Why Normalize, and Is a ‘Still Air’ Cool Really Important? Part 2

The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This informative piece was first released in Heat Treat Today’s March 2025 Aerospace Heat Treating print edition.
Last time (Air & Atmosphere Heat Treating, February 2025) we addressed the question of why normalizing is necessary. Here we look at the importance of a “still air” cool on the final result. Let’s learn more.
What Is a “Still Air” Cool?

As we learned last month, the term “cooling in air” is associated with normalizing but poorly defined in the literature or in practice, either in terms of cooling rate or microstructural outcome. This lack of specificity has resulted not only in many different interpretations of what is needed, but in a great deal of variability in the final part microstructure.
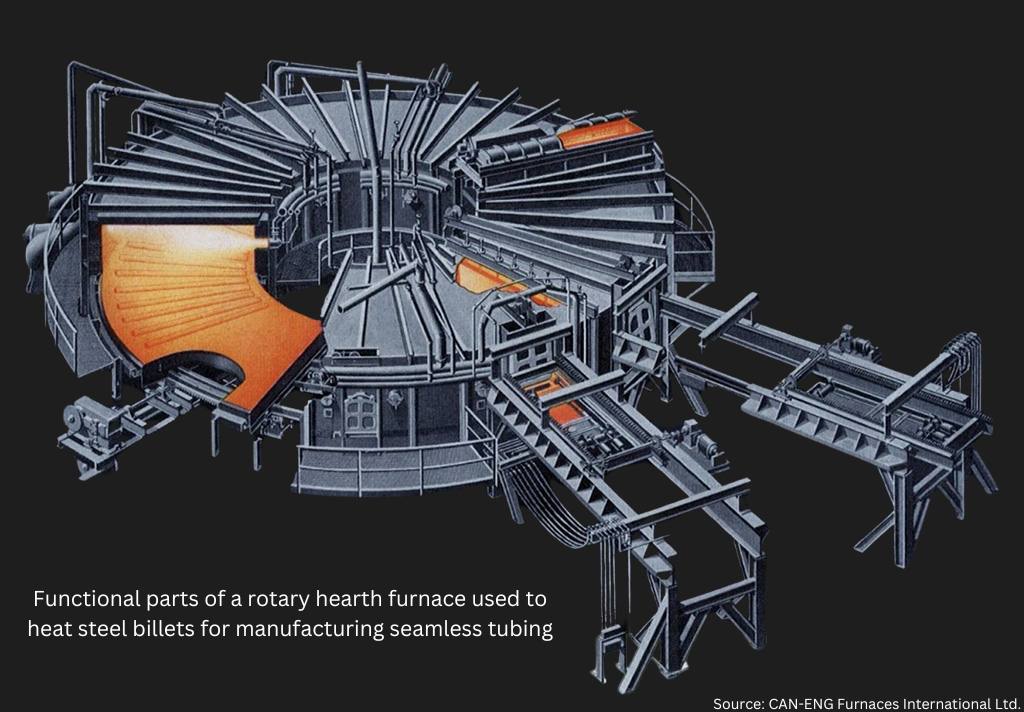
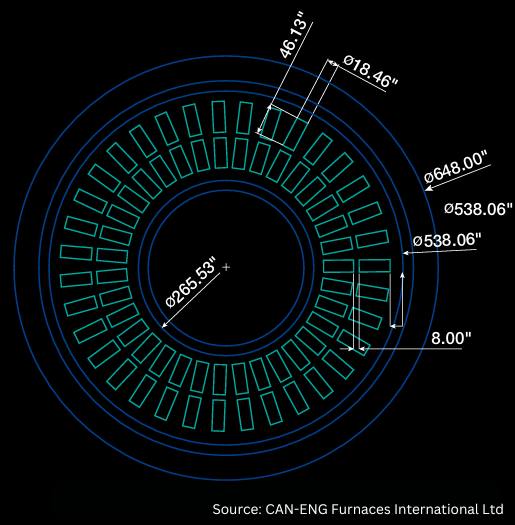
By way of example, this writer has on multiple occasions asked what changes are made to car bottom furnace cycles where cars are pulled outside of the plant for “air cooling” (Figure 1). Questions such as, is the furnace opened and the car pulled out in inclement weather? And, is this practice done on a particularly windy day, or in a rain or snowstorm or when the temperature is below zero? An all-too-common response is, “Only if it isn’t raining ‘too hard’ or snowing ‘too much’; then, we wait a while.” No wonder part microstructures are often found to vary from part to part and load to load!
