Trevor Jones President Solar Manufacturing, Inc. Source: Solar Manufacturing, Inc.
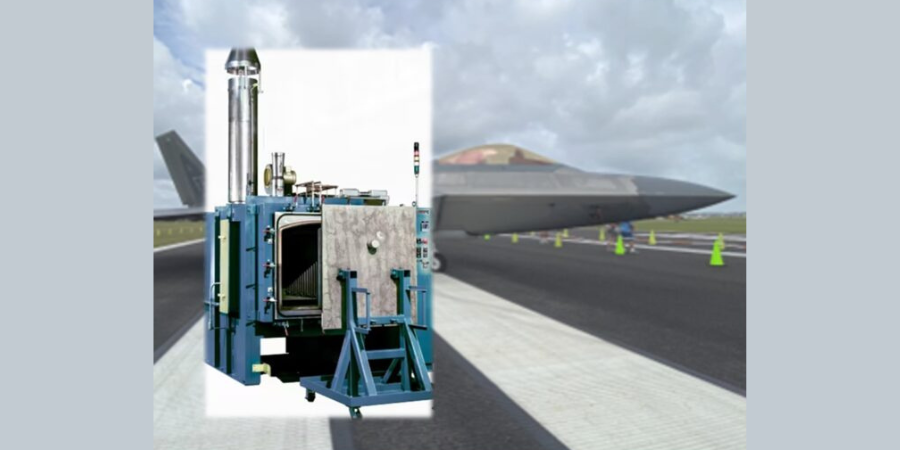
A vacuum furnace manufacturer in North America has acquired purchase orders for ten vacuum furnaces this 3rd quarter. The furnaces will be shipped to companies in the following market sectors: aerospace, commercial heat treating, and additive manufacturing.
Solar Manufacturing Inc. is based out of Pennsylvania, and the new systems will be sent to locations throughout North America. The various types of new furnace orders ranged in size from the compact Mentor® and Mentor® Pro series to a large production furnace with a work zone of up to 72” in length.
“[S]trong quotation activity levels seem to indicate customers are optimistic to expand after the pandemic ramifications continue to ease," commented Trevor Jones, President of Solar Manufacturing.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat TreatRadiohost and Heat TreatTodaypublisher, Doug Glenn, is bringing us to the world of salt bath heat treating. To take on what this is and why heat treaters should consider this method, Doug is joined by three gentlemen with Kolene Corporation: Dennis McCardle, Ken Minoletti, and Jay Mistry.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, welcome everyone to another episode of Heat TreatRadio. I’m really excited today to be talking about salt bath heat treating with the good people at Kolene Corporation. Let me introduce the folks and then we’ll get rolling.
Contact us with your Reader Feedback!
First off, gentlemen, welcome to Heat TreatRadio, I’m really glad to have you. The first person I would like to introduce is Ken Minoletti who is vice president of Thermal Processing at Upton Industry, now a Kolene Corporation company. Ken has 45 years of experience in all areas of the company operations relating to the design and manufacture of salt bath furnace systems and other thermal processing systems. When Kolene purchased Upton in 2021, retaining Ken was a critical part of the terms of the sale. He’s an expert in the field and well respected in the industry. I have known Ken for many, many years. Ken, it’s really good to be visiting with you today.
Kenneth Minoletti VP of Thermal Processing Upton Industries, Inc. - a Kolene Company
Ken Minoletti (KM): Thank you for the invitation, Doug.
DG: The next person is Dennis McCardle. He is the executive VP of Kolene Corporation and has 34 years of experience at Kolene in all aspects of salt bath manufacturing and operation. As executive VP, he is very well respected and considered an expert in salt bath technologies for industry, serving hundreds of customers. Dennis, welcome, it’s really good to see you. I’ve known you for many years as well.
Dennis McCardle (DM): Thank you, Doug.
DG: And finally, last but not least by any stretch: Jay Mistry, senior sales representative of heat-treating chemicals at Kolene and Upton. Jay came to Kolene in 2001, as well, with 33 years of experience at Park Thermal International as their former CEO. Jay is a high-energy, forward thinker, which I can attest. He cultivates and maintains strong industry relationships as the head of Kolene’s heat treat chemical sales. Jay is a wealth of important historical information and ideas.
So, there you go. Gentlemen, you sound good to me already!
We were talking before we hit the record button that when I read these bios, I said, “Boy, we sound good.” Fortunately, we can say, those are true. It’s really good to have you guys.
We want to talk about salt bath heat treat a bit. Just for the listeners, I want to lay out a bit of an outline. What we’re going to do is we’re going to talk a bit about Kolene Corporation first because there’s been some pretty significant activity at Kolene. We’re going to talk to Dennis about that for a minute. Then, we’re going to talk about the equipment -- salt bath equipment; we’re going to talk to Ken mostly about that. Then, we’re going to talk about materials.
I want to talk to you a bit about Kolene. There is a lot of activity over there.
DM: There’s a lot of activity. We’re very excited.
DG: Tell us a bit about the history, first, very briefly.
Dennis McCardle Executive Vice President Kolene Corporation
DM: Sure, my pleasure. Kolene Corporation was founded in 1939. We’re a privately held, small business in Detroit. We’re a single-source supplier of process equipment, process chemistries, technical service and support, R & D, development, lab support services, engineering design capabilities -- I mean, we’ve got basically the whole gamut of supply chain.
Our processes are used in a wide variety of industries, Doug, so it’s really hard to go into them all. But typically, the difficult metal cleaning applications is where we’ve made our bones.
Then, when you look at it in 2021, we entered the heat treat marketplace with the acquisition of Upton Industries. It is a renowned name in the heat-treating industry, of both supplier of equipment but also technologies. We also, at the same time, took on the industry-proven chemistries of Park Thermal International. Those chemistries are really the lifeblood of what we’re going to be doing in the heat treat industry.
We’re very excited about the future and what we see coming along. When you think about it, both Ken and I were talking, and now, with the combined companies, we have 170 years of salt bath experience. It’s unbelievable synergy that we bring to our company now. It’s really exciting.
DG: That is exciting. I want to be clear on before the acquisition of Upton and things of that sort. What were the core markets that you guys were serving? You mentioned it was metal cleaning?
