Brad Tinney President and CEO Birmingham Fastener Source: LinkedIn
Birmingham Fastener announced the acquisition of K-T Bolt Manufacturing, Inc. based in Katy, TX. The latter provides custom fabrication, closed-die forging, in-house heat treating, and electropolishing.
With this partnership, Birmingham Fastener and its sister companies can expand product and service offerings to their customers. Randy Peck will stay on as the president of K-T Bolt and join the leadership team at Birmingham Fastener, offering his expertise in the field.
"This partnership," says Brad Tinney, president and CEO of Birmingham Fastener, "allows us to further expand our footprint and strengthen our commitment to American fastener manufacturing."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Todaypublisher andHeat Treat Radiohost, Doug Glenn, is joined by Dan Herring, known in the industry as The Heat Treat Doctor® of The HERRING GROUP, Inc. In the second installment of a periodic feature calledHeat Treat Legends, listen as Dan tells stories from his 50 years of expertise and experience in the industry.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Dan, thank you for joining us. As you know, we’ve spoken before about this: You are actually second on our list of recordings that we’re doing in what we’re calling our Heat TreatLegends podcasts. There were several people that I had at the top of my list — you were one of them. First off, congratulations for being on that list and we’re looking forward to the interview today with you.
Dan Herring: Doug, it’s my pleasure to be here. I just want to say that I consider this a distinct privilege to be considered one of the heat treat legends. But I’d also like to point out to everyone who listens to this that no one individual can do it by themselves. So, I’m accepting this accolade, if you will, on behalf of the many men and women who toiled in, what I’m going to call, relative obscurity and who made this industry what it is today. On their behalf, I’m more than willing to be considered one of the Heat TreatLegends.
DG: Thank you, Dan, that’s very magnanimous of you — that’s very generous and a good way to start and keeps with the character that I know you have.
Let’s go back and talk a little bit about your history, very briefly, to give people a sense of when you started in the industry and your work history. We don’t want to go into too much detail, just where you’ve worked and things of that sort.
First time I met you, Dan, I can still recall it, was in the office of Mr. Ron Mowry at C. I. Hayes and I’m not sure whether it was Warwick or Cranston, Rhode Island, I’m not sure where they were located at the time, but I was a young buck in the industry and went up there with one of my colleagues to visit Ron, and you were there. That’s where I knew you started, where I met you at C.I. Hayes, but there may be time prior to that in the industry where you were already in the heat treat industry. Very briefly, go ahead and give us your history.
DH: First of all, Doug, you’ve got a great memory. I remember meeting you, as well. I’ve been in the industry now a little over 50 years. My working career prior to becoming a consultant in the industry dealt with, or I worked for, three companies and they were furnace manufacturers or, what we call in the industry, original equipment manufacturers. That was Lindberg, which was in the 1970s, C.I. Hayes which was in the 1980s and early 1990s, and then briefly for Ipsen. Then, I "got smart," as the phrase goes, and I saw an opportunity and I formed my own little company called The HERRING GROUP, Inc.
One of the things throughout my career, Doug, that’s rather interesting, is I’ve held an incredible number of different jobs with different responsibilities. I was hired as a corporate trainee by Lindberg. What that meant was that the corporation paid my salary and not the plant, so they were happy to have me, but I was a junior metallurgist who became a metallurgist who ultimately became the chief metallurgist of the organization. Along the way, I worked in engineering, I worked in international marketing, I was a junior application engineer, a senior application engineer, I was a product manager, finally winding up as chief engineer of the company. I joined C.I. Hayes and worked as their corporate metallurgist then became the technical director for the midwestern region of the United States, research and development director at Ipsen, director of new product development.
"My curiosity and interest in science has fueled, if you will, my working career. Metallurgy was once defined to me to be “the chemistry of metals,” which I’ll never forget – I enjoyed that definition." - Dan Herring, The Heat Treat Doctor
So, I’ve done a variety of different tasks. You might say that I’ve been a chief cook and bottle washer of the industry, if you will. But all those tasks, seriously, have taught me what I know today. I learned something from every job I had. Most of my career has been spent “hands-on,” what I mean by that is actively running either heat treat departments, up to a dozen furnaces in the case of Lindberg (there were atmosphere furnaces, there were vacuum furnaces, there were induction heating equipment), running thousands of processes from anything from hardening to enameling. I ran hundreds and hundreds of demonstrations for customers to prove out that the process would work in a particular furnace. I’ve also had the good fortune throughout my career for a period of about 10+ years, I traveled about 15 days a month. To put that in perspective for people, there are only 20 to 22 working days a month. I was visiting customers, visiting manufacturing facilities up to 15 days a month and did that for over 10 years. So, I got to meet quite several people in the industry who, again, shared their experiences and their knowledge. I came across an infinite number of problems in the field that needed solutions, and on and on and on.
Where it began, interestingly enough, and I’m going to put a little call-out here to my parents, that always pushed me to become what I call the best version of myself. My mother was a registered nurse, but I would swear she was an English teacher in disguise; it’s where I learned my love of writing. My father was a machinist — a hands-on guy that ran screw machines. He was one of the most inventive people that I ever met. He was really a good, common-sense individual. And, to horrify the listeners, I’ve been in machine shops since I’ve been six years old. Today, you would never, ever bring a child to work with you and only tell them, “Don’t touch anything and watch yourself.” But anyway, I learned a great deal on the shop floor, so to speak. Then, combined with my education as an undergraduate in engineering and graduate work at the Illinois Institute of Technology, I’ve learned a great deal of my craft from there.
That’s a brief overview of who I am. I’m an equipment guy, I’m a process guy, I’m a hands-on guy, and basically, I’m a problem-solver.
DG: Yes, right. There are two other things, Dan, I’d like to highlight that you’ve humbly left out of your description. One was, back in the day, when I was working for Industrial Heating as their publisher, you and I connected, and you started authoring a monthly column for them for over 10 years, I’m guessing, and had done that for quite some time. Not just because of that, but I would assume somewhat because of that, you heightened yourself as The Heat Treat Doctor®, which you did not mention but I think that’s how you’re really known in a lot of the industry is as The Heat Treat Doctor® from your website and, of course, from some of those columns. I think that’s notable.
And you also did not mention that you are an author of four books: Vacuum Heat Treating Volumes I and II and Atmosphere Heat Treating Volumes I and II, both fairly significant tomes in and of themselves.
DH: Well, thank you, Doug. We’ll talk a little bit more about The Heat Treat Doctor® brand perhaps a little later, but, yes, those are some of the accomplishments on my resume.
DG: Good, good, good.
You mentioned earlier, about some people — you mentioned specifically your parents, which I think was great. It’s very, very interesting, I always find, to see what influence parents have had on people. Is there anyone else you would like to mention that has been significant in the advancement of you and your advancement in the heat treat industry throughout the years?
DH: Well, a few people I think are noteworthy. But I’d like to begin on a rather interesting note. When I was a young boy growing up in Chicago, I want to credit my next-door neighbor, Mr. Joe Pallelo. He happened to be this strange person called a “heat treater.” I didn’t know what he did exactly, but he and my father would spend endless hours either talking between fences or in our yard or in his yard, so I grew up listening to two people talk about heat treating, among other things, which is very unique. Now, truth be told, and I probably shouldn’t admit this but I’m old enough to say it — I was probably more interested in his daughter than I was in him (true story!), but some metallurgy rubbed off along the way.
Also, I think it’s interesting that I have had the extremely good fortune of working for two or three people that actually fell in the genius category. These people were absolutely, positively of genius intellects and they worked within the heat treating industry. At Lindberg, there was a fellow by the name of Hobart Wentworth (aka Bart Wentworth) whose grandfather or great grandfather (I forget which) was actually mayor of Chicago, and he taught me the engineering discipline, if you will. In other words, translating what you learn in university into the real world.
The second one was a guy by the name of Russ Novy. Russ was the chief metallurgist at Lindberg when I started. He was actually a mechanical engineer, of all things, but was one of the smartest and finest metallurgists I ever knew. He had infinite patience, Doug, to tell you what he had learned, and explain things and talk about the root cause of things.
Then, at C.I. Hayes, I must give a shoutout to Herb Western. Herb, still to this day, by the way, holds the record, I believe it’s 300 patents in the state of Rhode Island. The first time I saw Herb he was sitting at this desk fiddling, believe it or not, with typewriter keys. He had a pile of typewriter keys on his desk — he would lift them up and drop them back into the pile, lift them up and drop them back into the pile. Now, I’m a brand-new employee. I’ve been introduced to him — that’s the only thing that stopped him from lifting and dropping typewriter keys. I watched him do this (because my office was right across kitty corner from his) for four days! I’m asking, “What are they paying this guy for?” Then, one day he got up and he walked away from his desk and a little later when I was out in the shop, I noticed that he was building a furnace. He built a furnace; he ran the typewriter keys in that furnace and C.I. Hayes was fortunate enough to get hundreds of thousands of dollars’ worth of business from this strange company called IBM to [indiscernible] typewrite keys.
"The things you learn in the industry, you must share because you strengthen the industry by doing that, you give the industry a competitive advantage by doing that and you’re helping, in your own small way, to educate the next generation of heat treaters. Because, at the end of your career, I think what you’re going to find is that what is important in our industry is to lead not to follow." -Dan Herring, The Heat Treat Doctor
So, Herb had many, many inventions. He was an extremely creative fella. One more quick story — I don’t know if you want to take the time, but it’s worth it: Herb was the only guy I ever knew that while driving through a car wash got a brilliant idea for load transfer, through and in a furnace, from a car wash. He rode back through the carwash multiple times (of course, with the windows down), looking at the transfer mechanism and then went back to the shop and designed the principal drive system that C.I. Hayes uses to this day.
All in all, I think all the people that I worked with were outstanding. And since my working career ended in the furnace manufacturing, I’ve had a lot of people in the general industry, really contribute to my knowledge and my awareness of the industry. I probably could go on and on and on with people, but I’ll just give a special shoutout to one of them which is Bill Jones who is the CEO of Solar Atmospheres. He taught me quite a few lessons both in business and also from a personal standpoint. I’ve had a whole group of people, Doug, yourself included, that have influenced my life in great ways.
DG: That’s great. You know, Bill Jones, of course, was our first Heat TreatLegend guy, so it’s a good name to mention there.
That’s all very interesting, thank you. When you look back, now, on your career, what would you say, in your humble opinion, are the top two or three most significant accomplishments or achievements that you’ve had?
DH: You mentioned one which was the heat treat books. I’ve had the privilege of writing actually ten books and several of them — six, as a matter of fact — have been in the field of heat treatment. I feel that that’s certainly an accomplishment I’m very proud of. In other words, sharing what I know with others forever, if that makes sense.
