térmico, brazing, sinterizado y otros tipos de procesamiento térmico, así como preguntassobre metalurgia, equipos y problemasrelacionados con los procesos.
This article was originally published inHeat Treat Today‘sSeptember 2024 People of Heat Treat print edition.
Quenching is a critical step in the heat treating process. And while there are often several choices available to the heat treater, a delicate balance exists between what is available to us and how we can optimize its performance characteristics to meet our client’s requirements/specifications. Material, part design (geometry), pre-and post-manufacturing requirements, loading, allowable dimensional change (i.e., distortion), and the process itself must be taken into careful consideration. Let’s learn more.
Quenchants — A Brief Overview
Today’s quenchants offer a broad and, in some instances, overlapping range of capabilities. But at a fundamental level, the role of a quenchant is to extract heat from the part surface to meet a specified critical cooling rate and achieve the desired microstructure in the component part necessary to achieve the required mechanical and physical properties. In hardening of steels, for example, one must miss the “nose” of the time-temperature transformation (TTT) curve if the desired end-result is a martensitic (or bainitic) microstructure. By contrast, the cooling rate for a normalizing process requires cooling in “still air” — a term that is often misunderstood and which we will cover in a future discussion.
Figure 1. Common types of quenchants and their effect on distortion (See Reference 1)
However, a quenchant (Figure 1) is more than just its cooling rate. Quenchants should be stable over their service life, especially with respect to degradation (e.g., oxidation), be safe, be easy to service and maintain, have a high vaporization point, ideally not interact with the part surface, be used within their optimum performance range, have long life, be easily removed by cleaning after quenching, and be cost effective.
As a very broad-based characterization, quenchants can be divided into the following general categories:
Mixed media quenchants (e.g., mist or fog quenching, fluidized beds)
Figure 2. Ishikawa (aka fishbone) diagram of quenching variables (See Reference 1)
Selection of the Optimal Quench Medium
Contact us with your Reader Feedback!
Various factors must be taken into consideration when selecting the best quench medium. The following are some of the important considerations when selecting the proper quench medium (Figure 2):
Material — chemistry, hardenability, form (e.g., bar, plate, forging, casting), type (e.g., wrought, powder metal), and cleanliness to name a few
Part geometry/design — shape, size, weight, complexity
Mill or preheat treatment condition — annealed, normalized, pre-hardened, stress-relieved
Stress state — the cumulative effect of both mill operations and customer manufacturing operations prior to heat treatment
Process parameters — temperature, time, preheating
Equipment selection — is it optimal or simply adequate for the job?
Quench medium(s) available — their limitations as well as their advantages
It is important to talk briefly here about two aspects of the quench medium selection process. First, note the difference between hardness and hardenability (which we will discuss in more detail in the future). Heat treaters tend to focus on hardness (since we can easily measure it in our shops), but hardenability is a critical consideration in quench medium selection. Hardenability is a material property independent of cooling rate and dependent on chemical composition and grain size. When evaluated by hardness testing, hardenability is defined as the capacity of the material under a given set of heat treatment conditions to harden “in-depth.” In other words, hardenability is concerned with the “depth of hardening,” or the hardness profile obtained, not the ability to achieve a particular hardness value. When evaluated by microstructural techniques, hardenability is defined (for steels) as the capacity of the steel to transform partially or completely from austenite to a defined percentage of martensite.
Table 1. Average and instantaneous values of the heat transfer coefficient (See Reference 3)
Second, one must be aware of both the average and instantaneous value of the heat transfer coefficient alpha of the quench medium. Although the maximum quenching “power” may be described by the instantaneous heat transfer coefficient, the average heat transfer coefficient (Table 1) provides a better relative comparison of the various quenching media since it represents the value of the heat transfer coefficient over the entire range of cooling (from the start to the end of quenching). It is important to remember that the ability to manage (not control) distortion is a delicate balancing act between uniform heat extraction and proper transformation.
A Common Example — Quench Oil Selection
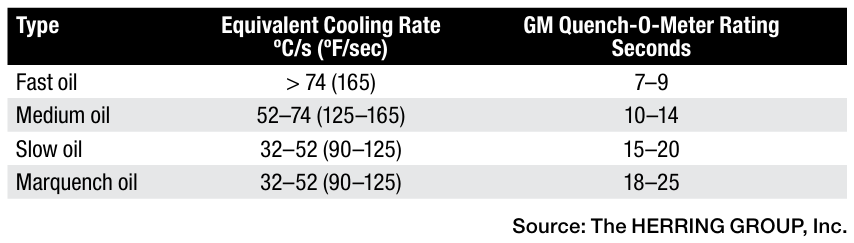
Important factors to consider when selecting a quench oil, which hold true in a slightly modified form for most liquid quenchants, are: the type of quenchant (i.e., quench characteristics, cooling curve data — new and over time); quench speed (see Table 2); usage temperature; effective quench tank volume (i.e., the one gallon per pound of steel [8.4 L/kg] rule); and the client’s requirements.