DM: Metal cleaning, yes. When you look at it traditionally, when we were initially founded, we were doing cast iron cleaning for the navy. We still do that process that was developed in the forties. When you look at it, steel, of course, to scaling, is the largest portion of our business. We also are in the engine remanufacturing sector, the aerospace sector. We’ve got a great deal of breadth, if you will, of the different industries that we supply our cleaning technologies too.
DG: The company has been around a long time. You mentioned Upton as being a well-established name. I have been in the industry a long time; I’ve heard of Kolene for quite a long time, even in the thermal processing industry, heat treat industry, if you will. You guys have been around.
DM: We have, yes.
DG: Before we move on to Ken and ask him some questions about the equipment, specifically, I’m curious -- and I’m sure many people out there would like to know -- What is driving this? You’ve acquired two companies, basically. What’s behind it? It sounds like you’re on a growth mode.
DM: We are. We’re a family-held company. We’re in our fourth generation now. We have always looked at that sector, the heat treat sector, as an opportunity. Obviously, when we were doing the salt bath nitriding, we touched on it a bit, but we really didn’t get into it as we wanted to see and experience. When we looked at it, it was always in the back of our minds, should we enter that marketplace?, It was one of the owner’s sons, Tim Shoemaker, who really started making the inroads of -- Why don’t we go after this? Why don’t we look at this more seriously? He was the driving influence along with his brother, Peter, to move into this. The opportunity arose. Everything fell together just beautifully at the right time, place, and it just worked out fantastic.
DG: Let me transition over to Ken because I want to just kind of piggyback on that. Dennis, thank you very much. I want to talk to Ken just a minute about the whole acquisition -- Upton becoming a part of Kolene. Can you give us a quick overview of how that happened?
Peter Shoemaker Vice President of Purchasing Kolene Source: PRNewsWire
KM: Sure. Obviously, everybody looks to continue the longevity of the corporation as we proceed. We’re all not getting any younger! Upton was started in 1937, so we were two years ahead of Kolene Corporation. It had always appeared, in my opinion, to be a very good fit. They are parallel lines of salt bath treatment. We actually competed against Kolene for a number of years, primarily, but we found our mainstay to be in the heat treat industry when it came to thermal processing. The passing of the president of our company opened up the potential for the merger or acquisition, and it worked out very well. We worked with the Shoemaker family and came to an agreement back in October. So, we’re really completing our first year from October of 2021. We’re one year into our leadership as a Kolene company. But they said they understand the importance of the brand name of Upton and, obviously, that will not be going away.
DM: It is a key point. That name is really very important to us in the branding. It’s something we don’t ever want to lose.
DG: Both those companies are very good names in the industry -- Park Thermal International and Upton.
So, Ken, Upton has been located where?
KM: We’re in suburban Detroit in Roseville. We’re probably about a half hour drive door-to-door with the Detroit campus.
DG: Is that location going to stay, or are you going to consolidate?
KM: We’re going to stay, yes.
DG: Let’s talk about the salt bath equipment. A lot of the people who listen to this are manufacturers who have their own in-house heat treat. I’m guessing a large portion of them have stuff that’s not salt bath, although I’m quite sure there are some that do. Talk to those people who don’t have salt baths at this point. Why should they be considering salt bath equipment?
KM: Some of the big advantages, number one is temperature uniformity (+/-5 degrees Fahrenheit), being a conductive liquid, meeting the spec of AMS2750. Plus, its variables -- you can really run multiple differing grades of materials through the furnace merely buying limited by the operating temperature range of the salts. You run carbon steels, alloys. It’s a simple operation -- there are no generators, there is no carbon balancing for an atmosphere, so you don’t decarb. You rectify the bath to maintain pH, and that will prevent decarburization.
DG: How about the different processes that can be run? In a salt bath, what are the different processes that can be run?
KM: Our core business is neutral hardening. Austempering, marquenching and tempering, be it in salt or oil, aluminum solution treating for the aircraft industry, and also aluminum dip brazing. We’re becoming the worldwide leader in the supply of dip brazing equipment. and we have really opened up in the international markets. Again, it’s that temperature uniformity aspect of the equipment.
One sector that’s been taking off is the processing of Nitinol material for the medical industry. Again, uniformity. Molten salt heat transfer systems where the salt bath is generating, obviously, going to discharge into other equipment for heating practices.
A final one that’s unique is ion-exchange glass hardening. Cellphones. It provides for the transfer in the atomic structure of the potassium element into the glass, Gorilla Glass. We’ve talked over the years with quite a few manufacturers. It’s a little bit of a niche market, but it is beginning to expand.
Jeep® introduces Corning® Gorilla® Glass option for Wrangler and Gladiator windshields Source: CORNING
DG: That’s interesting! I’ve heard a lot about the processing of Gorilla Glass. I didn’t realize that some of that is done in salt.
KM: Along with aircraft windshields and a whole myriad of glass products that can be done in a molten salt bath furnace.
That’s kind of our core industry of what thermal processes we utilize.
DG: I want to come back to the dip braze, for a second. In dip braze, typically what type of materials are we brazing together? Is it a copper braze? How does it work?
KM: It’s strictly aluminum. A furnace that will run within the salt range, I believe it’s about 1170-1200 Fahrenheit. It’s 61-grade of aluminum. It goes through extensive cleaning practice. You’ll preheat gradually for no distortion. You’ll have your fillermetals in place; it’s textured on the product. They’ll dip braze usually within 45 seconds. The filler metal melts. It’s removed; it’s either air-cooled, fog or immersion quenched.
DG: Is that the type of brazing that takes place, like with clad material? Are you talking about heat exchangers and things of that sort?
KM: I’m talking about heat exchangers. We’re talking about wave guides, antenna, any number of products, primarily into the communications, satellite, aerospace industries.
DG: Typically, those braze processes, the temperature tolerances have got to be within 5 degrees because otherwise you start melting down either your base or your fins or whatever.
KM: Yes. The criticality of brazing in the aerospace industry is definitely one advantage that molten salts have.
DG: One last question for you, Ken, well actually two. The materials that you’re processing -- did we hit on that already?
