![]() You can’t always get what you want. With frequently changing specifications and a volatile economy, what heat treaters want is always evolving. But what they need changes, too. Steven Christopher of Super Systems, Inc. discusses how to balance what vacuum furnace operators NEED and what they WANT. Is the difference between those two things too great?
You can’t always get what you want. With frequently changing specifications and a volatile economy, what heat treaters want is always evolving. But what they need changes, too. Steven Christopher of Super Systems, Inc. discusses how to balance what vacuum furnace operators NEED and what they WANT. Is the difference between those two things too great?
This article originally appeared in Heat Treat Today’s March 2022 Aerospace print edition.

West Coast Operations Manager
Super Systems, Inc.
Photo Credit: Super Systems, Inc.
I love metaphors and think of vacuum furnaces as automobiles. As an owner, the goal is to keep our cars on the road for 100,000+ miles — and why not the same for furnaces? Accomplishing this feat requires the same in both cases: (1) routine maintenance — literally changing oil and (2) addressing warnings before they become problems — such as check engine lights or vacuum leaks.
The similarities stop there, however, with a key difference in how each is upgraded. In the near future, if you want a self-driving vehicle you will have no choice but to turn in the keys of your 10-year-old sedan and buy a shiny new Tesla, opting for the autonomous driving upgrade.
But what about your vacuum furnace? As the industry releases all these new standards and specifications, do we also need a newer furnace? Or can we retrofit what we have? That answer is complicated because so much is influenced by what we WANT versus what we NEED.
Day-to-day production shapes what we want. We learn from both experiences and failures, shaping features we want to improve operations, customer experience, and reduce rejected work. Specifications and customers drive what we need. Most recently AMS2750F (and 2769C) have been revised and place a burden on operating aging equipment while maintaining compliance. Before these, NFPA86 was modified in 2019, improving furnace design and safety “best practices."
These requirements levy real costs in terms of both hardware investment and increased labor (additional quality employees). We are expected to perform additional labor with the same workforce; however, the reality is that a worsening domestic labor shortage often means we are doing more work with even fewer people. This article navigates this delicate balance, maximizing each investment dollar’s impact while reducing our reliance on labor.
What We Need
It becomes impossible to completely address such large specifications in a short article, so let me highlight a few important considerations from AMS2769C:
- Section 3.2.3.2 requires decimal precision for thermocouples (AMS2750F)
- Section 3.2.4.1.2 outlines leak-up rate requirements
- Section 3.3.1 reviews partial pressure and dew point requirements
- Section 3.5.2.1 addresses permissible outgassing
- Section 3.5.3 covers load thermocouples
Perhaps the most talked about change is the requirement of thermocouples to record to a tenth of a degree. It is important to distinguish the difference between a temperature controller and recorder. Section 3.2.3.2 does not require a furnace to control with decimal precision, only record to it. However, best practice lends itself to controllers supporting this ability as well.
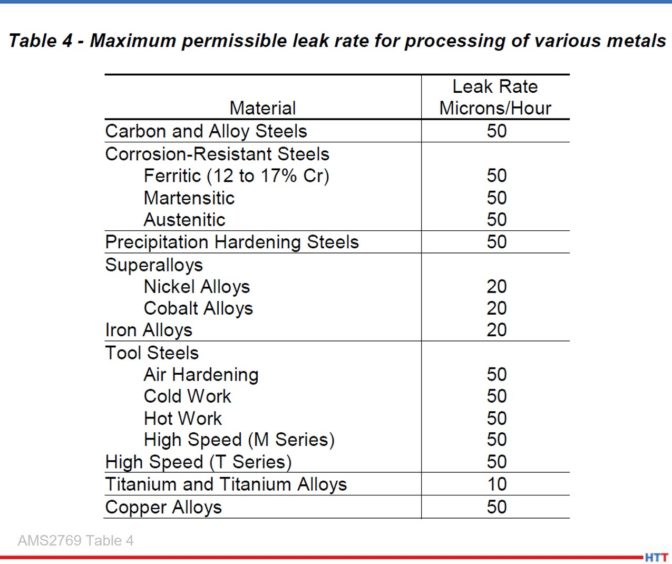
Photo Credit: AMS2769 Table 4
Exposure to oxygen at elevated temperatures is detrimental to part metallurgy, be it aesthetics or integrity. Leak-up rates are so important because they prove such exposure is eliminated (or significantly reduced). AMS2769C attempts to mitigate this exposure by standardizing the best practices for performing such tests. Leak-up rate tests are required weekly for (minimum) 15 minutes. Figure 1 identifies a maximum allowable leak-up rate based on the material being processed.