Table 2. Classification of quench oils (See Reference 1)
Quench tank design factors also play an important role and involve the following:
Volume of oil in the quench tank
Number of agitators or pumps
Location of agitators
Type of agitators (fixed or variable speed)
Internal tank baffle arrangement (draft tubes, directional flow vanes, etc.)
Quench elevator design (i.e., flow restrictions)
Quenchant flow direction (up or down through the load)
Propeller size (diameter, clearance in draft tube)
Maximum (design) temperature rise of the oil after quenching
Finally, consideration must be given to factors such as: part mass; part geometry (e.g., thin and thick sections, sharp corners and holes, gear tooth profile/modulus, thread profile, etc.); part spacing in the load; effective flow velocity through the quench area (empty and with a load); stress state from prior (manufacturing) operations; post heat treat operations to be performed (if any); loading including the grids, baskets, and fixture (material and design); and the material (chemistry and hardenability).
Final Thoughts
Quenching, considered by many to be a complex and multi-faceted subject, is one heat treaters must constantly monitor and control. In future installments we will be discussing many of the individual aspects of quenching. What is important here is to recognize that done correctly, quenching (in whatever form) will optimize a given heat treatment and help produce the highest quality parts demanded by the industries we serve.
References
Daniel Herring, Atmosphere Heat Treatment, Volume II: Atmospheres | Quenching | Testing (BNP Media Group, 2015).
Božidar Liščić et al., Quenching Theory and Technology, Second Edition (CRC Press, Taylor Francis Group, 2010).
Daniel Herring, “A Review of Gas Quenching from the Perspective of the Heat Transfer Coefficient,” Industrial Heating, February 2006.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
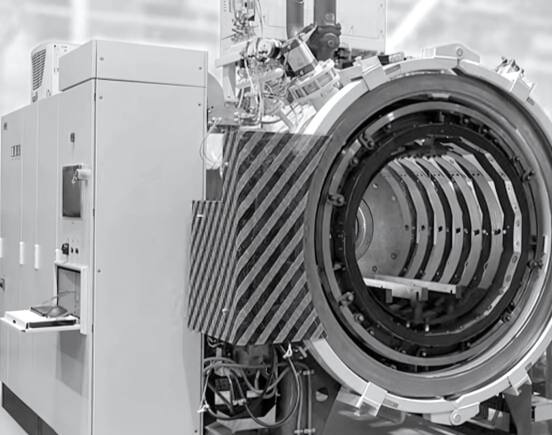
A manufacturer of components for the aviation and energy sectors is expanding its production capabilities with the acquisition of a horizontal vacuum heat treatment furnace. Huake Casting Control (Shanghai) Technology Co., Ltd., will use the equipment to manufacture precision gas turbine components and aircraft parts.
A Vector® horizontal vacuum heat treatment furnace Source: SECO/WARWICK Group
The solution, a member of the Vector® family of furnaces provided by SECO/WARWICK Group, comes with a graphite heating chamber and a 15-bar absolute gas quenching system, can operate at temperatures up to 2550°F (1400°C), and has a maximum gross load weight of 1767 lb (800 kg).
“We were convinced to choose the Vector furnace because of its wide range of heat treatment processes and applications, fast cycles with high pressure gas quenching and low consumption of energy, process gases and other media. Another undoubted advantage is that Vector is environmentally friendly and has low process gas emissions,” said Li Naixu, chairman of Huake Casting Control (Shanghai) Technology Co., Ltd.
“Huake Casting Control Technology has become our customer as the result of the SECO/WARWICK Group’s increasing reputation in Asia. . . . We want to provide partners with solutions which will allow them to grow and achieve their intended goals related to production, quality and profitability,” said Liu Yedong, managing director of SECO/WARWICK China.
The press release is available in its original form here.
Last week, Heat TreatToday wrapped up its third annual Heat TreatBoot Camp with a tour of a local commercial heat treating company, witnessing the operation of multiple vacuum furnaces, including the largest capacity vacuum furnaces in the United States.
The overall sentiment from theHeat TreatBoot Campattendees was resounding gratefulness for and enjoyment of the visit to the 115,000 square-foot Solar Atmospheres of Western Pennsylvania facility, located in Hermitage, PA. For those newbies to the industry, it provided them the opportunity to experience a heat treat shop environment and connect what they learned during the sessions to how it looks in operation.
Heat Treat Boot Camp attendees in front of the NEO, one Solar Atmospheres’ vacuum oil quench furnaces
“Really great tour,” said Heat TreatBoot Camp attendee G. Eric Gisonno. “[I’m] so thankful to Solar and Bob Hill for spending time with us and allowing us to see them in action.”
