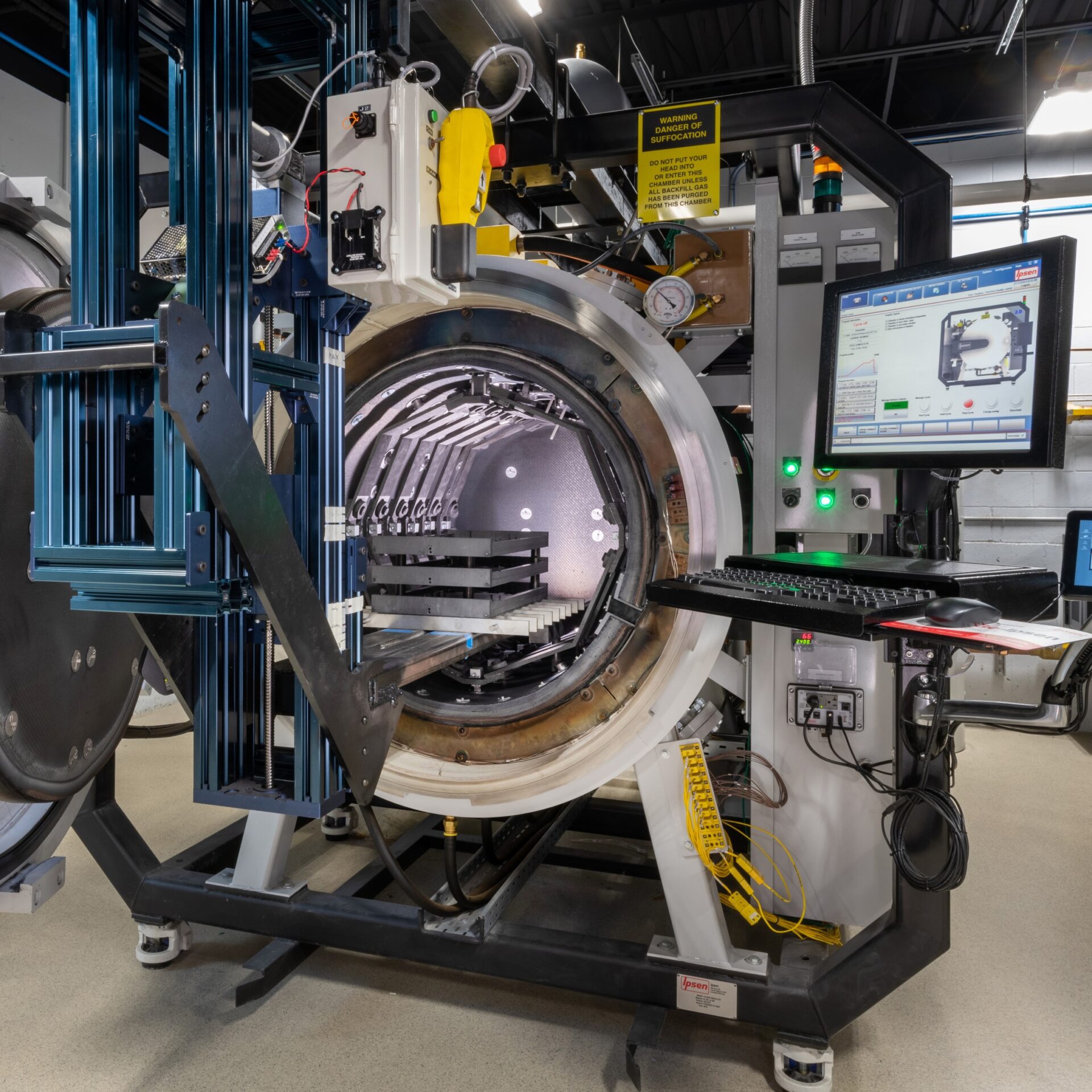
Mikros Technologies, located in New Hampshire, designs and produces liquid cooling systems and micro-machined nozzle plates for applications requiring micron-level dimensions and sub-micron accuracy. So when Mikros needed new multipurpose furnaces for vacuum brazing and diffusion bonding that could withstand continuous production and allow operators to seamlessly change recipes and easily pick up where the last person stopped, they turned to Ipsen USA. Mikros increased production capacity by purchasing two more TITAN® H2 2 bar vacuum furnaces. The first was installed in January 2019, the second in October 2019.
