In today’s News from Abroad installment, we highlight several major global developments — from furnace upgrades and smarter heating technologies to expanded structural steel capacity and induction heating acquisitions — reflecting continued investment in efficient, modern metal processing worldwide.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
Tonggang optimizes ladle furnace performance with Primetals Technologies revamp.
“Primetals Technologies has completed a ladle furnace upgrade at Tonghua Iron and Steel (Tonggang) in Jilin Province, China. The project included the manufacture and installation of three-phase electrode arms and commissioning services. Primetals highlighted that the copper-clad electrode arms help increase power output, improve clamping precision, and maximize service life. Furthermore, they outlined that they also reduce energy consumption.”
High-Efficiency Burner Technology Improves Furnace Performance in Aluminum Manufacturing
The plant specializes in high-quality aluminum wire for the energy and automotive industries.
“TRIMET has upgraded its foundry’s energy efficiency with regenerative burner technology. The facility, located in Saint-Jean-de-Maurienne, France, has equipped its two furnaces of the plate casting machine with this new system.”
“Regenerative burners work on the principle of heat recovery: instead of venting hot exhaust gases unused, their thermal energy is stored in a heat exchanger and then used to preheat the comnustion air. This reduces the energy requirements of the gas burners and substantially lowers natural gas consumption as well as the foundry’s CO2 emissions.”
Structural Steel Capacity Set to Double at Major Indian Facility
Jindal aims to boost structural steel capacity to support infrastructure and industrial demand. | Source: Adobe Stock / industrieblick
“Jindal Steel announced a significant expansion of its structural steel manufacturing capabilities at its Raigarh facility, under which the company will double its existing structural steel capacity from 1.2 million tons per annum (MTPA) to 2.4 MTPA by mid 2028.”
“As part of the expansion roadmap, Jindal Steel will commission a new, dedicated structural steel mill, alongside advanced upstream and downstream technology upgrades. This will enable the manufacture of larger, heavier, and more complex parallel flange sections required for next-generation infrastructure and energy projects.”
Metal Processing Sees Boost from Induction Heating Acquisition
Teams of ANDRITZ and Sanzheng come together at final closing. | Source: ANDRITZ
“International technology group ANDRITZ has acquired a 51% stake in Baoding Sanzheng Electrical Equipment Co., Ltd., a China-based provide of advanced industrial induction heating systems. This further acquisition strengthens ANDRITZ’s position as a comprehensive solutions provider for steel processing, in particular electric steel.”
“The expanded offering strengthens the group’s ability to deliver full-line solutions for electrical steel processing, galvanizing, annealing, and forging.”
Ask The Heat Treat Doctor® has returned to bring sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.In this installment, Dan Herring explains how partial pressure atmospheres prevent evaporation and achieve bright, oxide-free parts in vacuum furnaces.
This informative piece was first released in Heat Treat Today’sDecember 2025 Annual Medical & Energy Heat Treat print edition.
Have questions or feedback? We’d love to hear from you — reach out to our editorial team at editor@heattreattoday.com.
Operating in vacuum can often lead to problems related to evaporation, that is, literally “boiling away” elements present in the materials being heat treated. This affects surface integrity, functionality, performance, and in some rare cases altering the chemical composition of the base (or filler) metal.
One way to overcome this problem is to introduce a gas partial pressure higher than that of the material’s vapor pressure. Different gas choices, introduction methods, and controls are available to the heat treater. The natural question is, how and when should they be used? Let’s learn more.
What is Partial Pressure?
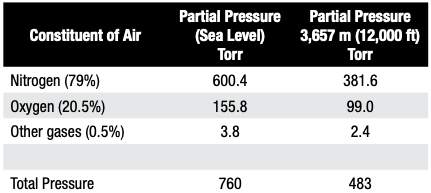
In simplest terms, the partial pressure of a gas introduced into a vacuum furnace is the force exerted by that gas (or gases) constrained in the vacuum vessel. If only a single gas is present, the partial pressure of the system is the same as the total pressure. For a multi-gas system, air is a good example to look at. At sea level with atmospheric pressure 760 torr (760 mm Hg) and at an altitude of 3,657 m (12,000 ft), the atmospheric pressure is only 483 Torr (Table A).
Table A. Partial Pressure of Individual Gases Present in Air | Source: Jones 1997
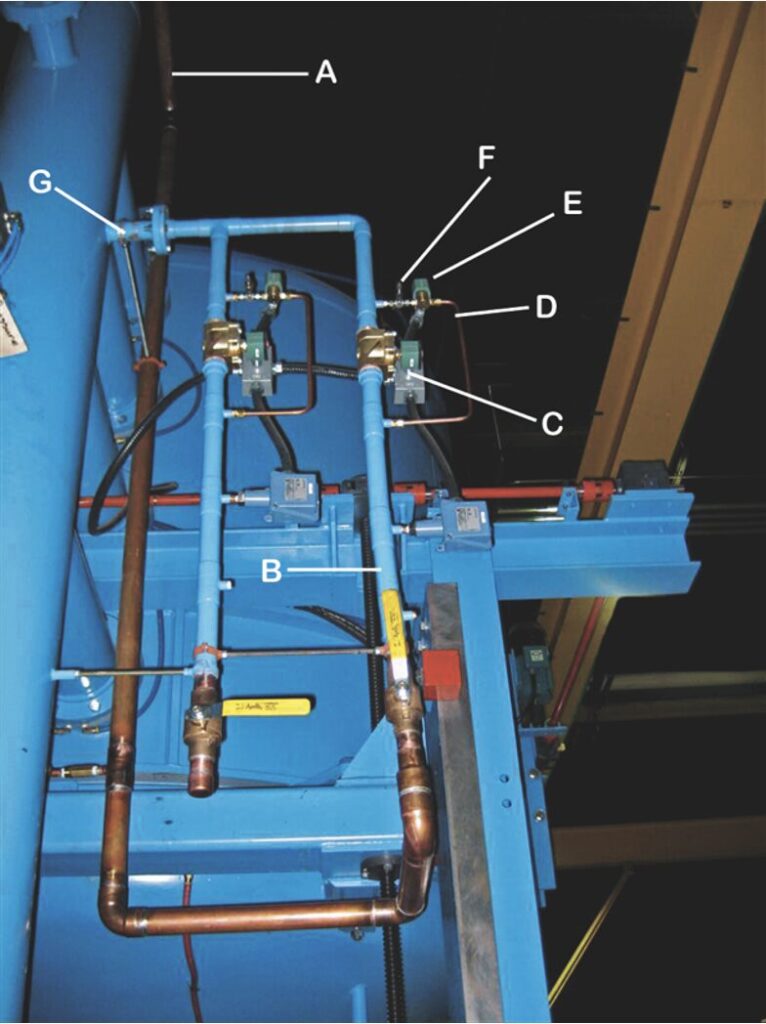
In vacuum systems, when the chamber atmosphere is evacuated to a high enough vacuum level — commonly between 10⁻³ Torr (0.1 micron) and 10⁻⁵ Torr (0.01 microns) — issues of evaporation are likely to occur during heat up and holding at temperature. As such, nitrogen or a truly inert gas is introduced below a predetermined temperature at a controlled rate to a fixed partial pressure range and then controlled within this range. One then isolates the high vacuum portion of the pumping system and employs bypass circuitry using the mechanical pump to introduce a continuous flow of gas equal to the pumping capacity (throughput) at the required operating pressure (Figure 1 below).
