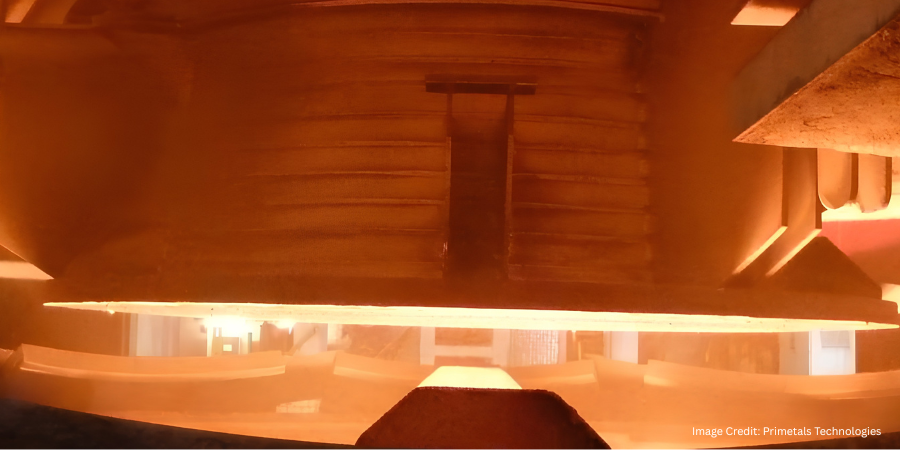
A new vacuum degassing plant is expected to increase meltshop performance and capacity while enabling the production of a larger volume of high-quality steel grades. The investment in secondary metallurgy will support steelmaking operations by removing a production bottleneck and improving productivity at a Mexican steel producer’s facility.
TYASA has selected Primetals Technologies for a new vacuum degassing (VD) plant at its Ixtaczoquitlán site. | Image Credit: Primetals Technologies
Mexican steel producer Talleres y Aceros S.A. de C.V. (TYASA) has awarded Primetals Technologies a contract to supply a twin vacuum degassing (VD) plant for its steelmaking facility in Ixtaczoquitlán, Mexico. The plant is scheduled to begin operation in October 2027.
Primetals’ scope of supply includes the VD plant’s mechanical equipment, vacuum pumps, valve stands, alloy addition systems, and Level 1 and Level 2 automation systems. The company will also provide electrical equipment and advisory services for installation and commissioning.
The new VD plant will integrate with TYASA’s existing twin ladle furnaces using the same rail track and ladle cars. The ladle cars will be modified with VD tanks, allowing ladle furnace treatment while the ladle remains in the vacuum degassing tank. This arrangement minimizes crane movements between the ladle furnace and VD station while supporting efficient material handling.
The VD plant will support TYASA’s Castrip® plant by enabling an LF-VD-LF process that maximizes productivity of the facility’s Quantum electric arc furnace. The project layout takes advantage of existing utility systems and infrastructure that were designed to accommodate a future VD installation, allowing the plant to be installed with only minor impact on ongoing production.
Press release is available in its original form here.
AGF DEFCOM, a metal additive manufacturing company, has expanded its vacuum heat treating capacity with the addition of a second furnace, increasing throughput for thermal processing operations while reducing scheduling constraints. The investment is expected to support growing production requirements and improve turnaround times for clients requiring vacuum heat treatment of additively manufactured components.
AGF DEFCOM recently installed a second Mentor Pro vacuum furnace from Solar Manufacturing. The additional furnace expands its in-house heat treating capabilities, enabling more jobs to be processed simultaneously while improving workflow efficiency and reducing bottlenecks.
The second furnace complements AGF DEFCOM’s existing vacuum heat treating operation and increases overall processing capacity. It is designed for precision thermal processing under high-vacuum conditions and is used for applications requiring controlled heat treatment.
The addition reflects AGF DEFCOM’s continued investment in expanding its manufacturing and thermal processing capabilities for clients in the metal additive manufacturing sector.
Press release is available in its original form here. Edit: The original press release mentions the vacuum furnace is from Solar Atmospheres. It has been updated in this press release to Solar Manufacturing, as confirmed by Solar Atmospheres.
