TFL Incorporated, a Houston-based provider of refractory materials and precast shapes, has been acquired in a move that strengthens resources and technical support for high-temperature industries. The acquisition enhances service capacity and product availability for clients operating in demanding thermal-processing environments, including sectors that rely on consistent refractory performance to maintain uptime and efficiency.
Click the image above to read more about a related refractory acquisition.
TFL has long specialized in the distribution and manufacturing of refractory materials and precast refractory shapes for industrial applications requiring durable, heat-resistant solutions. Its expertise supports operations across energy, petrochemical, and other high-heat industries throughout the Gulf Coast region.
Plibrico Company, a manufacturer of monolithic refractories and engineered refractory solutions, completed the acquisition as part of its continued growth strategy. The addition of TFL expands Plibrico’s geographic footprint, particularly in Texas and the Southern U.S., and strengthens its ability to deliver comprehensive refractory products and technical services to customers facing increasingly complex thermal processing demands.
John Paul Surdo President and CEO Plibrico Company
“This combination enhances the technical and operational strengths that matter most in the field,” said John Paul Surdo, president and CEO of Plibrico. He noted that TFL’s established customer relationships, combined with Plibrico’s engineering depth and precast abilities, provide broader solution options and strengthened technical collaboration for clients across key industrial markets it serves.
Press release is available in its original form here.
Global pipe manufacturer Tenaris has reactivated quenching and tempering operations at its Koppel, Pennsylvania facility, restoring a critical stage of in-house heat treating capacity that supports domestic oil country tubular goods (OCTG) production for the U.S. energy sector. The restart reinforces supply chain reliability for clients requiring high-performance steel pipe.
Guillermo Moreno President Tenaris U.S.
The reactivation follows Tenaris’s broader investment in its Pennsylvania operations and coincides with the reopening of the adjacent steel mill. “Reopening the heat treatment and finishing lines in Koppel reinforces the strength of our domestic production capabilities for our clients across the U.S.,” says Guillermo Moreno, Tenaris U.S. President. “Koppel remains a cornerstone of our U.S. operations, allowing us to deliver high-quality steel products that support U.S. energy and industrial needs.”
Tenaris operates an integrated steel pipe manufacturing system across Pennsylvania and Ohio. At the Koppel facility, steel billets are produced in an electric arc furnace and shipped to Ambridge, Pennsylvania, where they are rolled into seamless OCTG to client specifications. The pipes are then returned to Koppel for quenching and tempering, followed by finishing, nondestructive testing, and inspection.
In the final stage of production, the pipes are sent to Tenaris’s Brookfield, Ohio, facility for threading and final inspection before shipment to oil and gas clients across the United States. With the Koppel heat treatment lines back online, Tenaris strengthens its U.S. production capabilities and continues delivering high-performance steel products for energy and industrial applications.
Press release is available in its original form here.
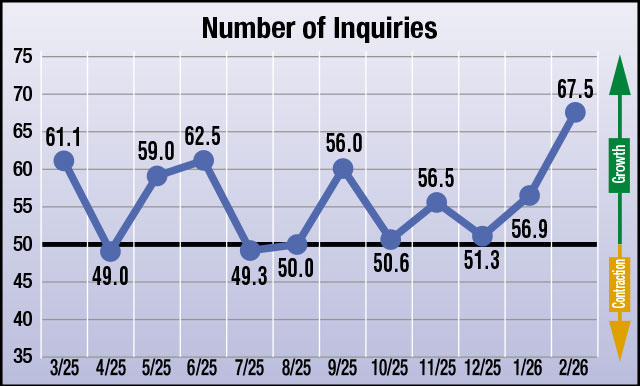
Heat Treat Today has gathered the four heat treat industry-specific economic indicators for February 2026. The February results show building momentum compared to the January 2026 predictions.
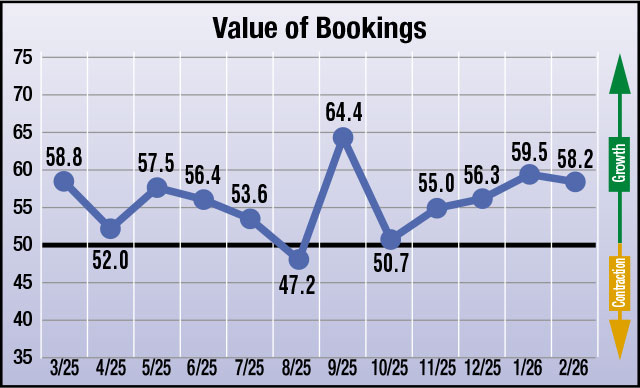
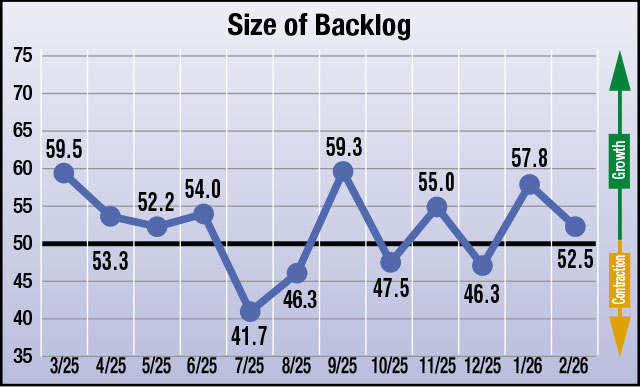
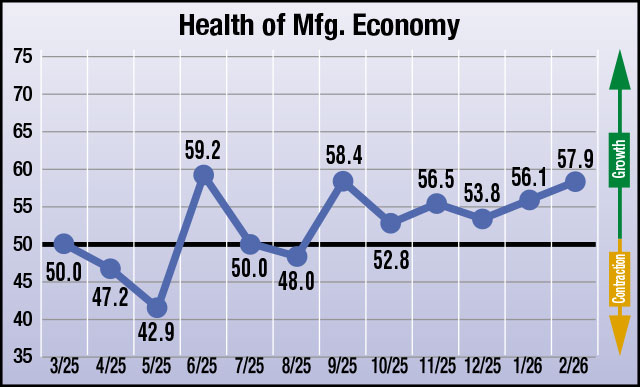
February’s data points to a steady manufacturing environment, as all four indices remain above the growth threshold, driven by a notable jump in expectations for growth in the Number of Inquiries at 67.5 (up from 56.9 in January). Bookings stayed firmly in growth territory, reflecting stable demand at 58.2 (from 59.5 in January). The Backlog index showed modest softening but remained neutral, indicating balance rather than decline at 52.5 (from 57.8 in January). Finally, the Health of the Manufacturing Economy index continued its upward trend at 57.9 (up from 56.1 in January).
February’s indicators reinforce a theme of stability with underlying momentum. While month-to-month fluctuations remain, the overall picture points to resilience and selective strengthening as the industry moves deeper into the first quarter.
The results from this month’s survey (February) are as follows: numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from January to February:67.5
Anticipated change in Value of Bookings from January to February: 58.2
Anticipated change in Size of Backlog from January to February: 52.5
Anticipated change in Health of the Manufacturing Economy from January to February: 57.9
Data for February 2026
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data collection began in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Un austenizado insuficiente afecta mucho más que la dureza final. Interrumpe la transformación de fase, debilita el rendimiento mecánico y aumenta el riesgo de deformación o fallo en condiciones de servicio exigentes. En esta entrega de Technical Tuesday, Ana Laura Hernández Sustaita, fundadora de Consultoría Carnegie, explica los orígenes metalúrgicos de la formación incompleta de la austenita; como la uniformidad del horno, la velocidad calentamiento, la composición química del acero y la geometría de la pieza, contribuyen a ese problema; y las estrategias modernas de control de procesos y simulación que garantizan una transformación completa y resultados repetibles de alta calidad.