KM: In neutral hardening, it can be medium to high-grade carbon steels, alloys. Obviously, the aluminum, the Nitinol materials, stainless steels somewhat. Again, you’re really only limited by the temperature operating range of the bath. You can run tool steels to 150 degrees.
DG: One last question I’ve got for you on this is: In your experience, you’ve probably seen ebbs and flows as far as interest in salt bath heat treating. Where are we on that spectrum right now? Are we at the peak, are we growing, where are we?
KM: I think we’re still growing. Again, one of the avenues is the aerospace -- aluminum dip brazing. Neutral hardening, the advantage of the conductive heating in a liquid, you can heat material up. Kind of a rule of thumb is 3-4 times faster than you can in an atmosphere furnace. If you’re able to heat up more quickly, it will reduce the size of the equipment. Plant floor spaces are always at a high commodity opposed to a potential continuous atmosphere line. It can be run by a single operator, delivering a rack of lawnmower blades every 8 minutes. You’ll offload 120 lawnmower blades. It is very, very high-volume production.
DG: Jay, I want to jump over to you with a few questions. Materials in salts and things of that sort, I’m probably going to ask you the most difficult questions. When we deal with salts, I know immediately most peoples’ minds go to -- “Uh oh, salts, I’ve got to be careful.” Let’s talk about that for just a little bit. Are there any types of new materials, if you will, new media out there that people should know about, new salts or things of that sort?
Jay Mistry Senior Sales Representative - Heat Treat Chemicals Kolene Corporation /Upton Industries, Inc.
Jay Mistry (JM): The salt products have not really changed very much over the years. You have your standard neutral salts and the quench salts. They haven’t changed a whole lot over the decades. That is good for all the customers using the product because they want that continuity.
The most difficult sell to a customer is when you start changing salts. That seems to create some problems because the specs have already been established for what type of salts to use. When you start playing with the formulations and things like that, that discourages a lot of customers from trying new things. A lot of them are aerospace-based, automotive-based, and they need to get the approvals from those sources before they make any of those changes. So, you tend to maintain those salts with very little changes.
DG: And I assume, the reason they’re given those specs -- let’s say they’re aerospace specs or whatever -- is because they want to be sure that the salts are cleaned off, that the salts have the same properties during the thermal process, that they’re able to be cleaned off as well, is that right? Is there anything else that is of concern?
JM: 100%. Salt maintenance in the salt bath, desludging in the case of brazing salts, sheeting -- all of those things are crucial to maintaining a good salt bath system, achieving temperature uniformity, and getting excellent results. All of those things go hand in hand, for sure.
DG: The other question I’ve got for you is a supply chain question. We’re recording this the last day of September (2022) and supply chains are messed up, let’s just say.
DG: How about on salts, Jay -- are we having any supply chain issues?
JM: We still have challenges and so on in terms of raw materials but Pete Shoemaker and his group have done a fantastic job making sure that our needs are met. Deliveries sometimes alter based on deliveries of raw materials, but we still continue.
Costs are difficult to hold at any given time; they are everchanging. We spend a lot of time with our customers to try and explain the changes in costs. Salt products have generally been very stable, but today’s world has changed everything. As opposed to holding pricing for 3 months to 6 months, now you’re literally changing from an order to an order, and that’s difficult for a lot of our customers.
DG: You and I were talking, about customers who might want to change suppliers. Let’s say somebody is having a supply chain issue with their current supplier and they want to come over and talk to Jay Mistry about buying salts from Kolene/Park Thermal International.
We discussed a little bit about the concern about mixing salts. Can you address that a little bit? Are there any concerns there we need to worry about?
JM: Going back earlier when I mentioned that not much has changed in the salt products, per se, and that’s in line with in keeping with the salt supplies that we have with the current customers.
To answer your question, the formulations are essentially the same from one product to the other, and so customers really have nothing to worry about blending one salt to the other. In fact, it’s to their advantage to have a secondary source or alternate sources because of supply chain issues. But a lot of them have concerns. They don’t have a chemical background, so there is always the hesitation changing formulations and so on. But we can match any salt product that’s out there, and our clients would be able to use it without any interruption.
DG: Even if there was a question and they’d like validation, I assume you guys could probably do some sort of chemical analysis of their salts and verify that there’s going to be no problem, if necessary.
JM: Absolutely. We have a full lab here that we could do salt analysis. In fact, we provide a service for quarterly analysis and maintenance and so on.
DG: Salts are hazardous, Jay. How do you address that? When I hear of salts, I automatically think, “Oh, boy, the EPA is going to be knocking at my door.”
JM: There is no doubt -- they are a hazardous product. One has to be aware of proper handling, disposal issues, and so on. But I think with Ken’s group, our group at Kolene, we can educate the customer and help them through all of the regulatory processes and make them aware.
Handling the products, as Ken mentioned, is not very labor-intensive. Typically, one guy can run a salt line, type of thing. From a worker exposure, it’s minimized. The continuous lines that Ken’s facility provides, it’s always an enclosed system with the proper exhaust system. So, all of those effluents and emissions are taken care of and handled. We just spend extra time with new customers to make them feel comfortable with using salt products. Once they get the hang of it, I think most of them would say that their worries were unfounded.
DG: Ken, do you agree? I mean, this is the handling of salts. Does the cost/benefit analysis of going to a salt line far outweigh the downside?
KM: I think so. As Jay was talking about the discretional areas (maybe east coast/west coast as far as remediation), strict remediation is going to vary from locale to locale what your discharge requirements are. Out of the automated systems, we build strictly vent to atmosphere; there is no wet scrubber or any type of remediation on the fume. You will have metallic oxides in the disposal media from the bottom of the high heat pot; that always needs to be analyzed to determine what is the proper disposal method. Nitrate salts, any thermal process equipment company is going to be quenching in nitrates. We’re austempering, they’re austempering. It’s the common challenge of the industry, because it is the same equipment, same process.
DG: Dennis, how about you? Any comments on this whole concept of the hazards of salts? I mean, you guys have been doing this for decades, right?