In the heart of Akron, Ohio, stands Akron Steel Treating Company — an enduring example of American grit, craftsmanship, and family-driven values built upon a legacy that began in a family garage in the quiet hum of wartime urgency. Founded in 1943 by Prosper P. Powell with the help of the U.S. Army, the original facility was no more than a makeshift operation for heat treating firing pins. But even then, the commitment to quality was uncompromising. Work overflowed into the family’s kitchen oven, and every part was handled with care and purpose.
Prosper P. Powell at the original Akron Steel Treating building | Image Credit: Akron Steel Treating Company
Today, more than 80 years later, that same spirit drives the company. Still family-owned and operated, Akron Steel Treating (AST) has grown into a 65,000 square-foot facility that blends old-school workmanship with modern technology. Their secret isn’t just in the furnaces; it’s in their values. Honesty, integrity, and respect guide every project, every client relationship, and every part that passes through their hands.
When manufacturers think of AST, they should think of reliability without compromise. With industries ranging from aerospace and automotive to medical, electronics, construction, and defense, the heat treater supports some of the most demanding applications where failure is not an option. Their metallurgical consultants and heat treating experts work hand-in-hand with clients to identify the most cost-effective and performance-driven solutions, ensuring that heat treating enhances, rather than limits, the manufacturing process.
What makes them truly stand apart is its commitment to tailored solutions. Rather than push a one-size-fits-all service, AST embraces the consultative process. With a suite of heat treating options, including neutral hardening, carburizing, carbonitriding, and vacuum heat treating, they select the process that best suits each client’s needs. Their extensive quenching capabilities range from oil and air to martempering, austempering, and even intensive water quenching, offering unparalleled flexibility and precision.
Quality is not just a goal here — it is a guarantee, backed by detailed documentation and inspection protocols. Clients benefit from heat treat certifications, furnace charts, hardness testing, and stress measurements. Every part is tracked through the company’s proprietary JobShoppe™ system and Spec-View® monitoring platform. This computer network monitoring system ensures high-quality, repeatable heat treating that clients can rely on time and again.
One of AST’s proudest achievements? Supporting national defense by heat treating missile guidance fins and aircraft braking components. The company even holds a federal manufacturing firearms license, a testament to their reputation and rigorous process controls.
Looking ahead, AST is focused on staying true to its roots while embracing innovation. The next 80 years will see continued investment in new technologies to improve efficiency and broaden capabilities, all while maintaining the personalized service and family culture that define their brand.
In a world of fleeting trends and fast fixes, this heat treater is proof that craftsmanship, consistency, and character still matter. Their team, many of whom have been with the company for decades, is not just a workforce; they are the AST family, and they carry forward a proud tradition, one heat treated part at a time.
In this installment of Technical Tuesday, Jim Roberts of U.S. Ignition engages readers in a Combustion Corner editorial about the role of velocity in heat treating — breaking down how faster burner speeds create more turbulence in the furnace, which helps parts heat up faster and more evenly.
This editorial was first released in Heat Treat Today’sJune 2026 6th Annual Buyers Guide Issue print edition.
A furnace guy walks into a heat treat plant and looks around. While it all looks calm and controlled, the agitation inside the furnaces is rampant.
So many times, we forget to slow down, look over our shoulders, and see all we’ve accomplished or learned. Combustion Corner series began with the intent to take a simple, almost primer-level look at what combustion-related issues the modern heat treater — furnace technicians, production managers, and really everybody involved in the process — may encounter.
The focus has been on burners and flame-related items. Occasionally, we get questions for an opinion on considering gas-fired versus electric furnaces or other similar questions. That’s dangerous ground to tread because so many different processes can use both. In fact in most cases, the method of heating is really moot to the process goal: Get heat delivered, cleanly, and all will be well with the parts and the process.
With that in mind, let’s take a peek at what really matters in heat treating. It’s the heat. Specifically, it’s how to get heat delivered as quickly as possible and with as much control as is possible. I know, kind of obvious that heat is important in heat treating. There are “four modes of heat transfer,” but we’ll just look at one of them today.
