15 Quick Heat Treat News Items to Keep You Current
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
David P. Hess and Marianne Kah have been appointed to the Board of Directors for Allegheny Technologies Incorporated. Hess brings 40 years of experience in the aerospace industry. Kah is a global energy and raw materials markets expert with tremendous experience in board-level strategic planning and risk analysis.
Neil Merrell was recently promoted to Vice President at Contour after more than twenty years of experience with the company.
Bill Gornicki has been appointed as Chief Executive Officer (CEO) of both Diablo Furnaces and Machine Tool Builders (MTB) based in Machesney Park, Illinois.
Skip Schaefer is now the consulting Product Design Specialist at Industrial Heating Systems, a manufacturer of quality immersion heating systems based in Boise, Idaho. Skip, also known as Mr. Heater to many, has nearly 50 years in the industry. He helped lead his father’s company Proheco from 1971-2003, another ten more years under the name Proheatco and over ten more with Titan Industrial Heating.
The leading Tier One metal additive manufacturer for the Aerospace & Defense industry, Sintavia LLC, has officially opened the doors to its new 55,000 square foot advanced manufacturing facility, located in Hollywood, Florida.
Equipment Chatter
A U.S. manufacturer recently commissioned a specialized aluminum solution heat treating furnace, which will be AMS2750 compliant and Nadcap capable and will be used to heat treat products for use in automotive, aerospace and medical applications. SECO/WARWICK Group’s subsidiary based in Meadville, Pennsylvania, has designed and built the furnace to load, heat treat, quench, and discharge with minimal operator assistance.
A leading western Pennsylvania heat treatment provider recently installed a brand new, 14-foot long car bottom air furnace. The furnace was surveyed in accordance with AMS2750 Rev E and is uniform within ±10°F (Class 2) and will be capable of handling workloads up to 30,000 pounds. A maximum operating temperature of 1400°F allows this furnace to accommodate the tempering of large tool steel components, as well as the age hardening processes of nickel-based alloys and precipitation hardenable stainless steels at Solar Atmospheres of Western PA.
An aerospace manufacturer has purchased an Electrically Heated Soluble Mandrel Curing Oven from Wisconsin Oven Corp. The oven is capable of heating 8,000 pounds of steel and 20,000 pounds of soluble material from 80° to 350°F at an average rate of 0.1° F per minute.
In addition, Wisconsin Oven Corporation announced the shipment of two Electrically Heated Four Zone Two Drawer Ovens to a manufacturer in the oil and gas industry. The batch ovens will be used for pre-heating drill pipe motor tubes and cores. The ovens have sufficient capability to heat 15,000 pounds of steel from 21°C to 120°C in approximately 90 minutes in a pre-heated oven.
An international mint recently purchased a horizontal vacuum furnace with a maximum temperature of 2462°F (1350°C) from Furnacare Inc., a TAV Group Company.
Three Gruenberg Cleanroom Truck-In Ovens have been shipped to the medical industry from Thermal Process Solutions.
Kudos Chatter
Nucor Corporation has been recognized as a General Motors Supplier of the Year for Non-Fabricated Steel at the automotive company’s 27th annual Supplier of the Year awards ceremony held last month in Detroit, Michigan.
The Powder Coating Institute (PCI) recently awarded its 2019 scholarships to worthy students who are studying various subjects that can lead to a career in powder coating. he 2019 PCI Scholarship Program awarded $25,000 in total, which includes donations of $5,000 from each of our corporate donors: Axalta Coating Systems, Gema USA and Nordson Corporation. PCI/Axalta Scholarship: Samuel Little, Purdue University; PCI/Gema Scholarship: Genevieve Andreae, University of Wisconsin – Platteville; PCI/Nordson Ken Kreeger Scholarship: Daikon Iverson, University of Wisconsin – Stout; PCI General Scholarships: Mark Rupert, University of Cincinnati, and Ashley Sullivan, University of Cincinnati.
Physical Digital is the first company in the world to be awarded Nadcap accreditation for measurement and inspection using 3D Structured Light (3DSL). Physical Digital has provided 3DSL measurement services to the aerospace industry for many years, completing repeatability studies, batch measurement, inspection and analysis on industrial components from single turbine blades to complete jet turbine engines and full aircraft.
Commercial Metals’ Barbara Smith has been named Steelmaker of the Year AISTECH 2019. Smith was honored during the AISTech president’s Award Breakfast, recognizing her for her leadership and strategic evolution of Commercial Metals Company.
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com
A Canadian manufacturer of extruded, fabricated, and anodized aluminum recently unveiled plans to expand to the US Midwest.
Extrusion (Source: Dajcor Aluminum)
Dajcor Aluminum announced a financial commitment to locate their first U.S. aluminum extrusion operation near Hazard, Kentucky, where they plan to hire 265 full-time employees.