Este artículo informativo se publicó por primera vez enHeat Treat Today’sJanuary 2026 Annual Technologies To Watch print edition.
En inglés, el término underhardening se utiliza para describir aceros que no alcanzan una austenización completa, lo que se traduce en una pérdida de dureza después del temple. Sin embargo, en este artículo ampliaremos el análisis más allá de la dureza, centrándonos en el fenómeno de la austenización insuficiente, analizando sus causas, su influencia directa en la microestructura y en las propiedades mecánicas, así como las acciones que podemos implementar en el proceso para prevenirla.
El rol del proceso de austenización
El objetivo principal del tratamiento térmico es obtener una microestructura homogénea o mixta que garantice las propiedades mecánicas requeridas para las condiciones de servicio establecidas: resistencia a la tracción, resistencia al impacto, límite elástico, entre otras.
El proceso de austenización es el primer paso crítico para muchos procesos. Consiste en calentar el acero por encima de la temperatura A3 (normalmente entre 30 y 50°C/85 y 120°F adicionales) para obtener una microestructura con red cúbica centrada en las caras (FCC) durante un tiempo determinado. Este paso es fundamental después de procesos como solidificación, forja o laminado, ya que “reinicia” la historia microestructural del acero.
¿Qué es la austenización insuficiente?
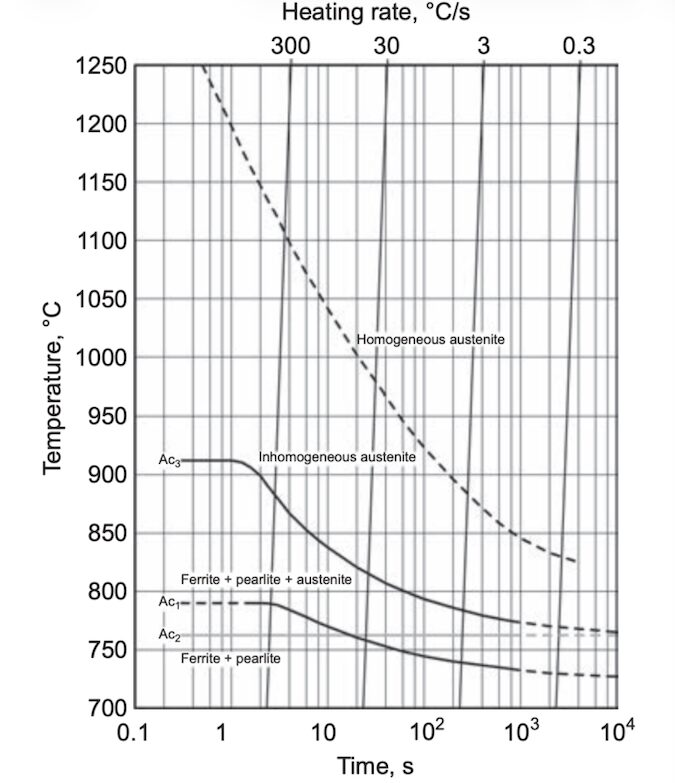
Figura 1. Diagrama tiempo-temperatura de austenización para acero Ck 45 (SAE/AISI 1045). | Image Credit: Figure 7, ASM International 2013
La formación de austenita implica cambios estructurales y composicionales influenciados tanto por la microestructura inicial como por la composición química del acero. Cuando los parámetros de austenización no se establecen adecuadamente: temperatura insuficiente, tiempo de permanencia corto o problemas de desempeño del equipo, como la falta de uniformidad térmica del horno, la transformación no se completa. El resultado es una microestructura que conserva fases no deseadas, lo que afecta la dureza, la estabilidad dimensional y la resistencia mecánica. Por lo tanto, cualquier microestructura que no logre transformarse completamente a austenita debido a los factores mencionados puede considerarse un caso de austenización insuficiente.
Causas de la Austenización Insuficiente:
Temperatura de austenización inadecuada: si la temperatura es demasiado baja, no se logra la disolución completa de ferrita o carburos.
Tiempo de empape insuficiente: un tiempo de empape (permanencia) demasiado corto impide la difusión homogénea del carbono en la austenita.
Distribución térmica no uniforme en el horno: produce zonas con distintos grados de transformación.
Composición química del acero: los elementos de aleación modifican la cinética de difusión y desplazan las temperaturas críticas de transformación.
Geometría y dimensiones de la pieza: las secciones más grandes demandan mayor tiempo de empape, para alcanzar el calentamiento completo.
Velocidades de calentamiento rápidas: pueden impedir la homogeneización de la microestructura y generar una transformación incompleta, especialmente en procesos por inducción.
Efectos de una austenización insuficiente
Microestructura heterogénea
Tal como se ilustra en el ASM Handbook, Volume 4A: Steel Heat Treating Fundamentals and Processes, la cinética de formación de la austenita depende fuertemente de la velocidad de calentamiento. A bajas velocidades, la homogeneización por difusión ocurre a temperaturas relativamente menores; en contraste, los calentamientos rápidos generan heterogeneidad microestructural, un efecto especialmente crítico en procesos como el endurecimiento por inducción o el calentamiento directo por flama. En otras palabras, la austenización insuficiente se presenta con mayor frecuencia cuando se emplean altas velocidades de calentamiento.
En consecuencia, una microestructura con composición heterogénea provoca variaciones en las temperaturas de transformación martensítica (Ms y Mf) a lo largo de la pieza. Durante el temple, las regiones con menor contenido de carbono transforman primero, originando una martensita más suave, mientras que las zonas más ricas en carbono transforman a menores temperaturas, generando tensiones internas y una microestructura inconsistente.
Mayor riesgo de deformaciones y fallas prematuras en servicio
Anteriormente se mencionó que el proceso de austenización implica un cambio en la estructura cristalina del material. Si este cambio no es homogéneo a lo largo de la pieza, se presentarán diferentes fases, resultando en un arreglo cristalográfico variado y, por ende, un cambio volumétrico. Por otra parte, calentar una pieza muy rápidamente provoca que el calor no se distribuya ni penetre de manera uniforme, causando transformaciones heterogéneas y, por lo tanto, tensiones debido a los cambios volumétricos en la estructura cristalina.
Reducción en la dureza y resistencia mecánica
Una austenización incompleta deja restos de ferrita o carburos no disueltos en la microestructura, que impide la transformación completa a martensita durante el temple, reduciendo la dureza final. Además, una menor cantidad de carbono en solución afecta negativamente la resistencia mecánica.
Aumento de la fragilidad y menor tenacidad
Una microestructura heterogénea (ferrita y perlita con martensita parcial y austenita retenida) disminuye la resistencia mecánica. Esto se traduce en menor capacidad para soportar cargas sin fracturarse.