Convective Transfer
Convective transfer is an easy one because we see so many practical applications in our own homes. The new ovens in the modern home are often convection ovens and seemingly everybody has an air fryer. In the kitchen alone, you can see this how heat transfer increases can happen via convection increases. Take this principle to the shop floor and you can see how critical it is in processes that allow contact with flue gases or hot air.
We used to heat up the box of bricks, and once it got to the needed temperature for the metallurgy requirement, we would push in a basket of parts and wait for them to catch up to that temperature. The thermal mass of the load would literally suck the heat right out of the box, and the temperature would crash. Then, we’d wait for the temperature to stabilize. Once there, the old rules of time and temperature would apply.
But what if we wanted to speed up the process? What if we wanted more even temperature delivery and more temperature uniformity? The word that comes to mind in most burner intrinsic processes is velocity.
Velocity
We talked about how some direct-fired burners are now designed to give fantastic exit velocities from the burner and into the furnace chamber. And when I say fantastic, it has to do with comparing what was an acceptable burner design back in the early days of industrial America when burner flame/flue gas exit velocity of direct-fired heat treating was like 40 MPH. New burners of today have exit velocities of almost 500 MPH!
Here is why it matters: Velocity will have a direct effect on the heat transfer, firstly by blasting into the “boundary layer” of gases that circulate around parts in the furnace. And most flue gases have been laminar in nature, but with this increased turbulence, the agitation of these gases allows more direct contact with the actual part.
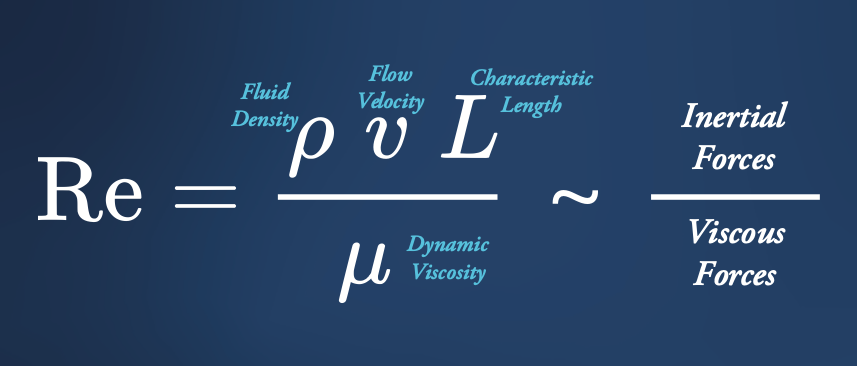
The Reynolds Number
This increased turbulence results in a higher Reynolds number. The Reynolds number (Re) is a dimensionless quantity in fluid mechanics that predicts flow patterns — laminar (smooth) or turbulent (chaotic) — by calculating the ratio of inertial forces to viscous forces.
The word viscous reminds us that all things flowing around in the furnace are considered fluid from a scientific viewpoint. Interestingly, all this turbulence also results in greater mass transport. Remembering that the part or load has some mass, once it begins to heat up, it actually begins to emit heat as well. This mass transport mechanism is a result of the turbulence moving the heated molecules away from the surface of the part more quickly, which maintains a higher temperature differential, and again, increases heat transfer.
I guess what we are doing here is starting with velocity on a burner-level discussion, and we will discuss multiple methods and scientific quirks regarding the big picture — heat transfer. We will discuss some of the basics of heat transfer and explore comparisons between conduction, radiation, and convection, and more.
Till next time…
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
Federal funding will support expanded domestic production of titanium plate and large-format titanium components for defense applications, helping strengthen U.S. manufacturing capacity for mission-critical materials. The initiative supports efforts to scale advanced titanium processing technologies that reduce reliance on conventional production routes while increasing supply chain resilience for aerospace, defense, and other strategic industries.
IperionX, an American titanium metal and critical materials company, has been awarded up to $6.8 million through the U.S. Department of War’s Office of the Secretary of War-Submarine Workforce and Industrial Base (OSW-SWIB) program to expand manufacturing capabilities at its Titanium Manufacturing Campus in Virginia. The award is part of a broader, multi-organization effort to increase domestic production of high-performance titanium alloy products, including ballistic-grade titanium plate for land and maritime defense platforms.