The second, of course, is establishing, as you pointed out, The Heat Treat Doctor® brand. I’ll talk a little bit more on that later, perhaps.
The other thing that I guess I would say is that one of the things I’m most proud of accomplishing is doing a lot of good in the industry and doing as little harm to the industry as possible and also helping customers that have critical problems — whether they be in the aerospace industry, the medical industry, the automotive industry — helping them fix their problems and get back in operation again. I’ve been called up at three o’clock in the afternoon and asked, “How fast can you get here? We’ve shut the entire assembly plant down and there are a thousand people on layoff right now. Can you come in and help solve our problems?” That was on a Thursday afternoon, and by Saturday morning, they were back in production. Those are things I’m incredibly proud of. Those are the ones that stand out the most.
DG: Yes, that is impactful when it’s people you’re helping. That’s great.
Look back if you would please, Dan, on your career and say, “What are some of the lessons?” Give us two or three lessons that you’ve learned based on the experiences that you’ve been through.
DH: When I think of what I’ve learned or the lessons that I’ve learned, I think I’ll divide it into two areas: One I’ve learned in business and the second will be what I’ve learned in life. Relative to business, I think the first one is: Be honest. And, of course, be ethical, be fair, try hard, communicate well and have infinite patience. In other words, not everyone understands what you’re saying. You must take the time to explain what you mean to the people you’re dealing with. Although that’s a strange answer on the business side, I think it’s most impactful.
Then, on the life side, my advice would be to enjoy the moment, live in the moment. No matter where you are in the world, no matter what you’re doing, enjoy the moment. I’ll give you one little aside on that: I remember the first day I started to work at Lindberg — I took the train to work, it was right across the street from the train station, I was walking across the street, I was 21-years-old, and I said to myself, “Only 44 years to go.” And I turn around and the 44 years has disappeared like it was yesterday. So, you must enjoy what you do, and you’ll never work a day in your life.
The other thing I would say is to never sacrifice family for work. Never, ever. I made myself a promise as a young man after missing a couple of my oldest son’s birthdays that I would never miss another birthday of his in my life, and I’m proud to say I haven’t. But I think that’s an important life lesson, as well.
DG: Yes, that’s good.
Were there any disciplines? You kind of mentioned a couple here, but were there any disciplines, whether they be life-general or work-specific, that you established during your work career you think have treated you well? Things that you’ve said, “This is a discipline I’m going to do every day, every week” or whatever it is. Is there anything along that line that you can remember?
DH: Well, I have two passions in life right now. From the time I was old enough to remember, I had a passion for science, chemistry, in particular. My curiosity and interest in science has fueled, if you will, my working career. Metallurgy was once defined to me to be “the chemistry of metals,” which I’ll never forget – I enjoyed that definition. My other great passion in life is mathematics. I think that the logical thinking and the problem-solving aspects of that discipline stand out to me as something that help every day.
DG: You mentioned earlier, just briefly, about not missing your son’s birthdays and things of that sort, which makes me wonder about this question which I’ve asked before in other interviews and that is: How about work-life balance? Any tips for people? I, personally, find it difficult to turn off the work at five or six o’clock, sometimes. Any guidance or any suggestions for work-life balance?
DH: First of all, Doug, that’s a hell of a question to ask a workaholic! Howsoever, absolutely, positively, there is a life-work balance. It’s different for each individual person. I will simply share mine and that is the fact that I have the unique ability, once the workday ends (and the workday may be 12+ hours), but once the workday ends, I can immediately transition into relaxation and “fun mode,” as I call it, without one thought about work. The thinking about work maybe creeps in when, finally, about midnight you’ve gone to bed or about 4:00 a.m. when you wake up, but the idea is the fact that I have real quality time to enjoy family and friends and pursue some of my nonwork passions. I don’t know if I should mention these; I mentioned mathematics, but I enjoy poetry and critical thinking, and those are hobbies of mine.
DG: Do you find those hobbies to be exceptionally helpful to you in the sense of giving you a mental break from what you do? Does it make you a better metallurgist, a better engineer?
DH: Yes. I really believe — and this is where that work-life balance comes in — you have to get away from it, whether it be five minutes or five days, you have to get away from it so you can come back to it refreshed and ready to go.
DG: Yes. There is a concept out there about what they call “focused thinking” and there is “diffused thinking.” A lot of times when you’re focused on something and you’re thinking and you just can’t get it, you get away for a while. You’re in the shower or you’re sleeping at night and suddenly, boom — there it is! It comes to you because you weren’t focused on it, you were diffused. You were out doing something else and all of a sudden, the genius moment comes.
DH: I will warn people: Don’t shave when the genius moment comes! It can be a life altering experience. It did happen to me, but that’s another story for another day.
DG: Well, that maybe ties into this next question and that is this: This is maybe a little bit more of a serious question because, you know, life is not, as they say, all a bed of roses. What was the most trying time for you in your work career (whatever you’re comfortable saying) and coming out the other side and looking back, are there any lessons you would have learned from that?
DH: I think one of the things that I think people will find to be a little bit unique, is that in my professional career, I’ve had very few trying times. Yes, I’ve had insanely tight deadlines, horrible/horrific travel schedules, getting to a hotel at three o’clock in the morning when you’ve got to get up at six and go visit a customer (we’ve all been there), and trying to temper customer expectations from “the want” to “the need,” if you will. Those are trying professional times.
But some of the work lessons that I’ve learned from that is that not everyone brings the same intensity or focus to a project as you do. Everyone is not as dedicated, and I want to not say “driven” because a lot of people are, but I hold myself to a high standard and as a result of that, you must learn to temper it down, to use a heat treat term. You have to learn to make sure that the recipient of the knowledge is receptive to the knowledge. I’m very much “old school,” although you’d never guess that from looking at me, but my word has always been my bond. I was taught long ago — if you say it, do it. If you don’t want to do it, don’t say it!
So, yes, I can handle pressure, I can handle a tremendous amount of stress, and I don’t view work as work, I view it as just a true labor of love. But all of that, my personality and all my experiences and all the help I’ve been given through the years, have blunted what you’d call “trying times.” I’m very fortunate in that sense.
DG: That is a blessing, honestly. I don’t know that there are a lot of people that could say that. Most people, I would think, if I asked what the most trying time is, something immediately pops into their head. So, that’s very fortunate, it really is.
Let’s flip that question on its head though: If you can think of one most exhilarating time, what would it be? What was the peak of your career?
DH: Again, I’m probably going to give you a very nonconventional answer. And I will also make the comment that this is, perhaps, a little bit of a sexist comment, as well, but I have to say it: I’m lying in bed one evening with my wife many years ago and I do a “sit up” — “I’ve had that “genius moment” and I said, “Oh my God, I’ve got it: The heat treat doctor!” Now, my wife, who’s semi asleep at this moment in time when I have my eureka moment, glances over at me and says, “Now that’s the stupidest thing I’ve ever heard!” She rolls back over and goes to sleep. Well, it took me quite a while to get back to sleep. But, anyway, now we’re laying in bed about ten years later and she says to me, “You know, I was wrong. That heat treat doctor idea is really something.” And I’m lying there, Doug, and I’m going — I can count on one hand the number of times in life a man has ever heard a woman say, “I was wrong.” So, although I wanted to do a fist pump, I restrained myself, I lay there in bed basking in the glow of masculine superiority for all of about 30 seconds and then it’s business back as usual.
This is not a personal accolade here but establishing The Heat Treat Doctor® brand has brought heat treating into the forefront of manufacturing, into the forefront of the industry, into the forefront of engineering, that, yes, there is something called heat treating and it is a solution to your needs. So, I view the brand as not so much a personal accomplishment as an industry accomplishment.
DG: Yes. Well, again, I think you’re being modest, because if I can just interject here: You know The Heat Treat Doctor® idea was good, as has proven out to be the case, but there could be other people who would’ve come up with that and it would not have been as successful. Personally, Dan, I think that the reason that is the case with you, specifically, is because of your relatively unique skillset, which you’ve mentioned and I’m just going to highlight here a little bit.
I think you said it was your mother who taught you “all things words” and English and grammar and things of that sort. It’s a unique skillset to have someone who is knowledgeable about engineering, knows what they’re talking about and can do two additional things besides just knowing the engineering: One, they’re patient enough (as you’ve mentioned in an example of someone you’ve talked about) to be able to spend time to explain it, but secondly, they’re good at explaining it. Some people are just not good teachers. You capture all three of those elements, if you will, “the engineering knowhow”: the ability and patience to teach and the ability to explain things well. I think that’s why The Heat Treat Doctor® has worked for you and worked very well.
DH: I think that’s the case, Doug, and I agree.
DG: Last question for you, because I always like to go away and depart on a question of: You know, you’re an old-timer, right? (Not by my assessment but by your own statement. I still think you have a lot of years left here and we look forward to those.) But what kind of advice would you give to the younger people? You know, Heat TreatToday does 40 Under 40 — we’ve done three or four years of that, so we’ve got either 120 or 160 young people under the age of 40. Hearing advice from those more senior in the industry can be helpful. Are there any pieces of advice you would give to those young people?
"The idea being the fact that soap is your friend, soap is not your enemy. Get out there, do good and do work with your hands, contribute to your science and you will be a success."
DH: Yes. It’s a very, very good question. The thing that comes to mind first, and this is perhaps difficult for younger people to understand, but you have to share your knowledge openly and without reservation. Now, I’m not saying give away company secrets. The things you learn in the industry, you must share because you strengthen the industry by doing that, you give the industry a competitive advantage by doing that and you’re helping, in your own small way, to educate the next generation of heat treaters. Because, at the end of your career, I think what you’re going to find is that what is important in our industry is to lead not to follow. In other words, heat treating has to be the most cost-competitive industry or we will cease to exist.
An example I use, and everyone under 40 won’t understand this but I beg you to try: When I was a young man, there was something in this world called the slide rule. We could do marvelous engineering calculations with nothing more than a slide rule. Well, the slide rule is a thing of the past. It’s a device that works perfectly fine, but who would ever use it over a calculator or a computer? It’s a product that’s obsoleted itself. We cannot let our industry obsolete itself.
Another piece of advice is: Don’t worry what people say, what they do or what they think. Do good, contribute to your science and grow the industry. I guarantee you that at the end of your careers, you will feel like you’ve never really worked a day in your life.
The last piece of advice would be to emphasize: Be a hands-on engineer. Be a hands-on person. This is from my father, of course: Look at the practical side of things, the practical skills, the common sense that it takes to do our jobs. And don’t be afraid to go out there and get your hands dirty — soap was invented specifically for that purpose.
