A U.S. Air Forcecontract has been awarded for 38 advanced aerospace heat treating furnaces. The furnaces will enhance mission-critical aircraft maintenance capabilities at bases across the United States and overseas.
Phillips Corporation Federal Division and DELTA H® Technologies will provide the furnaces. Of the 38 are 13 Model DCAHT®-181248-1200/500-MIL units and 25 Defender Series Model DEF-DC-RH-242436/1200-CH-242436/1200 units. Deliveries are scheduled over the next year to provide the USAF with heat treating capacity for aviation-grade metals to meet AMS2750H compliance and NAVAIR TO 1-1A-9 standards.
“Phillips Federal is honored to support the U.S. Air Force through this partnership,” said Kelley Padham, president of Phillips Corporation, Federal Division. “Our collaboration with DELTA H Technologies continues to expand the boundaries of advanced manufacturing for the Department of Defense — empowering readiness, resilience, and rapid innovation wherever our warfighters serve.”
Service member team working with new Delta H furnace Source: Delta H Technologies
Richard Conway, director and CTO of DELTA H Technologies and a U.S. Air Force veteran, added: “Ten years ago, the Air Force asked us to help solve a problem. As an engineer and veteran, it became a personal mission to provide the best heat treating solutions possible. Today, knowing the USAF relies on DELTA H and Phillips Federal for this critical technology is deeply humbling.”
The DCAHT® Model has dual convection-heated chambers with certified TUS work volume at 18” W × 12” H × 48” L. The lower chamber operates to 1200°F for aluminum solution heat treating with a roll-away quench tank, and an upper chamber which operates up to 500°F for aluminum aging.
The Defender Series Model has dual TUS-certified work volumes at 24” W × 24” H × 36” L. The convection chamber operates between 200°F–1200°F with rapid cooling from 1000°F to <200°F in under 30 minutes, enabling complete solution heat treating, annealing, and aging (T6). The radiant chamber operates between 1000°F–2000°F, with inert gas atmosphere capability.
Press release is available in its original form here.
Iperion X has received $25 million from the U.S. Department of War to support the build-out of a resilient, fully integrated, and low-cost titanium supply chain. The funds will be applied to the scale-up of production to 1,400 tpa at IperionX’s Titanium Manufacturing Campus in Virginia.
The award has come through the Industrial Base Analysis and Sustainment (IBAS) program and is part of a $42.5 million obligation expected to be granted over time. The IBAS program is designed to reinforce U.S. defense supply chains mineral-to-metal titanium that reduces reliance on imports and establishes a secure, uninterruptible domestic source of critical materials.
This latest obligation follows prior tranches of $12.5 million and $5 million, which funded long-lead items for titanium manufacturing equipment and to advance the Titan Critical Minerals Project in Tennessee.
IperionX is an American titanium metal and critical materials company that uses patented metal technologies to produce high performance titanium alloys, from titanium minerals or scrap titanium, at lower energy, cost and carbon emissions. Their Titan critical minerals project is the largest JORC-compliant mineral resource of titanium, rare earth, and zircon minerals sands in the United States. Titanium metal and critical minerals are essential for advanced U.S. industries including space, aerospace, defense, consumer electronics, hydrogen, automotive and additive manufacturing.
Press release is available in its original form here.
Get your kicks out of today’s edition of Heat Treat Humor, featuring jokes from Publisher Doug Glenn, Heat Treat Todayeditors, and contributions from around the industry.
If you have a heat treatment joke to share please forward it along for the humor enthusiasts here at Heat Treat Todayby emailing editor@heattreattoday.com. It may just end up being featured!
1. Why did the steel need therapy after quenching? It had too much unresolved stress.
Which happens to any of us when we’re not treated right.
2. Why don’t metals gossip during annealing? They’re too busy relaxing.
Cue the shamisen music.
3. What did the furnace say to the cold titanium? You need to warm up to change.
The titanium felt it’d be hardened by the experience.
4. Why did the aluminum fail its heat treatment exam? It lost its temper under pressure.
Don’t be like aluminum.
5. What’s a heat treater’s favorite genre of music? Heavy metal.
And their favorite band? Metallica.
6. Heat treatment impacts almost every faucet of our lives.
It’s far reaching.
7. Why did Heat Treat Joe burn out in his job? He didn’t take enough time for stress-relief.
A mistake any of us can make.
8. Why did the metal fail its quenching process? Because it wasn’t all it was cracked up to be.
We and metal have that in common.
9. What kind of worship does a heat treater like? Metalliturgical.
Honey for lovers of the refiner’s fire.