The furnaces met their needs by supporting a variety of heat-treating processes, providing tight temperature uniformity and delivering clean parts. With the high-efficiency design and fast door-to-door cycle times, the furnaces helped Mikros gain manufacturing volume to accommodate the company’s rapid growth.
(source: IPSEN USA)
As a leading provider of complex thermal management solutions for critical applications in power computing, laser optics, semiconductor testing, renewable energy generation, artificial intelligence, and electric vehicle systems, Mikros plays a critical role in allowing data centers and equipment used for transportation, aerospace, and defense to perform optimally and keeping high heat-generating components from overheating and failing prematurely. Some of the microchannel cold plates they manufacture are small and delicate, no larger than a penny. Others are large assemblies that occupy a full computing server rack. Specialized parts like these require careful planning when it comes to heat treatment.
In the last five years, Mikros doubled their workforce and expanded their manufacturing facilities. Mikros makes over 10,000 cold plates per year, and the addition of the furnaces has helped them quadruple their production capacity.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radioepisodes, click here.
Audio: Heat Treating and Coal with Brian Joseph, CEO Touchstone Research
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Brian Joseph, the founder, CEO, and president of Touchstone Research Laboratories, about the emerging part that coal is playing in the heat treat world. Listen to find out more about the surprising uses of coal in heat treating, the development of the world's strongest aluminum, and some tips for how to make your organization run at its best.
Transcript: Heat Treating and Coal with Brian Joseph, CEO Touchstone Research
The following transcript has been edited for your reading enjoyment.
We are headed to coal country, just outside Wheeling, West Virginia, to talk to Brian Joseph, founder, CEO, and president of Touchstone Research Laboratories as well as several other companies pertinent to the heat treat industry. If you thought coal was a commodity of the past, I suggest you buckle up for one of the most interesting Heat Treat Radio episodes that will widely expand your appreciation for coal and its future uses in the heat treat industry.
I was introduced to Brian Joseph by Heat Treat Today's lead editor, Karen Gantzer, who just happens to be a relative of Brandon Robinson, a young, very sharp engineer working for one of Brian Joseph's companies, Touchstone Advanced Composites. Brian and Brandon hosted both Karen and I at their campus in Triadelphia, WV, earlier this year, and were gracious enough to spend an entire afternoon showing us around and talking with us about some of the exceptionally fascinating esoteric work they're doing for all sorts of world leading companies in aerospace, defense, and energy as well as a host of other government agencies and national labs. I think you'll find this episode fascinating, and I bet you're going to learn something new about coal.
Brian Joseph, Founder, CEO, and president of Touchstone Research Laboratories (source: TouchstoneAC)
Brian Joseph is the president, CEO, and founder of Touchstone Research Laboratory, as well as Touchstone Advanced Composites, Touchstone Testing Laboratory, and CFOAM Limited.
BJ: I grew up in the panhandle of West Virginia and went to a local university, West Liberty University, and did a little bit of graduate work at Ohio State. I then started my own business. I never had a "job." I've only owned my own business, and that is Touchstone Research Laboratory. At Touchstone, we invent all kinds of things. We put out, sometimes, a patent a month, and then we spin businesses out. We've spun out three businesses in the last three years, and we have probably three more in the works today.
DG: If I remember correctly, you're doing stuff for the aerospace industry and the automotive industry. What other major markets are you hitting on?
