A development and manufacturing services provider to medical technology and devices industries recently broke ground on a new state-of-the-art manufacturing facility located in Hudson, Wisconsin, with completion expected in late 2019 to mid-2020.
Phillips-Medisize, a Molex company, announced the new site is expected to support at least 230,000-sq. ft. of manufacturing space for FDA-regulated products. Founded in the town of Phillips, Wisconsin, over 50 years ago, Phillips-Medisize has multiple manufacturing sites around the world, including facilities for heat treating equipment such as continuous debind and sintering furnaces, batch furnaces, dedicated metal injection molding equipment, and metallurgical lab capabilities.
Matt Jennings, CEO and President, Phillips-Medisize
This new Phillips-Medisize facility will be situated on a 34-acre site in St. Croix Meadows development, representing the company’s single largest operation in Wisconsin with opportunity to expand.
“We are proud to invest in growing Phillips-Medisize’s manufacturing presence in our founding state of Wisconsin,” stated Matt Jennings, CEO and President, Phillips-Medisize. “Hudson has been home to Phillips-Medisize for the past 36 years, so we are excited to reinforce our commitment to the vibrant community with our St. Croix Meadows facility. We expect to support over 250 employment opportunities for area residents in jobs, ranging from skilled manufacturing to engineering. It also reaffirms our commitment to better serve customers as a global end-to-end provider of innovation, development and manufacturing solutions.”
“The St. Croix Meadows redevelopment is aimed at transforming the riverfront community,” said Hudson Mayor Rich O’Connor, who hosted the groundbreaking ceremony. “By creating employment opportunities with Phillips-Medisize, I hope to encourage young people to stay in Hudson.”
Groundbreaking of new manufacturing site for Phillips-Medisize in the St Croix Meadows area of Hudson, Wisconsin.
Phillips-Medisize is a provider of innovation, development and manufacturing solutions in pharmaceutical, diagnostic, medical device and specialty commercial market segments.
Photo caption: St. Croix Meadows developer Klint Klaas, Phillips-Medisize Vice President Dave Thoreson, and Mayor Rich O’Connor turn over soil at the ceremonial groundbreaking for Phillips-Medisize.
A worldwide supplier of drivetrain, sealing, and thermal-management technologies, based in Maumee, Ohio, recently announced that it has completed the acquisition of the Drive Systems segment of a leading global technology and engineering group providing solutions and services for surfaces and drive technologies in diverse industries, including aerospace, automotive, tooling, energy, and general industries.
Dana Incorporated’s acquisition of the Drive Systems segment of the Oerlikon Group, including the Graziano and Fairfield brands, expands the company’s capabilities in electrification, including:
extending Dana’s current technology portfolio, especially in the area of high-precision helical gears for the light- and commercial-vehicle markets, as well as planetary hub drives for wheeled and tracked vehicles in the off-highway market;
growing Dana’s electronic controls capability for transmissions and drivelines through the acquisition of VOCIS, a wholly owned business of Oerlikon Drive Systems, and further expanding its motors technologies through Ashwoods Electric Motors;
increasing Dana’s product offerings that support vehicle electrification in each of Dana’s end markets – light vehicle, commercial vehicle, and off-highway;
optimizing Dana’s global manufacturing presence to be closer to customers in key growth markets such as China and India, as well as the United States;
and adding four research and development facilities to Dana’s extensive network of technology centers, as well as 12 facilities to the company’s global manufacturing footprint.
James Kamsickas, president and CEO of Dana
“Dana’s acquisition of the Drive Systems segment of Oerlikon enables us to support our customers’ shift toward vehicle electrification across nearly every vehicle architecture in the light vehicle, commercial vehicle, and off-highway segments,” said James Kamsickas, president and chief executive officer of Dana. “The Drive Systems business’ highly talented team is also strategically positioned to give our customers access to critical manufacturing capabilities in key growth markets, such as India, China, and the United States.”
The Drive Systems business serves a global roster of original-equipment manufacturers with a portfolio of high-tech products that can be found in a wide range of applications for operating machinery and equipment used in agriculture, construction, energy, mining, on-road transportation, and high-performance sports cars.