Mike Kilby, President, Dajcor Aluminum (Source: Dajcor Aluminum)
Located within a 500 mile radius of several major U.S. markets, the Hazard facility will increase Dajcor’s potential to expand their extrusion supply capacity to a wide range of North American industries, including automotive, light rail transit, marine, construction, transportation, office furniture, lighting, military, and renewable energy.
With 300,000 square feet of manufacturing space at the eastern Kentucky operation, Dajcor intends to be in a position to supply extruded and fabricated aluminum components by the end of 2019.
“We are excited to get going on this expansion project for Dajcor,” said Mike Kilby, president and CEO of Dajcor. “This project will not only expand our capacity but also our geographic reach as our first manufacturing facility in the USA. Perry County, in Eastern Kentucky, offers a ready workforce as well as excellent state-of-the-art fabrication training facilities within the area. This fits well with our ‘All Under One Roof’ aluminum extrusion and fabrication business model” (Source: Hal Rogers).
A global metals manufacturer recently announced sale agreements of its divisions to two buyers: two non-core forging facilities to a middle-market private equity investment firm, and its Cast Products business to a manufacturing group.
Allegheny Technologies Incorporated (ATI) has agreed to sell the two non-core forging facilities to Wynnchurch Capital, LLC for $37 million in cash, and its Cast Products business to Consolidated Precision Products Corp. (CPP).
John Sims, Executive Vice President, HPMC segment
The forging facilities, located in Portland, Indiana, and Lebanon, Kentucky, are part of ATI’s High-Performance Materials & Components (HPMC) segment. They use primarily traditional forging methods to produce carbon steel forged products for use in the oil & gas, transportation, and construction & mining industries. They will be sold to Chicago, Illinois-based Wynnchurch Capital, LLC, a leading middle-market private equity investment firm. The transaction will close during the second quarter of 2019.
The ATI Cast Products business unit is part of the High-Performance Materials & Components (HPMC) segment. It produces titanium investment castings that are primarily used by aerospace & defense OEMs in the production of commercial jet airframes and engines. A post-casting machining facility in Salem, Oregon, will remain with ATI and provide services to CPP and others. CPP of Cleveland, Ohio, operates 16 global facilities manufacturing products primarily for the aerospace, defense, and industrial industries and is a portfolio company of Warburg Pincus, a leading global private equity firm. The transaction, subject to customary regulatory approvals, is expected to close in the early part of the third quarter of 2019.
Robert S. Wetherbee, President and Chief Executive Officer of ATI
“[The forging facilities] transaction is consistent with our ongoing efforts to actively evaluate our business portfolio to ensure we’re focused on key growth opportunities for HPMC in the aerospace & defense end-markets, specifically in nickel and titanium products as well as in advanced iso-thermal and hot-die forgings,” said John Sims, Executive Vice President, HPMC segment. “With the sale to Wynnchurch Capital, these solidly-performing, independent operations will become part of a company with a proven track record of investing in, growing and successfully operating industrial manufacturing businesses.”
“ATI’s HPMC segment is at its best when we couple our materials science expertise and extensive forging experience to produce critical jet engine components in our world-class production facilities,” added Sims. “ATI’s Cast Products business is a good fit for CPP’s aerospace and industrial focused business portfolio.”
“We continue to actively evaluate our business portfolio to ensure that we are focused on the businesses that offer ATI the best combination of growth, profitability, and corporate synergies,” said Robert S. Wetherbee, President and Chief Executive Officer of ATI.
Dr. Mihails Scepanskis is the CEO and co-founder of CENOS LLC.
Induction heating is an efficient way to quickly heat electrically conductive metals with pinpoint accuracy. It starts very simply, with a coil of conductive material, however initial design and optimization of the process are very complicated—it's hard to predict power, frequency, and heating time to get necessary results.
Computer simulation for induction heating is a powerful tool that enables engineers to investigate or design a physical system and process using a virtual mathematical model, thus saving time and money on numerous physical design iterations.
Dr. Vadims Geza is the chief scientist at CENOS.
Induction heating computer simulation offers the most efficient means of developing customized and optimized solutions and is, therefore, a necessity—not a luxury—in the modern induction heating industry. In this article, Dr. Mihails Scepanskis and Dr. Vadims Geza, both of CENOS LLC, based in Riga, Latvia, list features and benefits, obstacles and solutions of induction heating; advantages and disadvantages of computer simulation vs physical testing; what should be taken into account when choosing the right simulation software.
How simulation software can help companies save time and money on induction coil and process design
About Induction Heating
Today induction heating is used in many industrial processes, such as heat treatment in metallurgy, crystal growth and zone refining used in the semiconductor industry, and to melt metals which require very high temperatures.
Where Is Induction Heating Used?
Automotive
Construction
Aerospace
Metallurgical Plants
Oil & Gas Component Manufacturing
Special Applications
NASA's experimental NTP fuel elements heated with induction (Photo: CENOS)
Features:
Heat generation occurs inside the part.
Heating is contactless—as a result, product warpage, distortion and reject rates are minimized.
