22 News Chatter to Keep You Current
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 22 news items, including Advanced Heat Treat Corp.’s expansion of induction hardening and gas nitriding capacity in Alabama, Dauch Corporation’s acquisition of Dowlais Group, CAN-ENG Furnaces International’s new certification as a FANUC Authorized System Integrator, and more!
Equipment
1. Urschel Laboratories, a manufacturer of precision food-cutting equipment, has ordered a new MetalMaster HR vacuum furnace from Ipsen USA to support in-house heat treating of stainless steel components used in its machines. The system will replace a furnace that has been operating since 1986 and marks Urschel’s sixth furnace purchase from Ipsen, reflecting a decades-long partnership. The upgrade is expected to strengthen Urschel’s manufacturing efficiency and product reliability, reinforcing equipment performance across the global food processing industry it serves.
2. BTOMEC Ferramentaria e Usinagem de Precisão Ltda., a manufacturer of multi-cavity injection molds, has invested in a Vector vacuum furnace from SECO/WARWICK to bring die and tooling hardening in-house. The move enables the company to reduce reliance on external heat treaters while gaining greater control over production timelines, costs, and quality. The investment reflects a broader industry trend of manufacturers establishing internal heat treat capabilities as production volumes grow.
3. JISCO Carbon Steel has commissioned a new integrated CSP®-HSM production line at its Jiayuguan facility, combining Compact Strip Production casting with a hot strip mill in a fully automated system supplied by SMS Group. The upgrade doubles the plant’s annual production capacity from about 2 million to 4.5 million tons while improving operational flexibility and process integration between casting and rolling. The project strengthens JISCO’s ability to deliver consistent flat-steel products for global manufacturing markets.
4. Grace Manufacturing has installed a new TITAN H2 vacuum furnace from Ipsen at its Russellville, Arkansas facility to expand heat treating capabilities for thin martensitic stainless steel components used in medical devices. The system replaces an aging furnace and was selected after third-party testing confirmed it met the company’s processing requirements. The upgrade strengthens production reliability and metallurgical control for precision medical manufacturing.
5. An international aircraft motion-control manufacturer has ordered an additional low-temperature vacuum tempering furnace from SECO/WARWICK’s U.S. subsidiary to expand its heat treat capacity for precision aerospace components. The system will support tempering, aging, and other sub-critical heat treat processes while meeting stringent aerospace thermal-processing standards.
6. Pratt & Whitney, an RTX business, is investing $200 million to expand its Columbus, Georgia, manufacturing site with a seventh isothermal forging press to produce rotating compressor and turbine disks for commercial and military jet engines. The new equipment is expected to increase output of these critical engine components by about 30% and is scheduled to be operational in 2028. The expansion strengthens production capacity for next-generation aerospace engine programs and supports growing global demand for aircraft propulsion systems.
7. A defense-sector firearm manufacturer has selected a vacuum furnace system from SECO/WARWICK to support carburizing and heat treatment of steel components used in firearm production. The new equipment will enhance control over case hardening processes, helping improve durability and performance of critical firearm parts. The investment strengthens thermal processing capacity within the defense manufacturing supply chain.
8. Advanced Heat Treat Corp. (AHT) has expanded induction hardening and gas nitriding capacity at its Cullman, Alabama facility, adding a larger induction system and an additional nitriding unit. The upgrade enables the processing of larger and more complex components while supporting higher production volumes. The investment strengthens surface hardening capabilities for manufacturers by improving throughput and maintaining fast turnaround times for industrial parts.
9. Bodycote has installed a new diffusion hardening treatment vessel at its Mooresville, North Carolina facility, expanding stainless steel processing capabilities in North America. The system enables the company to surface-harden larger components using its ADM® low-temperature diffusion hardening process. The investment broadens capacity for industries such as oil and gas, food and beverage, and medical technology by improving durability of stainless steel parts while maintaining corrosion resistance.
10. Gasbarre Thermal Processing Systems will supply a custom-engineered box furnace and loading system to a U.S. government manufacturing facility to expand a previously validated high-temperature thermal process. The system, designed to meet strict space and operational constraints, will operate up to 2100°F in an air atmosphere and represents the largest configuration the facility can accommodate. The installation enables the government manufacturer to scale production while maintaining specialized thermal processing capabilities.
11. A China-based manufacturer of vacuum circuit breakers has ordered two vacuum furnaces from SECO/WARWICK to add vacuum brazing capability for producing vacuum interrupter components used in power distribution systems. The installation expands the manufacturer’s ability to produce brazed, hermetically sealed interrupter assemblies used in circuit breakers that interrupt electrical current in industrial and utility power networks.
12. PSW Group has opened a new High Integrity Diecasting Center at its Magretech plant in Bellevue, Ohio, focused on semi-solid casting technologies for aluminum and magnesium components. Led by Dr. Tao Wang, the facility allows OEMs, Tier 1 suppliers, and die casters to trial, develop, and scale advanced casting processes using semi-solid and high-pressure die-casting methods. The center aims to accelerate development of lighter, stronger, and lower-carbon metal components, supporting innovation and faster time-to-market across the automotive and light-metal manufacturing sectors.