Robert Hill, FASM President Solar Atmospheres of Western PA
Bob Hill, president of Solar Atmospheres, treated the 22 attendees to a comprehensive and fascinating tour which ranged from learning about the origin of the company to observing products in production process to seeing final completed parts. Attendees were in awe as they walked the floor taking in the daily production protocols. The tour concluded in front of the NEO, a vacuum oil quench furnace that earned Solar Atmospheres an accreditation from Boeing for its ability to oil quench alloy steels in accordance with Boeing’s specification BAC 5617. Those present were able to observe a part being vacuum oil quenched in real time.
Trevor Jones CEO Solar Manufacturing
Mr. Hill also provided an exclusive sneak preview of the company’s upcoming presentation, “The Future of Vacuum Oil Quenching is Now!,” which he and Trevor Jones, president of Solar Manufacturing, will deliver at the FNA 2024 show in Columbus, OH, this October.
Thanks to Bob Hill and the team at Solar Atmospheres of Western PA for their kindness and hospitality.
Main photo: Heat TreatBoot Camp attendeestouring Solar Atmospheres of Western PA
On just about any given Tuesday, Heat TreatToday features an article that aims to educate our heat treating readers — be it in a process, equipment, metals, analysis, critical parts, or more. On this Thursday, enjoy this sampling of Technical Tuesday articles from the past several months.
Case Study: Heat Treat Equipment Meets the Future Industry Today
How has one heat treat furnace supplier contended with modern challenges of manufacturing? In this case study about a shift away from traditional forms of heat treat, explore how vacuum furnace technology has more technological horizons to bound.
Figure 1. Construction and schematic furnace cross-section CMe-T6810-25
Several key features discussed are the various challenges that characterize modern industry; the differences between historical heat treat furnaces and vacuum furnaces; furnace features that can meet these obstacles; and a close look at what one equipment option from SECO/WARWICK can offer. Additionally, explore the case study of a process that resulted in the following assessment: All technological requirements have been met, obtaining the following indicators of efficiency and consumption of energy factors calculated for the entire load and per unit net weight of the load (700 kg).”
How do thermocouples work? How would you tell if you had a bad one? Those ever-present temperature monitors are fairly straightforward to use, but when it comes to how it works — and why — things get complicated.
Figure 2. Eric Yeager of Cleveland Electric Laboratories explaining the 101 of all things thermocouple
This transcript Q&A article was published in a print edition, but there was too much information to fit the pages. Click below to read the full-length interview, including the final conversation about how dissimilar metals create electromotive force (EMF). Included in the discussion is proper care of T/C and guidance on when it’s time to replace.
A Quick Guide to Alloys and Their Medical Applications
Figure 3. Sneak peak of this medical alloys resource
If you’re pining for a medical heat treat quick resource in our “off-season,” we have a resource for you. Whether you are a seasoned heat treater of medical application parts or not, you know that the alloy composition of the part will greatly determine the type of heat treat application that is suitable. Before you expand your heat treat capabilities of medical devices, check out this graphic to quickly pin-point what alloys are in high-demand within the medical industry and what end-product they relate to.
The alloys addressed in this graphic are titanium, cobalt chromium, niobium, nitinol, copper, and tantalum.
Resource — Forging, Quenching, and Integrated Heat Treat: DFIQ Final Report
How much time and energy does it take to bring parts through forging and heat treatment? Have you ever tried integrating these heat intensive processes? If part design, forging method, and heat treat quenching solutions are considered together, some amazing results can occur. Check out the report findings when Direct from Forge Intensive Quenching (DFIQTM) was studied.
Figure 4. Examples of DFIQ equipment
Forgings were tested, in three different locations, to see if immediate quenching after forging made a difference in a variety of steel samples. The report shares, “The following material mechanical properties were evaluated: tensile strength, yield strength, elongation, reduction in area, and impact strength. Data obtained on the mechanical properties of DFIQ forgings were compared to that of forgings after applying a conventional post-forging heat treating process.”
3 Top Tips for Brinell and Rockwell Hardness Tests
Figure 5. Testing hardness
Accurate hardness testing is a critical business for numerous industries, not least heat treatment. In this guide, evaluate “best practice” for getting the best possible reading for your hardness test with the most efficiency. These comprehensive tips include proper set up for test equipment and need-to-know information regarding the preparation and execution of both Brinell and Rockwell hardness tests.
In fact, while there are some practices that overlap, knowing the differences is critical to determine whether or not a piece has reached the appropriate hardness. For Brinell, grease may skew a reading so that “at 300 HBW the material may appear 20 HBW softer than it actually is.” On the other hand, the precision in measuring indentation depth (versus indentation width) makes it imperative to keep the surfaces clear of any contamination.
Trending Market Insights for Aluminum Thermal Processing
Figure 6. State of the North American aluminum industry
In this survey on recent and developing changes in the aluminum market, we asked industry players about the impact of trending technology and the overall state of the industry. Their responses to our questions in August 2023 described a steady and increasing melters’ demand; a limited, or lack of, business increase from additive manufacturing and 3D printing; the impact of — and response to — slow supply chains; the status of sustainability in the aluminum market; and how they plan to meet future market demand.