Most heat treaters agree, however, that normalizing is optimized by a cooling in “still air.” This term also hasn’t been clearly defined, but it will be here based on both an extensive survey of the literature and the most common heat treat practices. In Vacuum Heat Treatment, Volume II, I define a still air cool as: “Cooling at a rate of 40°F (22°C) per minute … to 1100°F (593°C) and then at a rate of 15°F–25°F (8°C–14°C) per minute from 1100°F (593°C) to 300°F (150°C). Any cooling rate can be used below 300°F (150°C).”

In addition, many consider nitrogen gas quenching in a vacuum furnace at 1–2 bar pressure to be equivalent to a still air cool. But again, so many factors are involved that only properly positioned workload thermocouples can confirm the above cooling rates are being achieved.
Also, many use the term “air cooling” to differentiate the process from “air quenching,” “controlled cooling,” and “fan cooling.”
Recall from the previous installment of this column that any ambiguity with respect to cooling rate ought to be defined in engineering specifications and/or heat treat instructions so that the desired outcome of the process can be firmly established.
From the literature, several important observations will serve as cautionary reminders. In STEELS, George Krauss points out that: “Air cooling associated with normalizing produces a range of cooling rates depending on section size [and to some extent, load mass]. Heavier sections air cool at much lower cooling rates than do light sections because of the added time required for thermal conductivity to lower temperatures of central portions of the workpiece.”
George Totten’s work in Steel Heat Treatment indicates: “Cooling … usually occurs in air, and the actual cooling rate depends on the mass which is cooled.” He goes on to state:
After metalworking, forgings and rolled products are often given an annealing or normalizing heat treatment to reduce hardness so that the steel may be in the best condition for machining. These processes also reduce residual stress in the steel. Annealing and normalizing are terms used interchangeably, but they do have specific meaning. Both terms imply heating the steel above the transformation range. The difference lies in the cooling method. Annealing requires a slow [furnace] cooling rate, whereas normalized parts are cooled faster in still, room-temperature air. Annealing can be a lengthy process but produces relatively consistent results, where normalizing is much faster (and therefore favored from a cost point of view) but can lead to variable results depending on the position of the part in the batch and the variation of the section thickness in the part that is stress-relieved.
In “The Importance of Normalizing,” this writer offers the following caution: “It is important to remember that the mass of the part or the workload can have a significant influence on the cooling rate and thus on the resulting microstructure.”
Finally, Krauss again observes: “The British Steel Corporation atlas for cooling transformation (Ref. 13.7) establishes directly for many steels the effect of section size on microstructures produced by air cooling.” (Note: Interpretation of continuous cooling transformation (CCT) curves will be the subject of a future “Ask The Heat Treat Doctor” column.)
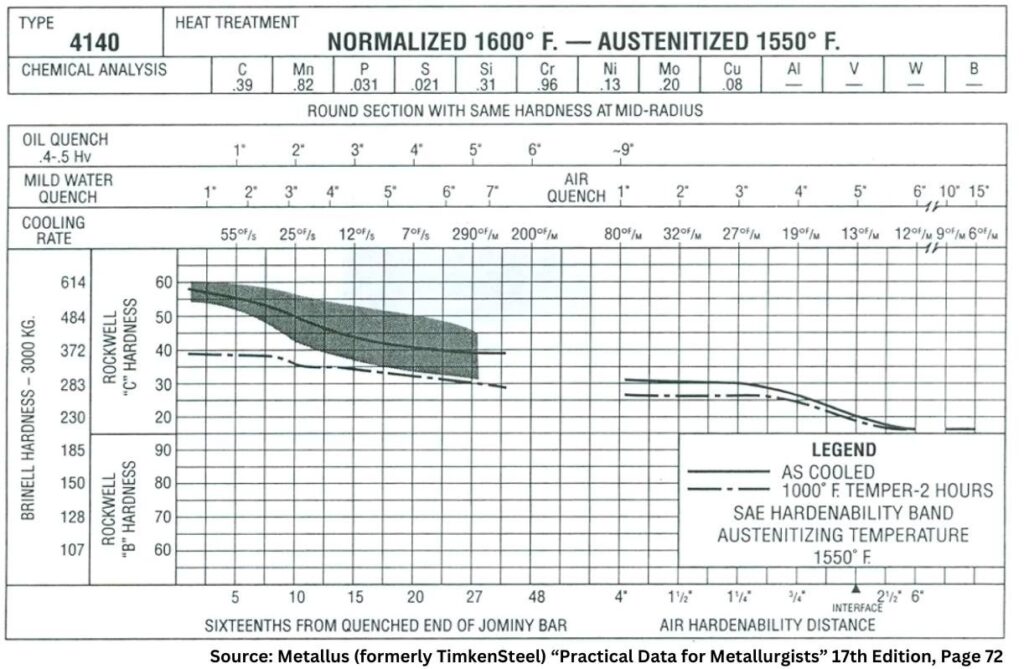
Since hardness is one of the most commonly used criteria to determine if a heat treat process has been successful, it should also be noted that one can usually predict the hardness of a properly normalized part by looking at the J40 value when Jominy data is available.