The project will be completed in two phases. An initial $200,000 will fund project scoping and testing. Pending successful completion of Phase 1, IperionX expects to receive an additional $6.4 million to expand the manufacturing capacity and purchase capital equipment for its Virginia facility.
Conventional titanium plate production involves multiple thermal and metallurgical processing steps, including sponge production, vacuum melting and remelting, ingot or slab casting, breakdown forging, hot rolling, repeated annealing, and final surface conditioning. These processes contribute to long production lead times, high capital and energy requirements, and material yield losses.
IperionX’s patented titanium technologies are designed to simplify and shorten this production route. Its proprietary HAMR™ process can produce low-cost titanium powder from titanium materials or recycled titanium while its HSPT™ and THRM™ technologies processes hydrogen-enabled thermodynamics and powder metallurgy processing to deliver high-performance, wrought-like titanium properties without reliance on conventional melt-remelt-forge pathway.
Anastasios (Taso) Arima CEO IperionX Source: IperionX
Together, these technologies support IperionX’s powder-to-plate titanium manufacturing platform, which aims to reduce process steps, improve material utilization, lower energy consumption, and strengthen domestic supply-chain resilience. “By combining lower-cost titanium feedstocks with our patented HAMR™, HSPT™ and THRM™ technologies, we are developing a more efficient domestic manufacturing platform for high-performance titanium plate and components,” said Taso Arima, CEO of IperionX.
The project is a systematic metallurgical study to demonstrate how THRM/HSPT microstructural engineering can be used to achieve ballistic performance. It complements separately DoW-funded IperionX programs for powder-to-plate production. Together, these DoW-funded activities provide an alternative pathway that has the potential to reduce the U.S. dependency on imported titanium sponge.
Press release is available in its original form here.
As we celebrate Independence Day, we’re reminded that the freedoms we enjoy have helped foster the innovation, determination, and entrepreneurial spirit that define American manufacturing.
At Heat Treat Today, we’re proud to serve manufacturers with their own in-house heat treat, commercial heat treaters, suppliers, and manufacturers whose work strengthens industries across North America. Your commitment to excellence helps keep manufacturing moving forward.
We wish you a safe and memorable 4th of July filled with family, friends, and celebration. Thank you for being part of the Heat Treat Today community, and Happy Independence Day!
Our offices are closed on Friday, July 3, 2026. We will be back on Monday, July 6, 2026.
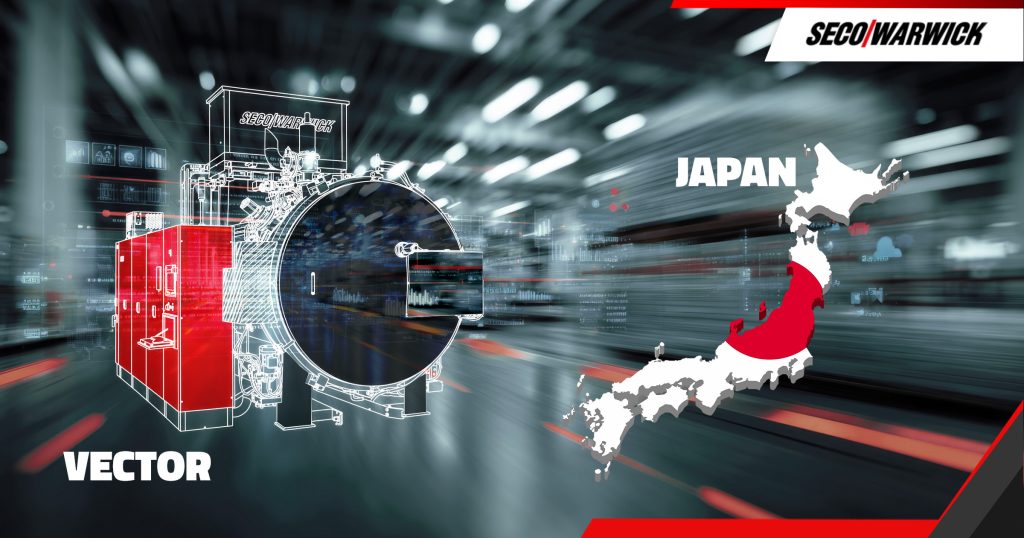
A commercial heat treater is expanding its vacuum heat treating capabilities for gas turbine components with the addition of a high-performance vacuum furnace designed to support annealing, aging, brazing, and high-pressure gas quenching. The investment will increase the company’s ability to process precision metal components for the energy, medical, automotive, and industrial machinery sectors.