Figure 1. Typical partial pressure piping on a vacuum furnace Key: A: Incoming gas supply line B: Backfill line C: Quench solenoid D: Partial pressure line E: Partial pressure solenoid valve F: Partial pressure (micrometer) needle value G: Inlet into furnace Source: Courtesy of Vac-Aero International
Why Do We Need to Use Partial Pressure in a Vacuum Furnace?
There is no hard and fast rule for partial pressure settings used for processing various materials in the heat treat industry. However, from a practical standpoint, there are two process considerations for determining partial pressure. The first is the metal-oxide reduction partial pressure. The partial pressure of oxygen at a given temperature determines the direction of the reaction and consequently whether the part is “bright” or “discolored” (oxidized). These values are typically in the range of 10⁻⁶ Torr to 10⁻² Torr. This is why materials like titanium alloys and superalloys must be processed at extremely low vacuum levels. The second consideration is the vaporization of metal at high temperature and hard vacuum. The metal solid-to-vapor partial pressures require higher pressures to avoid alloy depletion. These higher pressures often produce sufficient dilutions of contaminants to drive the reaction to be reducing.
What is often overlooked or misunderstood is that higher levels of partial pressure “dilute” any oxygen or water vapor partial pressure but still can produce oxide free “bright” parts at higher pressures. This dilution also occurs, for example when a retort is purged with nitrogen or argon to achieve clean parts. The oxygen partial pressure is reduced by dilution rather than by vacuum. In addition, it cannot be overemphasized that oxidation present on parts from exposure to the atmosphere and moisture absorbed by the furnace lining when the door is open are critical in running clean work. Oxidation occurs on heat up, but when the temperature is high enough and conditions are right, we can reverse the oxidation reaction so the parts will clean up. This is why it is harder to bright temper than to bright harden.
In batch vacuum furnaces, combination hardening and tempering cycles are used to take advantage of the furnace configuration in which parts stay in the furnace for the full process. Often, the same parts will discolor if tempered in the same furnace after they have been removed and the furnace exposed to air.
Also, a thorough understanding of the required component properties and material characteristics (e.g. alloy composition, grain size, hardenability response) is needed to design the final vacuum heat treat cycles and select the final partial pressure settings.
Figure 2. Chromium deposits / discoloration in the area of a graphite cooling nozzle | Source: The HERRING Group, Inc
For example, stainless steels, tool steels, and more exotic alloys run in a vacuum furnace will benefit substantially from the use of partial pressure atmospheres. In most heat treat shops, partial pressure cycles begin around 760°C (1400°F) at pressure from 1–1.5 Torr (1000–1500 microns). This is primarily because chromium present in many of these materials and in our baskets/fixtures evaporates noticeably at temperatures and pressures within normal heat treatment ranges. At around 990°C (1800°F), chromium will vaporize rapidly as a function of both vacuum level and time. In general, the practical operating vacuum level for most materials is significantly above their equilibrium vapor pressures. It is also helpful at times to know the temperature at which individual elements exceed a critical (10⁻⁶ g/cm²-s) vaporization rate (Herring 2015).
In practice, heat treaters often observe greenish discoloration (chromium oxide) on the interior of their vacuum furnaces (Figure 2), the result of chromium vapor reacting with air leaking into the hot zone. Otherwise, the evaporation deposit is bright and mirror-like. To avoid these types of deposits contaminating both the furnace and the parts run in it, an operating partial pressure between 1 Torr and 5 Torr (1,000 microns to 5,000 microns) is typical for parts that will boil away their elemental constituents.
Chromium Coloration
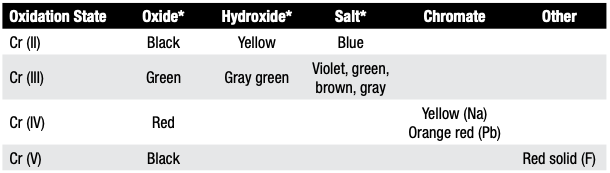
Heat treaters should be aware that although the most common color of chromium discoloration is green, the color is dependent on chromium’s oxidation state (Table B). For example, Cr (II) compounds typically appear blue, Cr (III) compounds appear green, and Cr (VI) compounds appear orange or red.
Notes: * Most commonly observed colors Table B. Oxidation Colors of Chromium and Chromium Compounds
Table B provides a more detailed breakdown of chromium’s oxidation states and associated colors.
Which Partial Pressure Gas(es) Can We Use?
Argon, nitrogen, and hydrogen are the most common partial pressure gases. Often, argon is preferred as it is a truly inert gas and tends to “sweep” the hot zone; that is, being a heavier molecule, it tends to reduce evaporation compared with nitrogen or hydrogen. Specialized applications, such as those in the electronics industry, may use helium or even neon (if an ionizing gas is needed). Gases having a minimum purity of 99.99% and a dew point of -60°C (-76°F) or lower should be specified.
Certain cautions are in order. For example, nitrogen may react with certain stainless steels and titanium bearing alloys resulting in surface nitriding. In the case of hydrogen, the normally near neutral vacuum atmosphere can be sharply shifted to a reducing atmosphere to prevent oxidation of sensitive process work or for furnace/fixture bakeout/cleanup cycles. Embrittlement by hydrogen is a concern for certain materials (e.g., Ti, Ta).
