Mike Coburn Technical Sales AFC-Holcroft Source: LinkedIn
A major North American supplier of agricultural and lawn equipment purchased a complete batch austemper line from a U.S.-based supplier of heat treating equipment. The line, consisting of two universal batch quench-austemper (UBQA) units, is equipped with a pre-treatment spray dunk wash, a post-treatment multi-stage washer, pre-heat temper furnaces, a salt reclaiming system, and a salt holding tank.
The AFC-Holcroft batch austemper line also includes an AFC-Holcroft EZ™ 4500 endothermic gas generator that will provide gas to the furnace units. A BatchMaster™ supervisory control system is included in the line, along with calibration mode software.
“This was a great customer to work with for this project,” said Mike Coburn, Technical Sales for AFC-Holcroft. “They fully understood right from the start the environmental and economic benefits of the system.”
Stress relieving tips from Heat TreatToday? It's not what you think! In this Technical Tuesday, we'll be sharing some fast facts you need to know about stress relieving. It may not be as relaxing as some guided meditation, but at least you will walk away with a refreshed knowledge of stress relieving, a new technology for measuring material stress, and a video demonstration of the stress/strain curve.
Stress Relieving Fast Facts
What is stress relieving? In the most basic sense, stress relieving is heating a metal to a relatively low
Dan Herring "The Heat Treat Doctor" The HERRING GROUP, Inc.
temperature and then slowly cooling it to reduce the affect of manufacturing-induced stresses.
Why do heat treated parts need to be stress relieved? Manufacturing processes (forging, shearing, bending, etc.) introduce internal stresses, and these stresses, if left unaddressed, can cause the finished part to fail in its end application.
Thermal stress relieving is the preferred method of stress relieving, but mechanical stress relieving is also an option. Vibratory stress relieving and shot peening are two mechanical stress relieving methods available to heat treaters.
Want more fast facts? Check out Dan Herring, The Heat Treat Doctor's®, Atmosphere Heat Treatment, Volume 1.
Addressing Stresses: Indentation Plastometry
James Dean CEO Plastometrex
Stresses introduced during the heat treating process must be addressed. Failing to address these stresses can be disastrous. Mechanical testing systems are crucial in ensuring heat treating had its desired effect and that no new stresses have been introduced to the material. As most heat treaters know, the stress/strain curve of materials is often a give and take. To get high strength, you often have to give up ductility. Measuring the extent of these trade-offs — and measuring plasticity and strength characteristics in general — after heat treating can be time consuming.
In this episode of Heat TreatRadio, James Dean of Plastometrex explains a new technology, indentation plastometry, that measures microscopic stresses in heat treated material. These stresses can affect the yield point of a material and the point of plastic deformation. What's even better is that, with indentation plastometry, heat treaters can view stress/strain curves in minutes and know if there is a need for further stress relieving.
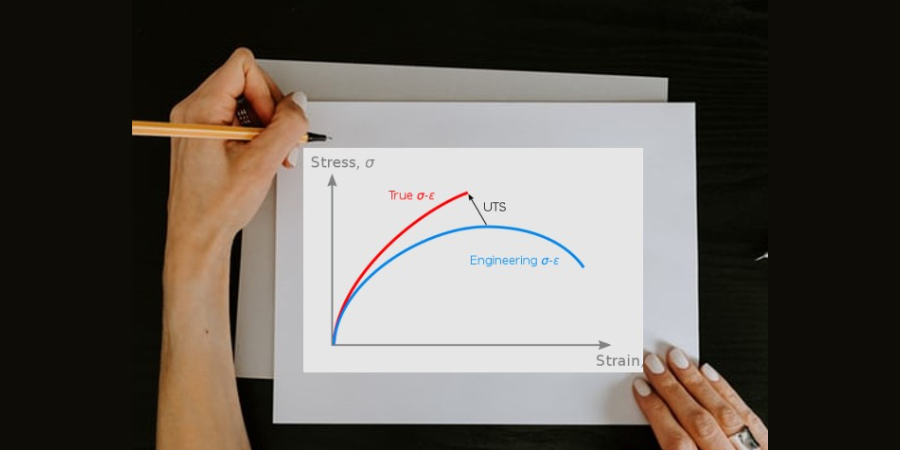
A Refresher on the Stress/Strain Curve
Need a refresher on the stress/strain curve after hearing from James Dean? Check out this episode of Heat TreatTV.
The stress/strain curve is "metallurgy basics." If you spend any amount of time in the heat treating world, this graph will be a familiar sight to you. Basic though it may be, a refresher it always a good idea. Just how much stress can a material withstand before breaking? How does heat treating affect the yield point of different materials?
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Fridaybest of the web article that identifies ten ways you can keep yourself and your people safe from constant heat exposure.
An excerpt:
When the body cannot stay cool, the inner core temperature rises too high and body systems break down, resulting in heat illness. Heat illness can range in severity from minor heat rash, sunburn and heat cramps to heat syncope (fainting), heat exhaustion, Rhabdomyolysis (loss of muscle tissue) and heat stroke, which can be fatal. Heat can also be an underlying cause of other types of workplace injuries, such as falls and equipment accidents
Redline Chambers, a U.S. manufacturer of vacuum chambers and systems for the aerospace, defense, energy, electronics, and medical industries, has been acquired by a global provider of thermal processing products and test solutions.