Image Credit: SECO/WARWICK
The furnace will be supplied by SECO/WARWICK, a global manufacturer of thermal processing equipment with operations in North America. The system is being installed at a Japanese company specializing in the heat treatment of metals and the manufacture of precision components.
Designed for demanding applications, the single-chamber Vector vacuum furnace features a working zone measuring 40 x 40 x 60 inches, allowing for the heat treatment of large and oversized components. It provides temperature uniformity within ±5°C (±9°F) and is equipped with additional heating elements in the door and rear wall to improve heat distribution throughout the chamber.
The furnace also includes a high-vacuum pumping system with partial-pressure capability and a 6-bar gas quench system, enabling processing of components that require fast, controlled cooling while maintaining structural quality. “This order will support the production of components for gas turbines, which play a key role in improving energy efficiency and reducing CO2 emissions,” said Maciej Korecki, vice president of Vacuum Segment at SECO/WARWICK.
With this new furnace, the client will gain the ability to carry out more demanding heat treatment processes, take the load off existing equipment in their internal hardening shop, and serve a growing production volume.
Press release is available in its original form here.
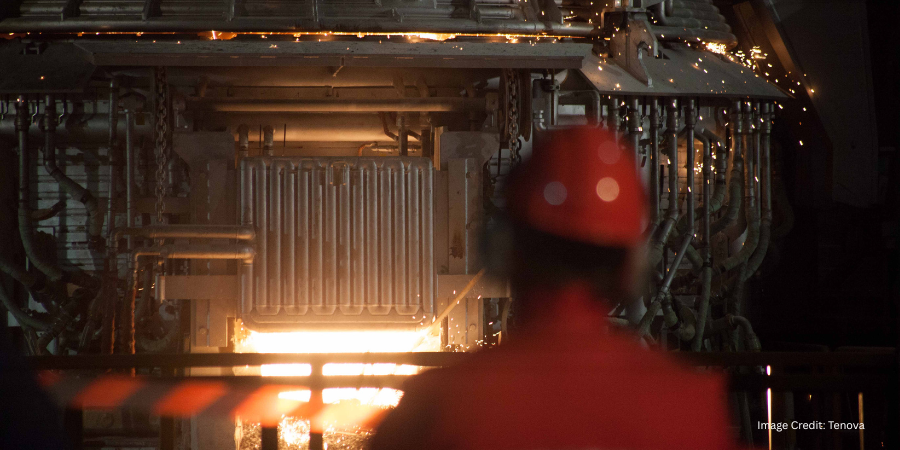
A Pennsylvania steel mill will undergo an electric arc furnace (EAF) modernization project designed to improve productivity, operational reliability, and process stability. The upgrade supports continued investment in North American steelmaking by enhancing a critical thermal processing operation used to melt scrap and other metallic feedstock for steel production.
The modernization project will take place at Tenaris’ steel mill in Koppel, Pennsylvania, where the company is investing more than $90 million across its Koppel steel shop and seamless pipe facility in Ambridge, Pennsylvania. The EAF revamp represents a key component of that broader investment program to improve productivity, reliability, and employee safety across its Pennsylvania operations.
The project will be supplied by Tenova through its U.S. subsidiary, Tenova Inc., which will provide engineering, equipment, and commissioning services for the furnace upgrade. The project will incorporate technologies intended to improve operational efficiency while helping safeguard critical equipment.
Francesco Memoli CEO Tenova Inc.
“We are proud to continue our collaboration with Tenaris and to contribute to the modernization of the Koppel facility,” said Francesco Memoli, CEO of Tenova Inc. “Projects like this reflect our shared commitment to innovation and to supporting the long-term competitiveness of steel production. Executing the project entirely in the United States — from engineering to manufacturing — will also ensure close coordination with the [client] and efficient project delivery.”