BJ: As you can envision, an innovative company like Touchstone Research Laboratory is far ranging. We do a lot of work in aerospace, we do work in automotive, we do work in general manufacturing; we're inventing all kinds of things all the time. And then there are our spin-out companies. Touchstone Laboratory has three locations. We do a lot of aerospace testing for virtually every aerospace company at those facilities. We test all kinds of materials at Touchstone Testing.
Then we spun out CFOAM, which is probably what we'll talk mostly about today. This is a foam we make from coal. In the research lab, we do a lot of coal-to-products research. This is a foam that is extremely strong and can withstand really high temperature. CFOAM is a publicly traded company today on the Australian stock exchange. The applications for that are in numerous markets, one of which is in heat treating.
The third business is called Touchstone Advanced Composites. Touchstone Advanced Composites takes the foam that CFOAM makes and builds the molds for next generation carbon fiber airplanes, rockets, etc. Many of these are companies that you would recognize--all of the big aerospace companies, all of the commercial launches to space; we work with virtually everyone to build the molds to make their carbon fiber parts, and we do that on coal, which I think is sort of surprising to people.
DG: I get excited about this. This is what I want to tease our audience about a little bit, if you will, is coal. The place of coal in heat treat. Where might we find it currently, if at all? And, in your mind, because I know you're very much a forward thinker, where do you see coal being used in the heat treat market, or even outside the heat treat market in the future?
BJ: Today, the big uses for coal are electricity, to make electricity to run kilns and things. In steel making, the coke for steel making and in cement production, we often burn coal to heat the cement. These are current uses.
Many years ago when I was a kid, there was this basketball player that was named Lou Alcindor, and he was dunking the basketball at will and just dominating college basketball. So they outlawed it. They said nobody's allowed to dunk anymore. In general, you would think that would be devastating. But no, he just invents a special hook shot called the “sky hook” and now, all of a sudden, he can score from 20' out at will. He became one of the highest scorers in basketball. To me, that's what is going on in coal right now. The things that it is dominating today, that is its primary markets, are under a lot of pressure. But when I look out, what do I think is going to happen, is a huge number of products.