10. Why did the knife adjust so easily to marriage? It had tempered expectations.
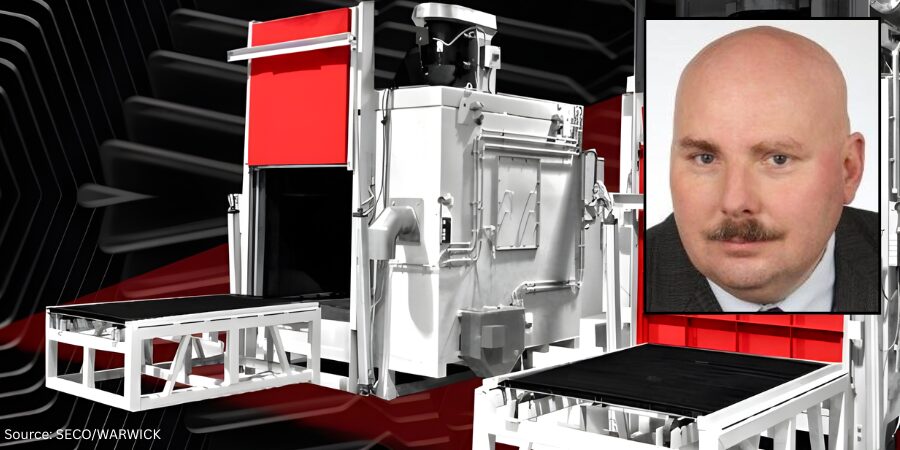
A single-chamber vacuum furnace will be provided to a manufacturer in the aerospace industry. The new furnace will expand their production capacity of aircraft gear manufacturing.
Maciej Korecki Vice President of Business of the Vacuum Furnace Segment SECO/WARWICK
“For decades, we have been working for the aerospace industry and continuously improving our equipment to not only meet high quality standards but also to ensure maximum efficiency. For manufacturers of aircraft and helicopter parts, we almost always prepare unique solutions tailored to defined needs,” shared Maciej Korecki, vice president, Vacuum Segment of SECO/WARWICK group, which is providing the furnace. SECO/WARWICK is an industrial furnace technology provider with North American locations.
“Thanks to the inverter control, we can activate the optimal cooling power at the appropriate stage of the process. A major advantage of this device is its low heat loss and excellent temperature distribution in the graphite heating chamber, which is resistant to rapid wear and simple to operate and maintain,” says Paweł Okinczyc, sales manager at SECO/WARWICK.
The single-chamber Vector vacuum furnace enables the heat treatment of large components, while maintaining a compact design. The furnaces in this line are equipped with convective heating, improving heat transfer efficiency during lower temperature heating; directional cooling, allowing problematic components in terms of shape to be cooled in different ways; and isothermal hardening, enabling better cooling process control through enhanced charge temperature management and frequency converter-based fan control.
Press release is available in its original form here.
Ask The Heat Treat Doctor® has returned to bring sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This informative piece was first released in Heat Treat Today’sOctober 2025 Ferrous & Nonferrous Heat Treatments/Mill Processingprint edition.
In today’s Technical Tuesday, Dan Herring continues his exploration of what hydrogen embrittlement is by contrasting it with other forms of embrittlement. Learn how to identify these various forms of brittle intergranular failure below!
We continue our discussion from last month concerning hydrogen-assisted cracking (aka hydrogen embrittlement) by looking at closely related phenomena, often mistaken for hydrogen embrittlement. Let’s learn more.
As a brief recap of what we discussed last month, the severity and mode of the hydrogen damage depends on:
Source of hydrogen — external (gaseous) or internal (dissolved)
Exposure time
Temperature and pressure
Level of residual and applied stresses
Type of alloy and its production method
Method of heat treatment
Treatment of exposed surfaces (barrier layers, e.g., oxide layers as hydrogen permeation barriers on metals)
Final treatment of the metal surface (e.g., galvanic nickel plating)
Presence of chemicals that may react with metals (e.g. acidic solutions)
Number of discontinuities in the metal
There are, however, several other embrittlement mechanisms that are often mistaken for hydrogen embrittlement and we will explore these here.
Quench Embrittlement
Contact us with your Reader Feedback!