The Metallus (formerly TimkenSteel) “Practical Data for Metallurgists” provides an example of the type of data available to metallurgists and engineers to help define a required cooling rate for normalizing (Figure 2).
All literature references to normalizing agree (or infer) that the resultant microstructure produced plays a significant role in both the properties developed and their impact on subsequent operations.
Final Thoughts — The State of the Industry
It is all too common within the industry for some companies who wish to have normalizing performed on their products to specify only a hardness range on the engineering drawing or purchase order callout that is given to the heat treater.
Industry normalizing practice here in North America varies considerably from company to company. Normalizing instructions are sometimes, but not often enough, provided on either purchase orders, engineering drawings, or in specifications (industry standards or company-specific documents). These instructions range from, in the case of certain weldments, absolutely nothing (i.e., no hardness, microstructure, or mechanical properties) to referencing industry specifications (e.g., AMS2759/1) or specifying complete metallurgical and mechanical testing including hardness and microstructure.
Most commercial heat treaters often perform normalizing to client or industry specifications provided to them. Others prefer so-called “flow down” instructions in which the process recipe is provided to them. It is a common (and mistaken) belief that this removes the obligation of achieving a given set of mechanical or metallurgical properties even if they are called out by specification, drawing, or purchase order.
Also, the final mechanical properties that result from normalizing are seldom verified by the heat treater. Rather, a hardness value (or range) is reported, but hardness is not a fundamental material property, rather a composite value, one which is influenced by, for example, the yield strength, work hardening, true tensile strength, and modulus of elasticity of the material.
References
ASM International. “ASM Handbook, vol. 4, Heat Treating,” 1991.
ASM International. “ASM Handbook Volume 4A, Steel Heat Treating, Fundamentals and Processes,” 2013.
Chandler, Harry, ed. Heat Treater’s Guide: Practices and Procedures for Irons and Steels. 2nd ed, ASM International, 1995.
Grossman, M. A., and E. C. Bain. Principles of Heat Treatment, 5th ed, ASM International, 1935.
Herring, Daniel H. Atmosphere Heat Treatment, vol. I, BNP Media, 2014.
Herring, Daniel H. Atmosphere Heat Treatment, vol. II, BNP Media, 2015.
Herring, Daniel H. Vacuum Heat Treatment, vol. I, BNP Media, 2012.
Herring, Daniel H. Vacuum Heat Treatment, vol. II, BNP Media, 2016.
Herring, Daniel H. “The Importance of Normalizing,” Industrial Heating April 2008.
Krauss, George. STEELS: Heat Treatment and Processing Principles, ASM International, 1990. 463.
Krauss, George. STEELS: Processing, Structures, and Performance, ASM International, 2005.
Practical Data for Metallurgists, 17th ed. TimkenSteel, 2011
Totten, George E., ed. Steel Heat Treatment Handbook, vol. 2, 2nd ed., CRC Press, 2007.
About the Author

“The Heat Treat Doctor”
The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
For more information: Contact Dan at dherring@heat-treat-doctor.com.
For more information about Dan’s books: see his page at the Heat Treat Store.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Why Normalize, and Is a ‘Still Air’ Cool Really Important? Part 2 Read More »