Located in Salt Lake City, UT and specializing in vacuum technology and leak testing solutions, Redline Chambers will support the continued growth of Thermal Product Solutions, LLC (TPS), within the vacuum chamber market.
Greg Jennings President and CEO Thermal Product Solutions, LLC Source: Thermal Product Solutions
TPS product offering for thermal processing and test solutions includes Baker Furnace, Blue M, Gruenberg, Tenney, Lindberg, MPH, Wisconsin Oven, and now Redline Chambers. "Redline’s ability to engineer and manufacture vacuum chambers and systems will bolster TPS’s ability to serve customers in this expanding market," commented Greg Jennings, president and CEO of TPS.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Cybersecurity: it's important for more than just keeping checking accounts safe. Banks, government agencies, and online data bases all require strict cybersecurity. But what about heat treaters? What are cybersecurity requirements for heat treaters, and how can they become compliant?
Today's Technical Tuesday is a Cybersecurity Desk feature written by Joe Coleman, cybersecurity officer at Bluestreak Consulting™. This column series will have its debut in Heat Treat Today'sSeptember 2022 Trade Showprint edition.
Do You Need To Be Compliant?
If you are a heat treater who provides services to a Department of Defense (DoD) contractor or downstream DoD requests, you are affected by this topic and need to read on to get more details. In some cases, you may have already been asked about compliance by some of your customers. In this article and in future articles, we will provide the answers to the most
frequent questions regarding how heat treaters can become and stay in compliance to cybersecurity specs and even improve compliance in cybersecurity health.
Discussions around DFARS compliance, NIST 800-171 implementation, and cybersecurity within federal defense contracting are becoming increasingly prevalent by the day. Although it seems like the conversation is only recently gaining steam, the DFARS mandate has been around longer than people realize.
The DoD is requiring all contractors, subcontractors, and suppliers to be DFARS 252.204-7012 and NIST 800-171 compliant. Don’t take a chance on losing current DoD contracts and losing future business because of noncompliance. Compliance is non-negotiable for heat treaters within the DoD supply chain.
Heat treaters implementing effective cybersecurity practices are facing particularly challenging circumstances because there are more devices (including mobile devices) than people, and attackers are becoming more innovative. Cybersecurity is the practice of protecting systems, data, networks, and programs from digital attacks (web/cloud based). These cyberattacks usually seek to access, change, or destroy sensitive information; extort money from users; or interrupt normal business processes. Therefore, the government is pushing cybersecurity more than ever before. All of us need to be sure critical data and systems are protected and secured.
Here are several eye-opening statistics of how cybercrime affected SMBs (small to mid-sized businesses) from 2021:
Cyberattacks increased by nearly 300% since the beginning of the pandemic
58% of cyberattack victims are small and mid-sized businesses
60% of small companies go out of business within 6 months after a major security breach
55% of ransomware attacks involve companies with fewer than 100 employees
95% of cybersecurity breaches are a result of human error
What Is DFARS 252.204-7012?
DFARS 252.204-7012 is a DoD regulation that has become increasingly important for defense contractors and suppliers.
Originally implemented in 2016, DFARS 252.204-7012 requires safeguarding and “adequate security” of Covered Defense — which also includes CUI (Controlled Unclassified Information) — by implementing the guidelines found in NIST SP 800-171.
DFARS 252.204-7012 further requires contractors to follow certain procedures in the event of a cyber incident, report the incident to the government, and provide access to systems.
What Is NIST SP 800-171?
NIST SP 800-171 is a NIST (National Institute of Standards and Technology) Special Publication that provides recommended requirements for protecting the confidentiality of CUI in non-federal organizations or businesses. Defense contractors must implement the recommended 110 control requirements contained in NIST 800-171 to demonstrate their provision of adequate security to protect the Covered Defense Information (CDI) included in their defense contracts, as required by DFARS 252.204-7012. If a manufacturer is part of a DoD, General Services Administration (GSA), NASA, or other federal or state agencies’ supply chain, the implementation of the security requirements included in NIST SP 800-171 is a must.
The deadline to be fully compliant with NIST 800-171 was December 31, 2017. But it’s not too late.
Photo Source: Bluestreak Consulting™
Even if a heat treater is not a DoD contractor or in the DoD supply chain, NIST 800-171 is a great "best practice" standard for any organization to improve overall cybersecurity health. This will help in obtaining future orders because customers will know critical data is secure. Explaining NIST 800-171 in depth, and each of the specific control areas, is beyond the scope of this article, so, be on the lookout for a future article on this specific topic later in this series of articles.
Consequences of Failing To Comply With DFARS 7012 and NIST 800-171
Heat treaters willing to move forward with these cybersecurity initiatives by the DoD will have an overwhelming impact on the DoD supply chain and your business. If many heat treaters in the U.S. choose to not embrace the mandatory requirements, the DoD and DoD contractors will award contracts solely to the few heat treaters who do choose to become compliant. Poor cybersecurity practices can result in hacking, loss of company data and critical customer data, and attacks by malware, viruses, and ransomware. All of this can result in major damage to the business and loss of customers, not to mention being liable for all losses and paying significant fines.
Complying with DFARS 7012 and NIST 800-171 is a requirement for all DoD contractors, subcontractors, vendors, and suppliers. The DoD has now begun confirming that contractors and subcontractors are compliant before awarding additional contracts. Navigating NIST 800-171 and DFARS is a complex and challenging — but necessary — step in this process.