Historically this requires an operator to initiate a cycle, stop the evacuation (pumping), then document the beginning and ending vacuum levels by hand. While simple, this requires both time and attention, preventing any operator from performing other tasks.
AMS2769C proceeds by addressing outgassing, requiring ramp/soak controllers to either be placed on hold or to disable the heating elements if the vacuum level exceeds (1) the partial pressure target or (2) the diffusion pump operating range. Aging controllers require well-trained operators, constantly monitoring vacuum instrumentation and manually adjusting the controller. This introduces potential for operator error, again limiting their ability to perform other tasks.
Section 3.5.3 details placement and requirements for load thermocouples. Assuming load thermocouples are required, runs may be rejected should thermocouples fail below the minimum processing temperature. Disconnected control systems monitor load thermocouples using a recorder separate from the ramp/soak controller. This complicates the control system’s ability to alert operators to such failed conditions — the recorder not knowing which thermocouples are required.
AMS2769C progresses to cover partial pressure. Partial pressure has been automated for years with minimal changes to control mechanisms, though some have replaced solenoid valves with mass flow controllers (MFCs). System upgrades should strongly consider automatic gas type compensation and digital communications of vacuum levels.
Thermocouple (or pirani) vacuum sensors estimate the heat emitted from a heating filament within the sensor. This measurement represents an exact vacuum level, though the gaseous media separating the fi lament from the measuring tip influences the reading (thermodynamics heat transfer). This phenomenon (represented in Figure 2) explains why nitrogen and argon result in very different vacuum estimates.
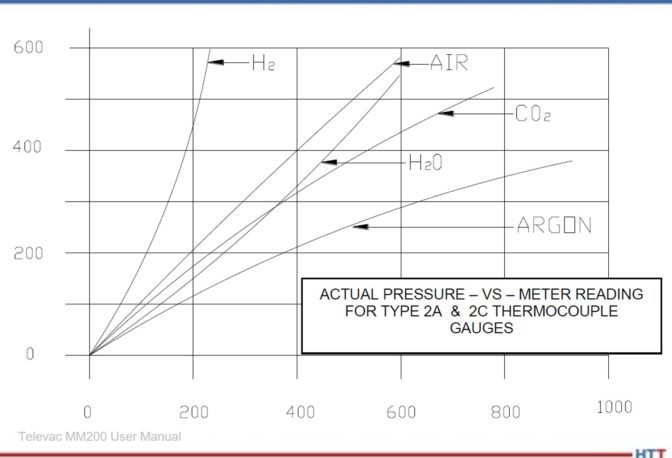
Photo Credit: Televac MM200 User Manual
NOTE: Thermocouple gauges operate in vacuum ranges where enough gas molecules remain (e.g., in excess of 1 micron) to influence this reading; unlike cold cathode sensors which operate under complete vacuum, excluding them from such compensation.
As an example, consider a vacuum furnace operating under nitrogen partial pressure. The vacuum instrument correctly displays 200 microns (refer to the AIR curve). Now consider the same cycle, only the operator introduces argon. The display now incorrectly displays (and controls to) 200 microns; however, the furnace is truly operating closer to 100 microns (refer to the ARGON curve).