This method can provide very high power densities.
Heating may be highly selective in the depth and along the surface.
Any processing atmosphere (air, protective gas, vacuum) can be applied.
Very high temperatures may be reached.
The general benefits of induction surface heat treatment are
Short heating times—production rates can be maximized.
Optimized consistency—induction heating eliminates the inconsistencies and quality issues associated with open flame, torch heating, and other methods.
Extended fixture life—induction heating delivers heat to very small areas of your part without heating any surrounding parts. This extends the life of the fixturing and mechanical setup.
Environmentally sound without burning fossil fuels—induction is a clean, non-polluting process. Improves working conditions for employees by eliminating smoke, waste heat, noxious emissions, and loud noise.
Effective energy consumption—this uniquely energy-efficient process converts up to 90% of the energy expended energy into useful heat; batch furnaces are generally only 45% energy-efficient. Requires no warm-up or cool-down cycle.
Flexible adaptation to the hardening tasks
Closed loop computerized process control and compatibility with overall process automation
Large gear heat treatment (Photo: CENOS)
Obstacles:
Initial design and optimization of the process is very complicated.
It is hard to predict power, frequency and heating time to get necessary results.
Unlike other heating methods, induction heating requires specific coil design for each workpiece, so it's not very economic unless you need to process multiple similar workpieces.
To design and calculate the induction heating process you can:
Do a rough analytical estimation, then proceed with countless design iterations in the lab.
Find a professional company that can do induction coil and process design for you, but keep in mind that you most likely will be charged for design hours spent in the lab.
Buy a sophisticated multi-physics simulation software and hire a trained simulation engineer/analyst or pay for engineer's training (usually takes 3 months).
Start using a simple, affordable, and induction heating-focused simulation software like CENOS Platform, which features online training and templates for a quick and easy start.
Induction Heating and Computer Simulation
What Is a Computer Simulation?
Nowadays, in various industries, manufacturers prefer using software simulations over physical testing. Computer simulation is a powerful tool that enables engineers and scientists to investigate or design a physical system and/or process using a virtual mathematical model, thus saving time and money on numerous physical design iterations.
The vast majority of modern computer simulation software packages utilize numerical methods (e.g. finite element method or “FEM”) to evaluate extremely complex physical systems—systems that are otherwise impossible to precisely analyze. By leveraging the power of modern computer hardware, simulation software can provide substantial improvements in the efficiency, reliability, and cost-effectiveness in design and development processes.
Computer Simulation in Induction Industry
First works on computer simulation of induction coils were made in the 1960s. Due to limited access to computers, their low memory, speed, and poor programming methods, the computer simulation did not receive significant industrial application until the 1980s.
Now computer simulation has become a practical tool for everyday use in the induction industry. It allows the user to design optimal systems, improve equipment performance, dramatically reduce development time and costs, and better understand the process dynamics, etc.
Though there are still difficulties in an accurate simulation of non-linear and different mutually coupled tasks, computer simulation is effectively used for the design of induction heating coils and problem solution.