Selected customers include, but are not limited to AGCO, Ashok Leyland, Aston Martin, BMW, Caterpillar, CNH, Daimler, John Deere, Ferrari, Fiat Chrysler Automobiles, MAN, McLaren, Oshkosh, SANY, Scania, Terex, Volkswagen, and AB Volvo.
This is the third in a 4-part series by Dr. Steve Offley (“Dr. O”) on the technical challenges of monitoring low-pressure carburizing (LPC) furnaces. The previous articles explained the LPC process and explored general monitoring needs and challenges (part 1) and the use of data loggers in thru-process temperature monitoring (part 2). In this segment, Dr. O discusses the thermal barrier with a detailed overview of the thermal barrier design for both LPC with gas or oil quench. You can find Part 1 here and Part 2 here.
Low-Pressure Carburizing (LPC) with High-Pressure Gas Quench – the Design Challenge
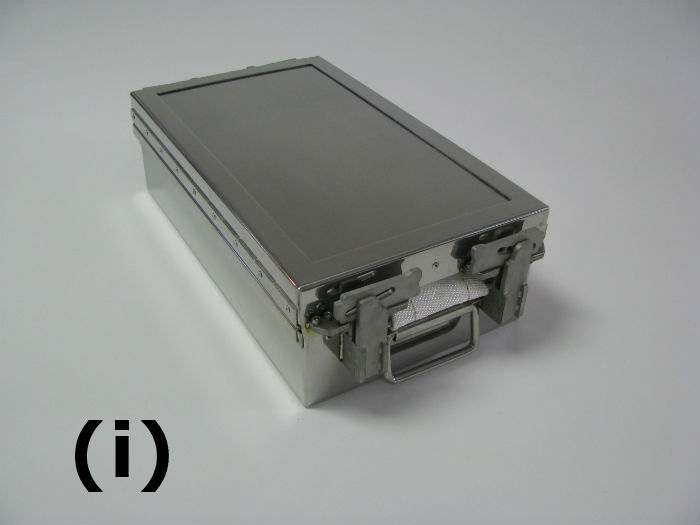
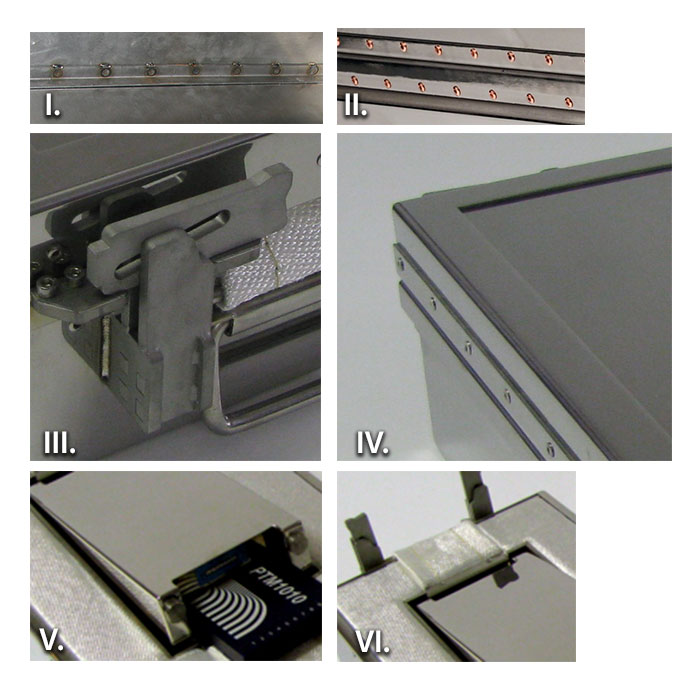
A range of thermal barriers is available to cover the different carburizing process specifications. As shown in Figure 1 the performance needs to be matched to temperature, pressure and obviously space limitations in the LPC chamber.
Fig 1: Thermal Barrier Designed Specifically for LPC with Gas Quench.
(i) TS02-130 low height barrier designed for space limiting LPC furnaces with low-performance gas quenches (<1 bar). Only 130 mm/5.1-inch high so ideal for small parts. Available with Quench Deflector kit. (0.9 hours at 1740°F/950°C).