Watch for Future Articles in Heat TreatToday Covering the Following Topics:
DFARS 252.204-7012 and NIST SP 800-171 Explained for Heat Treaters
DFARS Interim Rule Explained (DFARS 252-204-7019, 7020, and 7021)
General Cybersecurity Best Practices and What You Should and Should Not Do
Performing Your Basic & Your Final NIST 800-171 Assessments
Submitting Your Assessment Score(s) to the SPRS (Supplier Performance Risk System)
CMMC 2.0: The New Changes and How To Become Certified
How To Safely and Securely Work From Home and Work Remotely
If You're Not Using 2FA or MFA, Your Data and Your Customer’s Data Is Not Secure
. . . and many more cybersecurity topics curated for heat treaters
Can You Afford Compliance? Funding and Cost Sharing for Heat Treaters
With the huge push for cybersecurity by the government, cost sharing and funding sources have been identified that may cover a substantial percentage of the costs associated with these critical cybersecurity projects.
About the Author:
Joe Coleman is the cybersecurity officer at Bluestreak Consulting™, which is a division of Bluestreak | Bright AM™. Joe has over 35 years of diverse manufacturing and engineering experience. His background includes extensive training in cybersecurity, a career as a machinist, machining manager, and an early additive manufacturing (AM) pioneer. Joe will be speaking at the Furnaces North America (FNA 2022) convention, presenting on DFARS, NIST 800-171, and CMMC 2.0. Contact Joe at joe.coleman@go-throughput.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Today is partnering with heat processing, a Vulkan-Verlag GmbH publication that serves mostly the European and Asian heat treat markets. Together, we are sharing the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat.
We look to our European information partner for updates on decarbonizing steel in Germany, green technology in the Philippines, and upgrades for steel manufacturers in Brazil.
Plans To Decarbonize Steel
"bp and thyssenkrupp Steel announced they have signed a memorandum of understanding on the development of long-term supply of low carbon hydrogen and renewable power in steel production. Both want to accelerate the steel industry’s wider energy transition."
"Tenova and SteelAsia Manufacturing Corporation, the flagship steel manufacturing company in the Philippines, recently inked a partnership for Consteel® Evolution. This is a state-of-the-art low-impact technology for steel manufacturing. It will be the first of its kind in the country and will be employed in SteelAsia’s new melt shop in Lemery, Batangas, in 2024."
"Danieli do Brasil Service Team will provide and install a new surface Quenching and self-Tempering system for Bars-QTB at Gerdau Araçariguama, which will replace the existing bar treatment line. The main purpose of installing a Danieli QTB process is to improve the mechanical properties of deformed bars (rebars), made from basic chemical composition, at low production costs."
In thisHeat TreatRadioepisode, host andHeat TreatTodaypublisher Doug Glenn learns about a never-before-seen combustion system tuning technology from Justin Dzik, manager of business development, and Ben Witoff, manager of data engineering, at Fives North American Combustion, Inc. Hear from the experts themselves how this system will save time, money, and personnel and can be adapted to virtually any furnace system.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): This is kind of a new technology that I haven’t seen before in the market. We’re going to be talking about combustion system tuning. We have here with us today Justin Dzik from North American Combustion and also Ben Witoff. Justin is the manager of business development there in Cleveland and Ben is the manager of data engineering. We’re going to hit on, I think, what is a pretty interesting new product that you guys are developing. When I first saw and heard about it, I thought, “ I have not heard of anything like this before.” I think our listeners and viewers will find it of interest.
Contact us with your Reader Feedback!
The name of the product is called CertiFire™. Before we get too far into it, Justin, if you don’t mind, can you give us just a brief background about you? And why don’t we have you, if you don’t mind, just give us a thirty second blurb on Fives North American Combustion, as well, please.
Justin Dzik (JD): As Doug already said, I’m the manager of business development and I’ve worked at Fives for 15 years now in various different roles, primarily focused on the forging and heat treat markets doing uniformity tests, and that’s really why this product is so close to us.
Fives North American is a company that has been around for about one hundred years; it’s located in Cleveland, Ohio. We produce combustion equipment, but we also do turnkey systems, we do furnaces, direct-fired furnaces for the forge heat treat but we also supply combustion equipment for pretty much every industry that needs heat, which is quite a bit.
DG: I would like to mention also for those of you who are old-timers, somewhat like me, Fives North American Combustion should be recognizable. The old company name was just North American Manufacturing. They are in the Taj Mahal on Grant Street just south of downtown Cleveland.
Ben, how about you? If you don’t mind, give us a quick blurb about yourself and your role there.
Ben Witoff (BW): I’ve been here just about 10 years; my 10-year anniversary is going to be next year. I’ve worked in various R&D roles since I’ve been here. I started as a burner designer, worked with FEA CFD modeling, moved into thermal processing engineering, and then, just a few years ago, I started the data engineering department here so that we could try to augment our combustion and industrial equipment with sensors, with IoT, with data, with smart engineering, and just to try to take a step further.
DG: Industry 4.0, IoT and all of that stuff is very, very interesting. That’s what caught my attention on this thing.
Justin, without going into any great detail, if someone only watched the first two minutes of this podcast, from a 30,000-foot view, what is CertiFire™, and why should people care about it?
JD: The CertiFire™ is, as you already stated, an automated tuning device for temperature uniformity certifications. I think pretty much everybody that’s going to watch this podcast is probably going to know that they can be extremely time consuming to do, they take a lot of time and a lot of intelligence to actually tune the process. This device takes all of that and does it all itself. It does all the automated burner tuning, all the valve adjustments, it locks it all in and tunes it for whatever class uniformity you need.