DM: We’ve been doing it for decades, Doug, and we’ve, over time, optimized our systems and our processes to minimize any hazards or any potential risk. I mean, we take a great deal of pride in building a properly designed system that minimizes exposure, minimizes anything that could come along in the way of hazard. So, we’ve learned through the years how to do it, and we’ve gotten very good at doing it.
KM: This also opens up an avenue for our Roseville campus -- we can rely on Detroit on given situations where we need to take a more critical look at remediation.
DG: Focusing more on the heat treat side of things -- any interesting case studies that you can tell us about where somebody has either purchased equipment, purchased salts or whatever, that has just really been helpful to them?
KM: With regard to processing salt -- repeatability. Your quench transfer, quench delay -- that is all PLC controlled. We use encoders, variable speed drives. Our Dan Murphy has done an excellent job in that capacity over the years. Again, it’s just everything can program into a PLC, everything is brought in by ethernet communication. We actually have a module that Dan uses which allows him onto their plant floor from our engineering department in Roseville. He can debug issues if programs are a problem.
DG: A little Industry 4.0 or whatever we’re calling it.
JM: One of the things to remember in the salt, when we talk about heat treat, and Ken mentioned Nitinol medical sources, we, at Park, went through a scenario with a customer that was having issues with his salt bath. We managed to help him clean the bath out and recharge it. But the interesting point with this customer was that he was producing the glass capsules that go into an EpiPen which is crucial for a lot of people out there. With the recent pandemic, all of the syringes, the billions of syringes used, that’s all heat treated in connection with what Ken was saying with glass tempering. And that’s a salt process that’s actually right out there for everybody to experience. Without the heat treating, the glass tempering, we wouldn’t be able to produce needles, EpiPens and things of that nature.
DG: One last question: You guys know your customers very well, much better than I do. If there was a single message you would want to throw out there to your customers/potential customers, what would it be? Dennis, if you don’t mind, we’ll start with you. What’s the message you want to leave with them here about salt bath?
DM: I think salt baths, as you said, they can oftentimes bring a bit of trepidation in regards to whether I want to put a salt bath into my facility. But I think when you really set foot and talk with us about what we’re doing today, about the systems that we design today, I think you are really going to be put in a comfort zone when you see the efforts that we go through from a design and engineering standpoint, and all aspects of it. I mean, we take a great deal of pride in bringing not only the best system as is available, technology wise, but also in keeping people’s comfort levels at a good position through training. When we go and put a system in, we train people on how to operate it, how to work it safely. We take it very seriously when we put a system in making sure everyone fully understands the operation and fully understands that they can come to us at any time. We’re there 24/7 to take their questions and to help them and provide assistance. We try to be a one stop source for all of that.
DG: I assume, also, Dennis, that if anyone out there has a question and just isn’t quite sure if they want to do salt, I assume there are probably places you can take them to show them some installed lines.
DM: Absolutely. And that’s the sort of relationship that we have with our customers. Depending on the process, we can almost always get them to see a facility that’s operating a system today.
DG: It’s always good when your customers let you back into the plant -- that’s a good sign!
Jay, how about you? Any last message? Then, Ken, we’ll finish up with you.
JM: Just to follow-up on what Dennis said: I think the biggest advantage all of our customers, or potential customers, would have is that we are the single source for anything related to equipment to process to operation to pump outs -- from start to finish. You make one phone call and we’re here to answer all of it. You don’t need to go to many various people. So, it truly is a one stop shop where you can get all your answers with one phone call.
DG: Ken, how about you?
KM: I agree 100% with Dennis and Jay. The only thing I would add is being allowed the opportunity to communicate with customers. Don’t dismiss something at face value just because the rumor mill is saying it’s nasty, you’re going to have hazardous waste and everything else. Allow us to present the advantages of the equipment. I think a lot of times that opens a lot of eyes. Everybody thinks of the old salt pot furnace with salt over the floor. That’s not the issue anymore. They’re automated, enclosed, they’re ventilated, and limited operator access. There are advantages.
DG: Gotcha. So, basically don’t believe the questions I was asking about the nastiness of salts. I threw that out there just as devil’s advocate. I do think that’s probably a great point to conclude on is that, listen, if you have thoughts from the past, ideas and perceptions from the past of salt bath, let’s not limit to that. At least give it a shot.
DM: Come and see us. Come and ask us. Let us show you what we’re doing today. It’s a remarkable advancement from what we had 80 years ago.
KM: As Dennis said, we can use a referral to a customer, we can do site visits. Upton Roseville has always been the advantage we have a very good customer base. We always had the dialogue to be able to bring potential Upton customers in to take a look.
DG: Well, it sounds to me, gentlemen, like Kolene/Upton/Park Thermal is on the upswing. I congratulate you. I congratulate you guys and look forward to talking with you again. Thanks for your time, today, I really appreciate it.
A heat treat furnace has been delivered to a Midwest manufacturer of ceramic matrix parts. This system will be used for aerospace and military purposes.
Atmosphere-Controlled Retort-Burn Off Furnace Source: L&L Special Furnace Company, Inc.
Ceramic matrix parts materialize when nanofibers of silicon carbide or other ceramic nano threads are wound together, forming various sheets and 3D-printed shapes. The nano threads in the process are coated with proprietary resins that must be completely removed from the substructure using heat. The resulting finished product is lighter and stronger than titanium.
L&L Special Furnace Company, Inc.'s Model XLC3672 has a work zone of 32” wide by 32” high by 66” deep. It has a single zone of control with a temperature gradient of ±20°F at 1,100°F using four zones of temperature control with biasing to balance any temperature gradients. The Model XLC3672 is controlled by a Eurotherm Nanodac Mini 8 program mechanism with overtemperature protection.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
All the buzz in our industry seems to indicate that additive manufacturing (AM) and 3D printing are the next hot topics in heat treat, particularly in vacuum heat treat. Heat Treat Today decided to find out how these new technologies are shaping the industry. Read what five heat treat industry leaders had to say about how their companies are preparing for the next generation of AM and 3D printing.
This Technical Tuesday article bringing together the responses from these five companies was first published in Heat Treat Today‘s November 2022 Vacuum print edition.
What changes have you made to accommodate the AM/3D printing marketplace?