If I can indulge and give one last story (I’m all about telling stories with morals). I always have a bar of Lava soap in the bathroom so when I come in from working outside, I can wash my hands. I was out with the grandson one day a few years ago and we went into the house, and we went in the bathroom to wash our hands, and he took one look at that Lava soap, and he said, “Boy, does that taste bad.” And I’m thinking how would he know what Lava soap tastes like if his father hadn’t washed his mouth out with it? The idea being the fact that soap is your friend, soap is not your enemy. Get out there, do good and do work with your hands, contribute to your science and you will be a success.
DG: Thanks, Dan, so much. I appreciate the time you’ve invested, not just with us here today, but for the 50 some years you’ve put into the industry. It’s been a great pleasure knowing you and working with you. We look forward to doing more with you here at Heat TreatToday, but thanks for all the very, very positive contributions you’ve made to the industry. We appreciate your time.
DH: Doug, it’s my pleasure and thank you for doing this. I think it’s going to be a tremendous service to the industry.
To create a durable and corrosion resistant barrel, guns in the 19th century were made with blackening, a process related to heat treat. This application also increased the general look, reduced light reflection, and increased wear resistance in general.
This best of the web will cover general blackening of ferrous metals and summarize key points about nitriding and nitrocarburizing with blackening.
An excerpt:
"There are three types of blackening in common use: Caustic Black Oxidizing, Room Temperature Blackening and Low-temperature Black Oxide."
Time to evacuate! When it comes to evacuating atmospheric pressure from vacuum furnace chambers, the addition of a diffusion pump can help attain a lower system pressure than the typical roughing pump and vacuum booster pump allow.
This best of the web article identifies the basics of vacuum furnace pumps and then explains how diffusion pumps in particular work and identifies a few considerations to think about to determine if you need this addition or not.
An excerpt:
"For the diffusion pump to function properly, the main and foreline valves must be open, allowing the furnace to operate in high vacuum. Fluid at the bottom of the pump is heated to boiling and forced up through the center of the jet assembly."
You can’t always get what you want. With frequently changing specifications and a volatile economy, what heat treaters want is always evolving. But what they need changes, too. Steven Christopher of Super Systems, Inc. discusses how to balance what vacuum furnace operators NEED and what they WANT. Is the difference between those two things too great?
This article originally appeared inHeat TreatToday’sMarch 2022 Aerospace print edition.
Steven Christopher West Coast Operations Manager Super Systems, Inc. Photo Credit: Super Systems, Inc.
I love metaphors and think of vacuum furnaces as automobiles. As an owner, the goal is to keep our cars on the road for 100,000+ miles — and why not the same for furnaces? Accomplishing this feat requires the same in both cases: (1) routine maintenance — literally changing oil and (2) addressing warnings before they become problems — such as check engine lights or vacuum leaks.
The similarities stop there, however, with a key difference in how each is upgraded. In the near future, if you want a self-driving vehicle you will have no choice but to turn in the keys of your 10-year-old sedan and buy a shiny new Tesla, opting for the autonomous driving upgrade.
But what about your vacuum furnace? As the industry releases all these new standards and specifications, do we also need a newer furnace? Or can we retrofit what we have? That answer is complicated because so much is influenced by what we WANT versus what we NEED.
Day-to-day production shapes what we want. We learn from both experiences and failures, shaping features we want to improve operations, customer experience, and reduce rejected work. Specifications and customers drive what we need. Most recently AMS2750F (and 2769C) have been revised and place a burden on operating aging equipment while maintaining compliance. Before these, NFPA86 was modified in 2019, improving furnace design and safety “best practices."
These requirements levy real costs in terms of both hardware investment and increased labor (additional quality employees). We are expected to perform additional labor with the same workforce; however, the reality is that a worsening domestic labor shortage often means we are doing more work with even fewer people. This article navigates this delicate balance, maximizing each investment dollar’s impact while reducing our reliance on labor.
What We Need
It becomes impossible to completely address such large specifications in a short article, so let me highlight a few important considerations from AMS2769C:
Section 3.2.3.2 requires decimal precision for thermocouples (AMS2750F)
Section 3.3.1 reviews partial pressure and dew point requirements
Section 3.5.2.1 addresses permissible outgassing
Section 3.5.3 covers load thermocouples
Perhaps the most talked about change is the requirement of thermocouples to record to a tenth of a degree. It is important to distinguish the difference between a temperature controller and recorder. Section 3.2.3.2 does not require a furnace to control with decimal precision, only record to it. However, best practice lends itself to controllers supporting this ability as well.
Exposure to oxygen at elevated temperatures is detrimental to part metallurgy, be it aesthetics or integrity. Leak-up rates are so important because they prove such exposure is eliminated (or significantly reduced). AMS2769C attempts to mitigate this exposure by standardizing the best practices for performing such tests. Leak-up rate tests are required weekly for (minimum) 15 minutes. Figure 1 identifies a maximum allowable leak-up rate based on the material being processed.
Historically this requires an operator to initiate a cycle, stop the evacuation (pumping), then document the beginning and ending vacuum levels by hand. While simple, this requires both time and attention, preventing any operator from performing other tasks.
AMS2769C proceeds by addressing outgassing, requiring ramp/soak controllers to either be placed on hold or to disable the heating elements if the vacuum level exceeds (1) the partial pressure target or (2) the diffusion pump operating range. Aging controllers require well-trained operators, constantly monitoring vacuum instrumentation and manually adjusting the controller. This introduces potential for operator error, again limiting their ability to perform other tasks.
Section 3.5.3 details placement and requirements for load thermocouples. Assuming load thermocouples are required, runs may be rejected should thermocouples fail below the minimum processing temperature. Disconnected control systems monitor load thermocouples using a recorder separate from the ramp/soak controller. This complicates the control system’s ability to alert operators to such failed conditions — the recorder not knowing which thermocouples are required.
AMS2769C progresses to cover partial pressure. Partial pressure has been automated for years with minimal changes to control mechanisms, though some have replaced solenoid valves with mass flow controllers (MFCs). System upgrades should strongly consider automatic gas type compensation and digital communications of vacuum levels.
Thermocouple (or pirani) vacuum sensors estimate the heat emitted from a heating filament within the sensor. This measurement represents an exact vacuum level, though the gaseous media separating the fi lament from the measuring tip influences the reading (thermodynamics heat transfer). This phenomenon (represented in Figure 2) explains why nitrogen and argon result in very different vacuum estimates.
Figure 2. Gas compensation graph Photo Credit: Televac MM200 User Manual
NOTE: Thermocouple gauges operate in vacuum ranges where enough gas molecules remain (e.g., in excess of 1 micron) to influence this reading; unlike cold cathode sensors which operate under complete vacuum, excluding them from such compensation.
As an example, consider a vacuum furnace operating under nitrogen partial pressure. The vacuum instrument correctly displays 200 microns (refer to the AIR curve). Now consider the same cycle, only the operator introduces argon. The display now incorrectly displays (and controls to) 200 microns; however, the furnace is truly operating closer to 100 microns (refer to the ARGON curve).
Figure 3. Dew point requirements Photo Credit: AMS2769 Section 3.3.1.1
Historically vacuum signals have transmitted a 0-10vdc analog signal representing the vacuum level. As with all analog signals, error is introduced by both the accuracy of the instrument generating the signal as well the recorder interpreting it. This error is mitigated by routine calibrations — often aligned with temperature uniformity survey (TUS) schedules. Modern control systems replace such signals with vacuum instrumentation supporting digital communications, eliminating error in the process. As a bonus, the reduction in calibration points reduces time when performing calibrations. Such systems may even automatically compensate thermocouple sensors resolving the sensitivity of thermocouple sensors to multiple gas types.
AMS2769C references other specifications, namely AMS2750 and the Compressed Gas Association (CGA). CGA establishes minimum requirements ensuring inert gas quality. In addition to supplier certification, gas quality is proven by dew point. All gasses have a dew point, with outside air relatively high (e.g., +50°F) and inert gas very low (e.g., -100°F). Purchasing supplier certified gas results in a facilities bulk storage tank having a very low dew point, with any leaks in gas delivery system (pipe threads, fittings, etc.) resulting in a less negative dew point. The concept that dew point can only raise once exiting the storage tank illustrates the importance of sampling “as the gas enters the furnace” — measurements taken upstream fail to detect leaks downstream. The intensity of this increase directly correlates to the amount of air (oxygen) entering the gas supply, compromising the gas purity, which as previously discussed negatively impacts the parts being processed. Proving a dew point below -60°F proves the inert gas mostly free of oxygen. Measurements have long been a manual process; an operator samples gas using a portable sensor and records the findings in an entry log. Modern systems seamlessly integrate dedicated sensors continuously sampling gas quality which alert upon compromised gas.
What We Want
This article’s first draft opened this section listing a handful of features — that was November. Fast forward three calendar months (what feels like an entire year), it is now January, and priorities have changed. Three months ago we wanted features, now we just want parts. The growing supply chain disruption is feeling less temporary and more permanent. This final draft opens with availability. Any upgrades should factor both (1) component lead-time and (2) their flexibility. Lead-time should focus not just on immediate project delivery, but the long-term availability of the product. Is it in its infancy? Or near the end of its life? What is the current lead-time and strategies to maintain inventory? Flexibility should focus on limitations of the product. Is it limited to specific applications? Or can it be used in other equipment? Flexibility paired with planning results in standardization. Keeping with the automobile theme, standardization is what made Henry Ford’s Model T so special. Standardization reduces on-site spare parts, as the same component can be installed in many locations. Standardization should be a primary focus when purchasing programmable logic controllers (PLCs), vacuum instruments, and temperature controllers.
As if the supply chain worries are not enough, the U.S. faces a labor shortage projected to worsen over the next decade. This highlights another late addition to this article, stressing the importance that any upgrade considers the availability of the most important resource: people. New furnaces and upgrades alike (like it or not) develop a co-dependence between multiple parties. This relationship may be internal, between operations and engineering; or external, between an end user and a supplier. No matter the specific situation, all parties should discuss availability and access to information. Failure to discuss this early on is often exacerbated, especially when upgrades are performed by a supplier who is considered (1) unresponsive or slow to respond and (2) unwilling to share information. Purchase orders should document expectations in terms of deliverables (PLC logic, schematics, etc.) and support.