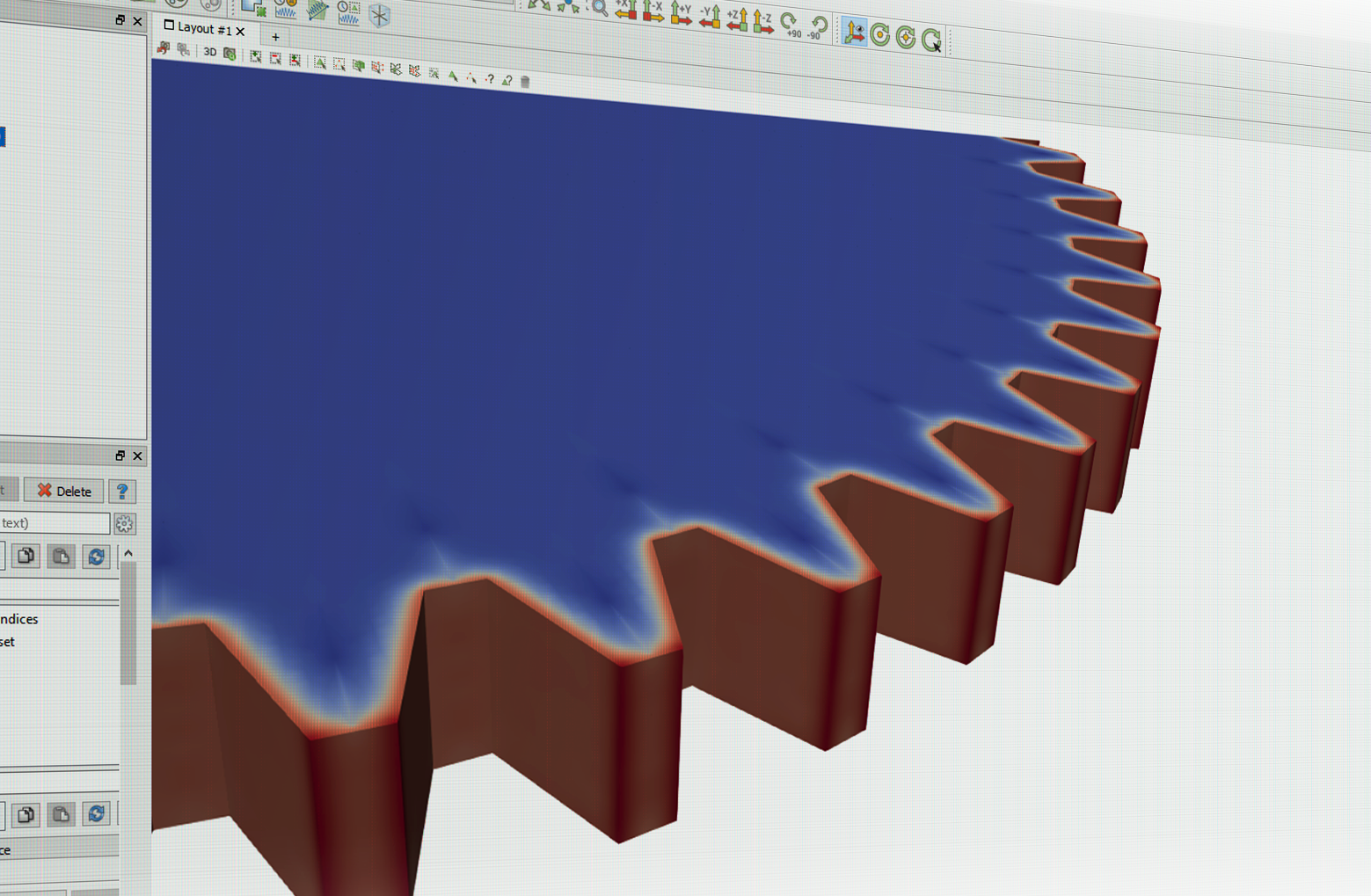
The 10 cm gear hardening with one concentric inductor at 170 kHz and 1.9 kA over 120 ms
Benefits and Value of Induction Heating Computer Simulation
The use of induction heating computer simulation software can promote substantial improvements in the performance and cost-effectiveness of induction heating equipment, in addition to large reductions in the cost and time required to design and develop induction heating processes.
From a design perspective, computer simulation is valuable for a number of reasons, two of the most notable being:
The physics involved in utilizing electromagnetic induction as a deliberate and controlled source of heat generation is extensive and multi-faceted. Computer simulation provides a quantitative approach to designing and developing induction heating processes, allowing complex physical phenomena that cannot be physically observed and/or measured to be clearly visualized and quantified.
Because electromagnetic induction offers an extremely effective, economical, and versatile means of heating conductive materials, the scope of induction heating applications is very broad. This includes (but is not limited to):
Furthermore, each of these general applications includes countless different workpiece types, geometries, materials, and heating requirements. As a result, no “universal solution” exists in the design of induction heating equipment. Induction heating computer simulation offers the most efficient means of developing customized and optimized solutions and is, therefore, a necessity—not a luxury—in the modern induction heating industry.
Combining Simulation With Real World Tests for the Best Results
Example of simulation results (Photo: CENOS)
Inductor design is one of the most important aspects of the overall induction heating system. A well-designed inductor provides the proper heating pattern for your part and maximizes the efficiency of the power supply, while still allowing easy insertion and removal of the part. With the right design, it's possible to heat conductive materials of any size and form, or only the portion of material required.
Computer Simulation vs Experimental Method
Computer Simulation
Advantages
Can work for any geometry and operating conditions
Demonstrates the entire dynamics of the process
Leaves records for future
Limitless accuracy of calculations
Does not require special equipment
Less expensive and less time-consuming
Future improvements expected
Provides 3D process visualization for customers (pictures, video)
Limits and Disadvantages
Requires special software and databases
Not all the processes may be simulated (as of today)
Does not provide physical samples
Experimental Method
Advantages
May provide the most reliable results
Can show the performance of the whole system including unexpected effects and troubles
Does not require a material property database
Provides physical samples for properties validation
Limits and Disadvantages
May require expensive equipment
Does not provide a good understanding of the process
Difficult to transfer knowledge (to scale a company)
Case dependent accuracy
Limited access to production equipment (expensive)
Time-consuming—may cause production delay due to multiple design iterations.
Challenges in coil design
The induction coil, also known as an "inductor", is essential to induction heating. Single-turn, flexible, multi-turn cylindrical, left-turn, right-turn, rod-shaped, hair-pin, parallel, ear-shaped, tiny, big—whatever the coil shape and size—the right design maximizes the lifetime of the coil and ensures lowest energy consumption and best effects on work process and materials.
Many factors contribute to a coil’s effectiveness: the care taken to make it, the quality of the materials used, its shape, its maintenance, its correct matching with the power source, etc.