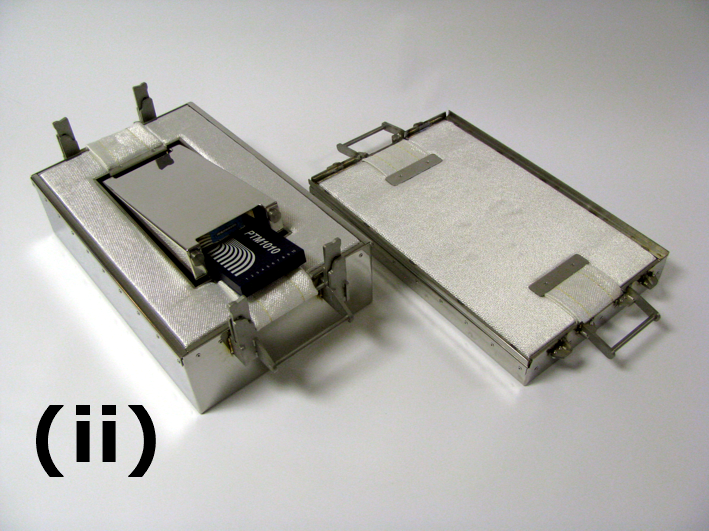
(ii) Open barrier showing PTM1220 logger installed within phase change heatsink.
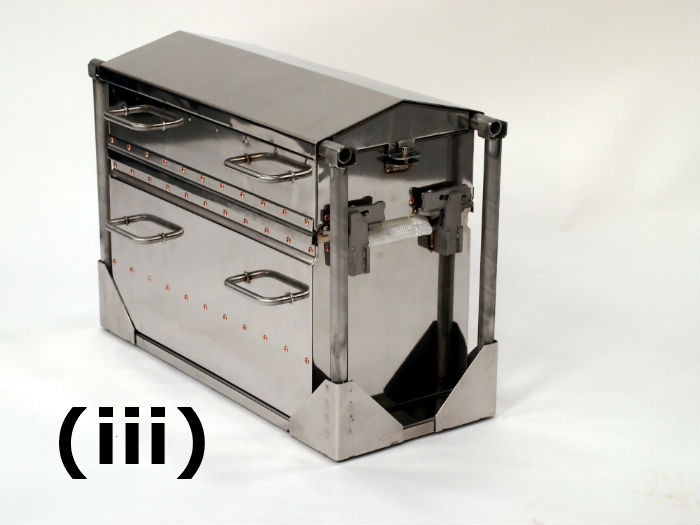
(iii) TS02-350 High-Performance LPC barrier fitted with quench deflector capable of withstanding 20 bar N2 quench. (350 mm/13.8-inch WOQD 4.5 hours at 1740°F /950°C).
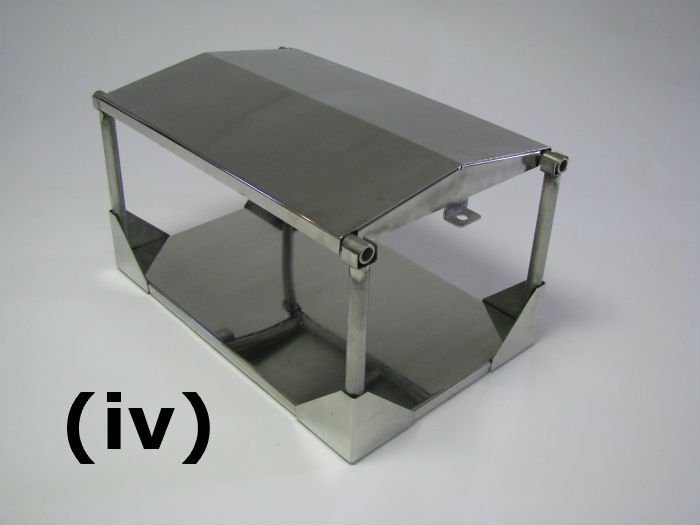
(iv) Quench Deflect Kit showing that lid supported on its own support legs so pressure not applied to barrier lid.
The barrier design is made to allow robust operation run after run, where conditions are demanding in terms of material warpage.
Some of the key design features are listed below.