DG: I did want to hit on that, too, because we’re talking about trying to tune the combustion system on a furnace so that that furnace is running, first off, optimally (not wasting energy), but also, we’re talking about trying to make that system uniform, trying to make the work zone uniform, inside that furnace. So, again, most people will already now this, but it’s always good to hit on some basics here, because there may be people listening that don’t know some of the basics: why is this work zone uniformity, the area inside the furnace, why is it important that it be uniform? And then, if you can, maybe hit on what we mean when we say, “furnace classifications.”
JD: Obviously, it’s important because the parts that are going into these furnaces can be used for a variety of applications, like everybody knows, aerospace being a primary part class that’s going in. Because of that, and the metallurgy required, everything needs to be within a certain temperature band in order to get the same metallurgical properties, after they forge it, or heat treat it or whatever. So, it’s extremely important to make that work zone as tight as possible and as consistent as possible, and as we can all imagine, having a work zone about 3 or 4 feet away from essentially a live fire coming out of a burner, is extremely difficult.
As you said already, there are classifications, there are different codes that govern the work zone classifications like AMS2750 Revision F is the most recent one, Rolls Royce has their own, and pretty much all of the aerospace suppliers have theirs. So, the classifications really govern how tight the uniformity band has to be in that work zone.
There is class 1 which is basically ±5 degrees Fahrenheit anywhere in that work zone and it goes all the way up to class 6 which is ±50 degrees, so much more lenient. Obviously, class 1 is the hardest, probably all heat treat stuff; class 6 is probably some heavy forgings.
DG: As we move up the furnace classifications, as we move up from going ±5 to ±50, the lower classifications are where it’s really critical that any type of heating source, whether it be electric heating elements or combustion, be well tuned because you want the whole entire work zone to be uniform.
But we’re talking specifically about combustion tuning. Justin, I’ll address this with you and then Ben- I’m coming to you with the next question: How have combustion systems typically been tuned in the past — in fact, I would say probably 99% of them are still tuned even now — and what are some of the major issues that we run into in the way we’re currently doing it?
JD: Obviously, there is a variety of complexity of systems out there. There are furnaces still in operation that we put in in 1960. The number of valves they have on there, they’re probably more manual valves so there’s a lot of manual tweaking of things going on right at the burner. The more advanced systems out today have automated valves, but you’re still doing manual adjustments in a PLC, probably, that you’re trying to tweak. Everybody knows, and I think Ben really likes to use this statement: it’s a game of whack-a-mole. You adjust a burner here and it goes out of compliance over here and so you run over there. I’ve been on hundreds of surveys where I’m running around the furnace trying to watch my temperature map that I have in my hand. It can get very tedious, and it takes a lot of know-how and a lot of experience, I believe, to tune these furnaces.
DG: So, there is, I believe to a certain extent, an art to it now, very much dependent, I’m guessing, on your specific furnace, your specific burner, your specific burner configuration, and what mode of combustion you’re using, whether it’s pulse fire or whatever, right? All of those things are “the art of combustion.” It kind of takes us back to that black art that heat treaters are trying to avoid, where you’ve got to figure it out, each one individually. CertiFire™ is basically going to help us eliminate that.
Ben, if you don’t mind, how does CertiFire™ work, why is it better, and what kind of results do you think we can get in the sense of amount of time spent trying to tune a system and uniformity?
BW: As Justin mentioned, I love using that term “whack-a-mole.” I think it’s a great way to describe it, it’s a great way for people to understand. You bop down one of those thermocouples, you get it into the right temperature, and then the next one popped right back out. And the reason that happens is because these furnaces are nonlinear systems.
When you look at the inputs and you look at the outputs and you try to model it just from a purely physics or mathematical perspective, it’s not something that can be tuned linearly, you can’t just adjust a valve and then adjust the second valve and expect all of the adjustments from the first one to carry over. You’re constantly throwing one thing out of whack when you bring another thing in.
You also touched on this with your other question: there are so many other factors that affect the uniformity of the furnace. If we built five identical furnaces in our factory and got all of the burners set up identical and we shipped then out to five different locations, they’d all be different — completely different — because it’s the humidity on that day, it’s the temperature, it’s the elevation that it’s installed, it’s whether or not the facility is indoors or if they have their garage doors up- there are so many different factors that affect it. It’s the humidity when we mix the refractory on that day that affects it.
So, you can’t just tune it, forget about it, and ship it off. It needs to be done on site. And today, it’s kind of that “art” — it’s someone that is highly trained, they have years of experience to do it. They’re the “furnace whisperer,” they can figure out exactly how they get those systems into tune.
So, what we did is we took a step back and we said- how can we try to approach this mathematically? The first thing that we identified is we cannot be adjusting one at a time. You don’t adjust burner one and then look at the temperature readout and then adjust burner two. We can’t do it that way. So, we said we have to figure out how we can model that 3D space, those inputs and those outputs and that relationship between them, and that’s the fundamental nature of what the CertiFire™ does.
Photo Credit: Fives North American Combustion, Inc
We use this phrase “response matrix” and this is the way that we’ve created this virtual map of the furnace. It maps all the inputs — those burners, those heat sources — to all the outputs — those thermocouples in the work zone, that temperature measurement point.