Figure 4. Projected US labor deficit Photo Credit: US Department of Labor
This third paragraph was that ill-fated November draft’s first. Today’s buzzword, the Internet of Things (IoT ). As we are well on our way to the quarter mark of the 21st century, we have all become accustomed to a lot of quickly accessible information. Why should vacuum furnace recorders not meet the same lofty expectations? Control system upgrades should be capable of recording information and displaying it in an easily retrievable format. Recorded data should expand beyond the required process data into the status of the furnace itself (valve position, state of limit/thermal/vacuum switches, motor status, etc.). Such data can be evaluated postmortem to troubleshoot a failed production run’s root cause of the failure. Advanced systems should be able to notify personnel of issues via email or text messaging.
Often the information gathered above is passed into a Supervisory Control and Data Acquisition (SCADA) System. This system must meet industry compliance for data integrity and security. As every new software seems to have its own system, daily operation requires most to juggle many of these systems, often sharing common data. A SCADA System should be designed to operate in this unknown environment and be capable of sharing data between itself and Enterprise Resource Planning (ERP) and other supervisory systems. The first step here is to build upon common platforms; and today the most widely accepted platform is Microsoft SQL Server. SCADA Systems should be able to “offer up” data using any number of industry standard protocols (Modbus, API, OPC, etc.).
The biggest invisible threat to our industry is internet security. For those fortunate enough to have avoided a cybersecurity attack, IT’s work seems a burden. For those unfortunate to have experienced such an event, IT’s work is beloved. This rapidly changing frontier is our reality and programs like Cybersecurity Maturity Model Certification (CMMC) become a necessary (even required) precaution. Hardware for upgrades should be vetted for compliance with these evolving precautions.
Thus far this article has focused on people, hardware, and features. I now turn the focus to the vacuum furnace itself. Furnaces routinely struggle with passing TUS at both lower (<1000°F) and elevated (>2000°F) temperatures. The issue itself varies between graphite and molybdenum hot zones but the root cause remains the same: inflexibility with rheostats to adjust across a wide temperature range or the furnace’s incapability of reaching elevated temperatures. Users manually adjust the applied power to each zone in attempt to minimize the difference between the coldest and hottest TUS thermocouples. Rheostats force the user to settle for a configuration “just good enough” for all temperatures but “not perfect for any.” Modern systems replace rheostats with individual silicon controlled rectifiers (SCRs) driving each variable reactance transformer (VRT), a feature commonly called digital trim. All furnaces are candidates for digital trim, though older VRT packages using slide wire (or “corn cob”) resistors may require the addition of direct current (DC) rectifiers in addition to SCRs. The benefit of digital trim is these settings can automatically adjust with temperature allowing for the ideal configuration at every temperature.
How Do We Get There?
Resurrecting the automobile analogy which opened this article, have you ever wondered why so many people love Jeep Wranglers (and I realize Jeep could easily have been Harley Davidson or a new home purchase)? The reason is not what they are, rather what they can become. Owners see upgrades and features in their mind long before anything is modified. The key concept here is customization. This same vision applies to vacuum furnaces, any upgrades should consider robust and powerful control systems, flexible enough to evolve with the industry.
PLCs and process instrumentation should always be sourced with room to grow. Modular designed platforms easily expand to integrate new hardware. Ask suppliers how their hardware handles additional inputs, outputs, and sensors. Instrumentation should be integration-friendly and be capable of monitoring the entire vacuum ecosystem — considering the temperature, load thermocouples, and vacuum and gas control systems. Ideally, instrumentation will communicate with each other, passing relevant information between each while simultaneously eliminating calibration points.
Control systems should be sourced with an Evolution Plan in place; compliant solutions today in no way assure compliance tomorrow. Suppliers should be asked their plan for AMS2750G, H, and I. Doing so positions you to make large investments once, then grow hand-in-hand with the industry rather than fight it every time it changes.
Summary: Have a Plan
Modern controllers consolidate a furnace’s self-contained subsystems (vacuum, load thermocouples, valve control, etc.) into a singular control system. This provides the transparency necessary for the controller to alert operators or place itself on hold when necessary. The outcome is that operators require less time monitoring the subtleties of production, meaning they focus their time on more urgent tasks. A happy byproduct becomes the natural progression of data (the recorded values from all these subsystems) into information (meaningful, document values presentable to customers, reviewable by auditors, or referenced for troubleshooting).
I was once told to either open or conclude an article with a poignant quote, so let me offer this advice: When considering upgrades for any furnace “have a plan or become part of someone else’s.” Early conversations between engineers/suppliers and quality/production ensures the delivered product shares everyone’s goals.
About the Author
Steven Christopher is a Purdue University engineering graduate and a 15-year veteran of the heat treating industry. He began his career in pharmaceutical maintenance before joining a commercial heat treat facility focusing on the automotive and aerospace industries. He now manages Super Systems' West Coast operations supporting all types of industries west of the Rocky Mountains.
For more information, contact Steven at schristopher@supersystems.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The “Known – Unknown,” the “Undiscovered Country,” the “Movement from cocksure ignorance to thoughtful uncertainty.” It doesn’t matter if you get your catch phrase from Donald Rumsfeld, Star-Trek, or that plaque your mother kept above the kitchen sink, the implication is the same: we really don’t know what the future holds. But, the Unknown of which I speak in this article is natural gas prices.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared inHeat TreatToday’sMarch 2022 Aerospace print edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
Does “What happens in Eastern Europe stays in Eastern Europe” hold true? Unfortunately — no.
We have learned from recent and ongoing supply chain issues just how interconnected our economy and manufacturing sector is with the rest of the world. The standoff in Ukraine has the potential to impact the world energy markets for years to come, and I suspect this impact will be felt no matter what transpires. I am certainly no expert, but I have a sinking suspicion that our country offered some American methane molecules to Germany to stiffen their resolve to cancel the Nord Stream 2 pipeline. If the EU works to reduce their dependency on Russian natural gas, a significant portion of worldwide exports are removed from the supply side of the equation. From a practical standpoint, these shifts in supply will take some years to achieve, but we have seen a new realization on the part of business and governmental leaders about the importance of robust and reliable supplies of commodities, and manufactured goods and manufacturing capacity. So, less natural gas supply with rising demand equates to higher prices. And as we have discussed previously, liquefied natural gas transportation from the U.S. to the rest of the world is connecting our natural gas market with the world market — and our natural gas price will be affected by consumption and production factors worldwide, just as the price we pay for petroleum oil today is determined in New York, London, and Riyadh — following the consumption patterns in Beijing, Sydney, and Tokyo.
Ok — let’s get back to what we can do in our own facilities to insulate ourselves, to some degree, from unpredictable world events.
Recuperation, or preheating combustion air using the waste heat exiting the furnace or oven is a time proven method to reduce fuel gas consumption. Before we quantify the effect of preheating air, we need to briefly discuss what affects this heated air has on the combustion process. Higher combustion air temperatures are associated with the following:
Peak flame temperatures are increased. As less energy is used to heat the incoming air, the energy in the natural gas can raise the products of combustion (CO2, H2O and N2) to a higher temperature than would be achieved without combustion air preheating. This can be either beneficial or problematic for a specific application. If the work being heated can accept increased radiation from these higher temperatures — heating rates are improved and throughput increased, but these higher temperatures may reduce the life of furnace components, or, in extreme cases, lead to a catastrophic failure.
Flame speeds are increased, so the combustion process concludes in less space. Again, this is a double-edged sword, benefiting some and leading to a loss on temperature uniformity in others.
Total products of combustion required for any quantity of heat input is reduced. Mass flow is especially important in systems where the operating temperature is below approximately 1200°F. If the energy saved leads to a loss in temperature uniformity, it may be a Pyrrhic victory.
NOx formation is increased. Burner technology has come a long way in recent years to allow for systems to use these higher temperatures without greatly increasing NOx emissions, but the rule of thumb is that by increasing the combustion air temperature from 70°F to 800°F, we basically double NOx formation.
Each of these drawbacks, other than NOx formation, may be a plus rather than a minus for any application. Float glass furnaces (plate glass used in windows) and ingot reheat furnaces are examples of applications where recuperation was applied a century or so ago, at a time where fuel costs where not much of a factor. In both cases, the increased flame temperatures accelerated the heat transfer to either the glass or the steel, increasing production. These applications required furnace temperatures where combustion without preheating would have been impractical — as most of the energy would have been lost in the flues, and very little heat would be available to do any useful work.
What questions should I ask? How much can I save? What is my project’s estimated payback? All are critical questions. To start with, can your existing furnace accept these higher flame temperatures, and can you capture the heat and apply a cost-effective heat exchanger? An example would be a radiant tube furnace. Applying recuperation may require an upgrade in the alloy used in the burner and radiant tube. In direct fired applications, will my uniformity suffer? In general, this is a greater concern at temperatures below 1600°F. As the operating temperatures increase, we can generally expect better uniformity. (I can hear the furnace and burner experts reading this cry “foul,” and they are right, it is not wise to rely on my generalizations — always consult an expert about your specific application.)
How much will it cost? With recuperation, it is best to take advantage of an experienced person’s mistakes, rather than making them on your own. Consult a qualified contractor, OEM, or consultant to help with the application and costs.
How much can be saved? To answer that question, I provide the above graph. It is not the end all be all but will provide a rough estimate of potential savings. It is for an application with an exhaust temperature of 1600°F operating with 15% excess air.
As we can see, in this application, if we apply recuperation to preheat the air to 800°F, we will save 28% of the natural gas we would otherwise consume.
Before investing your money, an individual analysis of each application is required. This article’s purpose is simply to motivate the reader to invest the time necessary to properly determine, as I mentioned last month, if they have “uncashed checks” lying around their shop.
As always, please let me know if you have any questions.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat TreatRadiohost, Doug Glenn, and several other Heat TreatToday team members sit down with long-time industry expert Dan Herring, the Heat Treat Doctor®, to discuss the difference between heat treating and thermal processing. If you’ve ever wondered about the difference – if one actually exists(!), then you’ll enjoy this highly informative Lunch & Learn with Heat TreatToday.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): So, Dan, I want to turn it over to you, but I want to give a context though of what we’re going to be talking about. As you just mentioned, before we hit the record button, we’re pretty heat treat centric in our world, but there are a lot of other thermal processes that go on that aren’t exactly heat treat. We talk about some of them in our publication, not all, so what we’d like to do is turn over to you to talk about the difference between “heat treating proper” and “thermal processing, generally speaking.”
Dan, welcome and thanks for educating us.
Dan Herring (DH): Well, thanks, Doug, and good afternoon, everybody. First of all, for everyone listening, I hope to cover the basics providing information without confusing everyone. If there are any questions as I go along, please don’t hesitate to ask them. I think it’s always better to have an interactive, back and forth discussion on things.