Dennis Beauchesne General Manager ECM USA, Inc.
The most important changes relate to the build plate size and how it connects to our standard size systems. Build plates are ever-changing, it seems, as customers have new applications and mostly larger build plates are being requested. In addition, the process parameters – such as temperature and time at temperature and quantity of material – are important. These two items have the most to do with reconfiguring equipment for the AM market. We have also been able to implement our wide range of automation and robotics skills into this equipment as the market scales up for high production.
How will your products and/or services change to accommodate this marketplace?
We are/will be introducing equipment that is in line with standard-build plate dimensions along with reducing operating costs.
Share how 3D printing or AM products/services help heat treaters.
Contact us with your Reader Feedback!
Recent debind and sinter applications have involved, as previously mentioned, complete robotics to handle parts after printing, to debind, to sinter, and then to process specialized by ECM, such as low-pressure carburizing. ECM has also provided equipment to provide all three processes in the same furnace without moving the load or requiring the furnace to cool and reheat. This reduces work processing time along with less handling and less utility cost.
What changes have you made to accommodate the AM/3D printing marketplace?
Mark Hemsath Vice President of Sales, Americas Nitrex Heat Treating Services
Nitrex Vacuum Furnaces, through its GM Enterprises acquisition, has moved heavily into additive manufacturing via large production MIM furnaces, which are able to both remove large amounts of powder binders and sinter the parts in the same process. We are in the process of installing and/or starting up five furnaces for these markets, and we have recently employed even more advanced concepts on high volume wax removal. A further trend is on higher value materials, like nickel and cobalt alloys and titanium, necessitating diffusion vacuum levels for processing. Nitrex Vacuum has had this experience already for many years, so moving to smaller scale 3D designs comes with years of experience.
How might your products and/or services change to accommodate this marketplace?
Smaller units are a trend to keep an eye on. We have over a decade of learning from the large units we offer, and this will allow us to compete in these lower volume markets (i.e., 3D) via our proven expertise. Several facts/ideas that we are keeping top of mind are:
Large potential in the future (whole new market starting to evolve)
Redesign the product to meet the new needs
Good for rapid prototyping and quick low volume parts
Furnaces need to be available with fast delivery 3D printing is finding a tremendous niche in fast part production, sourced internally or sourced quickly. These parts may cost more per piece, but having them fast is often more important, and 3D offers this ability to cut weeks or months off of supply chain sourcing.
Share how 3D printing or AM products/services help heat treaters.
The AM sector is still in growth mode. How we help is to give a full-service solution to those customers who want to really increase their volume yet use vacuum in the process. Vacuum helps to transport the binder vapors away from the parts and into the traps for removal. Full binder removal adds to the quality of the parts, as does vacuum sintering of the final parts. We have supplied a few systems over the years with higher, diffusion vacuum levels. As powder materials evolve to higher value materials, there is more interest in diffusion vacuum, and we recently supplied such a system.
What do readers need to know about AM/3D to make decisions today?
Vacuum is the proper way to debind and sinter. Additionally, 3D printing started slow and there were many technologies evolving. Now, it has started to really grow, and the need for smaller furnaces that can offer the same quality as MIM parts produced in high volumes will be a need for 3D part makers, in medium to low volume parts. This may involve furnaces for sinter only, debind and sinter, or even sinter and heat treat. We can see the need to both sinter 3D parts in a small furnace and also heat treat them with special added processes and surface treatments.
What changes have you made to accommodate the AM/3D printing marketplace?
Phil Harris Marketing Manager Paulo
Adding a hot isostatic press has been the most notable change Paulo has made to serve the growing AM market. It goes a step further than that though; heat treatment of AM parts has rapidly evolved, and the desire for custom cycles and more data has caused us to make instrumentation changes and do more R&D type work. Understanding the full production path of the parts and doing our part to reduce the time parts are spending in post-processing steps, including offering stress relief, HIP, EDM, and vacuum heat treatment in a one-stop-shop.
How might your products and/or services change to accommodate this marketplace?
As trials continue and boundaries are pushed for both additive and the accompanying thermal processing, we’re constantly keeping an eye on what’s next. Investing in equipment that’s capable while maintaining and instrumenting it to provide the data and reliability the market needs is the name of the game. Of course, open communication with additive manufacturers and printer designers makes this far easier. We value communication with printer manufacturers as it helps us understand demand for our services in terms of build plate size, since, as we all know, furnaces and HIP vessels aren’t one size fits all!
Share how 3D printing or AM products/services help heat treaters.
Additive parts have become commonplace and we’re now regularly providing HIP, stress relief, and solution treating for them. A more interesting example is for parts printed in Inconel 718; we’ve developed a combined HIP and heat treat (or High Pressure Heat Treat) cycle which was able meet material properties specifications when the traditional processing techniques were not. This is where we feel the real cutting edge is when it comes to heat treatment of additive parts; the slow cooling HIP cycles developed for casting decades ago aren’t always optimal for today’s additive parts.
What changes have you made to accommodate the AM/3D printing marketplace?
Trevor Jones President Solar Manufacturing, Inc. Source: Solar Manufacturing, Inc.
There are several methods for 3D printing and we as heat treaters and vacuum furnace manufacturers generally classify those methods into two basic groups: those that use liquid binding polymers and those that do not.
For the group who does not use liquid binding polymers, there are no changes thus far to the design of the vacuum furnace that must be made. One significant caution is insuring there is no loose powder on the surface or cavities of the parts. Residual powder on or in the parts could have adverse effects on the parts themselves and to the vacuum furnace. The loose powder can liberate from the part during the heat treat or quench steps during the process and contaminate the vacuum furnace. The powder in the furnace is then considered FOD (foreign object debris) for subsequent heat treatments processed in that furnace. The powder could also accumulate over time and cause an electrical ground the heating elements or the quench motor, clog the heat exchanger, contaminate vacuum gauges and hot zone insulation, among other issues.