And what we do is we go through this training phase for every furnace where we modulate our burners, we change the firing rate in a known way for all of the burners and then we measure exactly how those temperatures of those thermocouples in the work zone change. And the way that they change, the speed at which they react, the amount of time it takes to heat up and cool down, and the exact 3-D map of where those thermocouples are and how they react to each burner and where those burners are, is what this response matrix is.
The beautiful thing about the math behind it is you can solve the equation forwards or backwards. So, it’s easy to modulate a burner; it’s an independent variable. You can tell exactly where to be. You don’t know where the temperature is going to be, but you can measure it once you modulate that burner. So, that’s our equation.
We build the forward equation, and the beauty of CertiFire™ is we just flip it backwards. We solve it the other way. We say, “Where are all our thermocouples today? What’s our survey temperature?” All right, well, this one is 5 degrees hot, this one is 20 degrees cold, so you have all of your ΔT’s and then you say- well this if is my array of delta T’s, then divide by their response matrix. What’s my array of delta burner adjustments?
So, it solves for all the burners simultaneously, it takes all the adjustments into account, it gets rid of that whole whack-a-mole game, and it tells you burners 1 through however many you have need to be adjusted x% up, x% down, you do the adjustments, it looks at it and says, “Is it good enough?”, and if not, make another adjustment.
DG: Very interesting. So, this is all done through algorithms and things of that sort, I assume, the “secret sauce.”
BW: Right, exactly. It’s some fairly simple math but it’s this matrix math where we’re trying to model multiple inputs and multiple outputs, and we’re trying to map N-inputs to M-outputs. It’s not necessarily linear still but we’re making these linear approximations for a nonlinear system.
DG: I’m going to create a fictitious persona here and ask you about the capabilities: I’m a guy who owns a furnace that is a class 4, class 5, class 6 — let’s say it’s not super-precise as far as temperature uniformity (±15 or upwards). It’s an older system. I’ve got old burners on there, and I’ve got old valving on there. In order to use the CertiFire™, do I need to update those burners and/or valving so that it can be precisely tuned, or does the CertiFire™ work on any type of current combustion system?
BW: I guess I would say yes and no. I’ll get into the details on that because it can be kind of a confusing or irritating answer. I’ll start with yes, because the fundamental algorithm really doesn’t care that it’s a furnace at all, it doesn’t care that it’s a cube, it doesn’t care that it’s X number of burners or whatever dimension. The fundamental algorithm is simply that you map inputs to outputs, and they can be any different size, they don’t have to be the same size, and then it allows you to solve it backwards. The fundamental algorithm, the piece that is the heart of the CertiFire™ can absolutely work on that furnace.
The reason I said no is because the first piece of technology we’re trying to tackle with the CertiFire™ is a more advance PLC controlled system. The way that we do tuning today is we use actuated bleed valves per burner on our furnaces so that we can make that fine tuning automatically through a PLC adjustment. Because the PLC can control those actuated bleed valves per burner, it’s really simple for a device to just simply plug in with the data cable and then immediately take over the furnace and make these adjustments automatically at the push of a button.
That’s the first tier of furnace technology that we’re trying to tackle, that we’re trying to release a product for. What we’re working on after that tier, our lower tiers, are furnaces where customers are wanting to retrofit to a bleed valve system and then, finally, after that, are customers who are unwilling or don’t want to upgrade to that retrofit system.
Because no matter how you make that adjustment, the easiest way is a bleed valve if you already have it. But no matter how you make it, if it’s eliminating orifice valve and it’s a technician with a screwdriver in his hand, it’s the same algorithm. The only difference would be the CertiFire™ HMI may print out a sheet of paper that the guy can walk around the furnace with or he’s carrying an iPad and it says “Burner 1, quarter turn right, burner 2, eighth turn left.” He can make them one after the other in series because the solution itself is still a parallel solution.
DG: Obviously, it’s going to take more time and there’s more manual interaction there with that latter example you were giving.
BW: Right. But it’s certainly not more manual than they would tune it without the CertiFire™. It doesn’t take that furnace whisperer technician to get that done — anyone can use that sheet and make the adjustments that it tells them to make.
DG: It sounds like, with yours, even if you’re doing the adjustments manually, let’s say, in your latter example, you’re going to go out and you’re going to make an adjustment to all 12 burners on your furnace and come back and see how that goes. Whereas if you’re the whack-a-mole furnace whisperer, he’s going to go out, adjust one, come back, see how it goes, go back out and adjust another one. So, that makes some sense.
Photo Credit: Fives North American Combustion, Inc.
How about installation of this thing? You mentioned data cables and things of that sort. How complicated is this thing to install, and how much time to install?
BW: Starting with the first tier of customer that we’re trying to talk about here, if there is an existing furnace, if it has the panel that we built for this customer, if they have these bleed valves with actuators on them talking to the PLC today. If we were to walk into that facility, we would have a box that is literally plug-and-play. It needs power, it needs data, and then your HMI has a green “go” button on it. It’s something that we would preconfigure because we’d understand the tags inside of the PLC and how to communicate to all of the valves. It would actually be that simple.
If it was built by somebody else or it was an older panel or we didn’t know how the PLC worked, it would probably take some time for us to understand it from the controls perspective so that we could get all of the tags coded properly, but that’s not anytime where the customer is not running. They’re still running, we’re just in the background reading some PLC information.