I. Barrier – Reinforced 310 SS strengthened and reinforced at critical points to minimize distortion (>1000°C / 1832°F HT or ultra HT microporous insulation to reduce shrinkage issues)
III. High-temperature heavy duty robust and distortion resistant catches. No thread seizure issue.
IV. Barrier lid expansion plate reduces distortion from rapid temperature changes.
V. Phase change heat sink providing additional thermal protection in barrier cavity.
VI. Dual probe exits for 20 probes with replaceable wear strips. (low-cost maintenance)
LPC or Continuous Carburizing with Oil Quench – the Design Challenge
Although commonly used in carburizing, oil quenches have historically been impossible to monitor. In most situations, monitoring equipment has been necessarily removed from the process between carburizing and quenching steps to prevent equipment damage and potential process safety issues. As the quench is a critical part of the complete carburizing process, many companies have longed for a means by which they can monitor and control their quench hardening process. Such information is critical to avoid part distortion and allow full optimization of hardening operation.
When designing a quench system (thermal barrier) the following important considerations need to be taken into account.
Data logger must be safe working temperature and dry (oil-free) throughout the process.
The internal pressure of the sealed system needs to be minimized.
The complexity of the operation and any distortion needs to be minimized.
Cost per trial has to be realistic to make it a viable proposition.
To address the challenges of the oil quench, PhoenixTM developed a radical new barrier design concept summarized in Figure 2 below. This design has successfully been applied to many different oil quench processes providing protection through the complete carburizing furnace, oil quench and part wash cycles.
(i) Sacrificial replaceable insulation block replaced each run.
(ii) Robust outer structural frame keeping insulation and inner barrier secure.
(iii) Internal completely sealed thermal barrier.
(iv) Thermocouples exit through water/oil tight compression fittings.
In the next and final installment in this series, Dr. O will address AMS2750E and CQI-9 Temperature Uniformity Surveys, which often prove to be challenging for many heat treaters. "To achieve this accreditation, Furnace Temperature Uniformity Surveys (TUS) must be performed at regular intervals to prove that the furnace set-point temperatures are both accurate and stable over the working volume of the furnace. Historically the furnace survey has been performed with great difficulty trailing thermocouples into the heat zone. Although possible in a batch process when considering a semi-batch or continuous process this is a significant technical challenge with considerable compromises." Stay tuned for the next article in the series of Temperature Monitoring and Surveying Solutions for Carburizing Auto Components.
An industrial gas company that produces atmospheric, process and specialty gases for a wide range of industries with heat treat capabilities recently announced it has received authorization to begin construction on a world-scale hydrogen plant in Louisiana that will be the one of the largest in the U.S.
Dan Yankowski, president, Global Hydrogen
Praxair Inc., a wholly-owned subsidiary of Linde plc, secured the plan under a long-term contract with a major refinery in the area, integrating the new plant with the company’s already extensive Louisiana production network via its Mississippi River Corridor hydrogen pipeline system. Praxair will build, own and operate the steam methane reformer (SMR), which will have a capacity in excess of 170 million standard cubic feet per day of high-purity hydrogen. The new plant, which is planned to start up in 2021, will be one of the largest hydrogen production units in the U.S., along with the SMR recently announced by Praxair in Texas.
Linde Engineering has been selected to provide a state-of-the-art process design and to fabricate the core components and modules of the plant. Once complete, this project will increase Praxair’s U.S. Gulf Coast hydrogen capacity to more than 1.7 billion standard cubic feet per day.
“Praxair is committed to be the preferred hydrogen supplier in the U.S. Gulf Coast and this investment further reinforces our strategy to support industrial growth in this vibrant region,” said Dan Yankowski, president, Global Hydrogen. “We understand that hydrogen is a critical requirement for our customers and are committed to providing long-term reliability.”
15 Quick Heat Treat News Items to Keep You Current
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
Leroy M. Ball has recently been appointed to the Board of Directors at Allegheny Technologies Incorporated (ATI). Ball, 50, is president and CEO of Koppers Holdings Inc.
Heat TreatToday 2018 40 Under 40 recipient Matt Clinite of Ipsen USA has recently been promoted from Midwest Regional Sales Owner to Customer Service Sales Manager, effective immediately. Clinite joined the company in June 2014 as a Sales Engineer.