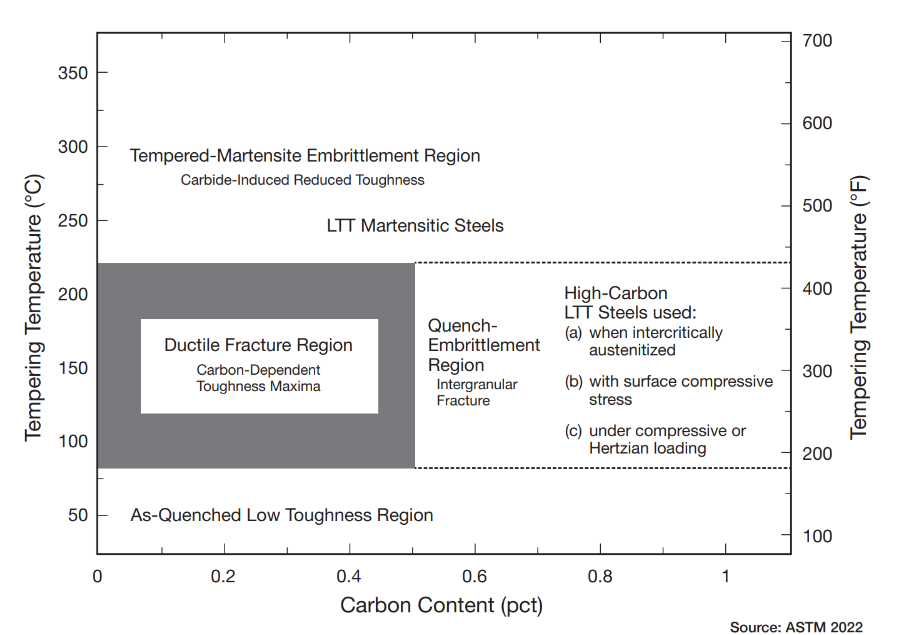
Many high hardenability steels (e.g., 4140, 4340, 52100) are susceptible to a form of brittle intergranular failure from a phenomenon known as quench embrittlement. Under tensile or bending stress, higher carbon steels are susceptible to intergranular fracture in both the as-quenched condition and/or after low temperature tempering — generally considered “safe” from traditional embrittlement. A transition from ductile to intergranular fracture in martensitic steels having greater than 0.5% C can be embrittled even when tempered at low temperatures.
This phenomenon is different from tempered martensite embrittlement (TME) or temper embrittlement (TE), as explained below, as embrittlement occurs before tempering. The issue is exacerbated by the presence of certain embrittling elements (e.g., P, S, As, Sb, Sn, Pb) solely or when their combination reaches a high enough percentage (typically, 0.10%).
Temper Embrittlement
In broad based terms, TE involves a reduction in the normal ductility of a metal due to a physical or chemical change. TE is characterized by reduced impact toughness and occurs in certain quenched and tempered steels and even in ductile irons with susceptible compositions. This form of embrittlement does not typically affect room temperature tensile properties but causes significant reductions in impact toughness and fatigue performance. Although normally associated with tempered martensite, it can also occur if the matrix is tempered to the fully ferritic condition.
Types of Temper Embrittlement
When tempering steel, several types of embrittlement must be avoided. The first type, TME, is an irreversible phenomenon that can occur within 200−400°C (390−750°F). Years ago, it was called “blue brittleness” for the steel’s surface oxidation appearance, but this term is misleading since it can occur at temperatures below the onset of a blue coloration on steel.
Figure 1. Fracture modes in hardened steels
The second type is TE, a reversible phenomenon that occurs when steels are heated in and/or slow cooled through the temperature range of 375−575°C (705−1070°F).
Why Does it Happen?
TME and TE are examples of intergranular embrittlement. A common factor in such failures is the presence of elements that segregate to the grain boundaries. The chemical reaction rate or kinetics of segregation are such that they exhibit “C” curve behavior in the 350−550°C (660−1020°F) range; in other words, segregation does not occur uniformly. Both types of embrittlement are in part related to grain-boundary segregation of impurity elements (e.g., As, P, Sb, Sn), and both develop during thermal processing after austenitizing and quenching to martensite, usually indicated by an upward shift in ductile-to-brittle transition temperature.
TME is thought to result from the combined effects of cementite precipitation on prior-austenite grain boundaries or interlath boundaries and the segregation of impurities at prior-austenite grain boundaries. By contrast, TE is thought to be caused by the formation of carbides on decomposition of martensite, in particular, precipitation of carbides in the form of films at grain boundaries. At higher temperatures of tempering, this film disappears and cannot be restored on repeated heating at 250−400°C (480−750°F).
Which Steels Are Affected?
All steels are susceptible, so the real question becomes how susceptible and what factors affect that susceptibility. For example, while plain carbon steels may contain some of the same impurity elements that will cause the embrittlement phenomenon to occur in other steels, the segregation of these elements is often enhanced by or caused by the presence of other alloying elements in substantial quantities. As a result, alloy steels, in general, have more susceptibility than carbon steels.