A key element of the revamp is the implementation of an advanced water flow measurement system for the furnace upper shell. The system is designed to provide more accurate monitoring and control of cooling water circuits, contributing to improved operational stability and optimized process conditions.
Upon completion, the upgraded electric arc furnace is expected to increase operational efficiency and support continued steel production at the Koppel facility as Tenaris continues to invest in meeting evolving client demand.
Press release is available in its original form here.
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, examines the cost dynamics of hydrogen as a process gas and the blended atmospheres strategies thermal processors use to manage them. Drawing on insights from Stephen Feldbauer PhD of Abbott Furnace, Wolff walks through the key gas blend options available to operators and how operators select the most cost-effective mix for the job.
This informative piecewas first released in Heat Treat Today’sMay 2026 Sustainable Heat Treat Technologies print edition.
In last month’s column, we discussed hydrogen as a process gas and addressed key attributes. In that column and in the one that follows, Stephen Feldbauer PhD, director of Research & Development at Abbott Furnace, provided key insights.
A Question of Cost
Stephen Feldbauer PhD Director of Research & Development Abbott Furnace
Hydrogen gas is relatively expensive; in fact, case studies conducted by Abbott Furnace have demonstrated that atmosphere costs often constitute over two-thirds of the variable costs of thermal processing. Hence, cost savings in hydrogen-containing atmosphere supply are important.
As a result, thermal processors will preferentially employ gas blends, containing just the right amount of hydrogen to get the job done, diluted in a larger volume of inert or non-problematic diluent gas. Think of it like using a small amount of powerful dish soap diluted with a large volume of water to effectively clean a large amount of pots and pans. The primary advantage to using hydrogen-blended atmospheres is that they are much less expensive than using pure hydrogen.
Hydrogen-Nitrogen Blended
Pure hydrogen, delivered or generated on-site, may be blended with pure nitrogen to reduce atmosphere costs. While nitrogen can be delivered as a gas or liquid, it can also be separated from atmospheric air on-site at low cost to produce a hydrogen-nitrogen blended atmosphere. Hydrogen-nitrogen blended atmospheres typically range in hydrogen content from about 3% to 75% hydrogen, with the balance nitrogen. Nitrogen costs the thermal processor about 20% of the cost of hydrogen for a similar volume of gas, so blending hydrogen with nitrogen may be a useful approach to obtaining the benefits of a hydrogen-based atmosphere at substantially lower cost.
The actual blend of hydrogen and nitrogen used is primarily determined by the metal that is being thermally processed. As the oxide of one metal may be more stable and difficult to reduce than another, the amount of hydrogen is often increased to make the atmosphere more active. Some metals will be adversely affected by nitrogen at high temperatures. Thermal processors using a hydrogen-nitrogen atmosphere will use furnace atmosphere mixers to blend the leanest (lowest hydrogen) atmosphere that yields acceptable results in the finished metal parts.
Image Credit: Abbott Furnace
A widely used generation approach to a hydrogen-nitrogen atmosphere is to use a thermal catalytic reactor (a “dissociator”) to crack metallurgical grade ammonia (NH₃) to a gas blend of nominal 75% hydrogen, 25% nitrogen (based on the ratio of nitrogen and hydrogen atoms in the ammonia starting gas). Because ammonia is a commonly used agricultural and industrial chemical, ammonia is widely available and cost-effective. Ammonia is delivered by truck in pressurized liquid form and stored in a tank for use.
The resulting atmosphere gas blend is generally called dissociated ammonia (DA). Significantly less expensive than using pure hydrogen, DA gas is a popular gas blend if a nitrogen-containing gas blend can be used. If decreased reducing potential is acceptable, generated DA gas can be further diluted with pure nitrogen to reduce costs even more.
Generation from Hydrocarbon
Another approach to cost-reducing hydrogen-containing atmospheres is to generate a hydrogen-containing atmosphere from a readily available hydrocarbon, such as natural gas, propane, or even methanol. This is possible because these hydrocarbons can be thermally cracked using a catalytic reactor to liberate free molecular hydrogen gas in a blend with other constituents. These reactors may use partial combustion in the case of Exothermic reactors to make Exo gas, or they may use pure thermal cracking, avoiding combustion, in which case the technique is called Endothermic gas generation, and the resulting gas is often called Endo gas.