Vesuvius plc recently announced that it has acquired CCPI Inc., a specialty refractories producer focused on tundish (steel continuous casting) applications and aluminum. Based in Ohio, CCPI will become part of Vesuvius’ Advanced Refractories business unit.
Gasbarre has announced that the company will no longer be using the J.L. Becker name, but instead, are transitioning to its new name, Gasbarre Thermal Processing Systems. Thermal Processing Systems is one of the three new business units that now comprise Gasbarre Products, Inc. The other two units are Powder Compaction Solutions and Manufacturing Technologies.
Marisa A. Oeltjen has been added to the Bluestreak I Bright AM™ team as customer success support specialist. Ryan Wenzel, working from Bluestreak I Bright AM™’s Northeast Ohio location, serves as a database analyst and key member of the tech support group.
Howard Kimberley has joined Aeromet International as Chief Executive Officer. Kimberley has extensive experience in the aerospace industry including senior executive positions at GKN and Hampson Industries, and most recently as CEO of international aerospace group Shimtech since its formation in 2011.
Abbott Furnace Company recently announced it will be hosting its Fifth Annual Continuous Brazing Symposium in Mexico this spring in Puebla, Mexico from May 21 – 23, 2019.
Leroy Ball joins Bd of Directors at ATI
Matt Clinite is promoted at Ipsen USA
Marisa A. Oeltjen, Bluestreak I Bright AM™
Ryan Wenzel, Bluestreak I Bright AM™
Howard Kimberley has joined Aeromet International as CEO
Equipment Chatter
A European manufacturer of investment castings for the medical industry recently purchased a gas-fired pusher furnace from Armil CFS, Inc. The 2-row pusher furnace will be used for the burnout and pre-heating of investment casting molds.
A midwestern facility of a US-based manufacturer of safety-critical fasteners and assembly solutions has purchased a new MB48-120 mesh belt furnace from AFC-Holcroft, replacing an older AFC-Holcroft installation. The new mesh belt furnace will be used in the production of metal fasteners.
Several orders have been met by SECO/WARWICK for various equipment and systems: 1) An American manufacturer of flat rolled aluminum sheet recently added a new SECO/WARWICK sow and T-bar preheat furnace system 2) The main producer of forgings in Central Europe for strategic markets recently invested in a single-chamber furnace type PEK. 3) A manufacturer of high quality matrix forgings, construction connectors and manual tools purchased a CaseMaster AFS – a multipurpose Sealed Quench chamber furnace, intended for thermal and thermo-chemical treatment in a controlled endothermic atmosphere. 4) SECO/WARWICK provided an additional atmosphere generator system to a supplier of engineered carbon and graphite solutions for severe service lubrication applications in the aerospace, petrochemical, energy, industrial, and defense sectors. 5) The company updated and simultaneously extended a box furnace’s productive longevity for a leading international participant in the field of precious metals and advanced materials.
Lindberg/MPH announced the shipment of a single-zone tube furnace to an engineering company in the nuclear power industry.
Armil CFS ships a gas-fired pusher furnace.
SECO/WARWICK makes several equipment transactions
Lindberg/MPH ships single-zone tube furnace
Kudos Chatter
U.S. Rep. Mike Kelly (PA) meets with Onex Inc and members of NWIRC
U.S. Rep. Mike Kelly (PA) recently met with Onex Inc and members of NWIRC with the purpose of hearing firsthand from Onex employees about NIST MEP’s impact on Pennsylvania’s manufacturing industry.
Dana Incorporated‘s motor and inverter joint venture, TM4, recently announced it has reached a major milestone with the production of its 12,000th TM4 SUMO™ electric powertrain for buses and commercial vehicles in China.
For the ninth time, The Timken Company, a world leader in engineered bearings and power transmission products, has been recognized as one of the World’s Most Ethical Companies. Ethisphere Institute is a global leader in defining and advancing the standards of ethical business practices.
Special Mention
On Valentine’s Day, Thermcraft lost its founder, Mr. Morris L. Crafton, at 93. In 1971, Mr. Crafton and his wife Clara founded Thermcraft on the principle of providing the best customer service available in the thermal processing industry.