For the group that does contain liquid binding polymers, in addition to the comments about avoiding loose powder on or in the parts, care must also be taken to accommodate for the vaporization of the binder that occurs during heating of the parts. The binder, in its vapor form, will condense at cooler areas in the vacuum furnace. The condensed areas are potential contamination points and could have all the same issues and concerns of loose powder as described above. The binder collection locations, whether at intentional or non-intentional places, will also have to be routinely cleaned to maintain ideal binder collection, optimum vacuum pumping, and overall furnace performance.
How might your products and/or services change to accommodate this marketplace?
With the growth of 3D printing using liquid binder polymers, Solar Manufacturing has taken what was learned from the furnace modified at Solar Atmospheres of Western PA for MIM and AM processing and applied it to a new furnace product line specific for the debind and sinter applications. Solar Manufacturing collaborated with our affiliate company, Solar Atmospheres of Western PA, in modifying an existing vacuum furnace to accommodate the debind and sintering processes. A modified hot zone was installed, and a dedicated binder pumping port was added that helps minimize and target the condensation of detrimental binders evaporating out of parts containing binders. The modified Solar Atmospheres furnace is extremely valuable in gaining knowledge about various aspects of the process and learning what works, and what does not work, in furnace and recipe design. Combining the knowledge and experience of process development of Solar Atmospheres with the advanced Engineering Design Team at Solar Manufacturing, we believe we have a furnace design that modernizes and simplifies the debinding process while minimizing traditional maintenance issues.
Share how 3D printing or AM products/services help heat treaters.
We developed a process of debinding and sintering stainless steel parts with our affiliate company Solar Atmospheres in Souderton PA. The project started out with our Research and Development group to develop the process for the client’s parts. As the trials scaled up, test coupons became test parts, eventually full-size loads. There are always challenges to scaling up from test parts to production loads and we were able to provide the support the customer needed through that transition. The R&D eff orts were successful, and the client ended up purchasing multiple furnaces, which was the end goal for both parties.
Additionally, Solar Atmospheres is currently vacuum stress relieving a 3D component for a major U.S.-based aerospace company that is in use in aircraft today. Also, numerous large-scale components destined for deep space.
What do readers need to know about AM/3D to make decisions today?
Bob Hill, president of Solar Atmospheres of Western PA, reminded us to “realize and acknowledge that AM is still in its infancy stage. Therefore, many metallurgical uncertainties still exist for the multiple printing processes that exist. Understanding this new kind of metallurgy for each printing process, while developing standards and specifications unique to additive manufacturing, is still a huge obstacle. Until this is accomplished, AM will not be the ‘disruptive’ technology that all the experts predict it will be.” If your business is printing parts with liquid polymer binders, you should seriously consider how you plan on debinding and sintering the parts ahead of time. Printed parts in the “Green” or even “Brown” state are fragile and if you are going to ship the parts somewhere else for the debind and sinter steps, extreme care must be taken to prevent the parts from fracturing during transit. Although the shipping can be safely and successfully accomplished, ideally a furnace is available at the print shop to immediately perform the debind and sinter process to avoid those potential shipping difficulties. The other forms of 3D printing that do not contain liquid polymers generally do have this issue.
What changes have you made to accommodate the AM/3D printing marketplace?
Ben Gasbarre Executive Vice President Sales & Marketing Gasbarre Thermal Processing Systems
From our inception, Gasbarre has had expertise in the powder metallurgy industry, which requires debind and sinter applications similar to that in the AM and 3D printing markets. Our ability to supply equipment for both powder and parts producers has set us up for quick adoption into this market. While considerations need to be made specific to AM, our focus has been on technical support and helping the market grow to higher volume applications.
How might your products and/or services change to accommodate this marketplace?
As adoption of these technologies grow, the volume at which parts need to be produced will grow. Our line of continuous processing equipment in both vacuum and atmosphere applications are well suited. Whether it be debind and sinter, annealing, or stress relieving, we have equipment and expertise that can grow from early production to high volumes.
Share how 3D printing or AM products/services help heat treaters.
Overall, Gasbarre is here to be a resource and support the growth of the additive market. Whether that be through new equipment, servicing existing equipment, or involvement in the industry organizations, we have the expertise to drive success today and into the future!
What do readers need to know about AM/3D to make decisions today?
Additive manufacturing is such a dynamic technology, it is difficult to state one specific item. There is the potential for significant growth opportunities for new applications, but also the potential replacement of traditional manufacturing methods. We also know there is substantial backing for the technology by both private industry and government entities. Like other emerging technologies in the automotive and energies sectors, additive manufacturing isn’t a matter of if, but when it’ll achieve wide scale adoption and high-volume applications.
It is amazing how the list of materials being utilized with this technology is growing. While metals and alloys have not been the majority of the market, it is rapidly growing. With that growth, there is a wide variety of applications and thermal processing requirements for those materials. As well, the different additive and 3D printing processing methods (i.e., binder jetting, powder bed fusion, etc.) leads to a similar diversity in thermal processing requirements.
A heat treat system for use in the aerospace and defense industry was recently delivered to Tinker AFB, OK - USAF. The system is certified to AMS2750G and will be used to heat treat aluminum as well as other metals for use on military aircraft.
Richard B. Conway Founder/Director/ CTO DELTA H® Technologies, LLC Source: DELTA H
DELTA H® and Phillips Federal delivered the furnace to Tinker AFB, which will be used for for heat treating aviation grade aluminum for military purposes. Third party services for calibration and qualification were performed by Andrew Bassett, president of Aerospace Testing and Pyrometry. The certifications for instrumentation, temperature uniformity surveys, and system accuracy testing were completed through ATP’s new Aerospace Compliance Software (ASC) to AMS2750G.
The Dual Chamber Aerospace Heat Treat (DCAHT ®) system has a certified TUS volume of 24” wide, 16" high, 72" long. In addition to aluminum, the system can be used for PH stainless steel aging, as well as titanium and ferrous alloy processes. Training was provided to several operators, QC personnel, and two “Trainers” qualified to train other operators.
“As an USAF veteran," commented Richard B. Conway, founder, director, and CTO of DELTA H. "[I]t is a deep honor to do all we possibly can to assure that our Warfighters have the finest heat treating equipment available for defending our nation."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Today publishes eight print magazines a year and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat Treat Today's November 2022 Vacuum Heat Treat Systems print edition.