Como prevenir la austenización ineficiente
Control preciso de temperatura y tiempo del horno
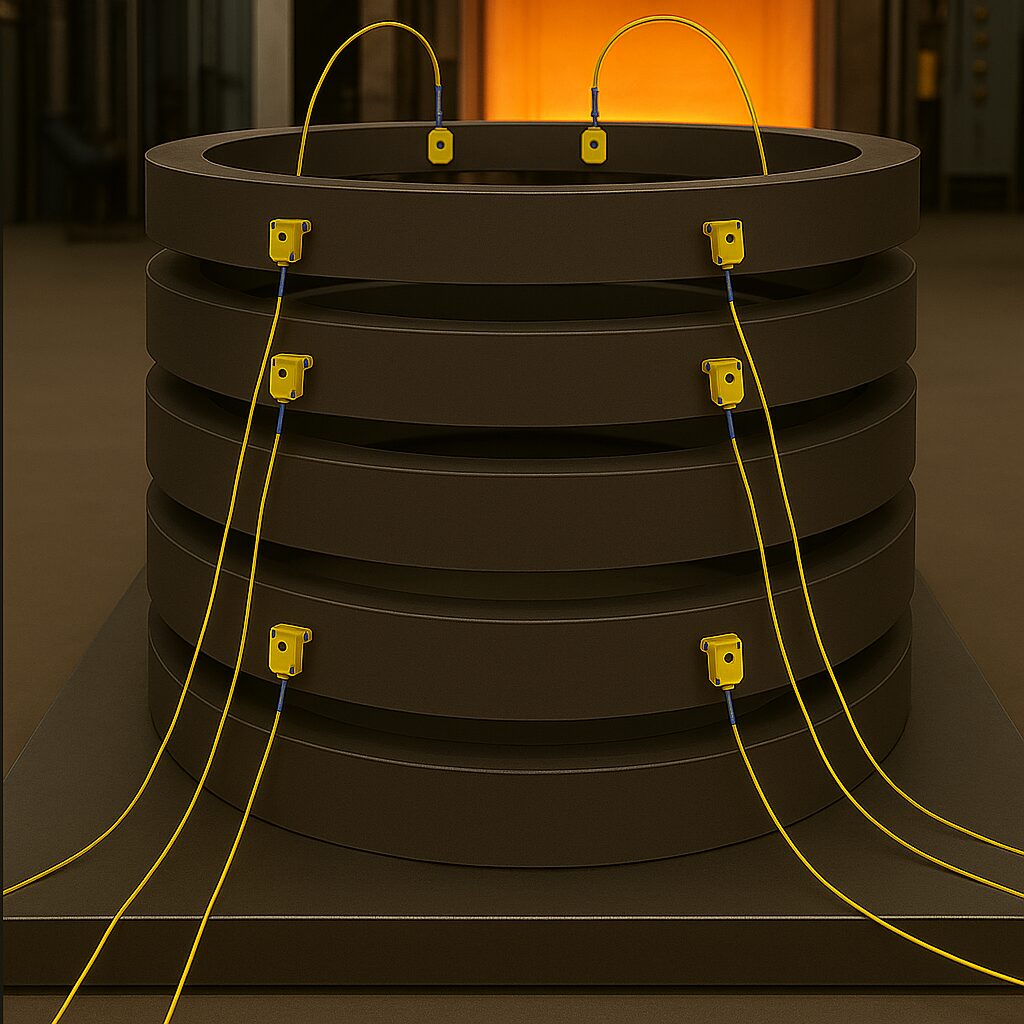
Figura 2. Ejemplo de un análisis de carga | Image Credit: Consultoría Carnegie
Para garantizar un control adecuado durante el mantenimiento, es fundamental utilizar termopares calibrados y ubicarlos estratégicamente dentro del horno para asegurar mediciones precisas. La calibración periódica previene errores en la lectura de temperatura, lo que contribuye directamente a la calidad del proceso. Además, es indispensable contar con la asesoría de un experto para determinar la vida útil recomendada de los termopares. Mantener una trazabilidad adecuada y realizar los reemplazos en tiempo y forma asegurará un funcionamiento óptimo del sistema.
Por otra parte, el uso de ventiladores internos en hornos de convecciones nos ayudara a mantener una uniformidad térmica dentro del horno, evitando zonas frías o calientes.
Otra forma de poder controlar la temperatura del proceso es el uso de registradores de temperatura o graficadores de temperatura. Estos dispositivos, conectados a termopares de contacto instalados directamente en las piezas, son especialmente recomendables para componentes con geometrías complejas con grandes espesores. Su función es registrar la temperatura en tiempo real y verificar que no existan fluctuaciones durante el tiempo de mantenimiento.
Distribución adecuada de la carga
En cargas donde es necesario realizar el tratamiento térmico de una cantidad considerable de piezas, es recomendable llevar a cabo un estudio para determinar la altura máxima de apilamiento que permita un flujo de calor adecuado y un calentamiento homogéneo. Un análisis preliminar puede realizarse colocando termopares estratégicamente en diferentes ubicaciones y en distintas piezas: por ejemplo, en la primera pieza de la carga, otra en la parte media y una más en la parte inferior de la torre de apilamiento.
Una vez que las piezas ingresan al proceso, es posible monitorear el comportamiento térmico de cada una de ellas, verificando que el tiempo de empape sea suficiente para que todas alcancen la transformación requerida al llegar a la temperatura objetivo, o bien, determinar si es necesario realizar ajustes en la configuración de la carga.
Uso simulación termodinámica para optimizar los parámetros del proceso
Cada grado de acero tiene una temperatura óptima de austenización determinada por su composición química. En los aceros al carbono (serie 10xx), estas temperaturas pueden estimarse mediante el diagrama Fe–C; sin embargo, cuando se incorporan elementos de aleación, dicho diagrama deja de ser suficiente. En esos casos, es necesario recurrir al cálculo de temperaturas críticas o al uso de herramientas más precisas, como simulaciones termodinámicas mediante software especializado, por ejemplo, Thermo-Calc®.
Aunque lo ideal sería tratar cada material a su temperatura específica, en la producción industrial esto no es eficiente, ya que implicaría procesar cada pieza de manera individual, lo cual ralentizaría la línea de fabricación y aumentaría el consumo de recursos, como tiempo y gas.
El uso de herramientas termodinámicas como ThermoCalc software ® permite evaluar cómo las variaciones en la composición química (debidas a tolerancias de colada o ajustes en elementos de aleación) afectan las temperaturas de transformación. Esto facilita la selección de una temperatura óptima de proceso que garantice que, para cada composición posible dentro de las especificaciones, las temperaturas de austenización sean las adecuadas. Con ello se optimiza el rendimiento del tratamiento térmico y se mejora la reproducibilidad del proceso.
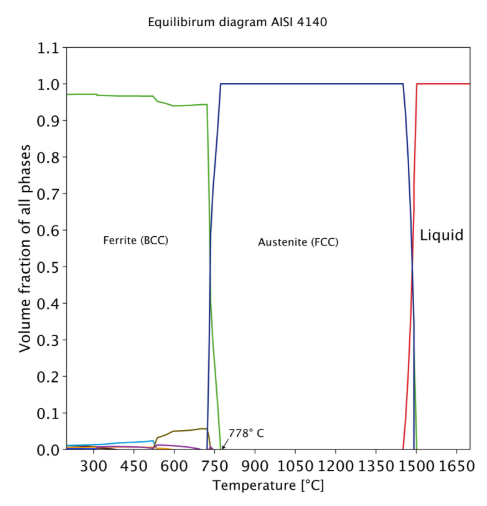
Por ejemplo, en la figura 3, si un acero 4140 se calienta únicamente a 750°C (1380°F) en lugar de 850°C (1560°F), la ferrita no se disolverá por completo. Como resultado, después del temple se obtendrá una microestructura compuesta por martensita blanda y ferrita residual, en lugar de una martensita homogénea y dura. Esto reduce significativamente la dureza y la resistencia mecánica del material.
