Industrial Decarburization Under Trump 2.0
The heat treating industry has been closely watching federal energy and environmental policy shifts under the new administration. In this guest column, Michael Mouilleseaux of Erie Steel, Ltd. explores how executive orders, new legislation, and the potential rescission of the 2009 EPA Endangerment Finding are shaping the industrial decarburization landscape — and what heat treaters must do to ensure lasting, practical policy change.
This informative piece was first released in Heat Treat Today’s October 2025 Ferrous & Nonferrous Heat Treatments/Mill Processing print edition.
In previous articles for Heat Treat Today (March, April, June 2024), we described the Biden Administration’s efforts to restrict greenhouse gas emissions (GHGE) from U.S. industry in general, and the heat treating industry in particular.
Their Industrial Decarburization Roadmap established regulations requiring an 85% reduction in GHGE by 2035 and net zero (GHGE) by 2050. This was to be achieved through the unproven technologies of low-carbon fuels, carbon capture technology, and ultimately (green) electrification. Keeping in mind, heat treating represents 0.04% of total U.S. GHGE.
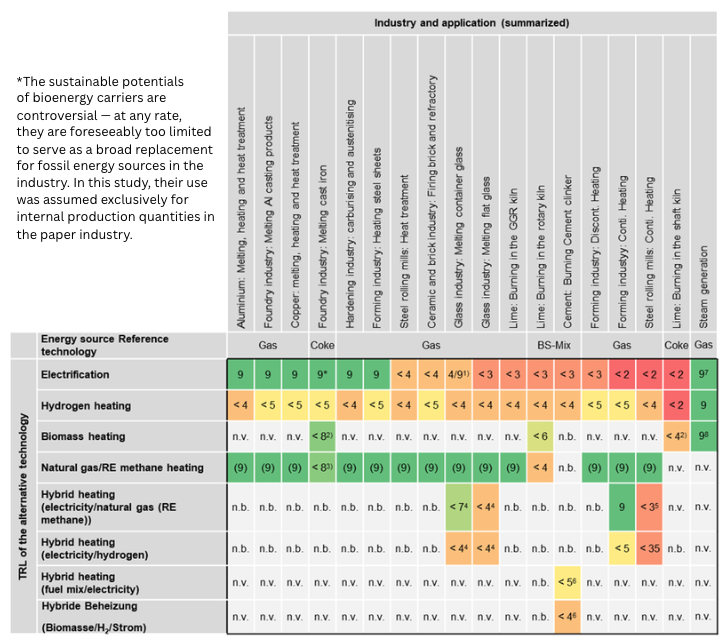
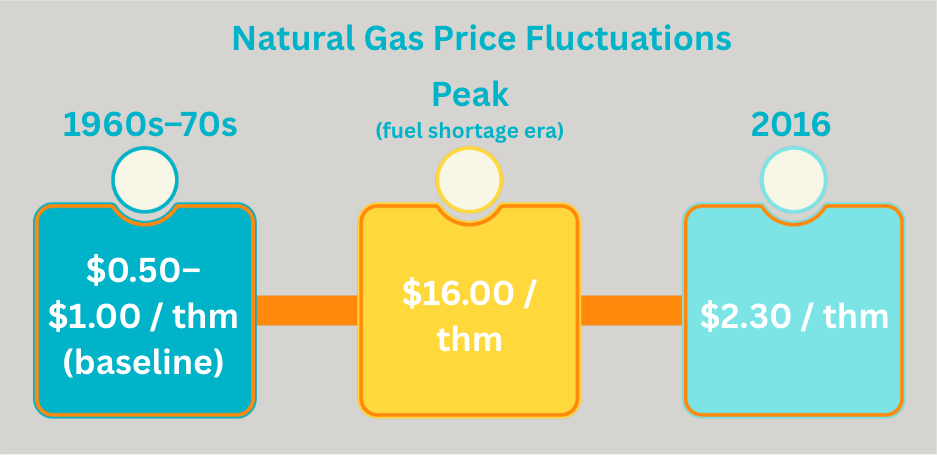
We estimated the prospective cost of energy to our heat treating community be six to fifteen times the current cost, noted a reduction in our energy security, and referenced the plight of German industry with its nine times reduction in output in the last seven years as the template for our future.
Where Are We Today?
In January 2025, the Trump Administration issued several executive orders (EO) rescinding previous EO regulations related to industrial decarbonization and terminated the funding for decarburization projects. (Read more in my February 2025 print column.)
On July 4, 2025, the DOE cancelled tax credits for clean energy, carbon capture technology, clean hydrogen production, and the advanced manufacturing production credit for both solar and wind energy through the One Big Beautiful Bill (OBBB). More than six programs were cancelled or defunded, including the DOE Office of Clean Energy Demonstrations and the Greenhouse Gas Reduction Fund.
In August 2025, the EPA initiated the effort to revoke the holy grail of decarbonization, the 2009 EPA Endangerment Finding. This finding has provided the rationale for the regulation of GHGE, even though GHGE was never specifically stipulated in the Clean Air Act of 1970.
Where Are We Headed?
The revisions achieved through EOs are decisive, quick, and have provided immediate relief. The revisions achieved through the OBBB are more comprehensive but have time horizons of less than ten years. Neither are permanent, and the former are as fleeting as the next presidential election. Permanence can only be achieved through legislation, and we must hold our elected federal officials in both the House and Senate accountable. We need them to pass legislation that codifies a practical environmental policy that achieves the goals of clean air and clean water utilizing proven technology within an achievable timeframe.
The rescission of the 2009 EPA Endangerment Finding offers the opportunity to change the regulatory landscape; however, it will be difficult work and will require a protracted multi-year effort. This effort will need to pass the rigors of the Administrative Procedures Act that make the threshold for changing an existing regulation higher than that for the formulation of a new regulation. The scientific basis for the original finding, although highly flawed, can only be overturned with a preponderance of scientific data that will need to be vigorously defended.
This effort will then need to successfully navigate the myriad of lawsuits being contrived by the Environmental Industrial Complex. They constitute a formidable force composed of thousands of intertwined NGOs with over $100B in assets, the ability to raise over $25B annually, and populated with partisans who believe in their cause and consider those who disagree to be underinformed.
We are in a much better place than we were in August of 2024. We have clarity regarding the sourcing, security, and prospectively the cost of our energy for the near to midterm. We must demonstrate that we are good stewards of our energy natural resources. It is our responsibility to manage our businesses in such a way that we optimize our energy resources. These practices are not just good business practices because they are cost effective, but they are demonstrably the right thing to do.
We need to take advantage of the current political climate and support those in government who see us as critical to the future of American Manufacturing. Now is not the time to rest, now is the time to be heard.
About The Author:

General Manager
Erie Steel Ltd.
Michael Mouilleseaux is general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH, since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy.
For more information: Contact Peter Sherwin at peter.sherwin@watlow.com.

Industrial Decarburization Under Trump 2.0 Read More »