You are absolutely correct, Doug. we live in a heat treat centric world. I’m going to start off in familiar territory by discussing a little bit about heat treating. Then, we’re going to move into the differences between heat treating and thermal processing.
To give a simple definition of heat treating — simple yet complicated at the same time — is heat treating is the controlled application of time, temperature and atmosphere to produce a predictable change in the internal structure (that means the microstructure to metallurgists) of the material being treated. Now, the interesting part is that heat treating is (a) predictable, which is why metallurgists exists in the world and it is (b) controlled, which is why heat treaters exist in the world, and the darndable thing about heat treating is that it happens inside the metal or the material and, unfortunately, you (c) can’t see the changes that are taking place.
"Let me give you an example, if I can: I’ll hold this up; I don’t know if people can see it that well, but what this is is a helicopter transmission gear."
Let me give you an example, if I can: I’ll hold this up; I don’t know if people can see it that well, but what this is is a helicopter transmission gear. And if we were manufacturing this particular gear, one of the things we would do to measure, if we were successful or to see if we were successful, is to measure the dimensions of the gear that we were actually taking and manufacturing. But in the world of heat treating, because the changes happen inside the material, it’s very difficult to know if the part is good or not. But heat treating has the ability, as we say, to vary the mechanical properties, the physical properties and the metallurgical properties of a material. The problem is that we can change them either for the better or, as most heat treaters know, we can change them for the worst. That’s why there is something called quality control and quality assurance. But I’m drifting away from the main point.
In the world of heat treating, with that definition — the controlled application of time, temperature and atmosphere to produce the predictable change in the internal structure of a material — not only are we heat treat centric in this industry, but we are also often steel or iron and steel centric in this industry. Metallurgists tend to be either ferrous metallurgists (specializing in irons and steels) or nonferrous metallurgists, specializing in things called aluminum, or as the British and Europeans would say, “aluminium,” titanium, and some of the super alloys and things of this nature. The idea being the fact that there are a lot of different materials that can be heat treated.
We often limit ourselves, if you will. But there are parts of our industry that heat treat: for example, precious metals — the golds, the silvers, the platinums and things of this nature. There are also parts of our industry that deal with copper and brass. There are parts of our industry that deal with ceramics which deal with powder metal, if you will. So, one of the things as heat treaters we must remember is that even under just the heat treat umbrella, there are a lot of different disciplines out there. There are a lot of things that we cover, and we look at. There are a lot of different materials that are processed. And again, we think, in general, as heat treaters and probably incorrectly so, we think about what are called “semifinished goods.” What we think about are parts that are manufactured from steel, aluminum, titanium, copper or powder metal. We think of automotive parts, aerospace parts. We think of something like weapons or military equipment, ammunition, firearms. We think of agricultural products, farm implement products and things of this nature. So, one of the things we must be aware of is that there is a whole world outside of our comfort zone, and that is something that we’re going to explore today.
Before I go on, does that make sense to everyone, or does anyone have any questions about the heat treatment side of what we do?
"Heat treating is the controlled application of time, temperature and atmosphere to produce a predictable change in the internal structure (that means the microstructure to metallurgists) of the material being treated." - Dan Herring
DG: No, I think that makes sense. You mentioned on the inside of the part that things can’t be seen so much. You will probably get to this Dan, but I assume that also includes surface treatments, or would that be something different?
DH: We’ll talk a little bit about the difference between surface treatments and they fall into an area probably referred, in general, as “coatings” and things of this nature. But that is a good question, Doug- plating and coating and things of this nature.
Also, one of the things about heat treating that seems a little bit, possibly confusing is that heat treaters consider processes like brazing (which is a joining process), and they think of soldering (which is a low temperature joining process), as heat treatments. Similarly, we think of sintering, and we think of heat treatments of powder metal products, or we think of powder metallurgy as falling under the subject of heat treatment because we think so much about sintering. But sintering is a bonding or a diffusion process. So, heat treaters think of heat treatment, they think of brazing, and they think of powder metallurgy all combined into that big umbrella. For any brazers who are listening, or any powder metal people who are listening — they probably died of cardiac arrest at this moment in time — but, in general, that’s what heat treating does: it considers those separate entities as part of it.
Let’s go on and look at the fact that I can say to you — automotive components, gears, bearings, aerospace components, landing gear transmission boxes, fasteners, screws, nuts, bolts, farm implement equipment -- those are things that commonly come to mind. People don’t often think, for example though, of things like jewelry which is something that is commonly heat treated or “processed,” if you will, more on the thermal processing side. A lot of electronic materials are also thermally processed, and a lot of castings and things done in the foundry industry.
But, as I said, we think of semifinished goods where a semifinished goods-centric/heat treat-centric world; but there are other worlds out there. Let’s kind of talk about them. But mill practices, or what we call “primary metals,” are another area that’s covered, interestingly enough, under heat treating. Because in steel mills and things of this nature, you’ll find soaking pits, for example. In aluminum processing facilities or aluminum foundries, you might find solution heat treating and aging ovens and things of this nature. So, there is, in a very broad or general sense, heat treating also done on the mill or the material production side of things. Again, unless we’re in that industry, we don’t tend to think about it that much. So, we have to.
But, if I also said to you that things like cosmetics are being processed, not heat treated, but thermally treated, if you will. Or things like cement, or minerals in raw ore, ore materials and things- these all fall in the category of now “thermal processing.”
Let me try to give everybody just a feel for what the different categories of thermal processing are. The number one category, of course, is heat treatment. There is another thermal process . . . . And, by the way, thermal processes are also confused a little bit because we use heat, or we use cold — those are both thermal processes. For all the heat treaters out there, we do things like deep freezing, and we do things like cryo-treatments, cryogenic treatments. Those fall under the umbrella of heat treating. But there are other deep cooling or cooling processes that fall under this umbrella of thermal processing.
Besides heat treatment, thermal processing consists of a few areas which you are maybe familiar with and then again maybe you’re not that familiar with. One of them is calcining which I often call the drying of powders, if you will. This can be in the form of ores, it can be in the form of minerals, it can be in the form of coke (which is a coal byproduct, if you will), it can be in the form of cement. So, there are drying processes that occur under thermal treatment which is in the area of calcining.
There is also a big category called fluid heating where what we’re doing, (and by the way, air is a fluid as well as water and liquids are fluids), so we can turn around and do things like chemical processing which is done at elevated temperature. I had a client that was producing mayonnaise and the mayonnaise has held at 180 degrees Fahrenheit- it is a thermal process, if you will.
Distillation. We won’t talk about alcohol much in the world. I will only comment that all of you think this is a bottle of water, but you could be mistaken about that.
The idea is that fact that fluid heating, calcining, drying, smelting, metal heating in general, curing and forming — which is done a lot on ceramics, on paints, paint drying and things of this nature. There is, just in general, other methods of heating. I’ll give you a simple example: waste incineration. We know that our trash is burned at ultra-high temperatures to reduce emissions, if you will, but avoid going into landfills or, worse yet, dumping it in the ocean and believing that somehow it won’t return to our ecosystem. But incineration is an example of a thermal process.
There are quite a number; there are literally hundreds of thermal processes that are occurring all the time that we don’t, in general, think very much about. Heat treating is typically divided into two general categories — processes that soften a material and processes that harden a material. So, in the category of softening, we think of things like aging, we think of things like annealing, we think of things like normalizing, or even stress relieving (in other words, taking the stress out of material is a softening process).
DG: Tempering, as well, Dan? Would it be in that?
DH: Well, tempering, in a sense, could be considered a softening process. It’s a good one. I consider it more a softening process than a hardening process, but it’s typically so intimately linked with hardening that people think of it as a hardening process. But, hardening and case hardening, austempering, and then, of course, brazing which is a joining process, soldering, sintering which is a bonding process, homogenizing (when we talk about aluminum), solution treating (when we talk about aluminum). Solution treating is not a hardening process, interestingly enough- it’s the aging or the precipitation hardening process after the solution heat treatment that is actually the hardening process.
The idea of the fact is that we’re very familiar with those terms; we’re less familiar with coke ovens or waste incinerators or distilling facilities, or things of this nature. We’re not used to processing resins or composite materials, even though there are autoclaves that use a combination of high pressure and temperature to form some of the composite materials that are used in the aerospace industry.
The way I like to think about it is there is a giant umbrella which is called thermal processing. Under that umbrella is a small segment, maybe not so small, called heat treating, and then heat treating is divided into semifinished goods and raw materials (or primary goods), and then it’s subdivided into irons and steels and nonferrous alloys. Now, in my day, when you graduated university, you graduated with a degree in metallurgy. Today, you become a material scientist which means that you’re dealing with composites, ceramics, electronic materials, a whole series of materials outside the realm of just iron and steel and aluminum and titanium, if you will.
The other thing that’s very interesting about our industry, in general, is probably the aspect of energy usage. The thermal processing industry, in general, and this is a rather stunning number, uses, in round numbers, about 38% of the energy produced in the United States. Now think about that as a number. Of all the energy consumed by people in the U.S. or in Canada or in Mexico or anywhere else in the world, two-thirds of it or greater — 40% of it, almost — is used in thermal processing. About 25% is used by transportation, and another 20% or so is used by residential. Then, there’s about 15% used in, what we call, “other” category. But, in thermal processing, which is also true in heat treating, about 80% of the energy comes from natural gas. And only 15%, (round numbers), comes from electricity.
We have to realize that we’re not only, as heat treaters “heat treat-centric,” “iron and steel-centric,” “aluminum-centric,” but we’re also “natural gas-centric.” Those are staggering numbers to consider. The reason for it, the reason we’re natural gas centric, not only in the heat-treating industry but in the thermal processing industry as a whole, is simply because natural gas is the cheapest energy source available right now. And, these numbers, although they apply specifically to North America, can also apply, if you will, to the world in general. The numbers vary a little bit throughout the world, they may be different in Europe and different in Asia, but not so much that it varies so greatly.
What I’ve tried to cover — and I realize I haven’t left a lot of room for questions here and I apologize for that — but I’ve tried to give you the idea that heat treating is a very important part of a much larger industry that services the manufacturing community.
Let’s open for discussion from anybody.
Dan Herring and the Heat TreatToday team: Karen Gantzer, Bethany Leone, Doug Glenn, Dan Herring, Evelyn Thompson, and Alyssa Bootsma
DG: That sounds good. Do any of you have questions, at all?
Alyssa Bootsma: I did have one. I think it was very helpful in understanding everything and the idea that thermal processing is an umbrella and heat treatment is just a part of that really clicked for me. I was wondering if you could talk about calcining a little bit more and what that process actually is.