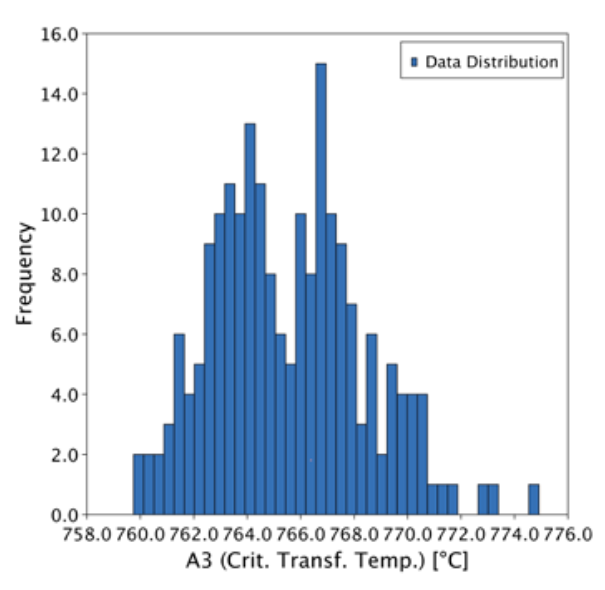
Figura 3. Diagrama de un eje para un acero 4140, (Fe, 0.4C, 0.8Mn, 0.2Si, 0.8Cr, 0.2Mo, 0.02Ni) | Image Credit: Consultoría Carnegie Figura 4. Histograma de la temperatura de transformación Ac3 para un acero AISI 4140 dentro del rango de especificación. | Image Credit: Consultoría Carnegie
En el histograma (figura 4) podemos observar que, incluso tratándose del mismo grado de acero, la temperatura A₃ puede variar aproximadamente 760−776°C (1400−1429°F) únicamente debido a las tolerancias químicas establecidas en la especificación. Si además consideramos la presencia de elementos residuales o microaleantes, es evidente que no podemos esperar el mismo comportamiento durante el tratamiento térmico ni las mismas propiedades mecánicas en todas las coladas.
En estos casos, herramientas termodinámicas como ThermoCalc software® permiten evaluar un conjunto amplio de posibles composiciones químicas y determinar una temperatura de austenización óptima que sea adecuada para todas las variaciones permitidas dentro de la especificación.
Diseño de curvas/rampas de calentamiento
Para asegurar que las temperaturas de transformación se alcancen de manera homogénea (tanto en procesos con cargas de alto volumen, como en piezas con geometrías variables) es recomendable implementar un calentamiento controlado. Aunque esto puede aumentar el tiempo de procesamiento, los beneficios incluyen una menor probabilidad de distorsión y la garantía de lograr una transformación austenítica completa.
La clave radica en diseñar un perfil adecuado de tiempo–temperatura, el cual dependerá de factores como las dimensiones de la pieza y las propiedades del material, entre ellas: difusividad térmica, capacidad calorífica, densidad y conductividad térmica.
Conclusión
La austenización insuficiente, conocida como underhardening, representa mucho más que una simple pérdida de dureza. Es una deficiencia metalúrgica que afecta la homogeneidad microestructural, la estabilidad dimensional y el desempeño mecánico.
Mediante un control riguroso de la temperatura, el tiempo y la uniformidad del horno, combinado con herramientas modernas de simulación, los ingenieros pueden asegurar transformaciones confiables, minimizar la distorsión y lograr resultados constantes y de alta calidad en el tratamiento térmico de los aceros.
Callister, W. D. 2019. Materials Science and Engineering: An Introduction. Hoboken, NJ: Wiley.
Herring, Dan. Metallurgical Fundamentals of Heat Treatment. Industrial Heating.
Krauss, G. 1980. Principles of Heat Treatment of Steel. ASM International.
Nuñez González, G. 1990. Fallas en los Tratamientos Térmicos para Aceros Herramienta.
Thomas, L. 2018. “Austenitizing Part 2: Effects on Properties.” Knife Steel Nerds. https://knifesteelnerds.com/2018/03/01/austenitizing-part-2-effects-on-properties/.
Totten, G. E. 2007. Steel Heat Treatment: Metallurgy and Technologies. Boca Raton, FL: CRC Press.
Acerca de la autora:
Ana Laura Hernández Sustaita Fundadora Consultoría Carnegie
Ana Laura Hernández Sustaita cuenta con Maestría en Ciencia e Ingeniería de los Materiales, Es fundadora de Consultoría Carnegie, una firma de consultoría y capacitación técnica especializada en el tratamiento térmico de aceros en México. Asimismo, se desempeña como Ingeniera de Soporte Técnico en Thermo-Calc Software, brindando asistencia a clientes en México, Canada y Estados Unidos de América. Ana promueve activamente la educación metalúrgica en Latinoamérica y fomenta la integración de herramientas computacionales en la práctica industrial del tratamiento térmico.
Insufficient austenitizing affects far more than final hardness. It disrupts phase transformation, weakens mechanical performance, and increases the risk of distortion or failure in demanding service conditions. In this Technical Tuesday installment, Ana Laura Hernández Sustaita, founder of Consultoría Carnegie, explains the metallurgical origins of incomplete austenite formation, how furnace uniformity, heating rate, steel chemistry, and part geometry contribute to the problem, and modern process-control and simulation strategies that ensure full transformation and repeatable, high-quality results.
This informative piece was first released inHeat Treat Today’sJanuary 2026 Annual Technologies To Watch print edition.
When a steel part is insufficiently austenitized, it is commonly referred to as underhardening, the resulting loss of hardness after quenching. However, in this article, we will extend the discussion beyond hardness alone, exploring the phenomenon of insufficient austenitizing, analyzing its causes and direct influence on microstructure and mechanical properties, and discussing modern strategies to prevent it.
The Role of Austenitizing in Heat Treatment
The main purpose of heat treatment is to produce a homogeneous or a desired mixed microstructure that ensures the required mechanical properties for the intended service conditions: tensile strength, impact resistance, yield strength, etc. Austenitizing is the first critical step for many processes. It involves heating the steel above the A3 temperature (typically 30–50°C or 85–120°F higher) to transform its microstructure into a face-centered cubic (FCC) lattice for a certain period of time. This step resets the steel’s structural history, particularly after casting, forging, or rolling, and defines the baseline for subsequent quenching and tempering operations.
What Is Insufficient Austenitizing?
Figure 1. Time-temperature-austenitization diagram for Ck 45 (SAE/AISI 1045) steel. | Image Credit: Figure 7, ASM International 2013
Austenite formation involves structural and compositional changes influenced by the initial microstructure and the steel’s chemical composition. When austenitizing parameters are not properly established, such as insufficient temperature, inadequate soaking time, or poor furnace performance (e.g., lack of thermal uniformity), the transformation remains incomplete. The result is a microstructure containing undesired residual phases that compromise hardness, dimensional stability, and mechanical strength. Therefore, any microstructure that fails to fully transform to austenite due to these factors can be directly associated with insufficient austenitizing.
Common causes of insufficient austentizing include:
Inadequate austenitizing temperature: Ferrite and carbides do not fully dissolve if the temperature is too low.