Photo Credit: AMS2769 Section 3.3.1.1
Historically vacuum signals have transmitted a 0-10vdc analog signal representing the vacuum level. As with all analog signals, error is introduced by both the accuracy of the instrument generating the signal as well the recorder interpreting it. This error is mitigated by routine calibrations — often aligned with temperature uniformity survey (TUS) schedules. Modern control systems replace such signals with vacuum instrumentation supporting digital communications, eliminating error in the process. As a bonus, the reduction in calibration points reduces time when performing calibrations. Such systems may even automatically compensate thermocouple sensors resolving the sensitivity of thermocouple sensors to multiple gas types.
AMS2769C references other specifications, namely AMS2750 and the Compressed Gas Association (CGA). CGA establishes minimum requirements ensuring inert gas quality. In addition to supplier certification, gas quality is proven by dew point. All gasses have a dew point, with outside air relatively high (e.g., +50°F) and inert gas very low (e.g., -100°F). Purchasing supplier certified gas results in a facilities bulk storage tank having a very low dew point, with any leaks in gas delivery system (pipe threads, fittings, etc.) resulting in a less negative dew point. The concept that dew point can only raise once exiting the storage tank illustrates the importance of sampling “as the gas enters the furnace” — measurements taken upstream fail to detect leaks downstream. The intensity of this increase directly correlates to the amount of air (oxygen) entering the gas supply, compromising the gas purity, which as previously discussed negatively impacts the parts being processed. Proving a dew point below -60°F proves the inert gas mostly free of oxygen. Measurements have long been a manual process; an operator samples gas using a portable sensor and records the findings in an entry log. Modern systems seamlessly integrate dedicated sensors continuously sampling gas quality which alert upon compromised gas.
What We Want
This article’s first draft opened this section listing a handful of features — that was November. Fast forward three calendar months (what feels like an entire year), it is now January, and priorities have changed. Three months ago we wanted features, now we just want parts. The growing supply chain disruption is feeling less temporary and more permanent. This final draft opens with availability. Any upgrades should factor both (1) component lead-time and (2) their flexibility. Lead-time should focus not just on immediate project delivery, but the long-term availability of the product. Is it in its infancy? Or near the end of its life? What is the current lead-time and strategies to maintain inventory? Flexibility should focus on limitations of the product. Is it limited to specific applications? Or can it be used in other equipment? Flexibility paired with planning results in standardization. Keeping with the automobile theme, standardization is what made Henry Ford’s Model T so special. Standardization reduces on-site spare parts, as the same component can be installed in many locations. Standardization should be a primary focus when purchasing programmable logic controllers (PLCs), vacuum instruments, and temperature controllers.
As if the supply chain worries are not enough, the U.S. faces a labor shortage projected to worsen over the next decade. This highlights another late addition to this article, stressing the importance that any upgrade considers the availability of the most important resource: people. New furnaces and upgrades alike (like it or not) develop a co-dependence between multiple parties. This relationship may be internal, between operations and engineering; or external, between an end user and a supplier. No matter the specific situation, all parties should discuss availability and access to information. Failure to discuss this early on is often exacerbated, especially when upgrades are performed by a supplier who is considered (1) unresponsive or slow to respond and (2) unwilling to share information. Purchase orders should document expectations in terms of deliverables (PLC logic, schematics, etc.) and support.

Photo Credit: US Department of Labor
This third paragraph was that ill-fated November draft’s first. Today’s buzzword, the Internet of Things (IoT ). As we are well on our way to the quarter mark of the 21st century, we have all become accustomed to a lot of quickly accessible information. Why should vacuum furnace recorders not meet the same lofty expectations? Control system upgrades should be capable of recording information and displaying it in an easily retrievable format. Recorded data should expand beyond the required process data into the status of the furnace itself (valve position, state of limit/thermal/vacuum switches, motor status, etc.). Such data can be evaluated postmortem to troubleshoot a failed production run’s root cause of the failure. Advanced systems should be able to notify personnel of issues via email or text messaging.