Company & Personnel
13. Dauch Corporation has completed its acquisition of Dowlais Group plc, bringing together major automotive manufacturing operations including GKN Automotive and GKN Powder Metallurgy. The combined company expands global capabilities in driveline systems, metal forming, and powder metallurgy under the leadership of CEO David C. Dauch. The move strengthens supply and engineering capacity for internal combustion, hybrid, and electric vehicle platforms across the global automotive industry.
14. U.S. Aluminum Company has signed an agreement with Emirates Global Aluminum (EGA) and Century Aluminum to explore building a downstream aluminum fabrication facility in Inola, Oklahoma, near a planned primary aluminum smelter. The proposed plant would convert molten aluminum into value-added products for sectors such as electrical, defense, aerospace, automotive, and machinery manufacturing. The project aims to strengthen U.S. aluminum supply chains and help expand domestic primary aluminum production capacity.
15. The AICHELIN Group has appointed Daniel Panny as head of United Process Controls (UPC) in Göppingen and Mike Löpke as head of QMULUS in Düsseldorf as part of organizational changes following the integration of NITREX. The leadership updates strengthen the group’s focus on automation, plant control, and IIoT-driven digital solutions for heat treatment operations. The move supports closer integration of furnace technology, process expertise, and data-driven optimization across the global heat treat industry.
16. SECO/WARWICK has appointed Pan Gaojun as managing director of SECO/WARWICK China, following a succession process within the company. Gaojun, who joined the group in 2010, will lead operational development and strengthen the company’s presence in key technologies such as CAB lines and vacuum furnaces in the Asian market. The leadership change is intended to support continued growth and strengthen SECO/WARWICK’s position in China’s expanding heat treat and thermal-processing sector.
17. Vienna-based refractory manufacturer RATH AG has appointed Christian Morawetz as chief operating officer, bringing the experienced operations executive onto its Executive Board to oversee production, purchasing, R&D, quality management, and IT across the company’s global manufacturing operations. Morawetz’s leadership and industrial management experience are expected to strengthen operational efficiency and innovation as the company undertakes a broader transformation of its product portfolio and production structures to better serve high-temperature industries such as steel, glass, and ceramics.





Kudos
18. The U.S. Department of War (formerly Department of Defense) has awarded contracts through the Defense Logistics Agency to 24 manufacturers to supply additively manufactured metal and polymer parts under the Joint Additive Manufacturing Acceptability (JAMA) IV pilot program. The firm-fixed-price IDIQ contract, valued at up to $9.8 million with a base period through Feb. 2027, allows the Pentagon to issue task orders for 3D-printed components supporting U.S. military programs.
19. CAN-ENG Furnaces International Ltd. has been certified as a FANUC Authorized System Integrator, expanding its capabilities in robotic automation for industrial furnace and thermal-processing systems. The certification allows CAN-ENG to design and integrate FANUC robots into heat treat operations, including material handling and high-volume furnace automation. The partnership strengthens automation options for manufacturers seeking greater efficiency, reliability, and safety in heat treat and thermal processing environments.
20. Burloak Technologies Inc., based in Oakville, Ontario, has completed its latest Nadcap audit, enabling its heat treatment capabilities to support demanding industries. The certification reinforces the company’s thermal processing services — including hot isostatic pressing (HIP), vacuum heat treatment, and alloy heat treat cycles — used in sectors such as aerospace, defense, automotive, and medical manufacturing.
21. Stack Metallurgical Group announced that its Salt Lake City facility, Aerospace Aluminum Processing (ASAP), has achieved AS9100D certification following an audit completed with zero findings. The accreditation strengthens the facility’s quality credentials for aerospace aluminum heat treating and related processing, reinforcing its role in supporting high-spec aerospace manufacturing and positioning other Stack facilities to pursue similar approvals.
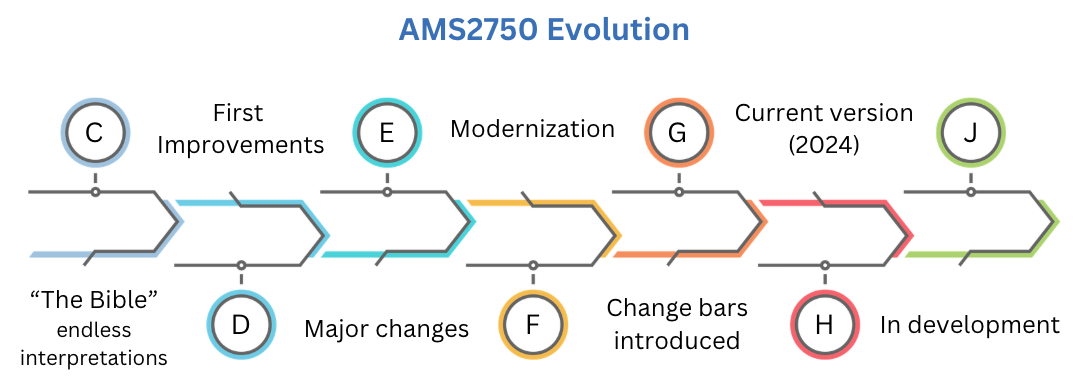
22. Aalberts surface technologies announced that its Cleveland, Ohio, and Kansas City facilities have earned Nadcap 24-Month Merit Accreditation for heat treating, effective February 10, 2026. The designation — achieved after years of near-zero audit findings and strict AMS2750 pyrometry compliance — signals strong process discipline and quality systems for aerospace heat treat operations, helping reduce supplier risk and strengthen reliability across the aerospace manufacturing supply chain.




22 News Chatter to Keep You Current Read More »