Here are just three of the many hurdles to be overcome in order to make safe and efficient coils:
Impedance matching
It is necessary to achieve the correct impedance matching between the coil and the power source in order to use the latter’s full power. The coil designer must also consider that coils need five to ten times as much reactive as active power.
Magnetic flux concentrators
Concentrators focus the current in the coil area facing the workpiece. Without concentrators, much of the magnetic flux may propagate around the coil. This flux could engulf adjacent conductive components. But when concentrated, the flux is restricted to precise areas of the workpiece.
Water flow and speed
It is generally important to achieve an adequate flow of cooling water through the coil. When high power density is expected in the inductor, the coil designer must consider the flow rate and the water’s velocity. This is because velocity significantly influences the heat transfer between inductor and coolant and therefore has a major impact on the longevity of the coil. A booster pump is sometimes needed to maintain the desired flow and velocity. Professional designers will also specify a purity level for the water in order to minimize coil corrosion.
Tools and Processes Necessary To Ensure Coil Longevity and Performance
Advanced induction coil design includes:
Detailed analysis of specifications, available equipment, and environment
Coil style and heating process selection (scanning, single-shot, static, etc.)
3D design programs and computer simulation for coil head optimization
Analysis of benefits of magnetic flux controllers application
Advanced manufacturing techniques, mandrels to achieve tight tolerances
Testing in a laboratory or industrial plant for performance and final dimensional check
Final corrections if required
Designing and making induction coils is technically challenging. Computer simulation helps tackle some of the challenges, limiting costs and maximizing effectiveness.
CENOS Platform's mission is to help companies switch from old and cumbersome experimental methods to a powerful computer simulation that is simple, affordable, and induction heating-focused. CENOS, combined with real-world trials, will yield the best results in a fast and cost-effective way.
How To Choose the Right Simulation Software
The induction heating market is small compared to other industrial sectors, and there are only a few specialized simulation packages on the market that can be used for induction process and coil design. Induction heating simulation involves a set of mutually coupled non-linear phenomena. Many induction applications are unique and may require different program modules. In addition to computer simulation software, an extensive material database is necessary for accurate results.
1D, 2D or 3D?
Majority of practical simulations now are being made in 1D or 2D approaches. But with 1D and 2D, the structure and geometry of real induction systems are often very simplified. In reality, a majority of induction systems are 3D. In addition, interference of induction device and source of power must be considered in many cases. That's why 3D will ensure less space for errors and a more thorough analysis.
Cloud vs Desktop
Working with cloud-based software requires uploading your data to the third party. Frequently induction heating equipment manufacturers are not allowed to share their customer CAD files with a third party due to NDA. Furthermore, while cloud computing may provide increased calculation speed, one should consider the time it takes for uploading the design files and downloading the result files.
Importance of training & support (time, costs)
There is a common opinion that simulation software requires a specially educated (and well paid) simulation engineer/analyst, usually hired only for one kind of task—simulation. This is definitely true for sophisticated multi-physics simulation packages, which might require 3 to 4 months of intense training because of a plethora of numerical aspects which should be taken into account in order to get reliable results in a simulation. However, CENOS 3D desktop software keeps focus solely on induction heating and tries to avoid any unnecessary functionality which might confuse an inexperienced user. By using CENOS-dedicated templates, a beginner can run his first induction simulation in just under 30 minutes and become a pro user with any 3D geometry after 2 weeks of training, guided by CENOS engineers.
Cost
Licensing software can cost $20,000 to $80,000 up front plus additional annual payments in 20% value of purchase price just for support and updates. And that's only for an induction heating module, whereas CENOS's annual license is $7,200 and requires no upfront investment. Alternatively, one could consider a “pay as you go” purchase model, paid by hours, but one must keep in mind that 3D calculations take time, which might make this particular subscription model cost inefficient.
Open Source software—a free alternative with some drawbacks
Open source is very cost efficient—open source tools like Elmer or GetDP are free to use. However, these tools might require a long training period (6 to 10 months); plus extra steps and routines required for everyday simulation will take up to 1,000 additional hours a year. Overall, open source tools are a solid choice because they are validated by the community but not focused on user experience.
Benefits:
Community. Open source solutions often have thriving communities around them, bound by a common drive to support and improve a solution and introduce new concepts and capabilities faster, better, and more effectively than internal teams working on proprietary solutions.
The power of the crowd. The collective power of a community of talented individuals working in concert delivers not only more ideas but quicker development and troubleshooting when issues arise.
Transparency. Open source code means just that—you get full visibility into the code base, as well as all discussions about how the community develops features and addresses bugs.
Reliability. Because there are more eyes on it, the reliability of open source code tends to be superior as well. Code is developed on online forums and guided by experts. The output tends to be extremely robust, tried, and tested. In fact, open source code now powers about 90% of the internet and is being rapidly adopted across major enterprises for this reason.
Better security. As with reliability, open source software's code is often more secure because it is much more thoroughly reviewed and vetted by the community.