Let me tell you what we're doing right now. We take the coal in the CFOAM business, we grind it into powder, we heat it under pressure, and we blow it up into beautiful black foam. (Think Styrofoam only a thousand times stronger and good to enormously high temperatures, like probably up to 3000°C.)
Over at Touchstone Advanced Composites, they're building the molds to make carbon fiber airplane parts because the foam is high temperature so it will go in the autoclave. It's very strong. It also does not expand and contract hardly at all with changes in temperature, and that's what you want in the best mold-making material. What I get a kick out of is, you take coal out of the ground and all of a sudden we're making parts for the James Webb space telescope.
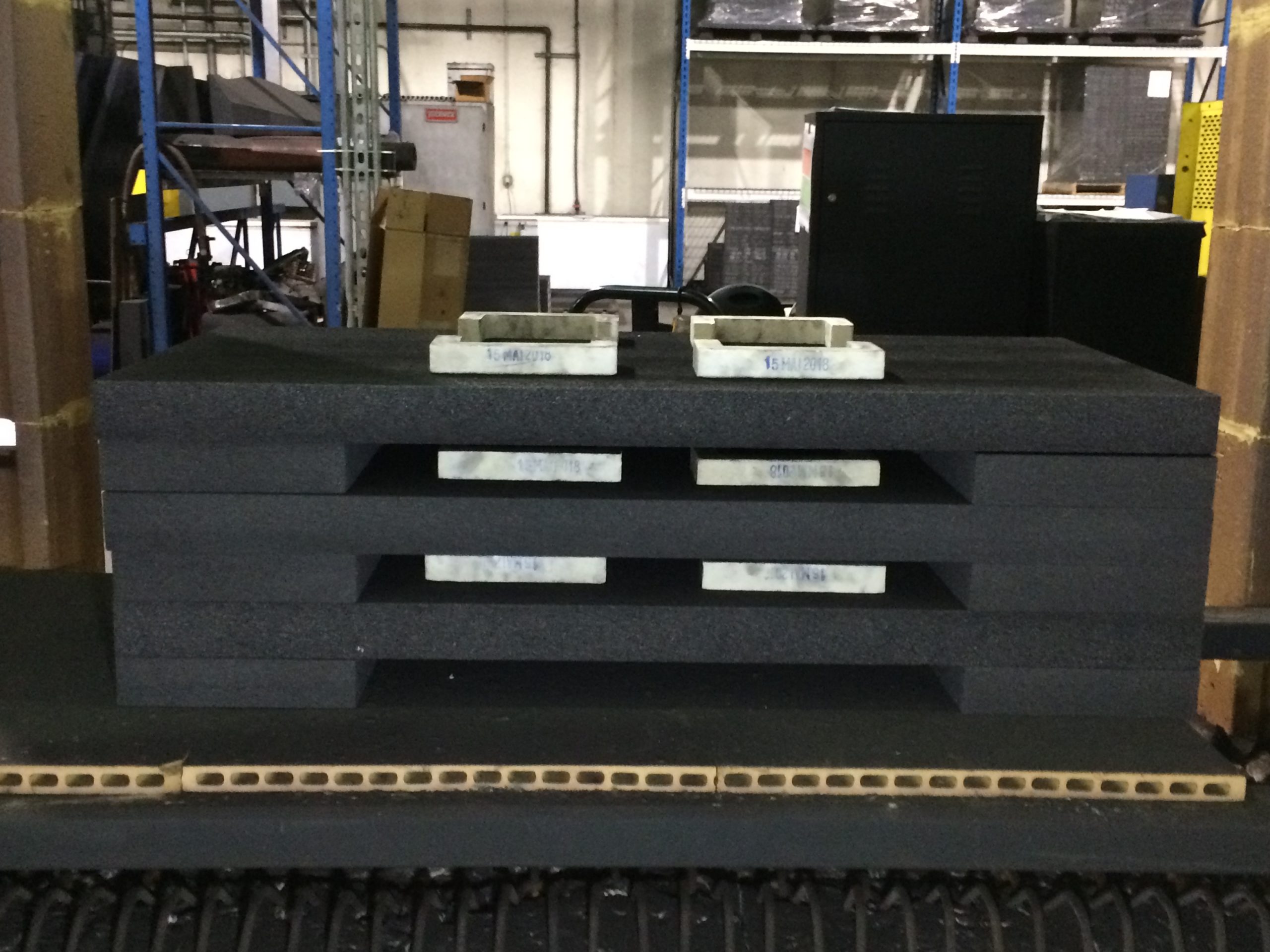
Where else will it be used? Wow, anywhere you could think of a really high temperature. Just imagine Styrofoam a thousand times stronger and fireproof. Where would you use it? Everywhere. When I think heat treatment, where do I think the obvious applications are? Kiln furniture--the strength of this stuff compresses strength of the low density material is over a thousand pounds per square inch. Kiln insulation because it is very insulating--especially kiln floors. Now all of a sudden, you've got a carbon floor you could walk on that is an insulator. And, by the way, the higher density material that we make has a compressive strength so high you could set a car on one square inch and it wouldn't crush, so we're talking really high strength.
CFOAM carbon foam used as kiln furniture (source: TouchstoneAC)
You can pass electricity through it and use it as a heating element, and we've done that at times. I could envision someone building some kilns where you lay it up like you do refractory brick today, only a carbon version of refractory brick. One of the other ones that we don't typically think about, and is this in the heat treatment area? I don't know, but it's sort of interesting. CFOAM has a program with Argon National Laboratories. Argon is working on concentrated solar power. This is the thousands of mirrors in the desert that reflect light up to a single point, and then that heats a fluid and it goes underground and it melts like a salt (like sodium chloride, like the stuff you eat) or magnesium chloride. You're over 1400°F, so the salt is great material to hold the heat, but it's a really bad material to conduct the heat. So we're taking the salt, putting it in the pores of the foam, and then using the ligaments of the coal foam to conduct the heat to store the energy in the salt. Again, what I like about that is we're going to store solar power in coal, which is, again, counterintuitive.