It is important to understand that the degree of embrittlement is affected by the prior austenite grain size and hardness. So, if we are dealing with a fine-grained plain carbon steel of low hardness, it may not experience embrittlement symptoms despite its phosphorous content, whereas a more highly alloyed Cr-Ni steel used at higher hardness is more susceptible to its impurity content.
Widely used alloying elements, such as chromium, nickel, and manganese, tend to promote TE with the highest embrittlement effect observed in Cr-Ni and Cr-Mn steels. Small additions of molybdenum (0.2-0.3%) can diminish TE, while greater additions enhance the effect. TE can be prevented by keeping silicon and phosphorus levels as low as possible, adding up to 0.15% molybdenum and avoiding the embrittlement heat treating conditions.
Susceptibility also depends on impurity control and here is where the steelmaking process is critical. For example, in plain carbon and Cr-Mo steels (those with no Ni) where phosphorous is the most impactful embrittlement element, the percentage can be controlled by the steelmaking process. In steels that contain significant amounts of nickel, antimony and tin are more potent embrittlement elements. Phosphorous has an effect but not as large as it has in plain carbon and Cr-Mo steels. It should be noted, however, that antimony and tin in plain carbon steels can cause other hot working issues.
How Can We Correct It?
TME is irreversible, and its effects are permanent. By contrast, the effects of TE can be reversed. This is done by re-tempering above the critical temperature of 575°C (1070°F) then cooling rapidly. Impact toughness can be restored. If necessary, this process can be repeated.
A Simple Example
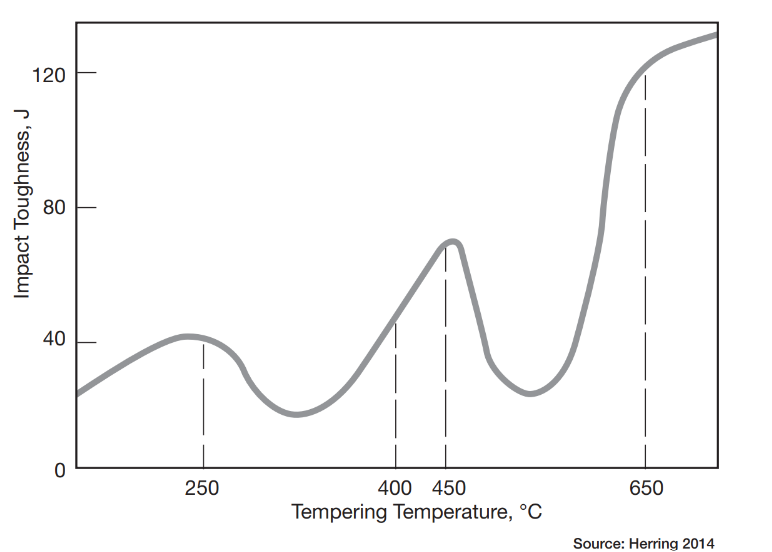
Alloy steel, which is susceptible to TE, will exhibit a relationship such as shown on Figure 2. Note that the impact toughness of quenched steel after tempering at 200−400°C (390−750°F) is lower than that obtained on tempering at temperatures below 200°C (390ºF). If brittle steel tempered in this range is heated above 400°C (750ºF) and transformed into a tough state, a second tempering at 250−400°C cannot return it to the brittle state. The rate of cooling from the tempering temperature range of 250−400°C has no effect on impact toughness.
Figure 2. Effect of temperature on impact toughness
The susceptibility of a given steel to TE depends on a number of factors, including grain size, hardness, steel grade, and the impurity control in the steelmaking process itself. Remember, not all steels and not all steelmaking processes are equivalent.
A heat treaters we must avoid the temptation to temper to a given hardness value without understanding the consequences of our actions. Since we do not have a simple embrittlement test that can be used on the shop floor, we must understand the phenomenon and question specifications that put us into TE ranges.
In Summary
The insidious nature of hydrogen embrittlement continues to cause concern and product failures during processing and during service, but as explained above, there are other heat treatment operations that can result in embrittlement. All of these and others (e.g., aluminum nitride embrittlement, overheating during forging, hot shortness) are responsible for many serious and in some instances catastrophic failures leading to injury or damage. All must be avoided.
References
ASTM International. 2022. ASTM B850-98 (Reapproved 2022): Standard Guide for Treatments of Steel for Reducing the Risk of Hydrogen Embrittlement. West Conshohocken, PA: ASTM International. https://www.astm.org.
Herring, D. H. 2014–2015. Atmosphere Heat Treatment, vols. 1–2. Troy, MI: BNP Media.