And then, finally, if this is a customer that wants to add that equipment, if they’re looking to upgrade if their equipment is older, or maybe their class 5 today but they really want to be class 3 or maybe even class 2, we would probably suggest, with or without CertiFire™, to upgrade to those bleed valves per burner. We think we can get better control with that and in that case, maybe the customer has to shut down the furnace for a week while we do the installation and then once it’s installed again, it would really be that simple as a plug-and-play device with a data cable.
DG: Justin, I’ve got a question for you, now: I can imagine that some of the viewers/listeners are wondering, “Yes, I’ve got a combustion furnace I’d like to do this. Does it make sense for my furnace?” Are there any systems out there that you can think of, any furnaces with combustion, where the CertiFire™ would not make sense? Are there any applications or anything along that line?
JD: Honestly, I think that if you need to comply or certify your furnace to any uniformity standard, The CertiFire™ could definitely help. As Ben stated, there are different tiers of the product and how it would actually be from the customer experience. From a totally automated state to one where CertiFire™ is like the assistant to the person performing the tuning. But there are no configurations — step fire, pulse fire, excess air modulated, everything under the sun — the CertiFire™ can help solve those problems for them.
DG: So, I assume the aluminum industry, steel industry, heat treat industry, generally speaking, have no problem firing into radiant tubes?
JD: So, obviously, we’re at the beginning of the launch of this product, so where we’ve focused on is direct-fired heat treat furnaces and torch furnaces, and we’re looking to branch out into other things. We’ve even had discussions internally of using this on resistive heaters for electric heaters because we know “the green wave” is coming. The product itself has been, I think, stated pretty well.
The algorithm has no idea that it’s even a furnace. It could be applied to pretty much everything. I think this is going to be one of those products where we made it for this — we do this all the time with our burners — and then we find all these other ancillary uses for it because it’s such a revolutionary kind of idea.
DG: As you were talking there, I was thinking to myself, “Yes, you know, if you designed it so far for direct-fired, to a certain extent, radiant tube applications might add a little more complexity to it because you’ve got heat transfer rates through a tube, but, I suppose, still, it’s going to do the job because it doesn’t know.
JD: Yes. There is a thermocouple having a response and then there is this burner input. The way the heat transfer happens is going to change, but you’re going to have to modulate the radiant tube to get where you’re going to need to go.
Photo Credit: Fives North American Combustion, Inc.
DG: So, it’s “heat source agnostic,” we’ll call it.
Does this system have any type of reporting? I guess you did say, Ben, that after you do the first test and establish the response matrix, there is some sort of a report, I assume, when you want to tune it, but what is the reporting, what’s it look like? What are people going to get from this thing? And I guess I want to ask about the platform that it’s on, I guess it’s just PLC-based, right?
BW: The tuning is done through the PLC because it’s communicating with those actuated bleed belts. The actual box itself is essentially a computer, so it’s running our own custom code and it’s executing that to communicate with the PLC. We’ve tried very hard to make it PLC agnostic so it can communicate with the most common things we see in the market today. It can communicate over common protocols like Modbus, it can communicate with Rockwell’s EtherNet/IP or Viessmann F7. So, that is essentially just a computer — it’s a Linux box that can talk all of those languages at once, so it can just plug-and-play with the PLC.
The reporting we’ve tried to make look similar to what people are used to. People are used to looking at chart recorders to see temperature, so we have essentially a more advanced display of live data, chart recording for temperatures for valves that you can see exactly where it is with historical data easily available at a click and drag so you can see where it was and where it is today.
As far as an output of the report, we’ve also tried to make that look, as much as possible, like what people are used to seeing. With the AMS certification, there are guidelines about what data needs to be stored, what needs to be reported, and while we’re not doing the certification, that type of time-stamped temperature by furnace ID, by who ran the test — all of that information is generated in these reports every time that you do this response matrix as training creation, and then every time that you solve that and do this tuning of the combustion system.
DG: I can see some people wondering about this: Is it Cloud-based at all or is it all on site?
BW: It’s entirely on site. There is certainly the option. I know some customers (although it’s rare but it is growing today) want their information to be more accessible than it is today. But if a customer doesn’t want that, if they want everything restricted to plant, if they want it restricted off of the plant network and even adjust on the box itself. We can do that as well. Today, we don’t have Cloud connectivity built into the base box. We wanted to make it simple, we wanted to make it easy for customer compliance. It’s an option, it’s something we can do, but it’s not something we wanted to pursue in the first release.
DG: You’re avoiding a lot of potential internet cybersecurity issues with that.
I have a forward-looking question for you. By the way, I should mention, I’m sure by the time people listen to this, the AISTech Show will be over because it’s scheduled for next week (we’re recording this on the 10th of May and it’s scheduled for the 17–19th). I know that you guys are giving a presentation there so perhaps we can reference that on this podcast and give a link for it. . . CLICK HERE.
I know you’re just launching it. Actually, when did you launch it? Has it been weeks, months, or a year?
JD: I think it’s been about a month.
DG: So, it’s relatively new. As I say, we’re doing this on May 10th, so let’s say, April or late March you launched this thing. Have you put any thought into the future? Do you have dreams and hopes, and, if so, what might they be?
JD: Absolutely, we have some plans. Some immediate plans are we’ve talked about the tiers and how we’re going to keep pushing forward with making this a product that is for all furnaces for all direct-fired furnaces, to start, with manual valves and automated valves, so we’ll get to the tier 1, 2, 3.