Figure 3. 410 stainless steel housings, hydrogen partial pressure (1,000 microns) at 1010°C (1850°F) | Source: Courtesy of Vac-Aero International, IncFigure 4. Knee implants (cobalt-chromium-molybdenum alloy) vacuum heat treated under an argon partial pressure at 1 Torr (1,000 microns) to prevent elemental evaporation | Source: Courtesy of Vac-Aero International, Inc
In Summary
Partial pressure atmospheres are required in many heat treating and brazing operations to achieve desired results. Introduction of the partial pressure gas into the furnace hot zone at one or more locations and controlling the partial pressure injection gas stream as a continuous flow, rather than trying to operate at a specific pressure, are critical considerations. The choice of partial pressure gas is also important both from a cost and quality standpoint.
References
Herring, Daniel H. 2014. Vacuum Heat Treatment. Vol. 1. Troy, MI: BNP Media.
Herring, Daniel H. 2015. Vacuum Heat Treatment. Vol. 2. Troy, MI: BNP Media.
Houghton, R., Jr. n.d. Private correspondence, Spectrum Thermal Processing.
Jones, W. R. 1997. “Partial Pressure Vacuum Processing – Part I and II.” Industrial Heating, September/October.
Jones, William. n.d. Private correspondence, Solar Atmospheres Inc.
Fabian, R., ed. 1993. Vacuum Technology: Practical Heat Treating and Brazing. Materials Park, OH: ASM International.
The Boeing Company. n.d. “Practical Vacuum Systems Design Course.”
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
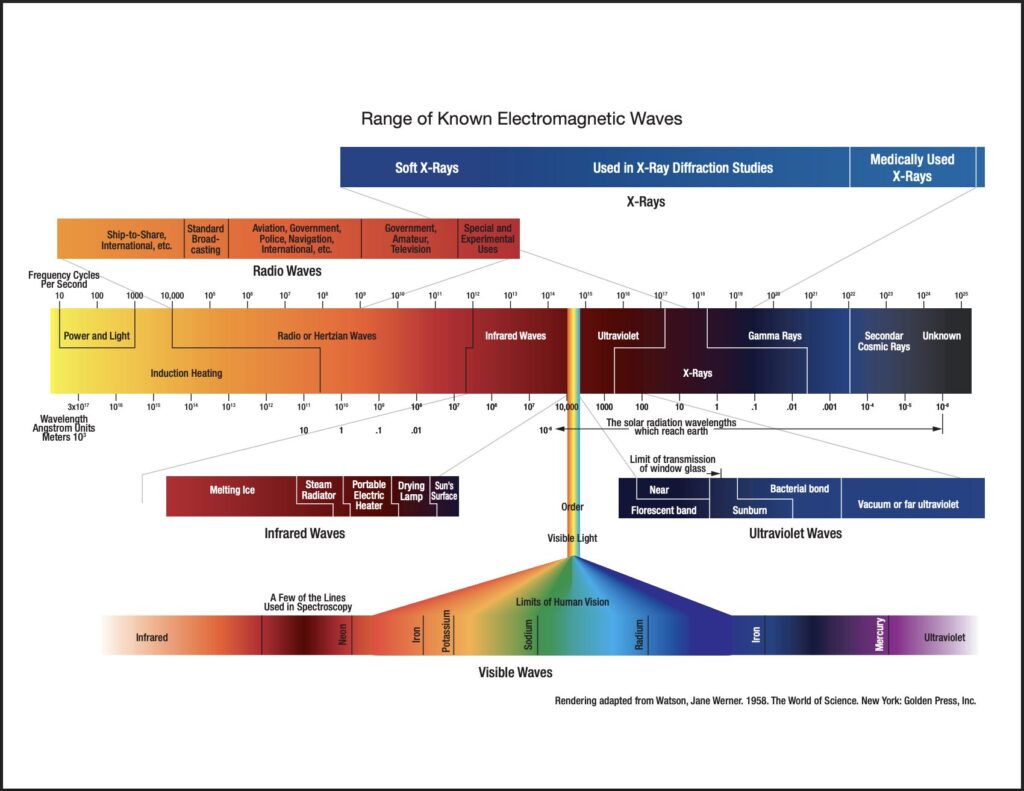
This downloadable visual illustrates the full spectrum of known electromagnetic waves, from radio waves through gamma rays, with clear reference points across wavelength and frequency.
This image was featured in Heat Treat Today’sFebruary 2026 Annual Air/Atmospheres Heat Treatingprint magazine in the article “Redundant Flame Safety” by Bruce Yates, Protection Controls. In the article, the visual helps provide context for where ultraviolet radiation falls within the electromagnetic spectrum — an important reference when discussing UV-based flame detection in industrial heating applications.
Click on the image below to download this reference for electromagnetic wave ranges and their relevance to thermal processing and flame safety discussions.
Jupiter Aluminum Industries (JUPALCO), part of the Jupiter Group, has ordered two aluminum coil annealing furnaces to support production at its rolling mill operations, strengthening capacity and consistency for flat-rolled aluminum products serving automotive, construction, and packaging markets. The investment reflects continued global demand for advanced aluminum heat treating capacity.
The furnaces, slated for installation at JUPALCO’s rolling mill operations in India, are designed to handle large aluminum coils, with a maximum outside diameter of 2,600mm, widths up to 2,300mm, and a total gross load capacity of 93.6 metric tons. Multi-zone chamber configurations and advanced control systems are engineered to deliver precise temperature uniformity and repeatable annealing results across high-volume production runs.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
The equipment will be supplied by SECO/WARWICK, a furnace supplier with North American locations, and incorporates the company’s Vortex 2.0 aluminum coil annealing technology, which uses high-velocity airflow to improve heat transfer, shorten cycle times, and reduce the risk of localized overheating. The design also supports energy-efficient operation while maintaining tight temperature tolerances throughout the annealing process.
According to Piotr Skarbiński, vice president of the CAB and Aluminum Products Segment at the SECO/WARWICK Group, the Vortex 2.0 is designed with a system of appropriately directed nozzles that support consistent aluminum processing while reducing cycle times and energy consumption.
The Indian market for flat-rolled aluminum products is growing rapidly, with its value expected to rise from USD 4.5 billion in 2025 to USD 12 billion by 2035. Investments by manufacturers like JUPALCO in new rolling mills highlight both the domestic growth potential and the wider demand for advanced annealing technologies in global markets.
Press release is available in its original form here.
Century Aluminum Company has emphasized that next-generation EX smelting technology will be critical to the development of its new primary aluminum smelter, one of the most advanced technologies deployed in the U.S. This platform is designed to improve productivity, reduce energy consumption per ton, and lower emissions, reinforcing both economic competitiveness and environmental performance in primary aluminum manufacturing.