DG: And a bit of an irony, right?
BJ: Yes! I think you're going to see these carbon foams everywhere.
DG: When we think of the heat treat industry, we certainly don't think about using coal; but in some of these new applications, like you say, being pressed in their major markets, whether it's energy production and things of that sort, there are new applications, and Touchstone Research Labs is developing some of these things. That to me is what is interesting.
Let's talk outside of heat treat for just a minute. I want to prime you on one of them, and then if you think of others, feel free to run with them. You and I spoke previously about the use of coal as architectural structures in the future in place of concrete structures. Can you hit on that a bit, and if there is anything else outside of the thermal part of coal being used outside the heat treat industry, just go ahead and roll right into those?
BJ: We're working with a gentleman named Mark Goulthorpe. He is an architect at MIT. He has a program called Carbon House with the Department of Energy. Specifically, it's an ARPA-E program, that's their real advanced technology area, and he presents this story. He says the world population has been increasing at a very high rate of speed, but the wealth didn't spread around the world for a long time, so people didn't have much money, they didn't make much, and they didn't buy much, so we didn't notice them so much. But what's happened in the last 20 years, maybe the greatest accomplishment of man in the last 20 years, is we've reduced that extreme poverty 80% worldwide, which is just extraordinary. So now, all of a sudden, the complex part of this is that these people are moving to cities at a rate of a million people a week. That means, inside 30 years, we will need to double the number of houses and buildings on the surface of the earth inside 30 years. The construction boom has already started. Imagine you've got to build a million, I'll say apartments, and office buildings and things every week until after the year 2050. He points out, what are we going to build all of this out of? There is not enough wood on this planet. You can't use concrete. If we're concerned about global climate change and that puts out more carbon dioxide than burning coal, so what are our options? He points out that the answer is probably buried in our hydrocarbons. Things like methane to carbon nanotubes where we take the carbons and the methane and we make carbon nanotubes. That will be part of the structure. Take the hydrogen and make that the fuel.
And at MIT, that's what they're thinking the future is. And CFOAM will probably play a major role in these kinds of structures because at the end of the day, the coal that we make the foam from is very inexpensive, available in extraordinarily large quantity, and can make fireproof structures that are inexpensive and with a pretty low carbon footprint. The production of the foam is a very small carbon footprint production. It does not produce much pollution or production of much CO2 and that kind of thing. So it's fairly green. It's funny to talk about coal in a green way, but it really is a pretty green product. And that may be the thing that gets us there.
DG: Yes. And compared to the manufacturing of concrete, it's a lot greener manufacturing the CFOAM panels, let's say, as opposed to concrete.
Clean Room (source: TouchstoneAC)
BJ: Yes, absolutely. Some fun things to talk about for just a minute: Over at Touchstone Advanced Composites, we've made the molds to make parts for the James Webb space telescope. This will be the greatest telescope, I think, the world has ever produced. I think it's 8 times bigger than Hubble, it will be located a million miles from earth, just so everyone can have a little yardstick, that's four times the distance to the moon, and it will see back in time till to the creation of some of the first galaxies. We've made all of these parts on molds made from coal.
We just finished building the molds to make the communications dish antenna for the NASA wide field infrared telescope, which is the size of Hubble, and that is going up soon. We just finished the structures that will be on a solar sail for NASA. Let me tell you what a solar sail is: Imagine a kite, only square. So you have two sticks on a kite. We're going to make those out of carbon fiber, but we're going to make them in a special way that collapse, so that they go into a box 2' x 2', but when you get up into space, you open this box up and this rolls out 54 ½ ' in all directions. You end up with this 110' solar sail that is up in space. What's going to happen is, the light from the sun moves this thing. Just the light, no propellant. It will go 240 thousand miles an hour. And we've built all the molds from CFOAM that we make from coal.