Then, a big trend we’re hearing as we’re talking to customers is more gear towards predictive maintenance. Obviously, we need to tune the furnace, but the customers don’t want you tuning the furnace every time they need to certify because that calls into question their parts from the last quarter or half year that they’ve been doing.
So really you tune once and then you probably go a year; hopefully on our furnaces we go many, many years without drifting. But the box can also be used for some predictive maintenance. Use the thermocouple inputs that we have to measure the box shell temperature, see if the fiber is degrading, see if you’re up for a realign, see if your flows need to be readjusted. So, there’s a more predictive nature to the retuning process rather than a reactive nature. That’s really going to be the next step.
Then we’ll look forward to see if there’s other type of heating — like you said, radiant tubes or resistive heating. I think that’s a little bit further in the future, mostly because we’re, obviously, a gas combustion company so we’re focusing on what we know first and then we’ll build out from there.
DG: So, you’re saying some of that stuff that you’re hoping for the future is not really even combustion related, you’re going to be doing condition of the furnace.
JD: Right, like a furnace health monitor. I think everybody wants to know they’re running that furnace pretty hard (especially in a forge environment, you’re beating the hearth pretty good). To have a one-month out warning, “Hey, you might need to shut down, rather than a catastrophic failure.” We’ve gone into furnaces too much where there’s been a hole in the roof, because the fiber fell out or they just didn’t know about it. We’re trying to help customers out before something like that happens.
DG: Right now, I know almost all of the burners (the stuff you’re currently doing) are all hardwired, correct? Is there any thought about making them wireless? Is that even a reasonable thing to think about or not?
JD: From the burner standpoint or from the CertiFire™ standpoint?
DG: From the CertiFire™, in the sense of controlling and getting the data in and out. Maybe it’s a silly question, but I was just wondering. Right now, you’re just hardwiring all this stuff.
JD: That’s correct. Generally, that’s currently the way furnaces are configured. They’re all hardwired to a local PLC. Ben could probably speak a little bit more about it. I think we’ve talked about ways to wirelessly link devices more as diagnostic devices, not controlling wirelessly. You can’t really control them wirelessly because of the response time, but diagnostic components could be wireless.
BW: One of the first things that we did when the CertiFire™ was in prerelease was we were designing this box to essentially plug and be installed on that furnace. Then we took a step back and we tried to consider who’s going to be using this, how do they want to use it, what do their facilities look like?
A lot of people have multiple furnaces — maybe as little as two but sometimes upwards of twenty furnaces. Maybe you don’t want to install it permanently, maybe you want to be able to move it around, or maybe if you have a plantwide network and intranet there, you can plug this in your control tower and you can sit in an airconditioned room with one CertiFire™ and talk to every furnace at once.
That’s something that we put into that release from a month ago so the release CertiFire™ can communicate with all of your plant network at once (if you have the plant network), or just with that one furnace if you want to plug it into that one isolated furnace. We should be able to essentially it fields wirelessly you can communicate to whatever is on the network at once.
JD: Like you said already, we’ll be AISTech next week, (it will probably lapse this podcast). Then, I’ll also be presenting at the IFC (International ForgeMasters Congress) in June and with future engagements at Furnaces North America. This is our roadshow this year.
DG: You’ve got a lot to talk about! Like I said, I don’t know about you, and I know the answer to this question but I’m going to ask it anyhow.
BW: Nothing that I’ve seen.
DG: I don’t think anybody else has anything like this, as best I know. If they did, they’d be foolish to say so. But I haven’t seen it. I don’t know. Maybe they are and I’m going to catch grief for saying that.
It’s an interesting new product and I wish you guys well. I hope you’re very successful.
Good to have you with us, guys. Thanks very much for joining us.
AddUp, a provider in the field of metal additive manufacturing (AM), and a creator of thermal solutions have signed a partnership to develop high value-added solutions for the thermal treatment of 3D printed metal parts.
The AM solution provider's expertise lies in two technologies: first, powder bed fusion (PBF), useful for the manufacture of metal parts with complex geometries and improved performance, and second, directed energy deposition (DED), which is ideal for the repair of parts and adding function. They manufacture 3D printing machines and produce AM industrial metal parts.
The ECM Groupprovides vacuum furnace expertise to the heat treat production needs of sectors such as: medical, aeronautics, e-mobility, and renewable energies. With experience in the control of atmospheres, gases, and thermal applications, the ECM Group is will play a critical role in the partnership to help AddUp meet the requirements of the aforementioned four sectors.
"At ECM, we are convinced of the potential of metal additive manufacturing, some applications of which will lead to mass production," says Yvan Trouillot, sales director for ECM. "Together, our ambition is to develop these technologies to help our customers progress by offering them the best solutions on the market."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Al-u-MI-ni-um. A-LU-mi-num. Heat treating aluminum is not something we often get a chance to talk about, but it is everywhere. From the bikes we ride to the foil bound around last night's burger, this light-weight metal certainly has a place in our daily life. Today's Technical Tuesday original content article highlights some of our favorite aluminum processing features over the years.
Aluminium is the most widely available lightweight bike frame material, up to three times lighter than steel frames. It provides the low weight, stiff, durable, rust resistance, and affordable ride that we look to enjoy up mountains, through city roads, and along park trails. But aluminum also has a bunch of other uses, as in the medical and automotive industries. How is this lightweight metal heat treated? Let's review these three content pieces from Heat TreatToday'sfiles.