Often the information gathered above is passed into a Supervisory Control and Data Acquisition (SCADA) System. This system must meet industry compliance for data integrity and security. As every new software seems to have its own system, daily operation requires most to juggle many of these systems, often sharing common data. A SCADA System should be designed to operate in this unknown environment and be capable of sharing data between itself and Enterprise Resource Planning (ERP) and other supervisory systems. The first step here is to build upon common platforms; and today the most widely accepted platform is Microsoft SQL Server. SCADA Systems should be able to “offer up” data using any number of industry standard protocols (Modbus, API, OPC, etc.).
The biggest invisible threat to our industry is internet security. For those fortunate enough to have avoided a cybersecurity attack, IT’s work seems a burden. For those unfortunate to have experienced such an event, IT’s work is beloved. This rapidly changing frontier is our reality and programs like Cybersecurity Maturity Model Certification (CMMC) become a necessary (even required) precaution. Hardware for upgrades should be vetted for compliance with these evolving precautions.
Thus far this article has focused on people, hardware, and features. I now turn the focus to the vacuum furnace itself. Furnaces routinely struggle with passing TUS at both lower (<1000°F) and elevated (>2000°F) temperatures. The issue itself varies between graphite and molybdenum hot zones but the root cause remains the same: inflexibility with rheostats to adjust across a wide temperature range or the furnace’s incapability of reaching elevated temperatures. Users manually adjust the applied power to each zone in attempt to minimize the difference between the coldest and hottest TUS thermocouples. Rheostats force the user to settle for a configuration “just good enough” for all temperatures but “not perfect for any.” Modern systems replace rheostats with individual silicon controlled rectifiers (SCRs) driving each variable reactance transformer (VRT), a feature commonly called digital trim. All furnaces are candidates for digital trim, though older VRT packages using slide wire (or “corn cob”) resistors may require the addition of direct current (DC) rectifiers in addition to SCRs. The benefit of digital trim is these settings can automatically adjust with temperature allowing for the ideal configuration at every temperature.
How Do We Get There?
Resurrecting the automobile analogy which opened this article, have you ever wondered why so many people love Jeep Wranglers (and I realize Jeep could easily have been Harley Davidson or a new home purchase)? The reason is not what they are, rather what they can become. Owners see upgrades and features in their mind long before anything is modified. The key concept here is customization. This same vision applies to vacuum furnaces, any upgrades should consider robust and powerful control systems, flexible enough to evolve with the industry.
PLCs and process instrumentation should always be sourced with room to grow. Modular designed platforms easily expand to integrate new hardware. Ask suppliers how their hardware handles additional inputs, outputs, and sensors. Instrumentation should be integration-friendly and be capable of monitoring the entire vacuum ecosystem — considering the temperature, load thermocouples, and vacuum and gas control systems. Ideally, instrumentation will communicate with each other, passing relevant information between each while simultaneously eliminating calibration points.
Control systems should be sourced with an Evolution Plan in place; compliant solutions today in no way assure compliance tomorrow. Suppliers should be asked their plan for AMS2750G, H, and I. Doing so positions you to make large investments once, then grow hand-in-hand with the industry rather than fight it every time it changes.
Summary: Have a Plan
Modern controllers consolidate a furnace’s self-contained subsystems (vacuum, load thermocouples, valve control, etc.) into a singular control system. This provides the transparency necessary for the controller to alert operators or place itself on hold when necessary. The outcome is that operators require less time monitoring the subtleties of production, meaning they focus their time on more urgent tasks. A happy byproduct becomes the natural progression of data (the recorded values from all these subsystems) into information (meaningful, document values presentable to customers, reviewable by auditors, or referenced for troubleshooting).
I was once told to either open or conclude an article with a poignant quote, so let me offer this advice: When considering upgrades for any furnace “have a plan or become part of someone else’s.” Early conversations between engineers/suppliers and quality/production ensures the delivered product shares everyone’s goals.
About the Author
Steven Christopher is a Purdue University engineering graduate and a 15-year veteran of the heat treating industry. He began his career in pharmaceutical maintenance before joining a commercial heat treat facility focusing on the automotive and aerospace industries. He now manages Super Systems' West Coast operations supporting all types of industries west of the Rocky Mountains.
For more information, contact Steven at schristopher@supersystems.com
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com