Herring, D. H. 2006. “The Embrittlement Phenomena in Hardened & Tempered Steels.” Industrial Heating, October.
Herring, D. H. 2004. “A Heat Treater’s Guide to Hydrogen Embrittlement.” Industrial Heating, October.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
In today’s News from Abroad installment, we highlight one steel mill‘s environmental improvement efforts, an Indian aluminum plant expansion, and a self-learning furnace system for aluminum processing.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
Tata Steel Praised for Low CO2
Tata Steel plant Source: Furnaces International
“Jonathan Brearley, chief executive of Ofgem, has praised Tata Steel UK’s move to low-CO₂ at its Port Talbot site. The comments were made during a visit to the site in Wales, with Brearley partaking in a tour around the premises. Brearley said: ‘Back in 2016 and 2023, most of the conversation was about electricity and gas prices and the pressure they put on the steel business. What’s inspiring today is seeing Tata Steel moving towards electric arc furnace-based steelmaking and helping to deliver a green future.’ He further highlighted Great Britain’s energy regulator’s role in enabling investment by ensuring industrial customers, like Tata, have the right conditions to transition, including fair energy pricing and strong grid connections.”
The company is exploring different energy options to meet the smelter’s power requirements. Source: Furnaces International
“Indian aluminium producer Nalco is continuing with its plant to expand its smelter in Angul. It will add approximately 0.5 million tonnes of capacity at the facility, with technology for the project being finalised it said. In its annual report for the year, the company said a project report with technology from the Technology Licensor is being prepared. ‘Pre-project activities have been initiated. The acquisition of requisite land through IDCO, Govt. of Odisha is underway and environmental clearance for the project is under progress.’ The company is exploring different energy options to meet the smelter’s power requirements.”
The BatchPilot has transformed casthouse operations by increasing “right first time” batching. Source: Furnaces International
“A furnace weighing system from Aluminium Casthouse Technologies (ACT) is now ‘self-learning’ to achieve higher production levels in casthouses. Knowing the correct weight of metal in the furnace is crucial to ensure slabs are consistently cast to the precise length ordered by the customer and the BatchPilot is used in casthouses worldwide to accurately measure furnace liquid metal weight. Determining exactly what is wanted aluminium and what is unwanted dross, it means casthouses don’t have to rely on visual estimates of furnace heel weight, which are unreliable. This often leads to short casts, overfilling of the furnace or potentially restricting the number of slabs cast, all hugely wasteful.”
Welcome toHeat Treat Today’sThis Week in Heat Treat Social Media. We’re looking at a new video series from SECO/WARWICK, 3D-printed jets, and a 50 year company anniversary!
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Heat Treat Knowledge Delivered with Fabulous Accents?
SECO/TALKS is a new video series highlighting particular heat treat topics. Check out their new video on heat recovery systems!
2. 50 Years of Heat Treat Does Make One Hungry…
Aalberts surface technologies U.S. just celebrated their 50th Anniversary with mocktails, morsels and memories! Tell us this doesn’t look appetizing. Congratulations and “cheers” to 50 more.
3. Try Your Hand at Heat Treat Quizzes
We always enjoy the Paulo Heat Treating quizzes on LinkedIn. Give them a go yourself and see how you measure up to other responders!
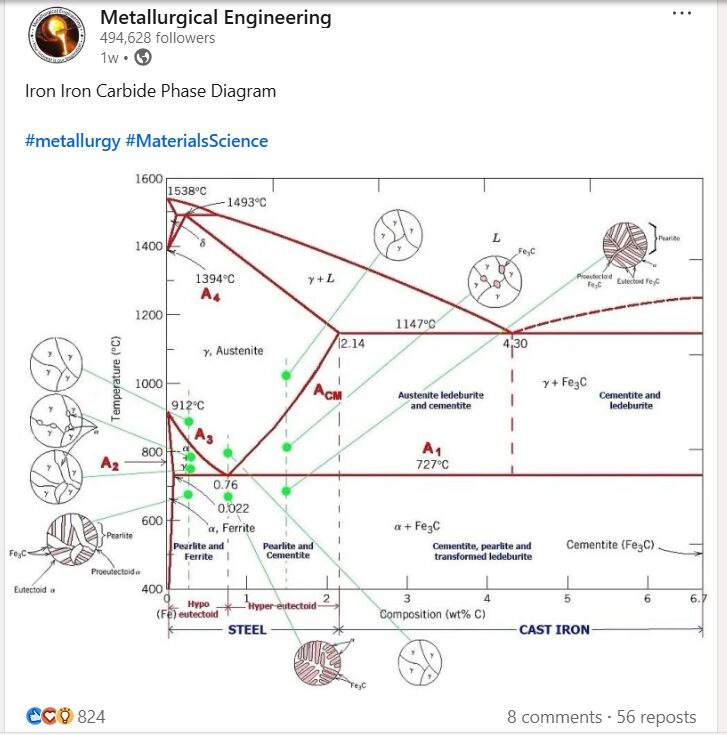
4. Get Tickled by The Technical
We can’t help it. Here at Heat Treat Todaywe’re tickled by technical resources: graphs, videos, podcasts, books, articles, you name it! Check out this illustration hot off the press.