Insufficient holding time: A short soak time prevents uniform carbon diffusion throughout the austenite.
Thermal non-uniformity in the furnace (cold zones): This leads to regions with different degrees of transformations.
Chemical composition of the steel: Alloying elements modify diffusion kinetics and impact the critical transformation temperatures.
Geometry and dimensions of the part: Larger cross-sections require longer soak times for full heat diffusivity.
Rapid heating rates: Excessive heating, especially during induction hardening, can result in structural inhomogeneity and incomplete transformation.
Effects of Insufficient Austentizing
Heterogeneous Microstructure
As illustrated in the ASM Handbook, Volume 4A: Steel Heat Treating Fundamentals and Processes (2013), the kinetics of austenite formation depend strongly on the heating rate. At lower heating rates, diffusion-driven homogenization occurs at relatively lower temperatures, whereas rapid heating produces microstructural heterogeneity, an effect that is especially critical in induction or direct-flame heating. In other words, insufficient austenitizing is more likely to occur when high heating rates are used.
Consequently, a microstructure with heterogeneous composition leads to variations in the martensite transformation temperatures (Ms and Mf) throughout the part. During quenching, regions with lower carbon content transform earlier, producing softer martensite, while areas with higher carbon content transform at lower temperatures, resulting in internal stresses and an overall inconsistent microstructure.
Risk of Distortion and Premature Failure
The transformation from BCC or BCT to FCC (Defined: BCC: body-centered cubic; BCT: body-centered tetragonal; FCC: face-centered cubic) lattice during austenitizing involves a specific volume change. If this transformation occurs unevenly, differential expansion generates internal stresses, distortion, and in severe cases, microcracks. Rapid heating or poor furnace convection exacerbates these effects by producing steep temperature gradients across the part.
Reduced Hardness and Mechanical Strength
Incomplete transformation leaves undissolved carbides and residual ferrite, reducing hardenability and the amount of carbon in solid solution. This limits the formation of martensite during quenching and lowers final hardness and strength.
Increased Brittleness and Lower Toughness
A mixed structure of ferrite, pearlite, partial martensite, and retained austenite results in mechanical anisotropy and reduced energy absorption under impact loading. This condition increases the risk of brittle fracture, particularly in high-stress or cyclic applications.
How to Prevent Insufficient Austenitizing
Accurate Furnace Control
Figure 2. Example of loading analysis | Image Credit: Consultoría Carnegie
To ensure proper process control during the soaking stage, it is essential to use calibrated thermocouples strategically positioned inside the furnace to obtain accurate temperature measurements. Regular calibration prevents temperature reading errors and directly contributes to heat treatment quality. It is also important to get advice from an expert to determine the recommended service life of the thermocouples. Maintaining proper traceability and replacing them at the appropriate intervals ensures optimal system performance.
Additionally, the use of internal circulation fans in convection furnaces helps maintain thermal uniformity, preventing the formation of hot or cold zones.
Another method to monitor and control process temperature is using temperature data loggers. These devices, which are connected to contact thermocouples and placed directly on the parts, are especially recommended for components with complex geometries or large cross-sections. They record real-time temperature data throughout the process, allowing verification that no transient fluctuations occur during the soaking period.
Accurate Loading Distribution
For loads where heat treatment must be applied to a significant number of parts, it is recommended that a study be conducted to determine the maximum stacking height that will ensure proper heat flow and uniform heating. A preliminary assessment can be performed by strategically placing thermocouples in different locations and on different parts, for example, on the first part in the load, one in the middle section, and another at the bottom of the stacking tower.
Once the parts enter the process, their heating behavior can be monitored to verify that the soaking time is sufficient for all pieces in the stack to complete their transformation upon reaching the target temperature or to determine whether adjustments to the loading configuration are necessary.
Use of Thermodynamic Simulation to Optimize Process Parameters
Each steel grade has an optimum austenitizing temperature in function of its chemical composition. For carbon steels (10XX series), these temperatures can be estimated using the Fe–C diagram; however, once alloying elements are added, this diagram is no longer sufficient. In such cases, it becomes necessary to rely on critical temperature calculations or on more advanced tools such as thermodynamic simulations using specialized software, like Thermo-Calc®.
Although the ideal scenario would be to heat treat each material at its specific optimum temperature, this approach is impractical in industrial production; the required processing of each part individually would slow the manufacturing line and increasing resource consumption, including time and fuel.
Thermodynamic tools such as Thermo-Calc allow engineers to evaluate how variations in chemical composition (arising from casting tolerances or adjustments in alloying elements) affect transformation temperatures. This enables the selection of an optimum processing temperature that ensures complete austenitization for all possible compositional variations within the specification. As a result, the heat treatment operation becomes more robust, more reproducible, and more energy efficient.
For example, in Figure 3, if a 4140 steel is heated only to 750°C (1380°F) instead of 850°C (1560°F), the ferrite will not fully dissolve. As a result, the microstructure will consist of soft martensite and residual ferrite after quenching, rather than a fully homogeneous and hard martensitic structure. This significantly reduces the material’s hardness and mechanical strength.
Figure 3. Equilibrium diagram, AISI 4140 0.38C, 0.78Mn, 0.85Cr, 0.22Mo (%wt.) | Image Credit: Consultoría CarnegieFigure 4. Histogram of Ac3 transformation temperature for AISI 4140 steel within the specification range. | Image Credit: Consultoría Carnegie
We can observe in the histogram (Figure 4) that even within the same steel grade, the A3 temperature can vary from approximately 760−776°C (1400−1429°F) solely due to the composition tolerances specified for the alloy. If we also consider the presence of residual or microalloying elements, it becomes clear that we cannot expect identical behavior during heat treatment or identical mechanical properties across all heats.
In such cases, thermodynamic tools allow us to evaluate a batch of possible chemistries and determine an optimal austenitizing temperature that is suitable for all compositional variations.
Heating Curve Design
To ensure that transformation temperatures are reached uniformly (whether in processes involving large loads or parts with variable geometries), it is advisable to implement controlled heating rates. Although this approach may increase processing time, the benefits include reduced distortion risk and assurance of complete austenitic transformation.
The key is to design an appropriate time–temperature profile, which depends on factors such as part dimensions and material properties, including thermal diffusivity, heat capacity, density, and thermal conductivity.
Conclusion
Insufficient austenitizing, also known as underhardening, represents far more than a loss of hardness. It is a metallurgical deficiency that affects microstructural homogeneity, dimensional stability, and mechanical performance. Through rigorous control of temperature, time, and furnace uniformity combined with modern simulation tools, engineers can ensure reliable transformations, minimize distortion, and achieve consistent high-quality results in steel heat treatment.
Callister, W. D. 2019. Materials Science and Engineering: An Introduction. Hoboken, NJ: Wiley.
Herring, Dan. Metallurgical Fundamentals of Heat Treatment. Industrial Heating.
Krauss, G. 1980. Principles of Heat Treatment of Steel. ASM International.
Nuñez González, G. 1990. Fallas en los Tratamientos Térmicos para Aceros Herramienta.
Thomas, L. 2018. “Austenitizing Part 2: Effects on Properties.” Knife Steel Nerds. https://knifesteelnerds.com/2018/03/01/austenitizing-part-2-effects-on-properties/.
Totten, G. E. 2007. Steel Heat Treatment: Metallurgy and Technologies. Boca Raton, FL: CRC Press.