Combatting Corundum
Taking it a step back to aluminum melting and refractory, hear what Dan Szynal, VP of Engineering & Technical Services at Plibrico, has to share about the causes and mediation of corundum growth.
What better way to learn about aluminum processing and heat treat rather than watching it happen in this 1940s-1950s video? It's got the classic black & white, intense masculine voice narrator, and the illustrated graphics everyone loves. What do you think of this 22 minute video? Let us know!
"When fully developed and implemented," this piece of news reads, "it will eliminate direct greenhouse gas emissions from the smelting process and strengthen the closely integrated Canada-United States aluminum and manufacturing industry." Learn more about this innovative process for aluminum processing and then compare with current greenhouse advances in the steel industry.
Summer is slipping away, is it time to go back to school? Heat TreatToday is sharing some of the training resources that you should consider if you're committed to increasing your heat treat knowledge.
The resources in this original content article come from Heat TreatToday's 2021 Trade ShowSeptember print edition. If you have a training resource that we missed send your own top pick to Karen@HeatTreatToday.com to be published in the 2022 print edition!
There’s nothing like gathering with fellow industry colleagues at in person seminars, conferences, and classes to learn the basics, the newest trends, and everything in between. Check out the different training opportunities and organizations that provide lessons and courses.
AP University
Dan Hill, AFC-Holcroft: "Applied Process offers their AP University by invitation to train attendees in the benefits, design, and manufacture of austempered ductile iron and austempered steel components. The two-day program includes classroom instruction by several presenters combined with a heat treat plant tour and a ductile iron foundry demonstration. I was fortunate to attend this thorough training and enjoyed all the interaction with presenters. I would recommend this training for prospective customers’ product designers, metallurgists, and quality personnel as the use of austempered components continues to rapidly increase."
Tom Morrison, Metal Treating Institute: "MTI’s online academy has 5 different certificate programs in the areas of technical knowledge, management skills and plant safety. MTI’s online academy meets training guidelines for Nadcap, ARP 1962, ISO9000 and AS9100. Check out the specific certificate programs."
Justin Bunzeluk, AFC-Holcroft: "AFC-Holcroft recently implemented our 'AFC-Holcroft University' courses, which were initially developed specifically for our own employees. Three levels of training, ranging from Basic to Advanced, were offered on a number of topics drilling deep into the technical aspects of equipment design and function. Each training session has been championed by an internal expert on the selected topic. Because the content of each of the 12+ courses is so highly specific to furnaces, we may decide to offer some sessions to customers in the future."
YES Management Training Program
Tracy Dougherty, AFC-Holcroft: "We have been fortunate enough to have had a number of employees over the years enrolled in MTI’s intensive YES Management Training Program. Our graduates have found the program to be well worth the time and travel investment, and AFC-Holcroft considers it an honor to nominate any of our employees to take part in the program."
ASM’s Practical Heat Treating and Basics of Heat Treating
Dan Hill, AFC-Holcroft: "ASM International offers several courses in self-study, virtual, and in-person format designed for the heat treating industry. These allow for great flexibility to get training completed at time and pace convenient for the trainee. I’ve attended both 'Practical Heat Treating' and 'Basics of Heat Treating' courses myself. These are excellent primers with a wealth of course material that I still refer back to from time to time as references."






 A major North American supplier of agricultural and lawn equipment purchased a complete batch austemper line from a U.S.-based supplier of heat treating equipment. The line, consisting of two universal batch quench-austemper (UBQA) units, is equipped with a pre-treatment spray dunk wash, a post-treatment multi-stage washer, pre-heat temper furnaces, a salt reclaiming system, and a salt holding tank.
A major North American supplier of agricultural and lawn equipment purchased a complete batch austemper line from a U.S.-based supplier of heat treating equipment. The line, consisting of two universal batch quench-austemper (UBQA) units, is equipped with a pre-treatment spray dunk wash, a post-treatment multi-stage washer, pre-heat temper furnaces, a salt reclaiming system, and a salt holding tank.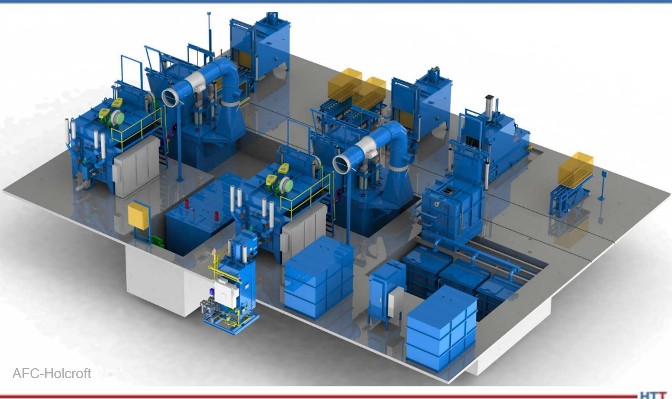









 Cybersecurity: it's important for more than just keeping checking accounts safe. Banks, government agencies, and online data bases all require strict cybersecurity. But what about heat treaters? What are cybersecurity requirements for heat treaters, and how can they become compliant?
Cybersecurity: it's important for more than just keeping checking accounts safe. Banks, government agencies, and online data bases all require strict cybersecurity. But what about heat treaters? What are cybersecurity requirements for heat treaters, and how can they become compliant?