5. Heat Treat Show: Dave’s Going… Are You?
We’re just really excited for Dave. He doesn’t work for Heat Treat Today, but we love his enthusiasm and plan to be there ourselves!
6. Riddle: Do 3D-printed Jets Need Heat Treatment?
While not really a jet, this 3D-printed drone is really cool. Maybe one day it will deliver your Heat Treat Today monthly magazine to your front door!
7. You Don’t Have To Walk Uphill, In the Snow, Both Ways
From history, to big picture, and practical tips, this Heat TreatRadio has everything you need to stay well informed about the fascinating topic of uphill quenching.
8. We’re Sore from Heat TreatBoot Camp!
Just kidding. Although our brains did expand from the wonderful lectures. We miss each one of the attendees already.
9. Remember FNA 2024? Heat Treat Today Remembers.
It was the best of times, it was the worst of times, it was the age of wisdom, it was the age of foolishness… Okay, okay. It wasn’t those things, but we’ve always wanted to fit Charles Dickens into This Week in Heat Treat Social Media. But FNA 2024 was a genuine delight. See our entire recap video below!
Weifang Hengtong Radiator is increasing their efficiency and quality of their aluminum plate and bar heat exchangers with a semi-continuous controlled atmosphere brazing (CAB) furnace at their in-house heat treat operations.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
The SECO/WARWICK furnace was specifically designed for the production of plate & bar heat exchangers. The semi-continuous CAB system is based on a multi-stage cycle division. The line includes: a drying furnace, an entry washing chamber, a convection preheating and brazing chamber, an intermediate air seal cooling chamber, and a final direct cooling chamber. The semi-continuous mode ensures that even large-sized components are evenly heated during the proper process time.
“The semi-continuous Universal CAB System ensures shorter cycle time, lower investment costs, and higher process efficiency of each batch. These are the main advantages of the CAB system compared to vacuum brazing furnaces,” says Piotr Skarbiński, vice president of the Aluminum and CAB Products Segment at SECO/WARWICK Group.
The furnace is characterized by high flexibility, allowing the brazing of exchangers of various masses and dimensions in subsequent cycles while maintaining process parameters.
Press release is available in its original form here.
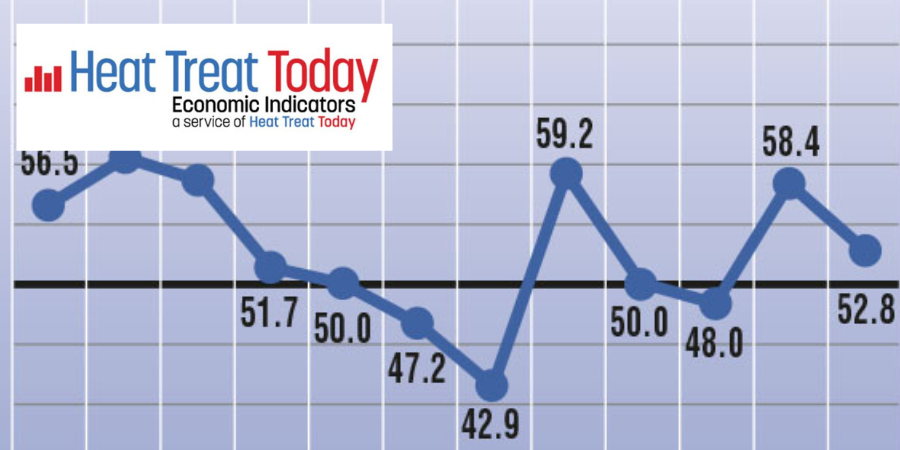
Heat Treat Today has gathered the four heat treat industry-specific economic indicators for October 2025. The October industry-specific economic indicators slowed after an intense upward surge was anticipated in September but still reflects anticipated growth for the heat treating industry.