Born in West Palm Beach, Florida, Mr. Crafton grew up in North Carolina and served in the US Navy during WWII, and then after college, he was called again to serve his country during the Korean War. After his military service, Mr. Crafton moved his family to Washington, PA, where he ran a popcorn business and, in time, became a partner in a business that manufactured replacement heating elements for industrial and laboratory furnaces.
After returning to North Carolina, he decided to start his own company. With the full support of his wife Clara, they secured a small warehouse in downtown Winston Salem and began making replacement heating elements for industrial and laboratory furnace applications.
Thermcraft was moved to its current facility in 1979, just a few miles south to the edge of Winston Salem. Through new product development and various acquisitions, the Craftons began to grow Thermcraft into the company it is today.
Mr. Crafton lost Clara to cancer in 1995. He eventually turned the reigns of Thermcraft over to his son Tom, but that didn’t stop Mr. Crafton from being involved in the day-to-day business. He continued to drive himself to work well into his 92nd year, making mail runs and performing various other tasks. He enjoyed a daily walk through the factory, talking to his employees and staying on top of what was going on within his company.
Mr. Crafton will be missed by all who knew him. He will be remembered as a strong leader who was kind and generous to those around him. He had a great sense-of-humor and often left those he met with the saying, “glad you got to see me.”
“We are certainly glad we had the opportunity to meet you, Mr. Crafton,” is the sentiment of all at Thermcraft.
Heat TreatToday offers its condolences to the family of Mr. Morris Crafton and the team at Thermcraft.
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com.
The use of aluminum has rapidly increased in the manufacturing of automotive and commercial vehicles, thanks in part to the speed with which aluminum producers are developing stronger and more ductile metals from advanced alloys recently hitting the market.
Goran Djukanovic at Aluminum Insider has handily set up a guide to aluminum alloys applicable to use in the automotive industry.
We know aluminum is lighter (and therefore more energy efficient) and durable and offers superior corrosion resistance. But which alloys are best for the production of vehicle parts and components? Djukanovic wades past the marketing hype and assesses the metals on the market to provide this “Aluminum 101” basic overview of the products available to automakers, reviewing in particular:
Aluminum alloy series 6xxxx v 5xxxx;
Main alloys used in the industry, such as AA6016A, AA6111, AA6451, AA181A, AA6022, AA6061, AA5182, AA5754, RC5754; and
Alloys currently being developed or in the testing phase.
An excerpt:
New, superior and improved aluminum alloys have become – and are likely to stay – the main lightweighting materials in vehicles. The only obstacle remains their relatively high price compared to steel, but still affordable compared to carbon fiber reinforced plastics (CFRPs). What’s more, prices are expected to decrease in the future thanks to increased use, new recycling procedures, and techniques as well as lower input costs (Sc,Zr,Li etc).
An independent provider of engine and airframe maintenance, repair, and overhaul (MRO) services was recently selected by a Ghana-based airline to provide a tailored package of engine services for its fleet of Q400 regional turboprop aircraft.
Under the multi-year contract, StandardAero, based in Scottsdale, Arizona, will provide MRO services for PassionAir’s Pratt & Whitney Canada (P&WC) PW150A turboprop engines from its Designated Overhaul Facility (DOF) in Seletar, Singapore.
The contract will also authorize StandardAero to provide PassionAir with a range of rental engine, engineering and engine condition trend monitoring (ECTM) support services. StandardAero is uniquely placed to offer ECTM analysis expertise as both a P&WC designated overhaul facility (DOF) and a CAMP Systems Designated Analysis Center (DAC).
Peter Turner, President of Airlines & Fleets for StandardAero
“After evaluating prospective service providers on our shortlist, we are happy to engage StandardAero as the engine maintenance provider for our Q400 fleet,” said Charles Richardson, Director of Maintenance for PassionAir. “We found the engine care package offered to be comprehensive and competitive, and it is my belief and hope that we will experience complete satisfaction with the service and support that we anticipate to receive from them.”
“We are pleased to add PassionAir to the list of Ghanaian operators supported by StandardAero,” said Peter Turner, President of Airlines & Fleets for StandardAero. “PassionAir joins a growing list of customers who benefit from service excellence provided by our start-of-the-art facility in Singapore, backed up by our extensive engineering and ECTM capabilities. We look forward to meeting and exceeding the airline’s expectations for on-time support over the coming years.”