DH: Sure. But before I do that, I want to mention one thermal process that I forgot to mention. Because I have a number of clients that work in the baking of cookies, and because I’ve consumed a few of those in my life, I don’t want to forget the baking industry.
DG: The brewing industry?
DH: Absolutely! By the way, the brewing hall of fame is located here in Chicago, unless I’m grossly mistaken.
Before we get to far afield, let’s talk about calcining a little bit. A number of powders, whether they be ores or whether they be things like cement or various minerals, are often processed in, what we call, a slurry. They’re processed in a form in which they are either cleaned or washed with water or with different chemicals. As a result, you have a wet mixture of a mineral and, let’s say, water, or in some cases they can be different chemicals, if you will, that go to either clean the minerals or dilute the minerals or things of this nature. But to go to further processing of those minerals, you have to dry them and put them into a form that they can be used. If this makes any sense, then let’s take cement as an example. It’s no good to keep the cement in a slurry because what’s going to happen to the cement? It’s going to dry and harden. So, what you have to do to send it to the consumers is you have to dry the powder, if you will, deliver it to the end-user who will then add liquid to it to once again form it or turn it into liquid cement. Calcining, is really, in simplest terms, to answer the question directly, I always consider it, a powder-drying process.
DG: Dan, any idea why they call it “calcining?” I’ve always wondered this.
DH: Well, in the old days, I believe that limestone, (which is calcium carbonate), and so "calcining" and "calcium" from the calcium carbonate, I think that’s where the name originally came from. A good thing to look up, however- that’ll be my homework assignment.
DG: There you go. Just as another example of a thermal process, it’s certainly not heat treat, just down the road from where I live, north of Pittsburgh, they have a lot of sand and gravel places. Believe it or not, there is a large, what I would call a, horizontally-oriented “screw furnace” — it’s a cylinder and it just rotates, and inside it’s heated up and they’re just simply burning off the moisture so that they can get the materials, or whatever it is they’re harvesting out of the earth, and get it down to a certain level of moisture so that they can process it. So, sand and gravel. That’s just another area.
Here's another one — and Dan, I want you to hit on glass if you don’t mind, in a minute — but here’s another one where thermal processing is used, which you might not think of, and that’s in the manufacturing of paper production. They’ve got to actually dry the paper and you wouldn’t think of it but they’re passing paper through flame (between flames, not actually in the middle of the flames) simply to dry paper before it goes onto these huge rolls.
One last comment, Dan: We often talk about energy intensity and how much energy it actually takes to perform a certain process. One of the highest thermally intense processes that is used is not so much a heat treatment, but it is actually the manufacturing of concrete, believe it or not. There is very, very high energy intensity — it takes a lot of gas, in this case, to produce concrete.
But Dan, if you don’t mind, could you hit on glass production? We’re all looking out windows here and the manufacturer of glass is a thermal process.
DH: Absolutely it is. But before I do that, quickly, that rotary drum that you saw, the one with the screw inside it, if you will, that helps move the powder, if you will, or the sand and gravel through, is a very typical calcining furnace. Rotary drums are also used in the heat treatment industry to process screws and fasteners, nuts and bolts, small products, if you will, typically.
But yes, paper is a good example but glass furnaces, too, where the glass is actually brought up and the sand and other elements, if you will, are melted into glass. Very disconcerting. You may find this interesting but roughly the walls on a glass furnace (I’ve seen 10-20,000-pound glass furnaces) are something like 4 inches thick, holding back all that molten glass. But again, you’re taking glass that is basically silicone dioxide, its sand is a major component of it. In colored glasses, you add different chemicals. Like, for example, if you want to form a bluish colored glass, you might add a copper oxide, for example, which will change or tint the glass to a different color.
You’ve heard of leaded glasses, for example. In the old days you added lead to glass to make it, again, more formable, if you will. But yes, glass furnaces or the manufacture and production of glass is very energy intensive, as well as cement, as is the production of aluminum, by the way, which basically uses electricity, which is why all of the aluminum facilities are located either near hydroelectric or thermal energy like in Iceland, for example, where you have geothermal energy which is used to heat and produce electricity. But yes, glass is definitely an example of a thermal process, as well.
Glass is interesting because we don’t necessarily do a lot of heat treatment of glass, but you may have heard of glass-to-metal sealing, where we’re actually taking a glass and sealing it into or onto a metal component. Like, for example, the site ports of burners where we look in to see the flame — those site ports are made by glass-to-metal sealing. But, in general, yes, melting and production of glass is a thermal process.
DG: Dan, correct me if I’m wrong, and I could be wrong on this, but cellphones, right? Your glass on the front of that — the reason it is actually quite strong and won’t break is because it’s been thermally processed, a tempering process of some sort, I believe. Correct me if I’m wrong, but isn’t it the thermal process that can make a glass really, really difficult to break?
DH: It is, plus the fact that glass is a quasi-solid, as we say. It’s a solid but it’s really not; it has more characteristics of a liquid, which, again, makes it more ductile or resistant to things It makes it more shock absorbing, for example. But yes, cellphones and cellphone glass are something I’ve got to do some more research on.
DG: Right. They’ve got some stuff called “gorilla glass.”
I just want to recap a couple things for our team here and for other people that might be listening: When we talk about heat treat, which is what we’re centered on, it’s helpful for us to know what processes, materials and things that includes, and what processes and materials that doesn’t include, and that’s why this conversation on thermal processing versus heat treat is helpful for us. The way I like to describe it to our team and to most of the people who would be reading our publication or listening to this podcast, is typically Heat TreatToday is not involved with the making of steel but almost everything else after the making of steel we would deal with, almost everything. So, we don’t really do the steel making. Steel making, however, is very much a thermal process but we just don’t cover it. There are other publications that cover that. And we are very much steel-centered; we do aluminum, as well. However, in the aluminum world, we actually do deal with aluminum making. For reasons that basically have to do with the temperature range: the temperature range isn’t quite as high with aluminum making as it is with steel making. So, we do some of that. We don’t do a lot with aluminum making but a lot after aluminum is made. We do a lot of the homogenizing, annealing, solution heat treating and that type of stuff.
So, that is us. In heat treating, we define things like brazing, even though it’s a joining process, we tend to cover it. Soldering we don’t tend to cover because it tends to be a lower temperature. Dan didn’t mention it, but I’m sure he would, is welding: it’s a joining process but it’s not exactly anything we cover either. It’s not what we consider to be heat treating.
There is another joining process that we didn’t cover, and maybe we could hit on it briefly next time, and that is diffusion bonding which, to be quite honest with you, I haven’t done a lot of study on it so it would be interesting to know what that is. I know it’s done in vacuum and under high pressures, I believe, but things of that sort.
At any rate, that what’s we mean when we talk about heat treat — it’s primarily steels, aluminums, titaniums and typically not steelmaking and probably not titanium making either, but aluminum making and everything downstream from that tends to be us, and our temperature ranges tend to be, very generally speaking, 800 degrees Fahrenheit and above, or as Dan mentioned, we can also do some things in the cryogenic range which are subzero temperatures. So, that is us. Everything that falls outside of that we would consider to be a thermal process, which is a lovely thing, but just not our cup of tea.
DH: Look at this, Doug, a whole new business opportunity for you. With that, I’m extending myself beyond metallurgy, so I’ll quit there.
DG: Dan, we really appreciate it. We look forward to more of these. We are going to try to do other topics, again, what I would call heat treat 101 type topics, our Lunch & Learn series with Dan Herring, The Heat Treat Doctor®. Dan, thanks a lot, we appreciate your time.
According to "Dr. O" – Dr. Steve Offley, product marketing manager at PhoenixTM – temperature control of the heat treatment application is critical to the metallurgical and physical characteristics of the final product, and hence its ability to perform its intended function. Explore today's Technical Tuesday article to find the light at the end of your mesh belt furnace tunnel.
This article first appeared in Heat TreatToday’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
Dr. Steve Offley, “Dr. O" Product Marketing Manager PhoenixTM
Introduction – The Need for Accurate Product Temperature Measurement
Even though modern furnaces are supplied with sophisticated control systems, they are still not always capable of truly giving an accurate picture of the actual product temperature as it passes through the process. Temperature sensors positioned along the furnace give a snapshot of what the environmental temperature is possibly zone by zone. Furnace controllers, as the name suggests, can give confidence that the process heating is performed in a controlled manner but will never give an accurate view of what the actual product temperature is. When monitoring, it is important to be able to distinguish between process and product.
The challenge to any process engineer is understanding how the product heating cycle relates to the operation of the furnace. A furnace environment may be well controlled, but very different product temperatures can be experienced with variation in key properties such as product material, size, shape, thermal mass, and position/orientation in the furnace. Infrared (IR) pyrometers and thermal imagers can provide surface temperature measurements only and require line of sight, so they limit the areas of the product that can be measured. Setup can sometimes be complex considering surface characteristics (emissivity) and process background/atmosphere compensation. As with air sensors, being fixed, typically IR sensors only give information at that specific furnace location which prevents accurate calculation of soak times at critical temperatures. Without additional information, soak times and temperatures may need to be extended well beyond the target to guarantee the heat treat process is completed with confidence with an obvious compromise to throughput and energy conservation.
Product Temperature Profiling
To fully understand the operational characteristics of the heat treat process it is necessary to measure both the environment and product temperature continuously as it travels through the process. Such technique provides what is referred to as a “temperature profile” which is basically a thermal fingerprint for that product in that furnace process. This thermal fingerprint will be unique but will allow understanding, control, optimization, and validation of the heat treat process.
Table 1. Table showing the numerous benefits of thru-process temperature monitoring over traditional trailing thermocouples methodology for a mesh belt furnace
Historically, trailing thermocouples have been the go-to technique for product temperature monitoring. A very long thermocouple is attached to the product in the furnace. The data logger measuring the live temperature reading is kept external to the furnace. Although possible for static batch processes, the technique has significant limitations in a continuous/semicontinuous process, especially mesh belt furnaces (See Table 1).
Fig 1. Robust multichannel data logger designed specifically for thru-process temperature profiling
In thru-process temperature profiling the data logger travels with the product through the furnace. The data logger (Figure 1) is protected by an enclosure, referred to as a thermal barrier, which keeps the logger at a safe operating temperature (Figure 2). Temperature readings recorded by the data logger from multiple short length thermocouples can be retrieved post run. Alternatively, if feasible, the data can be read in real time as the system passes through the furnace using a two-way radio frequency (RF) telemetry communication option. The resulting temperature profile graph (Figure 3) provides a comprehensive picture — product thermal fingerprint — of the thermal process.
Fig 2. Thermal barrier protecting the data logger safely entering the conveyor furnace during the temperature profile run. Barrier size is customized to suit process credentials.