About The Author:
Ana Laura Hernández Sustaita Founder Consultoría Carnegie
Ana Laura Hernández Sustaita holds a Master’s degree in Materials Science and engineering. She is the founder of Consultoría Carnegie, a technical consulting and training firm specializing in steel heat treatment in Mexico. Additionally, she works as a technical support engineer at Thermo-Calc Software, providing assistance to clients across México, Canada, and United States of America. Ana actively promotes metallurgical education throughout Latin America and advocates for the integration of computational tools into industrial heat treatment practice.
In today’s News from Abroad installment, we highlight several major global developments — from furnace upgrades and smarter heating technologies to expanded structural steel capacity and induction heating acquisitions — reflecting continued investment in efficient, modern metal processing worldwide.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
Tonggang optimizes ladle furnace performance with Primetals Technologies revamp.
“Primetals Technologies has completed a ladle furnace upgrade at Tonghua Iron and Steel (Tonggang) in Jilin Province, China. The project included the manufacture and installation of three-phase electrode arms and commissioning services. Primetals highlighted that the copper-clad electrode arms help increase power output, improve clamping precision, and maximize service life. Furthermore, they outlined that they also reduce energy consumption.”
High-Efficiency Burner Technology Improves Furnace Performance in Aluminum Manufacturing
The plant specializes in high-quality aluminum wire for the energy and automotive industries.
“TRIMET has upgraded its foundry’s energy efficiency with regenerative burner technology. The facility, located in Saint-Jean-de-Maurienne, France, has equipped its two furnaces of the plate casting machine with this new system.”
“Regenerative burners work on the principle of heat recovery: instead of venting hot exhaust gases unused, their thermal energy is stored in a heat exchanger and then used to preheat the comnustion air. This reduces the energy requirements of the gas burners and substantially lowers natural gas consumption as well as the foundry’s CO2 emissions.”
Structural Steel Capacity Set to Double at Major Indian Facility
Jindal aims to boost structural steel capacity to support infrastructure and industrial demand. | Source: Adobe Stock / industrieblick
“Jindal Steel announced a significant expansion of its structural steel manufacturing capabilities at its Raigarh facility, under which the company will double its existing structural steel capacity from 1.2 million tons per annum (MTPA) to 2.4 MTPA by mid 2028.”
“As part of the expansion roadmap, Jindal Steel will commission a new, dedicated structural steel mill, alongside advanced upstream and downstream technology upgrades. This will enable the manufacture of larger, heavier, and more complex parallel flange sections required for next-generation infrastructure and energy projects.”
Metal Processing Sees Boost from Induction Heating Acquisition
Teams of ANDRITZ and Sanzheng come together at final closing. | Source: ANDRITZ
“International technology group ANDRITZ has acquired a 51% stake in Baoding Sanzheng Electrical Equipment Co., Ltd., a China-based provide of advanced industrial induction heating systems. This further acquisition strengthens ANDRITZ’s position as a comprehensive solutions provider for steel processing, in particular electric steel.”
“The expanded offering strengthens the group’s ability to deliver full-line solutions for electrical steel processing, galvanizing, annealing, and forging.”
Ask The Heat Treat Doctor® has returned to bring sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.In this installment, Dan Herring explains how partial pressure atmospheres prevent evaporation and achieve bright, oxide-free parts in vacuum furnaces.
This informative piece was first released in Heat Treat Today’sDecember 2025 Annual Medical & Energy Heat Treat print edition.
Have questions or feedback? We’d love to hear from you — reach out to our editorial team at editor@heattreattoday.com.
Operating in vacuum can often lead to problems related to evaporation, that is, literally “boiling away” elements present in the materials being heat treated. This affects surface integrity, functionality, performance, and in some rare cases altering the chemical composition of the base (or filler) metal.
One way to overcome this problem is to introduce a gas partial pressure higher than that of the material’s vapor pressure. Different gas choices, introduction methods, and controls are available to the heat treater. The natural question is, how and when should they be used? Let’s learn more.
What is Partial Pressure?
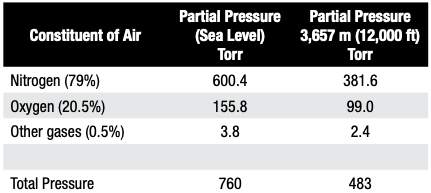
In simplest terms, the partial pressure of a gas introduced into a vacuum furnace is the force exerted by that gas (or gases) constrained in the vacuum vessel. If only a single gas is present, the partial pressure of the system is the same as the total pressure. For a multi-gas system, air is a good example to look at. At sea level with atmospheric pressure 760 torr (760 mm Hg) and at an altitude of 3,657 m (12,000 ft), the atmospheric pressure is only 483 Torr (Table A).
Table A. Partial Pressure of Individual Gases Present in Air | Source: Jones 1997
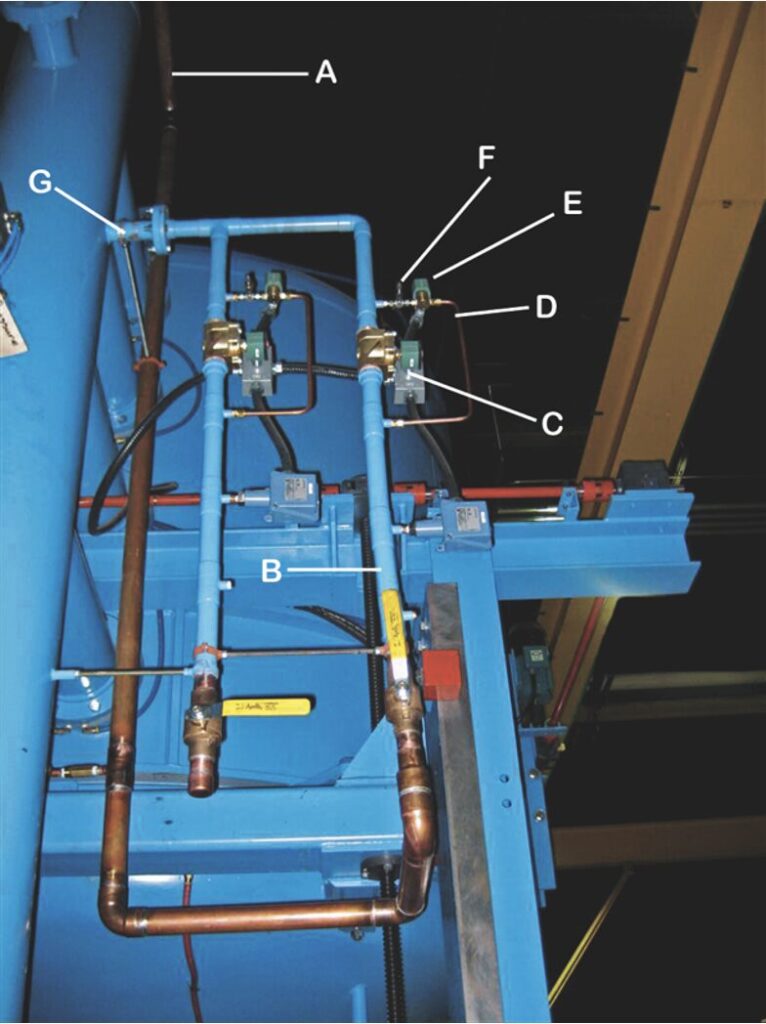
In vacuum systems, when the chamber atmosphere is evacuated to a high enough vacuum level — commonly between 10⁻³ Torr (0.1 micron) and 10⁻⁵ Torr (0.01 microns) — issues of evaporation are likely to occur during heat up and holding at temperature. As such, nitrogen or a truly inert gas is introduced below a predetermined temperature at a controlled rate to a fixed partial pressure range and then controlled within this range. One then isolates the high vacuum portion of the pumping system and employs bypass circuitry using the mechanical pump to introduce a continuous flow of gas equal to the pumping capacity (throughput) at the required operating pressure (Figure 1 below).