Doug Glenn Publisher and Founder Heat TreatToday
Immediate credit for the content of this column goes to Mark Mills, author of The Cloud Revolution: How the Convergence of New Technologies Will Unleash the Next Economic Boom and a Roaring 2020s, and podcast host of The Last Optimist, the source for most of the below content — see episode #20, “Congress & the ‘Groundbreaking’ Energy Spending Act: Top 10 Truths to Keep in Mind.”
Contact us with your Reader Feedback!
Heat TreatToday interviewed Mr. Mills not long ago. If you’d like to listen to, watch, or read that interview, go to our website and search for “Mark Mills” or Bing/Google search for “Heat TreatRadio #73 Mark Mills.”
Here are some interesting thoughts from The Last Optimist podcast, episode #20.
Energy transformations are slow. In the last 20 years, the Western world has spent over $5 trillion to avoid using hydrocarbons, but reduced the percentage share by only 2%, from 86% to 84%. Remarkably, the burning of wood, today, provides 500% more energy to the world than all the world’s solar panels combined. Burning wood will most likely not change in the near future; in fact, more wood is burned today than 20 years ago.
Economic growth always produces more demand for energy. Wealthy economies use 500–5,000% more energy per capita than poor economies. Ironically, wealthy economies use energy more efficiently than poor economies but consume vastly more. Implication: the wealthier we become the MORE energy we will consume.
The shale revolution (mostly happening in America) is the world’s biggest energy revolution. From 2005-2020, the amount of energy provided from shale was TWICE the amount of energy produced from wind and solar arrays combined. This is the largest increase in energy supply in the history of the world, anytime, anywhere. The next closest “revolution” was the Saudi oil fields, but the shale fields have produced nearly DOUBLE the amount of energy.
Green energy is NOT carbon free. According to a study done by Volkswagen, the first 60,000 to 70,000 miles of driving a diesel-powered Volkswagen emits less CO2 than driving an electric vehicle. Its only AFTER that many miles that the vehicle is a net saver of CO2.
Energy tech cannot emulate the digital tech performance curve. The exceptionally high reductions in cost of computers and other digital technologies have been unprecedented in world history. Unfortunately, those who claim that green energy developments will see the same drastic reduction in costs are misled and ignore, at their own peril, the physics of energy conversion and transmission. That’s not to say there won’t be significant improvements in energy technology – in fact, there have already been and will continue to be vast improvements, but not to the scale of information/digital technology.
The energy transition hardware radically increases the demand for physical minerals and thus mining. The need for green energy minerals, the materials needed to build green energy materials like solar panels, electric vehicles, and wind farms, is 1,000% higher than building similar hydrocarbon-based hardware. In other words, the push for green energy will require a drastic increase in the need for minerals, requiring mining, which is currently a carbon intensive .
Energy transition policies — as currently presented — will cause prices to rise. This point ties in directly to point #6. If you increase the demand for materials, such as copper, cobalt, nickel, silicon, aluminum, and lithium, the price of these materials will increase precipitously and will therefore impact the price of all goods that use those materials. The energy sector is a minor user of these materials now, but if demand increase hundredfold, the energy sector will become a major user and will invariably push prices northward.
Scan QR code to listen to The Last Optimist podcast.
Green energy isn’t cheap. Every country who has thus far embraced, even in part, some sort of green energy has experienced a 200%–500% increase in consumer energy costs.
China is the OPEC of green energy minerals. It’s not so much that the mining of these minerals and rare-earth materials is done in China (some is but not all), but a huge majority of these minerals are refined in China. They are truly dominant. China’s share of mineral refining is more than double OPEC’s share of the world’s petroleum market.
Markets and consumer want reliable AND cheap energy. The most radical transition in society over the past century has been the percentage of time that mankind has had to invest in acquiring food and fuel. For most of human history, roughly 60-80% of all human exertion was spent acquiring food and fuel for existence. Today, thanks primarily to the discovery and utilization of hydrocarbons, that number is more in the range of 15%. One measure of an economy’s prosperity is the amount of time designated to getting food and fuel. The lower that percentage, the more prosperous a society. It has never been lower than today.
The 30-minute podcast from which this information comes is well worth a listen.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat TreatToday, in cooperation with the Metal Treating Institute (MTI), recently presented the 2022 Master Craftsman Award (also known as the Commercial Heat Treater of the Year Award) to Mike and Mary Reichling of The Cincinnati Steel Treating Co. The award was presented at the formal awards presentation banquet following the Furnaces North America trade show on October 5, 2022, in Indianapolis, IN.
(Left to right) 2021 MTI President Don Hendry stands with Mike and Mary Reichling of The Cincinnati Steel Treating Co., and presenter Doug Glenn, publisher of Heat Treat Today.
This award is given to the company that demonstrates making a positive impact on their community and their industry. Recognition is based on quality programs, pollution & hazardous waste control, community involvement, and industry leadership and judged by a panel of previous recipients.
The Cincinnati Steel Treating Co. received a plaque and a scholarship fund of $1500 from Heat TreatToday that was matched with another $1500 from MTI’s Education Foundation. They will award this $3000 to a high school or college student who is pursuing an education in heat treat.
Congratulations to The Cincinnati Steel Treating Co.
Main picture caption: (Left to right) Mary Glenn, Mary Reichling, Mike Reichling, Rob Rye, and Doug Glenn
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Dr. Valery Rudnev was recently selected to be the American Society for Metal's (ASM) William Hunt Eisenman Award. Dr. Rudnev has many years of experience in the heat treat industry, particularly in induction heating. He is quite a mover and a shaker in the industry with more than 40 years involvement with his work and publications. He has even come to be known as "Professor Induction".
Dr. Valery Rudnev was recently selected for ASM's William Hunt Eisenman Award winner “for dedicated service to the global materials science community, leadership, development and promotion of induction heating and heat treating technologies and novel technologies.” The award was established by ASM Int’l in 1960 in recognition of unusual achievements in industry in the practical application of materials science and engineering through production or engineering use.
Contact us with your Reader Feedback!