Click on the image above to read more about Century Aluminum’s recent restart to boost U.S. production by 10%.
Planned for Inola, Oklahoma, at the Tulsa Port of Inola industrial park, the proposed facility is expected to produce up to 750,000 metric tons of primary aluminum annually, more than doubling current U.S. smelting capacity once fully operational. Century Aluminum will partner with Emirates Global Aluminum (EGA) on the project, with EGA contributing its proprietary EX smelting technology and holding a majority ownership stake, while Century Aluminum provides operational expertise and leadership in the U.S.-based aluminum production. The project aims to strengthen material availability for downstream manufacturers serving automotive, aerospace, energy, and defense markets.
Jesse Gary Chief Executive Officer Century Aluminum Company
“Our partner EGA brings world-class smelting technology and construction expertise that are fast-tracking our collective efforts to realize a new era of domestic primary aluminum production,” said Jesse Gary, chief executive officer of Century Aluminum Company. “This expanded production will benefit critical U.S. industries and create thousands of American manufacturing jobs, reinforcing the vital role of aluminum in national defense and economic vitality.”
EX technology is EGA’s next-generation smelting platform, featuring reduction cells that provide higher productivity per square meter than EGA’s previous DX+ Ultra technology. The cells are larger and have improved current efficiency, enabling greater aluminum production from each smelting cell. The technology supports more cost-effective aluminum production with lower emissions intensity, reinforcing the project’s operational and environmental goals.
For background on the initial announcement of this historic smelter project, click on the image above for our May coverage.
The use of EX technology also positions the project within the broader global landscape of aluminum smelting innovation, strengthening its appeal as an alternative source of advanced smelting capability at a time when governments and manufacturers are increasingly focused on supply chain resilience, domestic capacity, and technology diversification. EGA’s own communications highlight EX as a key step toward large-scale industrialization and a foundation for future growth as a smelting technology provider of choice in the global aluminum industry.
Construction is expected to begin as early as 2026, with commercial production anticipated before the end of the decade. Once completed, the facility is expected to support approximately 1,000 permanent direct jobs and support roughly 4,000 construction roles, while helping reduce reliance on imported aluminum and reinforcing domestic manufacturing capabilities. Industry leaders have described the project as a critical step toward rebuilding U.S. primary aluminum production and supporting long-term supply stability for North American manufacturers.
Press release is available in its original form here.Additional information comes from EGA’s June 2025 press release here.
Detroit Flame Hardening Co. does many things well, but one thing they excel at is flame hardening. In fact, they have built proprietary, only-at-Detroit-Flame post-processes that have truly set them apart as a master of flame hardening.
In general, during the flame hardening process, flames are directed carefully to the surface of a carbon or alloy metal and later quenched. But at this company, processes are a little more specialized. Here, their clients can choose a specific, targeted surface and receive high hardness only in that area. They flame harden using the hottest flames produced from oxygen, propylene, and acetylene (which they generate on site). Doing this successfully requires extensive knowledge of metals, the end application, and what gas to use at what temperature to achieve the correct case depth hardness. The unique process, the result of the more than 80 years of experience housed at the company, reduces the cost of treating the part, process time, and part distortion. To round out this process, the company designed a proprietary quenching method that may include water, oil, air, or synthetics.
Large rope drum for offshore oil rig at Cleveland location
The quenching method is not the only process that is highly unique to Detroit Flame Hardening. The company also boasts a specially adapted straightening press and an entire straightening department for flame hardening parts that require a bit of post-process attention to remain within specification. This department can accommodate straightening demands within .015″ TIR and is able to remove difficult “twists.” Additionally, the on-site precision straighteners can work with any cold precision straightening and some hot straightening.
After being hardened with the specialized flame hardening process, quenched with the proprietary quench method, and straightened with exclusively-adapted presses, parts undergo yet another unique Detroit process: a session with the company’s own Detroit Hardness Tester. This portable machine was engineered and manufactured by experts in metallurgy and has been rigorously pre-tested to ensure positive operation and reliable accuracy. The pocket-size design includes a steel ball, precisely weighted and shaped, that is dropped from a specific height to produce an accurate Rockwell C hardness reading. This design has made the Tester highly regarded by plants and machine shops.
Armed with this level of customized expertise, Detroit Flame Hardening has locations in Detroit, Cleveland, and Cincinnati, serving the entire USA with a focus on the automotive, aerospace, and military (as well as other) industries. Known for their cutting-edge solutions and innovations, this fourth-generation family business has delved deeply into the flame hardening process to better serve others.
As pressure mounts to cut industrial CO2 emissions, hybrid heating systems are emerging as a compelling pathway to decarbonizing industrial process heat. In this Technical Tuesday installment, Dr.-Ing. Marco Rische and Dr. Martin Ennen of ABP Induction Systems GmbH explore how integrating induction technology at the front and end of traditional gas-fired furnace heat treating can reduce energy consumption, improve temperature control, lower operating costs, and offer a realistic bridge to full electrification.
This informative piece was first released inHeat Treat Today’sJanuary 2025 Annual Technologies To Watch print edition.
The metalworking industry is undergoing a profound transformation, as the pressure to reduce emissions and replace fossil fuels continues to shape technological strategies across all areas of the value chain. In addition to melting technology, process heat is increasingly coming into focus — namely the heating, warming, and tempering of materials, which is required in virtually every production process.
With hybrid approaches that combine conventional gas furnaces with induction heating units, energy consumption, CO2 emissions, and costs can be reduced simultaneously. ABP Induction, a global provider of electric heating and melting technologies, has continued to refine and expand hybrid heating concepts over the past several years. Its strategy aims to help shape the path to CO2 neutrality as a partner to the metalworking industry through holistic solutions that balance technological advances and cost efficiency.
The Pressure to Act in the Industry
The starting point is both a challenge and an opportunity; the metalworking industry ranks among the largest industrial producers of CO2 emissions worldwide. The steel industry, in particular, is at the center of the decarbonization debate, accounting for roughly one quarter of global industrial emissions. Natural gas was the preferred fuel for many years: affordable, easy to control, and simple to transport. But with rising CO2 prices and increasing political pressure to decarbonize, the balance is shifting. While primary processes like pig iron production are increasingly shifting toward direct reduction using hydrogen, heat input in downstream processing steps, such as melting, heating, or rolling, still primarily relies on fossil energy sources.