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Previously, Dr. Rudnev reviewed equipment selection for scan hardening in three parts. This first installment in a new sub-series addresses equipment selection for continuous and progressive hardening. The second part in this series on equipment selection for continuous and progressive hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat Treat Today as well as other news about Dr. Rudnev, click here.
Introduction
The hardening of steels, cast irons, and P/M materials represent the most popular application of induction heat treatment. There are four primary methods for induction hardening [1]:
Scan hardening,
Continuous and progressive hardening,
Static hardening, and
Single-shot hardening.
These methods are related to the heating mode, essentials of inductor design, part geometry, and processing specifics. The previous three installments of this column, “Dr. Valery Rudnev on …”, discussed select subtleties associated with induction scan hardening. This article is devoted to continuous and progressive induction hardening techniques.
Continuous and Progressive Hardening
This method is commonly applied when heat treating elongated workpieces, such as bars, tubes, rods, wires, plates, beams, pins, and others. Long parts are more readily processed in a horizontal manner and heated as they progressively pass through multiple inductors. Inductors are positioned in-line or side by side. Each inductor may have a different design and power/frequency setting. This type of hardening is not limited to horizontally processed parts; vertical processing and arrangements at certain angles are also possible, if suitable.
There are also cases when a workpiece is statically heated to a certain temperature and then progressively moved to another heating position or static inductor for the next heating stage. These processes are referred to as progressive processing/heat treatment.
Induction practitioners sometimes consider continuous or progressive horizontal hardening systems as horizontal scanners. The difference is vague and it is a matter of terminology. Some heat treaters feel that it would be appropriate to differentiate these systems based on the number of inductors included in the induction machine design. Horizontal systems consisting of a single inductor are commonly referred to as horizontal scanners. In contrast, if a system consists of two or more heat treat inductors, then it might be referred to as a continuous or progressive heat treat system.
With the continuous hardening method, the workpiece is moved in continuous motion through a number of in-line inductors. Multiturn solenoid coils and, to lesser a degree, channel-style inductors and split-return inductors are most typically used in continuous heat treating lines. As an example, Figure 1 shows a side view of a horizontally arranged continuous induction system consisting of three in-line coils. Each coil consists of three turns.
Figure 1
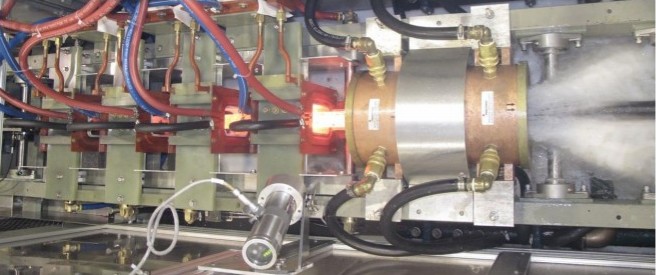
As another example, Figure 2 shows a top view of a continuous heat treating line that comprises four in-line hardening coils and a spray quench device positioned after the last inductor. Workpieces (e.g., bars, shafts, rods, pins, etc.) are processed end-to-end through the inductors in a continuous motion.
Figure 2
Progressive multi-stage hardening is used when multiple workpieces are moved (via a pusher, indexing mechanism, robot, walking beam, etc.) through a number of coils. Therefore, the entire component or its portions are sequentially heated (in a progressive manner) at certain predetermined heating stages inside the in-line horizontal (being more typical) induction heater or a multi-position horizontal or vertical heater where coils are positioned side by side.
Continuous or progressive hardening methods are typically used for through hardening of elongated or moderate-length parts processing end to end and, to a lesser degree, for surface hardening. Outside diameters for case hardening (surface hardening) usually vary from 1/2 in. (12 mm) to 4 in. (100 mm). In through hardening applications of solid cylinders, the diameters may be as small as 1/8 in. (3 mm).
It is possible to recognize three heating stages in through hardening applications [1]:
Initial or magnetic stage,
Interim stage, and
Final heating stage.