Figure 1. Typical partial pressure piping on a vacuum furnace Key: A: Incoming gas supply line B: Backfill line C: Quench solenoid D: Partial pressure line E: Partial pressure solenoid valve F: Partial pressure (micrometer) needle value G: Inlet into furnace Source: Courtesy of Vac-Aero International
Why Do We Need to Use Partial Pressure in a Vacuum Furnace?
There is no hard and fast rule for partial pressure settings used for processing various materials in the heat treat industry. However, from a practical standpoint, there are two process considerations for determining partial pressure. The first is the metal-oxide reduction partial pressure. The partial pressure of oxygen at a given temperature determines the direction of the reaction and consequently whether the part is “bright” or “discolored” (oxidized). These values are typically in the range of 10⁻⁶ Torr to 10⁻² Torr. This is why materials like titanium alloys and superalloys must be processed at extremely low vacuum levels. The second consideration is the vaporization of metal at high temperature and hard vacuum. The metal solid-to-vapor partial pressures require higher pressures to avoid alloy depletion. These higher pressures often produce sufficient dilutions of contaminants to drive the reaction to be reducing.
What is often overlooked or misunderstood is that higher levels of partial pressure “dilute” any oxygen or water vapor partial pressure but still can produce oxide free “bright” parts at higher pressures. This dilution also occurs, for example when a retort is purged with nitrogen or argon to achieve clean parts. The oxygen partial pressure is reduced by dilution rather than by vacuum. In addition, it cannot be overemphasized that oxidation present on parts from exposure to the atmosphere and moisture absorbed by the furnace lining when the door is open are critical in running clean work. Oxidation occurs on heat up, but when the temperature is high enough and conditions are right, we can reverse the oxidation reaction so the parts will clean up. This is why it is harder to bright temper than to bright harden.
In batch vacuum furnaces, combination hardening and tempering cycles are used to take advantage of the furnace configuration in which parts stay in the furnace for the full process. Often, the same parts will discolor if tempered in the same furnace after they have been removed and the furnace exposed to air.
Also, a thorough understanding of the required component properties and material characteristics (e.g. alloy composition, grain size, hardenability response) is needed to design the final vacuum heat treat cycles and select the final partial pressure settings.
Figure 2. Chromium deposits / discoloration in the area of a graphite cooling nozzle | Source: The HERRING Group, Inc
For example, stainless steels, tool steels, and more exotic alloys run in a vacuum furnace will benefit substantially from the use of partial pressure atmospheres. In most heat treat shops, partial pressure cycles begin around 760°C (1400°F) at pressure from 1–1.5 Torr (1000–1500 microns). This is primarily because chromium present in many of these materials and in our baskets/fixtures evaporates noticeably at temperatures and pressures within normal heat treatment ranges. At around 990°C (1800°F), chromium will vaporize rapidly as a function of both vacuum level and time. In general, the practical operating vacuum level for most materials is significantly above their equilibrium vapor pressures. It is also helpful at times to know the temperature at which individual elements exceed a critical (10⁻⁶ g/cm²-s) vaporization rate (Herring 2015).
In practice, heat treaters often observe greenish discoloration (chromium oxide) on the interior of their vacuum furnaces (Figure 2), the result of chromium vapor reacting with air leaking into the hot zone. Otherwise, the evaporation deposit is bright and mirror-like. To avoid these types of deposits contaminating both the furnace and the parts run in it, an operating partial pressure between 1 Torr and 5 Torr (1,000 microns to 5,000 microns) is typical for parts that will boil away their elemental constituents.
Chromium Coloration
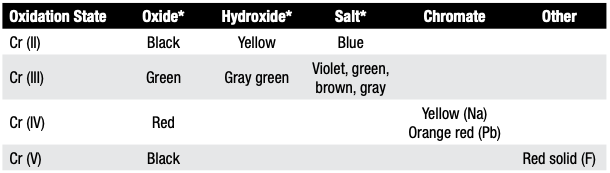
Heat treaters should be aware that although the most common color of chromium discoloration is green, the color is dependent on chromium’s oxidation state (Table B). For example, Cr (II) compounds typically appear blue, Cr (III) compounds appear green, and Cr (VI) compounds appear orange or red.
Notes: * Most commonly observed colors Table B. Oxidation Colors of Chromium and Chromium Compounds
Table B provides a more detailed breakdown of chromium’s oxidation states and associated colors.
Which Partial Pressure Gas(es) Can We Use?
Argon, nitrogen, and hydrogen are the most common partial pressure gases. Often, argon is preferred as it is a truly inert gas and tends to “sweep” the hot zone; that is, being a heavier molecule, it tends to reduce evaporation compared with nitrogen or hydrogen. Specialized applications, such as those in the electronics industry, may use helium or even neon (if an ionizing gas is needed). Gases having a minimum purity of 99.99% and a dew point of -60°C (-76°F) or lower should be specified.
Certain cautions are in order. For example, nitrogen may react with certain stainless steels and titanium bearing alloys resulting in surface nitriding. In the case of hydrogen, the normally near neutral vacuum atmosphere can be sharply shifted to a reducing atmosphere to prevent oxidation of sensitive process work or for furnace/fixture bakeout/cleanup cycles. Embrittlement by hydrogen is a concern for certain materials (e.g., Ti, Ta).
Figure 3. 410 stainless steel housings, hydrogen partial pressure (1,000 microns) at 1010°C (1850°F) | Source: Courtesy of Vac-Aero International, IncFigure 4. Knee implants (cobalt-chromium-molybdenum alloy) vacuum heat treated under an argon partial pressure at 1 Torr (1,000 microns) to prevent elemental evaporation | Source: Courtesy of Vac-Aero International, Inc
In Summary
Partial pressure atmospheres are required in many heat treating and brazing operations to achieve desired results. Introduction of the partial pressure gas into the furnace hot zone at one or more locations and controlling the partial pressure injection gas stream as a continuous flow, rather than trying to operate at a specific pressure, are critical considerations. The choice of partial pressure gas is also important both from a cost and quality standpoint.
References
Herring, Daniel H. 2014. Vacuum Heat Treatment. Vol. 1. Troy, MI: BNP Media.
Herring, Daniel H. 2015. Vacuum Heat Treatment. Vol. 2. Troy, MI: BNP Media.
Houghton, R., Jr. n.d. Private correspondence, Spectrum Thermal Processing.
Jones, W. R. 1997. “Partial Pressure Vacuum Processing – Part I and II.” Industrial Heating, September/October.
Jones, William. n.d. Private correspondence, Solar Atmospheres Inc.
Fabian, R., ed. 1993. Vacuum Technology: Practical Heat Treating and Brazing. Materials Park, OH: ASM International.
The Boeing Company. n.d. “Practical Vacuum Systems Design Course.”
