
Ask The Heat Treat Doctor® has returned to bring sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This informative piece was first released in Heat Treat Today’s October 2025 Ferrous & Nonferrous Heat Treatments/Mill Processing print edition.
In today’s Technical Tuesday, Dan Herring continues his exploration of what hydrogen embrittlement is by contrasting it with other forms of embrittlement. Learn how to identify these various forms of brittle intergranular failure below!
We continue our discussion from last month concerning hydrogen-assisted cracking (aka hydrogen embrittlement) by looking at closely related phenomena, often mistaken for hydrogen embrittlement. Let’s learn more.
As a brief recap of what we discussed last month, the severity and mode of the hydrogen damage depends on:
- Source of hydrogen — external (gaseous) or internal (dissolved)
- Exposure time
- Temperature and pressure
- Level of residual and applied stresses
- Type of alloy and its production method
- Method of heat treatment
- Treatment of exposed surfaces (barrier layers, e.g., oxide layers as hydrogen permeation barriers on metals)
- Final treatment of the metal surface (e.g., galvanic nickel plating)
- Presence of chemicals that may react with metals (e.g. acidic solutions)
- Number of discontinuities in the metal
There are, however, several other embrittlement mechanisms that are often mistaken for hydrogen embrittlement and we will explore these here.
Quench Embrittlement

Many high hardenability steels (e.g., 4140, 4340, 52100) are susceptible to a form of brittle intergranular failure from a phenomenon known as quench embrittlement. Under tensile or bending stress, higher carbon steels are susceptible to intergranular fracture in both the as-quenched condition and/or after low temperature tempering — generally considered “safe” from traditional embrittlement. A transition from ductile to intergranular fracture in martensitic steels having greater than 0.5% C can be embrittled even when tempered at low temperatures.
This phenomenon is different from tempered martensite embrittlement (TME) or temper embrittlement (TE), as explained below, as embrittlement occurs before tempering. The issue is exacerbated by the presence of certain embrittling elements (e.g., P, S, As, Sb, Sn, Pb) solely or when their combination reaches a high enough percentage (typically, 0.10%).
Temper Embrittlement
In broad based terms, TE involves a reduction in the normal ductility of a metal due to a physical or chemical change. TE is characterized by reduced impact toughness and occurs in certain quenched and tempered steels and even in ductile irons with susceptible compositions. This form of embrittlement does not typically affect room temperature tensile properties but causes significant reductions in impact toughness and fatigue performance. Although normally associated with tempered martensite, it can also occur if the matrix is tempered to the fully ferritic condition.
Types of Temper Embrittlement
When tempering steel, several types of embrittlement must be avoided. The first type, TME, is an irreversible phenomenon that can occur within 200−400°C (390−750°F). Years ago, it was called “blue brittleness” for the steel’s surface oxidation appearance, but this term is misleading since it can occur at temperatures below the onset of a blue coloration on steel.
The second type is TE, a reversible phenomenon that occurs when steels are heated in and/or slow cooled through the temperature range of 375−575°C (705−1070°F).
Why Does it Happen?
TME and TE are examples of intergranular embrittlement. A common factor in such failures is the presence of elements that segregate to the grain boundaries. The chemical reaction rate or kinetics of segregation are such that they exhibit “C” curve behavior in the 350−550°C (660−1020°F) range; in other words, segregation does not occur uniformly. Both types of embrittlement are in part related to grain-boundary segregation of impurity elements (e.g., As, P, Sb, Sn), and both develop during thermal processing after austenitizing and quenching to martensite, usually indicated by an upward shift in ductile-to-brittle transition temperature.
TME is thought to result from the combined effects of cementite precipitation on prior-austenite grain boundaries or interlath boundaries and the segregation of impurities at prior-austenite grain boundaries. By contrast, TE is thought to be caused by the formation of carbides on decomposition of martensite, in particular, precipitation of carbides in the form of films at grain boundaries. At higher temperatures of tempering, this film disappears and cannot be restored on repeated heating at 250−400°C (480−750°F).
Which Steels Are Affected?
All steels are susceptible, so the real question becomes how susceptible and what factors affect that susceptibility. For example, while plain carbon steels may contain some of the same impurity elements that will cause the embrittlement phenomenon to occur in other steels, the segregation of these elements is often enhanced by or caused by the presence of other alloying elements in substantial quantities. As a result, alloy steels, in general, have more susceptibility than carbon steels.
It is important to understand that the degree of embrittlement is affected by the prior austenite grain size and hardness. So, if we are dealing with a fine-grained plain carbon steel of low hardness, it may not experience embrittlement symptoms despite its phosphorous content, whereas a more highly alloyed Cr-Ni steel used at higher hardness is more susceptible to its impurity content.
Widely used alloying elements, such as chromium, nickel, and manganese, tend to promote TE with the highest embrittlement effect observed in Cr-Ni and Cr-Mn steels. Small additions of molybdenum (0.2-0.3%) can diminish TE, while greater additions enhance the effect. TE can be prevented by keeping silicon and phosphorus levels as low as possible, adding up to 0.15% molybdenum and avoiding the embrittlement heat treating conditions.
Susceptibility also depends on impurity control and here is where the steelmaking process is critical. For example, in plain carbon and Cr-Mo steels (those with no Ni) where phosphorous is the most impactful embrittlement element, the percentage can be controlled by the steelmaking process. In steels that contain significant amounts of nickel, antimony and tin are more potent embrittlement elements. Phosphorous has an effect but not as large as it has in plain carbon and Cr-Mo steels. It should be noted, however, that antimony and tin in plain carbon steels can cause other hot working issues.
How Can We Correct It?