Initial or magnetic stage. Temperatures anywhere within the workpiece are below the A2 critical temperature (Curie point); thus, the steel is ferromagnetic and the current penetration depth is typically quite small. Skin effect is fairly pronounced at this stage and the heat source distribution resembles a conventional exponential distribution. The maximum power density is located at the surface and sharply decreases toward subsurface and the core. Heat source generation is localized by the fine surface layer of the workpiece. This leads to a rapid increase in temperature at the surface with a minor change in the core. This stage is characterized by high electrical efficiency often reaching 90% or so.
Interim stage. During this stage, the austenized surface layer and near-surface area is heated above the A2 critical temperature; however, the internal region, having temperatures below the Curie point, retains its ferromagnetic properties. At this stage, the power density distribution along the radius has a unique non-exponential “wave-like” distribution, which is very different from the commonly assumed exponential distribution. The cause for this behavior has been explained in Ref.1.
Final heating stage. The thickness of the austenized surface layer that exhibits nonmagnetic properties becomes greater than the current penetration depth in hot steel at a given frequency, and the “wavelike” distribution disappears. The classical exponential power density distribution will then take place. As expected, heat source generation depth has increased dramatically compared to an initial stage resulting in a more in-depth heating effect. With time, the core temperature exceeds the Curie point and the entire cross section will be nonmagnetic.
In surface hardening applications, there are typically only the first two heating stages.
Depending on the application specifics, the same frequency may be used for various coils or process stages. In other cases, power levels and frequencies may vary at the different heating stages. The presence of above-described process stages makes a marked impact on a selection of process parameters and design of an induction system and will be discussed in the next installment of this column.
References
1. V. Rudnev, D. Loveless, R. Cook, Handbook of Induction Heating, 2nd Edition, CRC Press, 2017.
Dr. Valery Rudnev, FASM, IFHTSE Fellow, is the Director of Science & Technology, Inductoheat Inc., and a co-author of Handbook of Induction Heating (2nd ed.), along with Don Loveless and Raymond L. Cook. The Handbook of Induction Heating, 2nd ed., is published by CRC Press. For more information click here.
The aerospace team at a heat treating company based in Orange, California, is partnering with NASA to launch manned missions to deep space.
Senator Ted Cruz (R- TX), Chair, Senate Space Subcommittee with Thermal-Vac Administrative Director Heather Falcone after he spoke to suppliers about the commitment to fund deep space exploration in years to come through bipartisan legislation.
Thermal-Vac Technology, which provides brazing, heat treating, and finishing services at its southern California facility, is working with NASA’s exclusive exploration-class space systems: NASA’s Space Launch System (SLS) rocket, Orion spacecraft and the Exploration Ground Systems that launch these vehicles. Thermal-Vac’s aerospace division joins with NASA and aerospace leaders “to return Americans to the Moon and send astronauts to Mars in the early 2030s.”
“Our team is honored to be part of the American efforts to continue being leaders in space exploration,” said Steve Driscol, CEO of Thermal-Vac. “It is a vital part our humanity that we invest in and support these projects to ensure their success now and for years into the future.”
With suppliers in all 50 states, NASA’s journey to deep space is a national effort. 2019 marks the final integration and testing of the rocket and spacecraft leading up to the first integrated launch to the Moon late next year. Aerospace companies across the country are helping to meet NASA’s visionary plan and contribute to America’s unmatched legacy in space.
Photo credit / caption: Thermal-Vac Technology / Eight astronauts from multiple missions to the moon and ISS pose with Congresswoman Kendra Horn (D-OK), Chair, House Space Subcommittee during a reception for SLS-Orion suppliers.
In the heavy-duty truck sector, the components of a 400-hp, 1000-lb-ft engine have been boosted with additional heat treating as part of the overhaul to update the company’s 6-speed automatic line and appeal to modern truck customers.
The 2019 Ram 3500 houses the first engine in the heavy-duty pickup class to reach 1,000 lb-ft of peak torque, powered by an all-new optional high-output turbo-diesel 6.7-liter Cummins inline-six-cylinder workhorse.
The new transmission benefits from stronger planetary gears and a new heat treatment system designed to significantly widen the range of optimum operating temperatures. ~ PickupTrucks.com























{kind=link}