Drawbacks:
Because there is no requirement to create a commercial product that will sell and generate money, open source software can tend to evolve more in line with developers’ wishes than the needs of the end user. For the same reason, they can be less “user-friendly” and not as easy to use because less attention is paid to developing the user interface.
There may also be less support available for when things go wrong – open source software tends to rely on its community of users to respond to and fix problems.
Because of the way it has been developed, open source software can require more technical know-how than commercial proprietary systems, so you may need to put twice as much time and effort into training employees to the level required to use it.
Many different open source solutions are not compatible with each other. Take for example GetDP - an open source finite element solver, its core algorithm library uses its native pre-processing and post-processing tool Gmsh, which frankly, compared to other solutions, is not the best in its class.
CENOS Makes Open Source User-Friendly and Easy To Use
CENOS Platform uses GetDP solver and offers integration with far more superior open source tools like SALOME for pre-processing and Paraview for post-processing, which by default are not compatible with GetDP.
“CENOS” stands for “Connecting ENgineering Open Source”, highlighting its new software approach: connecting the best of open source tools in one seamless user experience. CENOS platform technology enables affordable simulation available for small to midsize companies by connecting third-party open source algorithms GetDP, Salome, and Paraview, developed by strong academic communities involving world top research centers and universities like Sandia National Lab, Imperial College, KU Leuven, and others. The academic world has already built plenty of smart algorithms; there is no need to charge money for the scientific heritage. Use of free open source algorithms makes it possible for CENOS to be affordable for everyone.
The company has built a user-friendly interaction layer and interconnection between previously incompatible separate open source software algorithms. CENOS Platform consists of a user interface, special data optimization procedures including necessary data reformatting for inter-operational compliance ensuring data flow and control between different open source tools. This way CENOS lets engineers save up to 80% of design time by replacing physical prototyping with powerful simulation software which is affordable and easy to use.
About the Authors: Dr. Mihails Scepanskis is the CEO and co-founder of CENOS LLC, based in Riga, Latvia. Dr. Vadims Geza is the chief scientist at CENOS.
A family-owned heat treatment company, situated in Lombardy, Italy, has expanded its surface treatment capabilities to include Nitreg® controlled nitriding, Nitreg®-C nitrocarburizing, and ONC® in-process oxidation treatments.
GalvanoTechnik invested in a compact Nitrex system, model NXK-609, configured to process 23.5” diameter by 35.5” high (600mm by 900mm) workloads that weigh up to 1300 lbs (600 kg). The system promises to comply with the temperature uniformity requirements of AMS 2750E, in addition to meeting specifications ASM 2759/10, which would make it possible to achieve required metallurgical and mechanical properties for controlled nitriding. NXK series is designed to leave a reduced footprint and combines three process technologies into one platform.
GalvanoTechnik added nitriding and nitrocarburizing to its portfolio after engaging in deeper dialogue with its customers and identifying new needs. Six months after the installation and start-up of the Nitrex system, the company now supports customers in the defense and automotive industries to solve unique challenges related to wear and corrosion resistance as well as aesthetic surface finishes.
Applications range from firearms components, such as magazines and barrels, to automotive components. Working with GalvanoTechnik, the Nitrex Research & Technology team designed and tested process recipes to meet requirements for each part. All control recipes are stored to the Nitrex system process library; the operator simply selects the process for a specific application. The control system then takes over, automatically monitoring and adjusting parameters including time, temperature, atmosphere composition, and Kn nitriding potential.
The monthly economic report from the Industrial Heating Equipment Association (IHEA) showed continued signs of optimism for the heat treat economy. This month, like last month, the 11 indices reported on by the organization were mixed; five were up and six were modestly down.
Capital expenditures were up significantly in April.
Among those headed north were a triumvirate of manufacturing indices: capital expenditures, durable goods shipments, and factory orders. Industrial capacity utilization was slightly off but still higher than it was one year ago.
Other strong indices were home starts and steel consumption.
On the down side of the equation, new orders (PMI) dipped significantly as did the Credit Manager’s Index. The transportation index also dipped slightly.
In the full, twelve-page report, IHEA Economist, Chris Kuehl, goes into depth on each of the eleven indices explaining their potential impact on the heat treat industry and the causes for their upward or downward motion.
IHEA member companies receive the report free of charge each month as a benefit of membership.
The PMI, which measures new order activity, saw a significant dip in April.
To view the latest IHEA Executive Economic Summary, contact IHEA Executive Director, Anne Goyer by clicking here.
A leading full metal shapes solutions provider has announced the opening of its new North American Powder Metallurgy Headquarters and Additive Manufacturing (AM) Customer Center. The 38,260 square foot facility, located in Auburn Hills, Michigan, expands the company’s global 3D printing network and extends its scope of in-house powder metallurgy capabilities.