Fig 3. Typical temperature profile recorded for an aluminum CAB brazing line giving a complete temperature history for a brazed radiator at different product locations.(1)
Monitoring Your Heat Treat Process Temperature at the Product Level
Applying thru-process temperature monitoring product temperature measurement can focus on the micro product level which at the end of the day is most important. Static control thermocouples give an environmental temperature of the furnace in a zone, but this only reflects the true temperature wherever the thermocouple is located. This may be some distance from the product and may give some bias to its position if located on one side of the furnace. The thru-process monitoring system allows simultaneous product and/or air temperature measurement directly at the mesh belt. Monitoring can be performed across the belt with thermocouple placement on and in the core of the product and can be made to identify areas of different thermal mass resulting in differing heating characteristics.
A useful strategy to use before looking at the product temperature is to thermally map the furnace. Thermocouples, connected to the data logger protected within the thermal barrier, are positioned across the mesh belt using a mount jig such as that shown in Figure 4. The jig guarantees reliable location of the measurement sensor run to run and adjustment means it can be adapted to different belt widths. Applying this principle, the thermal uniformity of air across the belt width through the entire furnace can be measured.
Fig 4. Thermocouple mount jig allowing accurate positioning of thermocouples (1) across the mesh belt width with adjustment to suit different belt dimensions (2).
Such data can be compared with zone control thermocouples to see what temperature differential the product may be experiencing at the belt level. Temperature imbalances across the belt and hot or cold spots along the process journey can be identified.
Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.
Discover the True Root Cause of Your Furnace Problems
When it comes to product quality and process efficiency in any mesh belt furnace applications, temperature monitoring is only part of the story. Gaining an insight into what is physically happening in the product’s furnace journey can help you understand current issues or predict issues in the future, which can be corrected or prevented. To allow true root cause analysis of temperature related issues, it is sometimes necessary to “go to Gemba” and inspect what the product is experiencing, directly in the furnace. This is not always possible under true production conditions.
For a classic mesh belt furnace application such as controlled aluminum brazing (CAB), internal inspection of the furnace is not a quick and easy task. Operating at 1000°F, the cool down period is significant to allow engineers safe access for inspection and corrective action and then further delay to get the furnace back up to a stable operating temperature. Such maintenance action may mean one or two days lost production, from that line, which is obviously detrimental to productivity, meeting production schedules, satisfying key customers, and the bottom line.
In addition to process temperature problems there are many other production issues that can be faced relating to the furnace operation and safe reliable transfer of the product through the furnace. In the CAB process a day-to-day hazard is the build-up of flux debris. Flux materials used to remove oxides from the metal surface and allow successful brazing can accumulate within the internal void of the furnace. These materials are most problematic at the back end of the muffle section of the furnace where, due to the drop in temperature entering the cooling zone, materials condense out. Flux buildup can create many different process issues including:
Physical damage to the conveyor belt or support structure requiring expensive replacement
Reduction in belt lubricity creating jerky movement and causing unwanted product vibration
Lifting of the mesh belt creating an uneven transfer of products causing possible excessive product movement, clumping, or clashing
Reduction in inner furnace clearance creating possible product impingement issues and blockages
To prevent such problems, regular scheduled inspection and clean out of the furnace is necessary. This is not a pleasant, quick operation, and requires chipping away flux debris with pneumatic tools. Often requiring a furnace down time of 1 to 2 days, this task is only performed when essential. Leaving the clean-up operation too long can be catastrophic, causing dramatic deterioration in product quality or risk of mid-production run stoppages.
Figure 5. PhoenixTM Optical profiling ‘Optic’ System - Optical Profile View. System adaptable for both temperature and optical profiling.
Figure 5.1. High temperature thermal barrier for aluminum brazing system protecting camera and torches through CAB furnace
Figure 5.2 Video image in inner CAB furnace showing condition of inner furnace, mesh belt and product transfer
Figure 5.3. Identification of flux debris at back end of muffle furnace prompting scheduling of clean down operation
Optical Profiling – The Efficient Alternative
Optical profiling is a new complementary technique to that of thru-process temperature profiling. The innovative technology allows for the first-time process engineers to view the inner workings of the furnace under normal production conditions. Traveling through the furnace with the products being processed, the optic system gives a product’s eye view of the entire heat treatment journey. A thermal barrier, similar in design to that used in temperature profiling, protects a compact video camera and torch that are used to record a video of what a product would see traveling through the furnace (Figure 5). The principle is just like your car’s dash cam, the only difference being that your journey is being performed in a furnace at up to 1000°F. The resulting video, “Optical Furnace Profile,” shows process engineers so much about how their process is operating without any need to stop, cool, and dismantle the furnace. This allows safe routine furnace inspection without any of the problems of costly lost production and days of furnace down time.
Summary
Monitoring your mesh belt furnace from a temperature and optical perspective allows you to fully understand what truly happens in that black box. Understanding leads to better control, which helps you get the optimal performance out of your heat treat process from a quality, productivity, and energy efficiency perspective.
Don’t get left in the dark. Consider the power of temperature and optical profiling which will literally provide a light at the end of your furnace tunnel!
References:
[1] Steve Offley, “Unveiling the Mystery of Your Al Brazing Furnace with ‘Thru-Process’ Temperature Profiling," Heat Treat Today Magazine, June 2020, p40.
[2] Steve Offley, “Applying ‘Thru-process’ Temperature Surveying To Meet the TUS Challenge of CQI-9.” HeatTreatToday.com. June, 2019. https://www.heattreattoday.com/heat-treat-news/automotive-heattreat-news/applying-thru-processtemperature-surveying-to-meet-thetus-challenges-of-cqi-9/
About the Author:
Dr. Steve Offley, “Dr. O,” has been the product marketing manager at PhoenixTM for the last 4 years after a career of over 25 years in temperature monitoring focusing on the heat treatment, paint, and general manufacturing industries. A key aspect of his role is the product management of the innovative PhoenixTM range of ‘thruprocess’ temperature and optical profiling and TUS monitoring system solutions.
Welcome to Heat TreatToday's This Week in Heat TreatSocial Media. You know and we know: there is too much content available on the web, and it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat TreatToday is here to bring you a hot take of the latest compelling, inspiring, and entertaining heat treat chatter from the world of social media.
We're looking at helicopters for space, celebrations in heat treat, quick diagrams to keep you on your toes, and much more.
We're moving faster and further into the journey beyond earth. . . "At the end of Ingenuity’s mission, Perseverance will drive off, leaving the little helicopter that could behind, and continue its own mission: to search for signs of past life in Jezero crater, and to store rocks for a future mission to return to Earth." (NASA’s Ingenuity Helicopter Made History by Flying on Mars)
2. Heat Treating "Wow" Factors
Quick social media posts that make you go "wow."
"We Work Well Together" -Robot 1
.
Enjoying the North American Market?
When Steel Loses Its Magnetism
3. Deep Dive Learning
Have a little extra time? Check out these engaging media about heat treatments below.
Tips to reduce retained austenite in carburizing and carbonitriding by David Pye (www.htcourses.com)
.
What To Do In the Event of a Safety Failure
Tensile Properties
4. Social Moments in Our Community
There's almost (almost) always a reason to celebrate. See some favorites from around the industry.
Employee Gets Some Kudos
."CELEBRATING THE KANTHAL STORY"
Children's Day and National Metallurgists Day in India
5. The Reading Corner
Soak in some knowledge on austenite, robotics, and salt quenching in these key podcasts that you can watch, listen to, or read the transcripts of.
Heat Treat Radio: Robotics in Heat Treat, a Conversation With Dennis Beauchesne, ECM-USA: Click to -->Watch | Listen | Learn
Heat Treat Radio: The Greenness and Goodness of Salt Quenching with Bill Disler: Click to -->Watch | Listen | Learn
We’re flipping through Heat Treat Today’s technical articles today to highlight four processes: annealing, brazing, carburizing, and forging. Read our top picks of technical articles from these categories like a case study on parts failure (annealing solution) and a new competitor to tried-and-true brazing.
When an automotive manufacturing began loosing time, money, and the steel itself due to frequent cracking, a third party stepped in to solve the part failure.
[blockquote author=”” style=”1″]In this case, the life cycle of these parts began in a steel mill, where coils of AISI 1045 carbon steel were produced. The parts were then annealed in preparation for fine blanking at our customer’s facility. Then, the parts would be through hardened and sent to the automotive manufacturer.[/blockquote]
Electric vehicle production, semiconductor development, and a whole wealth of novel products are pushing at the fringes. Does this demand change to tried-and-true heat treat applications? You tell us!
[blockquote author=”” style=”1″]The most sophisticated global companies in electronic instrumentation and semiconductors view diffusion bonding as the wave of the future. The functional-value that 21st-century diffusion bonding technology now offers is a unique-and-beneficial solution in a class by itself; designers came to this realization after being confronted with component performance issues that could not be resolved by traditional brazing. Materials currently under consideration include pure aluminum, aluminum alloys, stainless steels, and nickel-based alloys as well as any other material, such as coated substrates for power electronics or glass and special material combinations (dissimilar joints).[/blockquote]
This technical article can be found under “Carburizing” in the navigation bar, but as the name implies, you’ll be diving into five essential case-hardening processes. BONUS! this one includes an excellent table to break down the differences.
[blockquote author=”” style=”1″]Case hardening processes are some of the most common heat treatments performed, but each process has its own unique needs. The table below [in the article] provides a summary of the considerations that need to be made when selecting the optimum process. This list is by no means exhaustive; it is encouraged to work with a furnace manufacturer familiar with each process to help select the correct process and equipment needed.[/blockquote]
Here’s a brain spinner: Direct from Forge Intensive Quenching. If you just asked “What?” Best read the full report (or at least the abstract) that tests this novel method — a method that could eliminate normalizing, quenching, and tempering.