TME is irreversible, and its effects are permanent. By contrast, the effects of TE can be reversed. This is done by re-tempering above the critical temperature of 575°C (1070°F) then cooling rapidly. Impact toughness can be restored. If necessary, this process can be repeated.
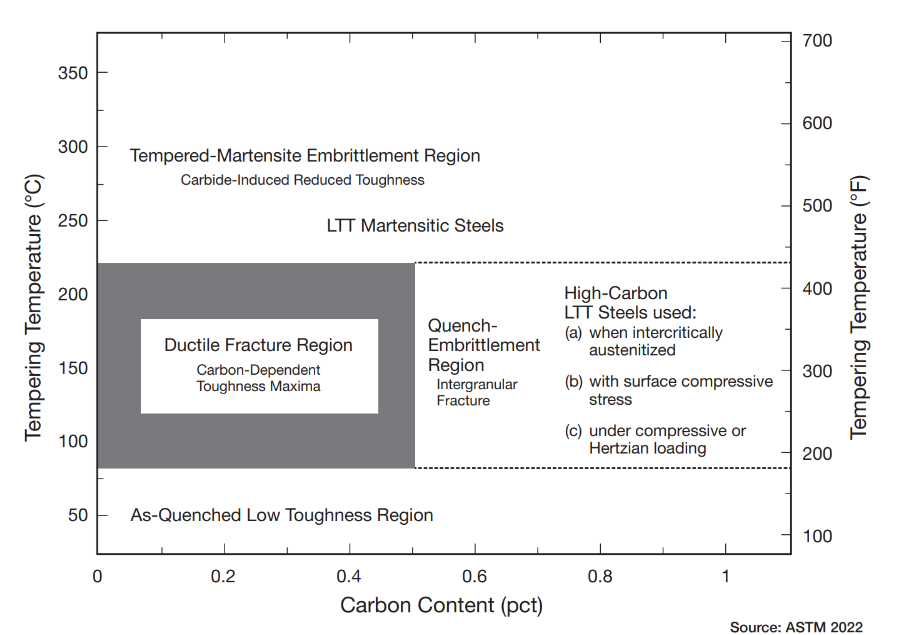
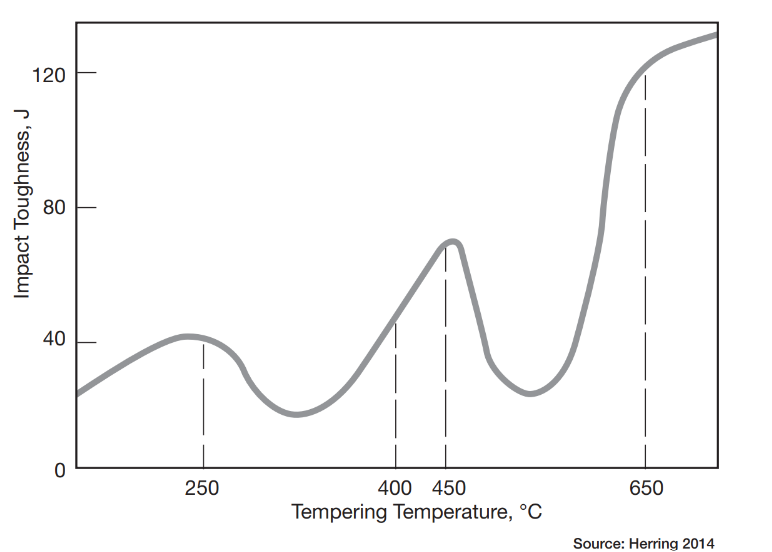
A Simple Example
Alloy steel, which is susceptible to TE, will exhibit a relationship such as shown on Figure 2. Note that the impact toughness of quenched steel after tempering at 200−400°C (390−750°F) is lower than that obtained on tempering at temperatures below 200°C (390ºF). If brittle steel tempered in this range is heated above 400°C (750ºF) and transformed into a tough state, a second tempering at 250−400°C cannot return it to the brittle state. The rate of cooling from the tempering temperature range of 250−400°C has no effect on impact toughness.
The susceptibility of a given steel to TE depends on a number of factors, including grain size, hardness, steel grade, and the impurity control in the steelmaking process itself. Remember, not all steels and not all steelmaking processes are equivalent.
A heat treaters we must avoid the temptation to temper to a given hardness value without understanding the consequences of our actions. Since we do not have a simple embrittlement test that can be used on the shop floor, we must understand the phenomenon and question specifications that put us into TE ranges.
In Summary
The insidious nature of hydrogen embrittlement continues to cause concern and product failures during processing and during service, but as explained above, there are other heat treatment operations that can result in embrittlement. All of these and others (e.g., aluminum nitride embrittlement, overheating during forging, hot shortness) are responsible for many serious and in some instances catastrophic failures leading to injury or damage. All must be avoided.
References
ASTM International. 2022. ASTM B850-98 (Reapproved 2022): Standard Guide for Treatments of Steel for Reducing the Risk of Hydrogen Embrittlement. West Conshohocken, PA: ASTM International. https://www.astm.org.
Herring, D. H. 2014–2015. Atmosphere Heat Treatment, vols. 1–2. Troy, MI: BNP Media.
Herring, D. H. 2006. “The Embrittlement Phenomena in Hardened & Tempered Steels.” Industrial Heating, October.
Herring, D. H. 2004. “A Heat Treater’s Guide to Hydrogen Embrittlement.” Industrial Heating, October.
About the Author

“The Heat Treat Doctor”
The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
For more information: Contact Dan at dherring@heat-treat-doctor.com.
For more information about Dan’s books: see his page at the Heat Treat Store.