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
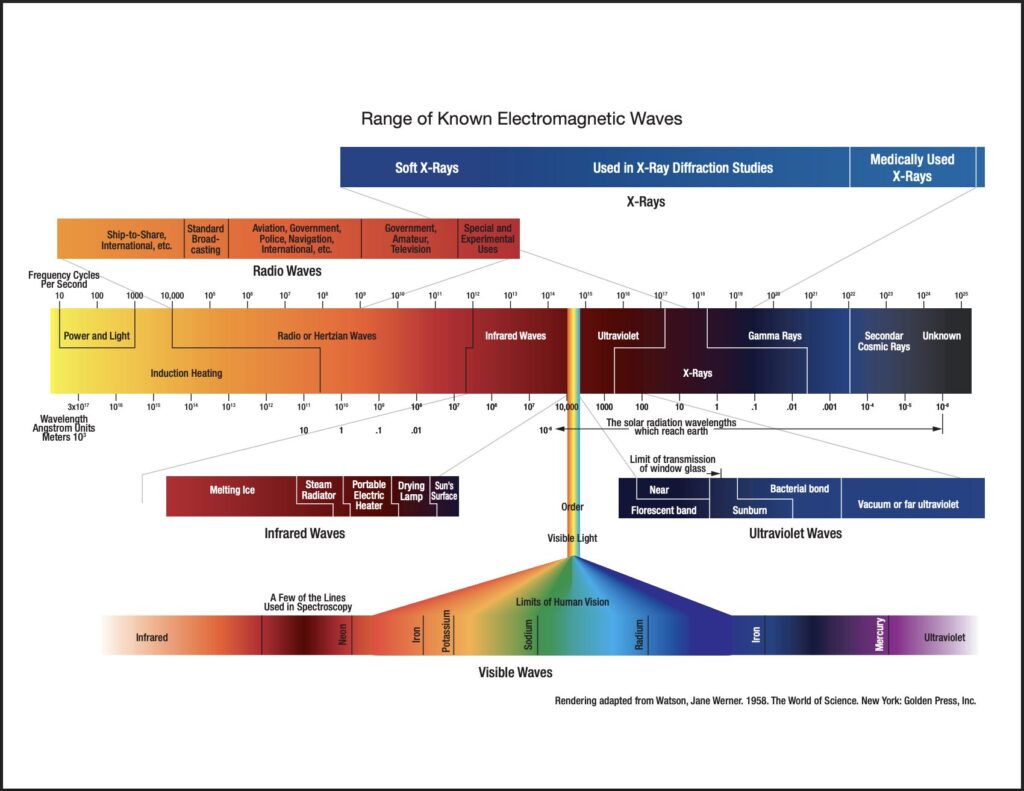
This downloadable visual illustrates the full spectrum of known electromagnetic waves, from radio waves through gamma rays, with clear reference points across wavelength and frequency.
This image was featured in Heat Treat Today’sFebruary 2026 Annual Air/Atmospheres Heat Treatingprint magazine in the article “Redundant Flame Safety” by Bruce Yates, Protection Controls. In the article, the visual helps provide context for where ultraviolet radiation falls within the electromagnetic spectrum — an important reference when discussing UV-based flame detection in industrial heating applications.
Click on the image below to download this reference for electromagnetic wave ranges and their relevance to thermal processing and flame safety discussions.
Jupiter Aluminum Industries (JUPALCO), part of the Jupiter Group, has ordered two aluminum coil annealing furnaces to support production at its rolling mill operations, strengthening capacity and consistency for flat-rolled aluminum products serving automotive, construction, and packaging markets. The investment reflects continued global demand for advanced aluminum heat treating capacity.
The furnaces, slated for installation at JUPALCO’s rolling mill operations in India, are designed to handle large aluminum coils, with a maximum outside diameter of 2,600mm, widths up to 2,300mm, and a total gross load capacity of 93.6 metric tons. Multi-zone chamber configurations and advanced control systems are engineered to deliver precise temperature uniformity and repeatable annealing results across high-volume production runs.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
The equipment will be supplied by SECO/WARWICK, a furnace supplier with North American locations, and incorporates the company’s Vortex 2.0 aluminum coil annealing technology, which uses high-velocity airflow to improve heat transfer, shorten cycle times, and reduce the risk of localized overheating. The design also supports energy-efficient operation while maintaining tight temperature tolerances throughout the annealing process.
According to Piotr Skarbiński, vice president of the CAB and Aluminum Products Segment at the SECO/WARWICK Group, the Vortex 2.0 is designed with a system of appropriately directed nozzles that support consistent aluminum processing while reducing cycle times and energy consumption.
The Indian market for flat-rolled aluminum products is growing rapidly, with its value expected to rise from USD 4.5 billion in 2025 to USD 12 billion by 2035. Investments by manufacturers like JUPALCO in new rolling mills highlight both the domestic growth potential and the wider demand for advanced annealing technologies in global markets.
Press release is available in its original form here.
Century Aluminum Company has emphasized that next-generation EX smelting technology will be critical to the development of its new primary aluminum smelter, one of the most advanced technologies deployed in the U.S. This platform is designed to improve productivity, reduce energy consumption per ton, and lower emissions, reinforcing both economic competitiveness and environmental performance in primary aluminum manufacturing.
Click on the image above to read more about Century Aluminum’s recent restart to boost U.S. production by 10%.
Planned for Inola, Oklahoma, at the Tulsa Port of Inola industrial park, the proposed facility is expected to produce up to 750,000 metric tons of primary aluminum annually, more than doubling current U.S. smelting capacity once fully operational. Century Aluminum will partner with Emirates Global Aluminum (EGA) on the project, with EGA contributing its proprietary EX smelting technology and holding a majority ownership stake, while Century Aluminum provides operational expertise and leadership in the U.S.-based aluminum production. The project aims to strengthen material availability for downstream manufacturers serving automotive, aerospace, energy, and defense markets.
Jesse Gary Chief Executive Officer Century Aluminum Company
“Our partner EGA brings world-class smelting technology and construction expertise that are fast-tracking our collective efforts to realize a new era of domestic primary aluminum production,” said Jesse Gary, chief executive officer of Century Aluminum Company. “This expanded production will benefit critical U.S. industries and create thousands of American manufacturing jobs, reinforcing the vital role of aluminum in national defense and economic vitality.”
EX technology is EGA’s next-generation smelting platform, featuring reduction cells that provide higher productivity per square meter than EGA’s previous DX+ Ultra technology. The cells are larger and have improved current efficiency, enabling greater aluminum production from each smelting cell. The technology supports more cost-effective aluminum production with lower emissions intensity, reinforcing the project’s operational and environmental goals.
For background on the initial announcement of this historic smelter project, click on the image above for our May coverage.
The use of EX technology also positions the project within the broader global landscape of aluminum smelting innovation, strengthening its appeal as an alternative source of advanced smelting capability at a time when governments and manufacturers are increasingly focused on supply chain resilience, domestic capacity, and technology diversification. EGA’s own communications highlight EX as a key step toward large-scale industrialization and a foundation for future growth as a smelting technology provider of choice in the global aluminum industry.
Construction is expected to begin as early as 2026, with commercial production anticipated before the end of the decade. Once completed, the facility is expected to support approximately 1,000 permanent direct jobs and support roughly 4,000 construction roles, while helping reduce reliance on imported aluminum and reinforcing domestic manufacturing capabilities. Industry leaders have described the project as a critical step toward rebuilding U.S. primary aluminum production and supporting long-term supply stability for North American manufacturers.
Press release is available in its original form here.Additional information comes from EGA’s June 2025 press release here.