At the same time, the economic landscape is shifting; rising CO2 prices, high energy costs, and the need for stable supply chains are driving a reassessment of conventional technologies and laying the foundation for induction-based burner substitutes to gain economic traction. The megatrends of digitalization, deglobalization, demographic change, and decarbonization are now shaping business decisions across the metalworking industry. After all, the energy policy framework is creating incentives to deploy electric solutions, especially where they can be powered by green electricity. This makes induction — contactless heating of metallic materials using electromagnetic fields — a key technology on the path to CO2 neutrality.
Induction Heating as a Foundational Technology
The physical principle of induction is well established. An alternating electromagnetic field transfers energy directly into the workpiece, heating it evenly and in a controlled manner. The advantages lie in high energy efficiency, dynamic controllability, and reliable process stability. While gas burners rely on convective and radiant heat, induction applies energy directly without intermediate losses — a decisive efficiency advantage that enables practical efficiencies of up to 90%.
For many applications, the technology is already widely adopted. In foundries, induction furnaces are increasingly replacing cupola furnace systems, while in forges and aluminum plants, induction systems are used for efficient preheating and heating. New application areas are emerging in the steel sector, particularly in the fields of reheating and heat treatment.
However, the limitations are equally clear; induction works optimally only where the material to be heated is electrically conductive and the electromagnetic field can be efficiently coupled. For large-volume or indirect heating processes, such as those involving gas flows or non-metallic materials, complementary concepts are required.
The Principle of Hybrid Heating
This is precisely where hybrid heating systems come into play. They combine proven induction technology with conventional furnace systems, typically gas-fired continuous or chamber furnaces. The goal is to leverage the strengths of both systems and compensate for their weaknesses.
A typical hybrid system integrates an induction section before or after the gas-fired furnace. When the induction unit is positioned upstream, it handles the rapid heating phase, bringing the workpiece to a defined temperature in a short time, which effectively reduces the load on the gas-fired furnace. It can then operate with reduced energy input. When the induction unit is positioned downstream, it ensures precise temperature control, homogenizes the temperature profile, or compensates for fluctuations in transport speed.
The benefits are multifaceted: gas consumption decreases, temperature distribution becomes more uniform, production speed can increase, and CO2 emissions are significantly reduced. Pilot projects have achieved savings of up to 60% in previous fossil energy consumption.
In addition, the hybrid solution enables a gradual transformation process. Existing furnace systems can continue to be used, keeping investments in new infrastructure to a minimum. This provides operators with an economically and technically viable path to decarbonization and allows them to stay close to the existing process without compromising production reliability.
Process Integration and Control
Hybrid heating systems are highly adaptable. The design of the induction section depends on material, geometry, throughput, and process objective. Modern control technology ensures precise coordination between induction and furnace operation.
Figure 1. Billet after induction heating process | Source: ABP Induction Systems GmbH
In the area of reheating slabs or billets in rolling mills, for example, an inductive preheating station can be installed in front of the furnace. Here, the induced power density is utilized to significantly shorten the heating time. At production rates of up to 200 tons per hour for long products and 1,000 tons per hour for flat products, induction systems achieve electrical efficiencies of 85% to 90%. Downstream of the furnace, a post-heating unit can help maintain a uniform temperature profile, a critical factor for product quality, dimensional accuracy, and potentially reduced wear on subsequent forming equipment. Process stability also benefits. Gas-fired furnaces are sluggish systems whose temperature responds slowly to process changes. Induction systems, on the other hand, can be controlled within fractions of a second, adding a dynamic component to the overall system. This allows temperature fluctuations to be compensated, which helps to prevent product defects.
A Tool for Transformation
The idea of replacing fossil fuel burners with induction systems is not new. Pioneers in the field considered this decades ago and developed alternative processes and methods, but it was never cost-effective. Fossil fuel usage remained cheaper and allowed existing processes to continue unchanged. Now the situation is different.
Figure 2. UHT Thermo Jet UHT200® — Induction heating concepts for fluids | Image Credit: TUBAF University of Freiberg
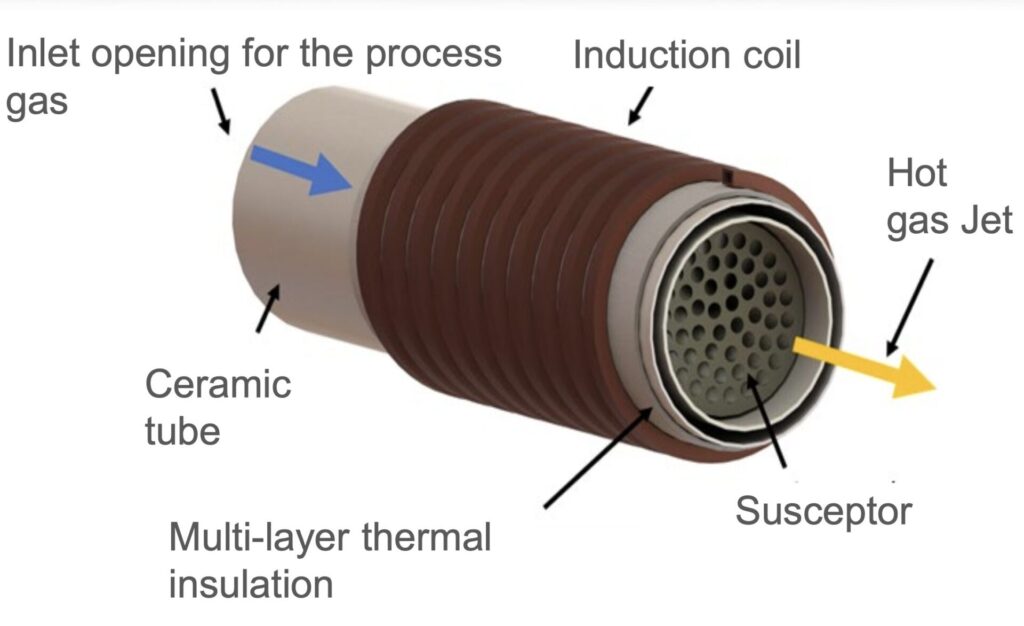
A key element in ABP Induction’s strategy for electrifying process heat is the Ultra-High-Temperature (UHT) Thermo Jet, a newly developed high-temperature hot gas technology that replaces conventional fossil fuel burners and electrifies industrial thermal processes. The innovation marks a decisive step toward fully electric process heat, demonstrating that even high-temperature applications are feasible without the combustion of fossil fuels.