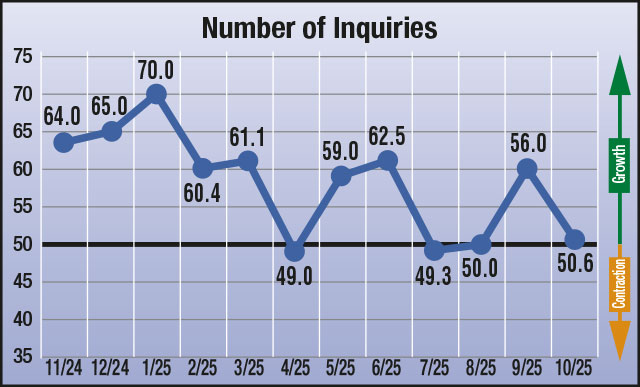
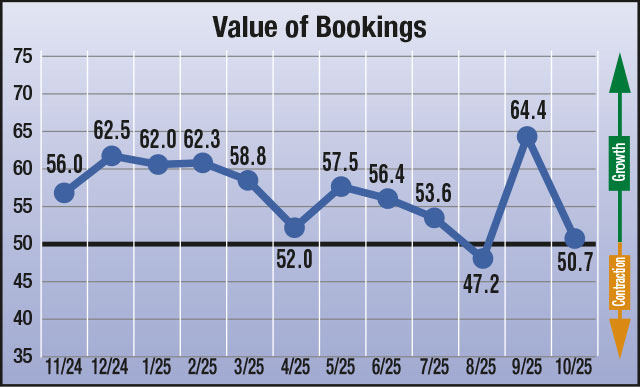
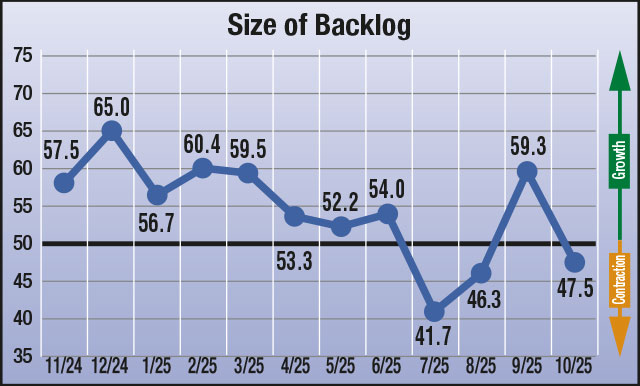
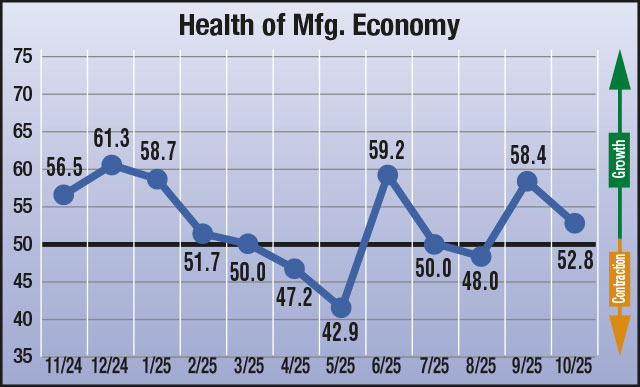
October’s industry-specific economic indicators showed three indices in growth with one index dipping into contraction. The Inquiries stayed in growth, lowering to 50.6 (from 60 in September). Bookings held position in growth at 50.7 (down from 64.4 in September). The Backlog index slipped into contraction at 47.5 (down from 59.3 in September). Finally, the Health of the Manufacturing Economy index remained in growth at 52.8 (compared to 58.4 in September).
The graphs overall suggest that the undercurrent of growth, which began in late summer, is holding steady as we enter the fall season.