GKN PM Powder Metal Compaction Press (Source: GKN Powder Metallurgy)
Housing over 80 employees from the three GKN Powder Metallurgy’s businesses, Hoeganaes, GKN Sinter Metals and GKN Additive, the space is designed to inspire teamwork and enhance exceptional customer experiences. The building includes 20,700 square feet of collaborative working areas and 17,700 square feet of shop floor space to complete the cohesive working environment.
“We are excited to start a new journey in Auburn Hills with a space that is dedicated to our team, our community and the advanced technology we create for our customers,” said Reid Southby, President, GKN Sinter Metals Large Segment. “This building reinforces our commitment to the North American market and continued global growth.”
The building includes a 3,200 square foot AM Customer Center, equipped with two EOS M290 Direct
GKN Powder Metallurgy celebrated the opening of its North American PM Headquarter and AM Customer Center with an internal celebration on April 8.
Metal Laser Sinter (DMLS) printers. The DMLS machines incorporate powder bed fusion technology, creating functional prototypes within a two-week lead time and allowing customers to test factors such as usability, ergonomics, manufacturability and materials in the early stages of the development process.
“GKN Powder Metallurgy is at an exhilarating point in its journey of growth and innovation,” Southby added. “We now have the opportunity to provide our customers and strategic partners with local and exceptional support on all fronts of our business.
A large North American supplier of refractory products and services is responding to domestic steelmakers’ increased capacity and solving their refractory challenges through several new initiatives.
Mirroring its steel customers’ investments to boost production capabilities and upgrade facilities, HarbisonWalker International (HWI) is investing to increase capacity by 25 percent in 2019 at key steel refractory facilities. In fact, approximately one-half of HWI’s capital investment dollars will have a direct positive impact on its steel industry customers. Much of the investment will be at its White Cloud, Michigan facility, which manufactures refractory products primarily for steelmakers.
HWI Announces Investments and Digital Refractory Transformation at AISTech 2019
This is the latest in a series of capital investments that HWI has made at White Cloud over the past three years. In 2018, HWI integrated new equipment and technologies to modernize the facility.
The 2019 investment includes expansion to accommodate new warehouse and shipping space, which is being constructed with American-made steel. Additional manufacturing space will house new production technologies, including a new brick press and packaging line, manufacturing technologies that improve production efficiency and worker safety.
“The improvements will further optimize production, product quality, and delivery efficiencies for our steel customers,” said Carol R. Jackson, Chairman and CEO, HarbisonWalker International. “The new press and warehouse increase our capacity to supply our industry-leading products including mag carbon brick for steel ladles, electric arc furnaces (EAF), and basic oxygen furnaces (BOF). The new packaging line allows for increased handling safety and provides quality control benefits associated with our product.”
One year after announcing its plan to significantly invest in monolithic refractories manufacturing, HWI built and opened a new, state-of-the-art facility in South Point, Ohio in 2018. It is North America’s most technologically advanced refractories plant and one of the top globally. Featuring state-of-the-art processes and technology, the South Point plant is now fully operational and supplying steel industry products.
In addition to physical expansion and technology integration in its plants, HWI is evolving the refractory industry for the 21st century by taking a holistic approach to advancing its use of data. HWI is aggressively initiating programs to help customers transition numerous decision-making processes from experienced-based to data-based, through use of various sensor and data acquisition systems, for instance.
Through the expertise of its team and strategic partnerships with industry leaders, HWI is employing sensor technologies, such as infrared cameras, and also utilizing three-dimensional laser measurement to make digital twins of physical assets. These technologies, along with ‘edge’ software that can access datasets from various plant level sources, are helping HWI develop tools to increase product campaign life and improve worker safety. Performance data will also benefit future generations of HWI products.
The outcomes for steelmakers include closer collaboration for customized products and continuous improvement, optimizing throughput and analytical insights to find even more significant cost savings.
“HWI is working to transform data into process improvements and business intelligence that help steel industry customers work safer and smarter, with even better tools for knowledge sharing,” noted Jackson. “Combining our digital transformation with HWI’s proven products and the industry-leading expertise of our field services team, we’re effectively positioned to deliver for our steel customers today and in the future as our industries evolve together.”
HWI has also recently innovated and patented new functional product solutions that are helping steel customers further reduce downtime and increase performance. These solutions allow for faster, easier installation with improved ergonomics.
In addition to its products, HWI also provides around-the-clock support from the most extensive service team in the U.S. and offers dedicated iron and steel application specialists who provide highly customized solutions.
Alessandro Fiorese, R&D Chief Engineer with TAV Vacuum Furnaces SPA
Alessandro Fiorese, R&D Chief Engineer with TAV Vacuum Furnaces SPA, introduces the vacuum brazing process for automotive applications. For more articles, tips, and news related to heat treatment for automotive applications, keep an eye out for Heat Treat Today’s special print/digital issue Automotive Heat Treating, due in June 2019.
Introduction
Brazing is a heat treatment process in which metallic parts are joined together through a metallic filler with a melting temperature lower than the melting point of the joined parts. The filler metal can be used as a wire, a thin plate, or a paste depending upon the final application we are considering.