The system is based on an inductively heated metallic susceptor located inside a high-temperature-resistant, thermally insulated channel. A process gas flows through it, typically air, though inert gases or exhaust gases can also be used. The induction coil generates an electromagnetic field (Figure 2) that heats the susceptor without physical contact. The susceptor then transfers the heat to the gas flowing past it. The result is a hot gas jet with temperatures well above 1000°C (1830°F), fully replicating the thermal characteristics of a natural gas flame. Industrial test series have already achieved stable temperatures of up to 1400°C (2550°F) with response dynamics that surpasses conventional burners.
The technology transfers energy in two stages: first, the susceptor is heated via induction; then, the heat is transferred to the gas stream. This decoupled structure enables precise control of temperature, gas flow, and power input. The key lies in synchronizing the electrical power control with the gas flow to ensure a consistent and reproducible hot gas quality. The system responds to load changes within seconds, offering a level of controllability for high-temperature applications that has never been achieved before.
Technologically, it operates with minimal losses, as no exhaust gases are produced and the heat is transferred almost entirely to the process. By using closed gas circuits, the residual thermal energy of the exhaust stream can be reused without generating pollutants or releasing combustion residues into the atmosphere. This not only reduces energy consumption but also improves the process atmosphere, for example, through low-oxygen conditions that enable high-quality heat treatment.
Another key feature is its ability to integrate into existing systems. The design enables direct replacement of gas burners in many industrial applications without requiring fundamental modifications to the furnace architecture. This provides a fast and cost-effective path to decarbonizing existing installations.
The concept was developed at the Foundry Institute of TU Freiberg. To bring the technology from the lab into real-world application, an alliance was formed: the university as the originator and development partner, Primetals as the system integrator, and ABP Induction for induction technology, contributing its insights in control systems, coil design, and power supply. Following successful lab trials with power levels between 10 and 35 kilowatts, an industrial demonstrator rated at 200 kilowatts is currently undergoing testing, serving as the foundation for market entry (Figure 3). The results demonstrate that the system is scalable — from compact applications to large-scale processes in the steel industry as well as glass, ceramics, and chemical.
Figure 3. UHT Thermo Jet UHT200® — test facility for 200kW heating power | Image Credit: TUBAF University of Freiberg
The UHT Thermo Jet transfers the principle of induction to indirect process heat. While previous systems exclusively heated metallic workpieces directly, the new technology now enables controlled generation of hot gas streams — a decisive step toward full electrification of industrial heat supply. By combining efficiency, responsiveness, and sustainability, this solution paves the way toward a CO2-neutral future while ensuring cost-effective operation.
3 Stages: Technical Application Development
The development of hybrid heating systems follows a clear technological logic:
In the short term, fossil-based systems are supplemented by complementary induction modules.
In the medium term, they are replaced by electric heat sources, such as the UHT Thermo Jet.
In the long term, they are fully electrified.
This evolution creates multiple advantages: first and foremost, a rapid entry into decarbonization through the retrofit of existing systems, resulting in lower operating costs due to reduced gas consumption and decreased maintenance requirements. This also leads to an increase in product quality thanks to precise temperature control. Companies also stand to benefit from the energy transition in the market, with long-term supply security, as electricity from renewable sources can be generated locally.
At the same time, new requirements are emerging for control and integration. Electric heating systems respond instantly to grid fluctuations and can be integrated into digital energy management systems. This makes it possible to optimize load profiles, adapt production processes flexibly to energy availability, and manage energy consumption with full transparency — a key milestone on the path to climate-neutral industrial production.
The ecological impact of hybrid heating systems is thus directly measurable. By partially replacing fossil burners, CO2 emissions can be reduced significantly. At the same time, nitrogen oxide and particulate emissions, which are typically generated during combustion, are reduced.
The economic picture is similar; while the investment costs for electric systems are higher, operating costs decrease due to lower gas consumption and improved energy efficiency. In addition, expenses for emission certificates, burner maintenance, and exhaust gas treatment are eliminated. In many cases, the investment pays off within a few years, especially when funding programs for the decarbonization of industrial processes are utilized.
In addition, the resilience of production systems improves. Electrically operated systems are less dependent on geopolitical energy imports and can potentially be powered directly by locally generated green electricity or by synthetically produced energy (via power-to-X processes) in the future. New energy storage concepts will also play a role here.
Practical Considerations
There are four key megatrends in industry: digitalization, deglobalization, demographic change, and decarbonization. Electrification of process heat is a key area of action, following the three-stage logical flow to implement fully electric, CO2-free process heat solutions. This approach reflects the reality in many industrial enterprises, which, due to their investment cycles, cannot implement an immediate transition. Hybrid solutions provide the essential bridge — both technologically and economically.
Despite these innovations, it is clear that the transformation of industrial process heat will not happen overnight. It requires time, investment, and a high degree of technical integration. Nevertheless, the electrification of thermal processes is considered an indispensable component of industrial decarbonization.
Hybrid heating systems represent a key enabling technology in this context. They enable the gradual replacement of fossil fuels, increase efficiency, and open up new degrees of freedom in production control. With innovations such as the UHT Thermo Jet, the range of applications expands significantly — reaching into areas like process gases and high-temperature applications that were previously considered the domain of fossil combustion.
Hybrid technology does not mark the end, but rather the beginning of a new generation of industrial heating systems — efficient, flexible, and climate-neutral.
About The Authors:
Dr.-Ing. Marco Rische Chief Technical Officer and Director System Business ABP Induction
Dr.-Ing. Marco Rische is a highly qualified professional in induction heating systems technology with over 26 years of experience as the vice president of service, chief technical officer (CTO) and director system business with ABP Induction. He has demonstrated a deep technical understanding as a leader, leveraging his management and engineering background to solve complex technical and organizational challenges.
Dr. Martin Ennen Application and Development Engineer ABP Induction
Dr. Martin Ennen has studied electrical engineering and obtained his PhD in the field of electrical process engineering, with a focus on inductive heating processes. He has been working for three years at ABP as an application and development engineer. He is responsible for research and development work that entails numerical process simulation leveraging state-of-the-art FEM methods.
A long-standing aerospace manufacturer has made a major investment in new thermal processing capacity, marking a new phase of growth for its in-house heat treating operations. This customized solution is representative of aerospace manufacturers continue to position themselves to support sustained production growth, tighter regulatory requirements, and increasingly complex materials.