Because Exo gas is a result of partial combustion with air, an Exo gas blend has approximately 10% hydrogen and considerable nitrogen in it, whereas Endo gas has approximately 40% hydrogen and very low levels of nitrogen. Because both Exo and Endo gases contain considerable carbon (originating from the fuel gas), their uses are limited to processes and materials where the carbon content does not create processing issues.
Argon-Hydrogen Blend
Many of the stainless steel grades cannot be thermally processed in nitrogen-containing atmospheres because the nitrogen gas will react with the chromium, damaging the alloy. In that case, an argon-hydrogen blend may be employed. Because argon is more expensive than hydrogen, the economics of an argon-hydrogen gas blend may result in much higher levels of hydrogen in the furnace atmosphere.
About The Author:
David (Dave) Wolff Industrial Gas Professional Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
Heat Treat Todaypublishes twelve print magazines a year and included in each is a letter from the editor. This letter is from the May 2026 Sustainable Heat Treat Technologiesprint edition. In today’s letter,Bethany Leone, managing editor at Heat Treat Today, shares her insights on why building fluency in the language of emerging technologies — from AI to machine learning — is no longer optional for heat treat professionals, and how speaking like a native in your field of expertise can mean the difference between falling behind and leading the charge.
Having the right vocabulary is not a social litmus test; it’s a tool to help us master our interests and expertise.
The Power in a Word
Image Credit: Amazon.com
My thinking happens through movement — tapping my pencil while mulling over an idea, physically walking through a process to get it in my bones, and immersing myself in the environment I am learning about. Normally, I would tell you I avoid rote memorization like the plague.
That has all changed. I’m currently immersing myself in an architecture guidebook to American houses to understand historical home design. At first, I went for the images to visually compare and contrast architecture features. But it became difficult to keep classifications sorted the deeper I looked to apply this knowledge. I needed to learn the language.
Advanced Tech Industry Fluency
Words don’t just help us understand our field of expertise, they stimulate the imagination. Recently, I had the absolute pleasure of speaking with a rising young expert in the industry who is looking at ways to leverage machine learning (ML) to benefit heat treat operations. We talked about the need to have the right information to explain the AI and ML intersection with heat treating. In cutting edge technologies, all industry experts — even early adopters — benefit from clear definitions.
Once we have the language of industry technologies, next comes speaking like a native. This means engaging with what AI means for preventative maintenance or temperature control tracking. Challenge the technology and look at how it is being implemented by its fans.
Speaking Like a Native
Speaking like a native is essential to adapt technology to your operations. Until you understand the power of a tool, it is tedious and ineffective to wrestle with the latent advantages (and disadvantages).
This became clear to me several months ago when navigating AI solutions for my work. At one point in wrestling with a potential tool, it became clear that something was not quite right. After months of wrestling, a colleague used precise vocabulary from the world of AI security to immediately poke holes in this tool’s effectiveness as a solution for what we were looking for. She was fluent in speaking AND thinking this language while I was still mumbling along!
Why it Matters NOW
The difficulty right now is that technology is changing at a fast clip, and it can be hard to speak the language of advanced tools. In fact, if you haven’t already been testing public AI tools, you are definitely behind in understanding integrative potential and navigating the mental load that new tech brings. Furthermore, you risk losing time to integrate your legacy employees’ knowledge into a company-lasting infrastructure.
What was “good enough” for the past ten years is rapidly becoming antiquated and unsustainable. A big example that comes to mind is the AMS2750 temperature measuring requirements of the +/-0.1°F. Such a standard was not possible to conceive before digital thermal tracking technologies, but now the expectation to play ball in rigorous parts manufacturing requires further precision.
If you are looking at the heat treat operations and seeing that your “good enough” stop-gate solution has become the norm, that’s good. Since every decision, from materials and processes to equipment and personnel, has investment risks and benefits, it is essential to understand what value your current system is preserving. From that point, you can take a step back and ask: What steps are redundant? What steps require menial expertise? How can we build buffer mentally for our workers to breathe, be safe, and have better ideas?
Write to me and tell me what advanced technology you are in the processes of learning to speak like a native. Wishing you luck from the sidelines!