Over the years, Dr. Rudnev has close professionals ties with Heat TreatToday authoring a popular multi-installment exclusive column “Dr. Valery Rudnev on …”. He has published eleven articles in Heat TreatToday including:
Dr. Rudnev and His Grandson Current Priorities Source: Dr. Rudnev
During his career, Dr. Rudnev has authored and co-authored numerous chapters and articles for many handbooks devoted to various aspects of induction heating, heat treating, metallurgical aspects, computer modeling and innovative process development. His credits include a great deal of “know-how”, more than 60 patents and inventions (U.S. and International) and more than 300 engineering/scientific publications
In October of 2021, Dr. Valery Rudnev retired from his professional activity and now he is focusing on his Christian faith, family and hobbies.
Heat TreatToday sincerely congratulates Dr. Valery Rudnev with this well-deserved award and wish him all the best in his retirement.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Beginning November 1, 2022, Nor-Cal Products will begin doing business as Pfeiffer Vacuum Valves & Engineering. In 2017, Nor-Cal Products was acquired by Pfeiffer Vacuum which launched a new phase of the company’s growth.
Located in Yreka, CA, Nor-Cal Products manufactures vacuum components, valves and chambers for industrial equipment manufacturers, universities, and national laboratories.
”This is a major step towards completing the integration of Nor-Cal Products with the Pfeiffer Vacuum Group," commented Bryan Strait, general manager at Pfeiffer Vacuum Valves & Engineering. "We will be stronger together as we continue making progress executing our strategic business plan and continuing to invest in the Yreka site as to better serve our customers.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The Metal Treating Institute (MTI) hosted a special meeting for members at the Embassy Suites by Hilton in Downtown Pittsburgh, PA, on Monday, October 17, to review key Nadcap and AMEC topics. During the meeting, members addressed challenges that heat treaters face in Nadcap/audit compliance, how to navigate audits more effectively, and what suggestions to present to the Nadcap committee so that heat treaters would be better equipped for audits.
MTI’s Technical Standards Committee Co-Chairs Bob Ferry, VP of Engineering and Quality at FPM Heat Treat, and Edward (Ed) Engelhard, VP of Corporate Quality at Solar Atmospheres, facilitated the meeting. It was hosted by Tom Morrison, CEO MTI Management, and Jim Orr, president of Penna Flame Industries and current president of MTI. Several attendees who made particularly significant contributions to the discussion were; Doug Shuler, lead auditor at Pyro Consulting, LLC; and Roy Adkins, director of Corporate Quality at Braddock Metallurgical and recipient of the 2022 MTI Award of Industry Merit.
A Room Full of MTI members Including (l-r): Doug Glenn, Ed Engelhard, Bob Ferry, and Doug Shuler
At the meeting, attendees identified the number one challenge in Nadcap/audit compliance is understanding and implementing new Nadcap revisions; a close second was the challenge of ensuring quality when auditors give different feedback. These challenges were addressed in the meeting, especially when discussing two specific topics: first, Auditee Advisories – Type P (Potential Product Impact) and Type C (Confirmed Product Impact) as well as Audit Observations.
Several key points that came out of these discussions were to (1) always read up on the most recent revisions in order to be confident in your compliance with quality standards; (2) be sure to reference objective evidence on the Nadcap Checklist questions to help facilitate the audit; (3) let the Nadcap auditor do their job but address any clarifications/follow-ups to the staff engineer immediately; (4) investigate immediately when receiving a Type P write-up so that you can ask the auditor to add a comment on the limits of that product impact; and finally (5) always push-back on findings that are clearly not valid so that they are “voided” by the Performance Review Institute (PRI).
Another main point of the meeting was to address AMS2750H, an update consisting of editorial and language updates for added clarity.
Lastly, the facilitators of the meeting addressed aerospace standard AS13100: AESQ Quality Management System Requirements for Aero Engine Design and Production Organizations. The standard seeks to harmonize and simplify supplier quality requirements among the major aero engine manufacturers, supplemental to standard AS9100. This standard is in the process of being flowed down to the supply chain and compliance is required January 1 of 2023, meaning that heat treaters have a couple months to get up to standard.
This special meeting happens each year during the October Nadcap meeting in Pittsburgh, PA. MTI encourages heat treaters to attend the Nadcap meetings to share their invaluable voice to guide industry standards.
Photo caption for main image: Jim Orr speaks to members of MTI.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com








 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com








 JM: There is no doubt -- they are a hazardous product. One has to be aware of proper handling, disposal issues, and so on. But I think with Ken’s group, our group at Kolene, we can educate the customer and help them through all of the regulatory processes and make them aware.
JM: There is no doubt -- they are a hazardous product. One has to be aware of proper handling, disposal issues, and so on. But I think with Ken’s group, our group at Kolene, we can educate the customer and help them through all of the regulatory processes and make them aware.








 The shale revolution (mostly happening in America) is the world’s biggest energy revolution. From 2005-2020, the amount of energy provided from shale was TWICE the amount of energy produced from wind and solar arrays combined. This is the largest increase in energy supply in the history of the world, anytime, anywhere. The next closest “revolution” was the Saudi oil fields, but the shale fields have produced nearly DOUBLE the amount of energy.
The shale revolution (mostly happening in America) is the world’s biggest energy revolution. From 2005-2020, the amount of energy provided from shale was TWICE the amount of energy produced from wind and solar arrays combined. This is the largest increase in energy supply in the history of the world, anytime, anywhere. The next closest “revolution” was the Saudi oil fields, but the shale fields have produced nearly DOUBLE the amount of energy.



 Dr. Valery Rudnev was recently selected to be the American Society for Metal's (ASM) William Hunt Eisenman Award. Dr. Rudnev has many years of experience in the heat treat industry, particularly in induction heating. He is quite a mover and a shaker in the industry with more than 40 years involvement with his work and publications. He has even come to be known as "Professor Induction".
Dr. Valery Rudnev was recently selected to be the American Society for Metal's (ASM) William Hunt Eisenman Award. Dr. Rudnev has many years of experience in the heat treat industry, particularly in induction heating. He is quite a mover and a shaker in the industry with more than 40 years involvement with his work and publications. He has even come to be known as "Professor Induction".