The order was placed with Ipsen USA and consists of fully customized, non-standard thermal processing systems engineered to support advanced aerospace manufacturing requirements. While specific furnace types were not disclosed, the systems were designed to provide tighter process control, repeatability, and the ability to support complex materials and part geometries while aligning with evolving quality and certification standards.
Geoffrey Somary CEO Ipsen Global
The equipment order is a fleet-scale installation of thermal processing systems designed for advanced aerospace applications. Rather than expanding incrementally, the aerospace manufacturer elected to deploy multiple systems as part of a coordinated expansion of its heat treating operations.
CEO of Ipsen Global, Geoffrey Somary, says that large, repeat orders like this reflect long-term confidence built on consistent equipment performance, service responsiveness, and process expertise.
The scale of the order reflects how aerospace manufacturers are approaching in-house heat treating through larger, coordinated equipment investments intended to support long-term capacity planning and tighter control over critical thermal processes.
Press release is available in its original form here. Additional information provided by Ipsen. Main image features Ipsen’s MetalMaster furnace, courtesy of Ipsen.
Atlantic Fire Brick & Supply has been acquired in a move that strengthens refractory solutions for industrial thermal processing operations across the southeastern United States. The acquisition expands access to refractory materials, technical expertise, and field services critical to heat treating and other high-temperature manufacturing sectors, supporting increased uptime, safety, and performance in thermal systems.
Founded in 2004 and based in Charleston, South Carolina, Atlantic Fire Brick & Supply provides refractory products and installation services to industrial customers operating furnaces, kilns, and other heat-intensive equipment. The acquisition was completed by Plibrico Company, LLC, a global manufacturer and supplier of refractory materials and engineered solutions. Atlantic Fire Brick & Supply will integrate into a broader network while maintaining its regional presence and customer relationships.
John Paul Surdo President and CEO Plibrico Company, LLC
For heat treaters and other thermal processors in the region, the acquisition is expected to improve refractory availability and service responsiveness, helping facilities maintain equipment reliability as production demands and efficiency requirements continue to rise.
“This combination is centered on delivering greater value to customers,” said John Paul Surdo, president and CEO of the Plibrico Company. “Atlantic Fire Brick & Supply has earned the trust of clients through responsive support and strong partnerships. By reinforcing that foundation with Plibrico’s technical depth and expanded product capabilities, clients across the Southeast are better supported in solving complex refractory challenges and improving performance.”
Press release is available in its original form here.
What if your furnace could run faster, cheaper, and cleaner — without major capital investment?Carl Nicolia, president at PSNERGY, LLC, discusses how using waste heat recovery and smart combustion monitoring can cut cycle times in half, reducing gas consumption, and eliminating zone temperature variations.
This informative piece was first released inHeat Treat Today’sOctober 2025 Ferrous & Nonferrous Heat Treatments/Mill Processing print edition.
Optimizing combustion and reclaiming waste heat can dramatically improve furnace performance. A real-world bar and coil annealing case study shows how simple retrofits reduced ramp cycle time, cut gas consumption, and eliminated zone temperature variation. The results demonstrate how heat treaters can boost throughput, lower costs, and improve quality without major capital investment.
The Challenge of Industrial Furnace Efficiency
Industrial furnaces are the backbone of metals processing, enabling heat treatment, annealing, forging, and countless other applications. Despite their importance, these furnaces are inherently inefficient. In most cases, less than half of the energy generated by burning natural gas actually reaches the load. Energy is continuously lost through exhaust gases, radiant losses, opening losses, and the heating of fixtures and refractory walls.
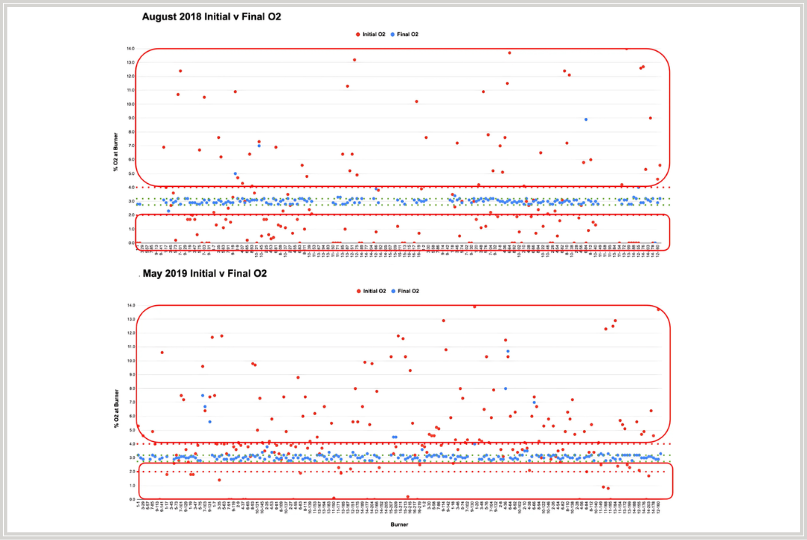
On top of this inefficiency, combustion ratios drift over time. Burners fall out of tune, air-to-fuel ratios shift, and temperature distributions across zones become imbalanced. Even with regular maintenance, most furnaces run well below their optimal performance for a significant portion of their operating lives. See figures 1a and 1b, which illustrate how quickly furnaces drift out of tune. Therefore, regular monitoring and adjustment are essential to avoid energy losses and reoccurring performance issues.
This raises a critical question for heat treaters and metal processors: how much efficiency is being left on the table? And more importantly, what would it mean for throughput, energy costs, and product quality if some of that efficiency could be reclaimed?
The following case study of a bar and coil annealing furnace provides a compelling answer.
Figure 1a, 1b. A demonstration of temperature drift that happened in a furnace that was serviced in August 2018 and then again in May 2019. The red points represent oxygen levels measured at each burner when the PSNERGY team arrived on site, while the blue points show oxygen levels immediately after tuning. Although the furnace was optimized during the August 2018 service, the system had already shifted far from optimal conditions within a few months (May 2019). This highlights the inherent inefficiency and constant variability of combustion systems. Source: PSNERGY, LCC
The Application
The facility in this example operates a batch furnace dedicated to bar and coil annealing. The furnace is equipped with 14 non-recuperated U-tube burners across two heating zones.
While reliable, the furnace faced two persistent challenges: long cycle times and inconsistent temperature uniformity across the two zones. Both issues reduced throughput and posed risks to product quality and delivery while also driving up energy costs.