To obtain a good welding in terms of mechanical properties and corrosion resistance, it’s necessary to minimize contamination and impurities in the joined zone. Vacuum brazing processing provides a way to reach a high cleaning level of atmosphere during the brazing heat treatment.
The brazing treatment is particularly useful to produce complex shape parts with a lot of joining points per unit of area. Typical brazing applications are oil or water heat exchangers in the civil and automotive fields such as the ones represented below.
The high-performance aluminum heat exchangers manufacturing is growing particularly in the automotive field. In this context, AA 3xxx and 4xxx are commonly used materials for parts and filler material respectively because these materials have a very low specific weight and a very high thermal conductivity level.
As indicated before, one of the cleanest brazing atmospheres is vacuum. For this reason, in the following discussion, we will analyze in detail the complete characteristics of a semi-automatic TAV vacuum brazing furnace for automotive applications.
Vacuum Brazing Furnace
The entire furnace is composed of three different stations:
the heating furnace;
the loading station;
the cooling station.
Heating Furnace
heating furnace
Furnace Vessel
The vessel separates the inner part of the furnace where the hot chamber is placed from the outside environment. The vessel develops along a horizontal axis, it has an elliptical design and it is provided with two flat doors (front and rear). Both doors are hinged and can be opened manually. The front door has an automatically sliding entrance for loading-unloading the furnace.
Hot Chamber
The thermal chamber has a rectangular section 71 (H) x 18 (W) x 144 (L) inches (180 x 45x 365 cm), and it is constituted by steel panels with nickel-chrome resistors. There are 23 independent hot zones that make the chamber temperature very well-controlled. The temperature uniformity requested for this vacuum furnace is ± 37°F (± 3°C) from the set temperature. In the following picture, the ± 37°F Temperature Uniformity Survey (TUS) chart is shown.
Figure 1. TUS example at a specific temperature with 12 TLC
Vacuum System
The vacuum system has three pumping groups, two with a rotary piston pump, a roots pump, and an oil diffusion pump. The third pumping group has a mechanical pump, a roots pump, and a cryo-trap in order to condensate humidity and impurities released during the entire process. The ultimate reachable vacuum without the load is 10-6 mbar (range).
Loading Station
loading station
Loading Baskets
To carry out the brazing heat treatment in a correct way, a specific steel shelved fixtures hold the heat exchangers parts all together with the filler material. For each brazing process, a load from 1984 up to 4850lbs (900 up to 2200kg) can be heat treated at the same time. For gaining a semi-automatic heat treatment process, there is a parking station that can be used as a buffer for the heating furnace.
cooling station
Cooling Station
At the end of the brazing heat treatment, the load is automatically transferred into a separate cooling chamber where the brazed parts are cooled down by forced recirculation of air.
Heat Treatment
Before reaching the brazing temperature, the load is maintained at a lower temperature for a period of time to remove the working oil plate from the heat exchangers. During this maintenance time, a variation between high vacuum and partial pressure of N2 is observed.
Figure 2. Typical brazing cycle. Line yellow is the setpoint, line orange is the temperature TC, line blue is the high vacuum level and purple line is the partial pressure in mbar detected.
After the brazing step, the furnace reaches high nitrogen static partial pressure, starting the cooling phase. This step is considered complete when the furnace injects air up to reach the atmospheric pressure as total pressure. At this time, the front door opens automatically, and the loading track extracts the charge from the furnace.
The parent company of a western Pennsylvania-base heat treat furnace manufacturer recently announced a partnership with a Serbian defense materials manufacturer to supply new heat processing equipment.
Zastava Arms, which manufactures firearms and artillery, based in Kragujevac, Serbia, replaced dated equipment with a new SECO/WARWICK high-temperature box furnace. The new equipment includes tighter temperature uniformity and fully automated temperature controls.
“We chose the SECO/WARWICK technology based on our previous experience and because it fits perfectly with our current Quality Management System by providing real-time controls that ensure a high-quality product and profitable operation,” said Vladan Živković, Manager of Department of Technology with Zastava Arms. “Zastava Arms has been a supplier to the defense industry for many decades and will stay among top defense suppliers thanks to investments in high-quality technology.”
Jarosław Talerzak, Vice President of Thermal Segment at SECO/WARWICK
According to DefenseWeb, the defense industry of Serbia is the largest in the Western Balkans and manufacturers must implement strict standards in order to meet the criteria to get a permit for manufacturing.
“We have enjoyed a long partnership with Zastava Arms and are pleased to continue supplying advanced technology solutions for every heat treatment application,” said Jarosław Talerzak, Vice President of Thermal Segment at SECO/WARWICK. “As a technology partner, we are positioned to support our customer’s growth by offering a wide range of service and equipment options especially for the very demanding industries represented by our partner.”
Main photo credit/caption: MilMag Facebook/Serbian Zastava Arms assault rifle