The results from this month’s survey (October) are as follows: numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from September to October:50.6
Anticipated change in Value of Bookings from September to October: 50.7
Anticipated change in Size of Backlog from September to October: 47.5
Anticipated change in Health of the Manufacturing Economy from September to October: 52.8
Data for October 2025
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
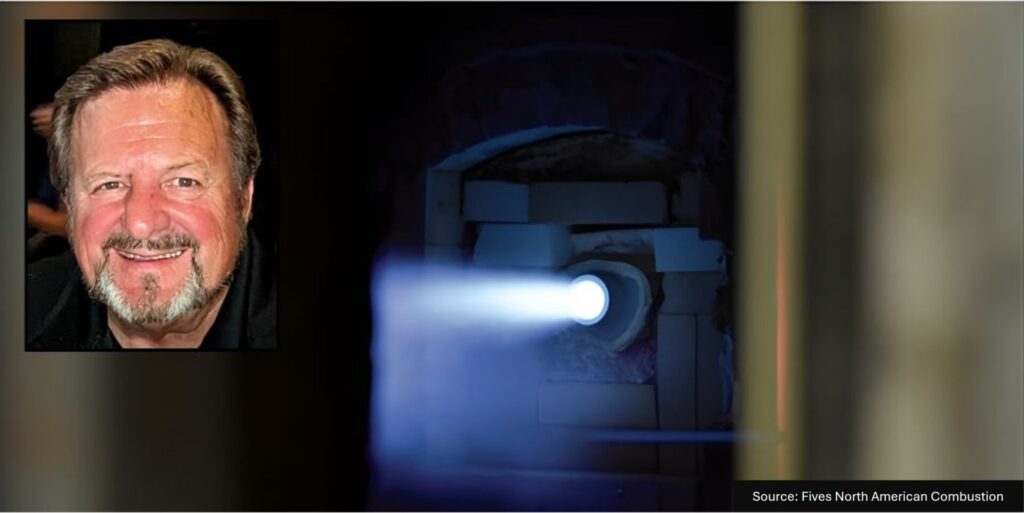
In this Technical Tuesday installment of Combustion Corner, Jim Roberts, president of U.S. Ignition, examines various burner nozzle shapes, sizes, and effects.Use this helpful resource to evaluate whether your own in-house heat treat burners are the right choice for your applications.
This informative piece was first released inHeat Treat Today’sSeptember 2025 Annual People of Heat Treat print edition.
A furnace guy walks into a bar and shouts “Straighten UP!” The other furnace guys turn to furnace guy #1: “It won’t work!” Just like last month. Let’s continue this topic.
What would you say if I asked you, “What does fire look like?” How would you describe fire to me — color, size, smell, temperature? It’s kind of a weird thing to try and do.
Figure 1. Fives Group’s North American Tempest
Last month, we ended by talking about how “air staged” burner design can make the flame exit the nozzle at a whopping 270 mph. There’s a reason that trade names for some of these burners are “Therm-Jet” and “Tempest” and “Hot Shot.” In these instances, velocity and turbulence are the game. The flame appearance is almost always a pinpoint tip, not dissimilar to what we have all seen spitting out of the tail of a fighter jet aircraft.
And, as an interesting aside, these high-velocity industrial burners can be victims of the same phenomena as a jet engine: flameouts. A tremendous amount of design time and testing has been dedicated to keeping the flame “retained” on the nozzle. If the flame lifts off the nozzle, cup, etc., it risks being blown out by the high-velocity stream of gases being produced in the guts of the burner. At these speeds, you cannot count on the burner backlighting, so a flame failure is imminent.
More Burner Types
The other types of nozzle-mixing burners are flat flame burners. These are sometimes called wall huggers or radiant wall burners. In these designs the idea is to have as little forward momentum to the flame as possible and to run the burners in a fuel-rich or highly luminous state. The design features are such that the whole wall of the furnace will be glowing radiantly and using radiation from the glowing walls to heat the product.
There are also infrared burners, where the burners are like a porous foam or screen grid and flame just glows on these surfaces. Again, the intent is radiant heat as opposed to velocity gases. These are very prevalent continuous production processes where radiant, consistent heat is required.
There are also radiant tube burners, where the flames are fired through an alloy or ceramic tube, and the flame is isolated from the process completely. The idea here is that the tube does not allow the products of combustion to make contact with the parts. Also, in most radiant tube furnaces, some sort of process atmospheres — comprised of a variety of gases to protect the products in the furnace from oxidation or to impart a metallurgic property to those parts — have been introduced to the chamber and the process.
As such, burner design engineers have to figure out how to give a very uniform heat delivery to the tube they are firing into. Many times, a burner will need to mix the air and gas very slowly (compared to direct fired furnace burners) to ensure the flame releases its radiation at a very uniform rate, so as to not distort the radiant tube itself. And the users of these variety of burners range from flame hardening to direct fired to indirect fired atmosphere processes and many more.
Figure 2. Fighter jet aircraft
We will continue this discussion point in subsequent columns because understanding these burners is critical to using them correctly. As for the original idea that flame shapes can affect all sorts of process performance, we will revisit this topic and others, because it’s all important. Different flame shapes can significantly impact combustion performance by influencing factors like flame speed, stability, heat release, and certainly one of the big design goals now, emissions reductions. We’ll tackle these topics in future columns.
Until then, I would suggest that you take a walk into the plant and check out the variety of burners that you may have. Let’s endeavor to find more about them and consider, “What would make this burner the right choice for this application?” Then, discover what you can learn about them and their history. We will tie that all together when we discuss the next installment.
Jim Roberts President US Ignition Contact Jim Roberts at jim@usignition.com