The Problem
The problems facing this manufacturer were not unusual. Long cycle times limited furnace productivity, creating bottlenecks in meeting customer demand. At the same time, uneven zone temperatures made it difficult to maintain uniform metallurgical properties in the product.
With natural gas prices trending upward, energy costs compounded the problem. Every additional hour in the cycle not only resulted in lost throughput, but also higher gas consumption.
The Objective
The project set out with three clear objectives:
Reduce total cycle time: By shortening ramp-up time, the furnace could complete more loads per month, increasing throughput.
Improve zone uniformity: Temperature variation between zones not only affected quality but also required longer soak times to ensure the coldest parts of the load met specifications. Eliminating this variation would allow for both higher quality and shorter cycles.
Lower gas consumption: With energy representing a major portion of operating costs, reducing fuel usage was essential to improving competitiveness and profitability.
The Solution
This improvement method went beyond the traditional practice of tuning a furnace every six to twelve months. Instead, it involved a broader approach utilizing waste heat recovery and digital monitoring tools to achieve optimal combustion at every burner.
The process involved:
Installing ceramic radiant tube insert assemblies into the U-tubes
Utilizing a combustion monitoring and alerting system to measure air-to-fuel ratio at all burners on the furnace
Adjusting all burners to operate within an optimal excess oxygen window (typically between 2.8% and 3.2%) and maintaining those settings over time
Ensuring balance between zones allowing the furnace to deliver uniform heating to the load
Figure 2. Before vs. after RIT installation. Source: PSNERGY, LLC
The project began with installing waste heat recovery on all 14 of the non-recuperated U-tubes. In this case, ceramic radiant tube inserts (RTIs) were used because they are quickly and easily installed and capture waste heat normally lost out the exhaust, keeping the energy inside the furnace. Additionally, the RTIs improve temperature uniformity, and reduce gas consumption (see Figure 2).
Installing combustion monitoring at each burner is key to keeping the improvements in place. Instead of waiting for issues to show up in product quality, operators can see what is happening at the burners in real time. When a burner starts drifting out of balance or tune, they have the data to correct it immediately. Constant visibility helps the furnace stay efficient and consistent.
Precision is important when considering the physics of combustion. Measuring excess oxygen at less than 1% (running rich) indicates incomplete combustion is occurring, leading to carbon monoxide and soot formation. At the other extreme, running with too much excess air (running lean) wastes energy. Even 5% excess oxygen results in roughly 13% less energy to the load, while 7% excess oxygen increases those losses to 21%, all while burning the same amount of natural gas.
The Results
The outcomes of this project were dramatic.
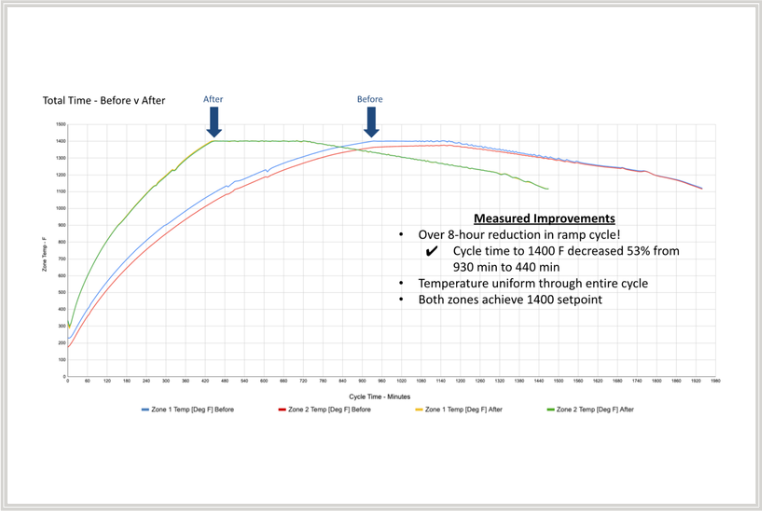
Ramp cycle reduced by 53%. Prior to any improvements, the furnace cycle time was 30 hours, with ramp-up time accounting for a major portion of the overall cycle. After optimization, ramp-up time was reduced by 8 hours, enabling faster turnaround and greater throughput.
Gas consumption reduced by 59% per load. Improved combustion efficiency means that less fuel is required to reach the same metallurgical results. This reduction directly lowers operating costs and CO2 emissions per ton.
Zone temperature variation eliminated. By balancing combustion across zones, the furnace achieves uniform heating, reducing the risk of quality issues and minimizing the need for extended soak times.
Figure 3. Graph shows Zone 1 and Zone 2 uniformity (identical curves depicted by yellow and green lines) after the combustion monitoring improvements. Source: PSNERGY, LLC
For the manufacturer, these results translated into both immediate savings and long-term operational advantages. Throughput increased while emissions and quality risks were reduced (see Figure 3).
Broader Implications for Industry
While this case study focuses on a single bar and coil annealing furnace, its implications extend across the heat treat and metals industries.
Most industrial furnaces, regardless of size or application, experience similar inefficiencies. Over time, combustion drifts away from optimal conditions, often unnoticed until performance or quality issues arise. Standard practice, tuning once or twice a year, is rarely enough to maintain proper function.
Capturing waste heat and utilizing technology to monitor and maintain combustion represent major opportunities for manufacturers. By reclaiming even a portion of the 10–30% efficiency losses that occur between tunings, facilities can realize double-digit improvements in throughput and energy consumption.
The return on investment can be substantial. In most cases for these improvements, it’s months. Additional throughput alone will often justify the investment. In many locations, natural gas providers have incentives in place for these projects as they are proven to make substantial reductions in energy use. Just as important, optimizing combustion extends the life of burners and tubes, reduces maintenance emergencies, and stabilizes furnace operation; again, reducing cost and improving efficiency.
Conclusion
Industrial furnaces are indispensable, but they do not have to be inefficient. This bar and coil annealing case study demonstrates that even established furnace systems can achieve impactful performance gains through retrofit combustion optimization.
By focusing on cycle time, energy use, and zone uniformity, manufacturers can unlock faster throughput, lower costs, and higher product quality, while also reducing emissions and operating stress.
The lesson for heat treaters is clear: combustion is not just a background process, it is the heartbeat of the operation. Maintaining combustion properly through the use of easily implemented technology can turn a productivity drain into a competitive advantage.
About The Author:
Carl Nicolia President PSNERGY, LLC
Carl Nicolia is president of PSNERGY, LLC, which provides modern solutions to combustion problems, improving equipment life, enhancing productivity, and reducing emissions through smart application of proprietary products, services, and technology.