[blockquote author=”” style=”1″]Data obtained on the mechanical properties of DFIQ forgings were compared to that of forgings after applying a conventional post-forging heat-treating process. Values of heat transfer coefficients in the DFIQ tank were determined experimentally using a special probe. This data was needed for calculating an optimal dwell time when quenching forgings in the DFIQ tank. It was shown that the application of the DFIQ process allows elimination of. . .[/blockquote]






 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com












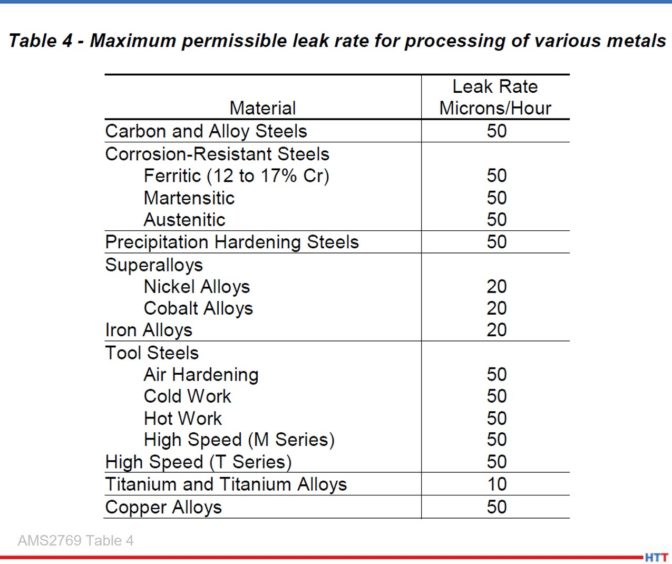
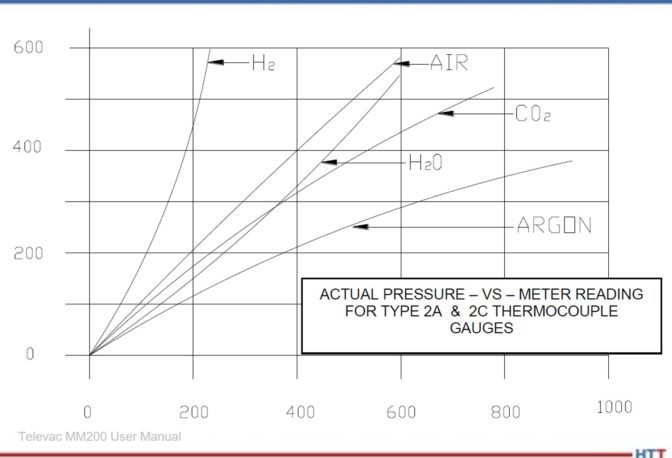



 The “Known – Unknown,” the “Undiscovered Country,” the “Movement from cocksure ignorance to thoughtful uncertainty.” It doesn’t matter if you get your catch phrase from Donald Rumsfeld, Star-Trek, or that plaque your mother kept above the kitchen sink, the implication is the same: we really don’t know what the future holds. But, the Unknown of which I speak in this article is natural gas prices.
The “Known – Unknown,” the “Undiscovered Country,” the “Movement from cocksure ignorance to thoughtful uncertainty.” It doesn’t matter if you get your catch phrase from Donald Rumsfeld, Star-Trek, or that plaque your mother kept above the kitchen sink, the implication is the same: we really don’t know what the future holds. But, the Unknown of which I speak in this article is natural gas prices.
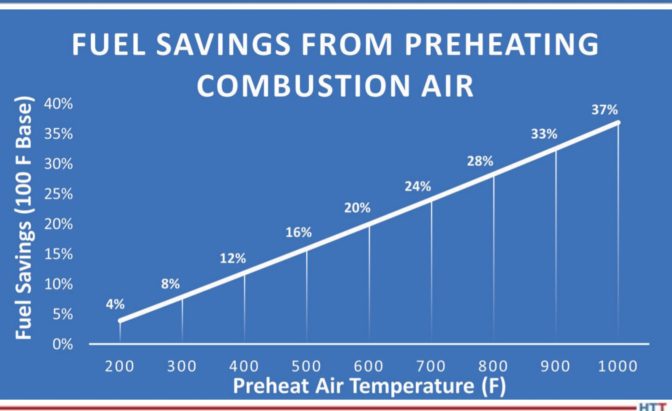




 DG: Dan, any idea why they call it “calcining?” I’ve always wondered this.
DG: Dan, any idea why they call it “calcining?” I’ve always wondered this.

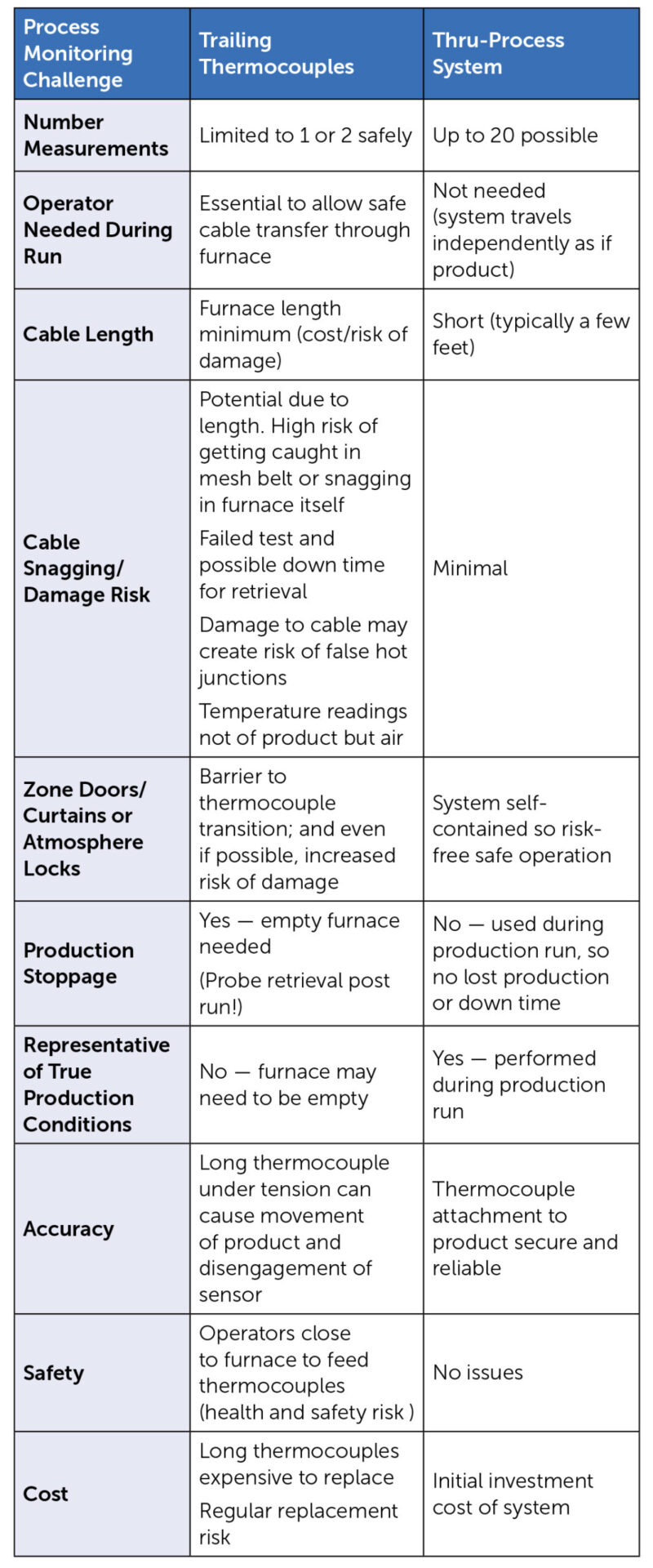

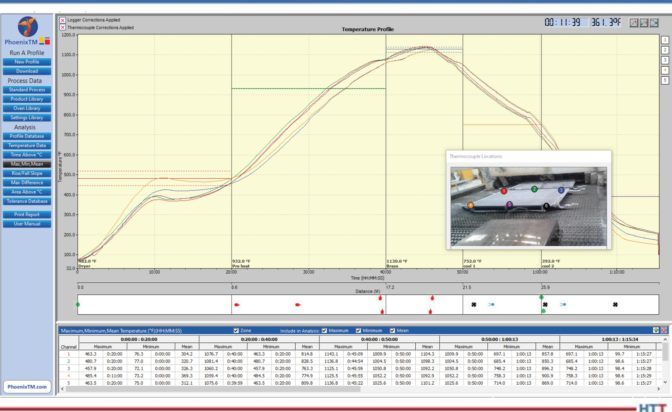
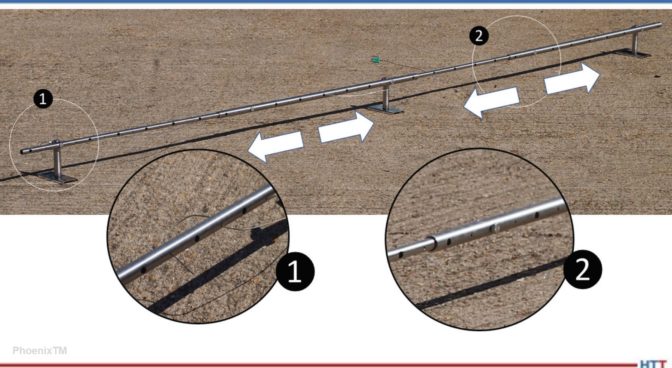
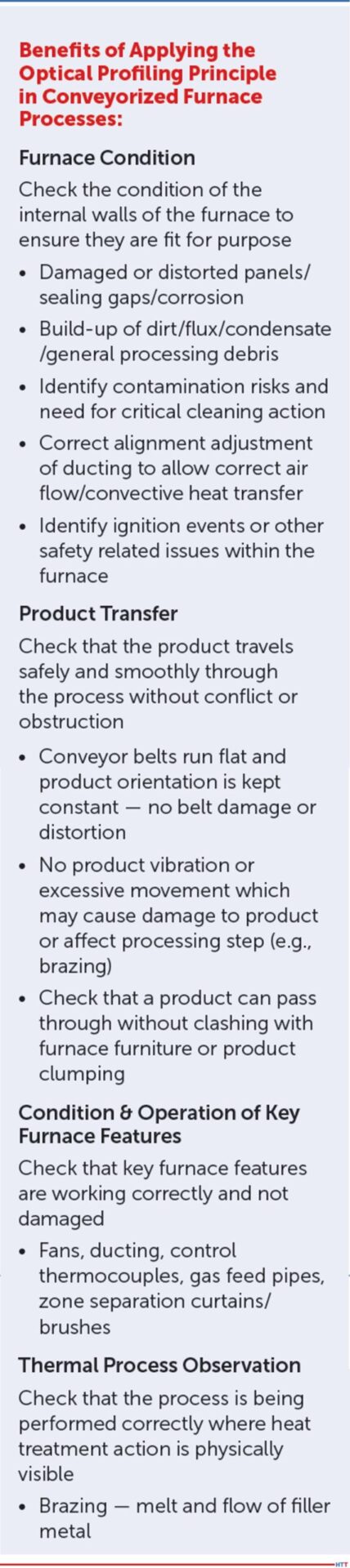 Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.
Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.