We do work with virtually every one of the commercial launches to space. We just did the front end of a supersonic aircraft and dozens of other new aircraft that are being built. All of that is being done on CFOAM. That's a whole group of fun things we do.
DG: Can you tell us about MetPreg?
BJ: At Touchstone Research Laboratory, we're developing the world's strongest aluminum. This is aluminum with fibers in it. It's aluminum oxide fibers in aluminum. What's really interesting about it is it's the highest temperature aluminum that exists, so this will be useful at temperatures up to 1000°F. It will keep 80% of its strength. It's 3 times stronger than the world's strongest aluminum alloy. This is not made from coal. This is aluminum with fibers. We either make it in a tape form or pultruded form, or we make it into cylinders by film winding it, like you do polymer composites. It is a whole new class of materials, and our plan is to spin that out into a separate company, probably within the next year or so. Right now we're developing the business plan.
We are doing this on-scale already. It's already been put on a ship. One of the applications, by the way, is repairing the structures in large ships, especially aluminum hold ships, for fatigue in particular. Some of these ships are tracking hundreds of fatigue cracks in the structural component, and we can use this as a patch to repair the ships while at sea and have a permanent repair. This is an application, by the way, that I wouldn't have even come up with. This is one that the navy came to us and said, is this something you guys could do? So we've been working in a development program with the navy. It about a million dollar program. While in the program, we're already on our first ship and we're really excited about that. That application is ready to go but many of the other applications are still in development.
DG: You've already run down a list of some of your customers, but maybe just give us a sense of the breadth and depth of your customer base, as many as you're comfortable telling us about.
MetPreg Rocket Motor Casing (source: TouchstoneAC)
BJ: On the aerospace side, it's virtually everyone in aerospace, from your Boeing and Airbuses, Embraer, to some of your smaller ones that are suppliers to that industry. We have hundreds and hundreds of people, especially using the CFOAM. In terms of MetPreg, we're not there yet with flying on airplanes, but I'm really confident we will get there. We can probably mention the work we do with Virgin. I love Richard Branson, by the way. He is a hero of mine; I think the world of him. We've done work with some of his companies--Virgin Orbital, Virgin Galactic. They are two separate companies. Virgin Galactic is the one that's going to take people into space.
I want to spin back around and talk about what that means, taking people to space. The thing we think about is rich people going for joy rides, which is good, and there is a market. But don't think of it like that. I think he's building this next generation aircraft that, for example, we'd take off from LA. Well, it's just as easy to drop you in Chicago as it would be back to LA, in fact I think it's easier. So I see this is as the beginning of a new way to fly around the world.
I'll give you another one--SpaceX. They have a similar vision. SpaceX rockets are very different. They're going to land vertical. Richard Branson's is going to look like an airplane. It's going to be more normal looking, but they won't go that fast; they'll go a couple thousand miles/hour maybe, whereas SpaceX is going to go like 18,000 mph. I saw the president of SpaceX give a talk. (In fact, by the way, one of our people got to meet Elon Musk just a few weeks ago, and he came back with the biggest grin on his face.) So the president of SpaceX, says, "I do a lot of business in Riyadh, and I can't wait for the day that I take off from here in California, fly to Riyadh, (it will take about 40 minutes and most of that is landing), and then we'll fly back home in time to fix dinner for the family." It just made me smile. Gwynne Shotwell is awesome in every way.
Now Virgin Orbital is different. Virgin Orbital shoots rockets up in the air. They come off of a Boeing 747 that they've named 'Cosmic Girl,' and then it goes into orbit. That does go fast. It is not to carry humans, it's to put satellites in orbit. It's an inexpensive way to put satellites in orbit. You fly the 747 as high as you can, you tilt it a little bit upwards and you shoot your rocket right into orbit. It's a lot less expensive than launching from the ground. That's another one of Richard Branson's businesses and they have a great team of people working there. I'm really optimistic about it.
For your heat treatment people, think about the temperatures we're dealing with. The rocket motors are all super high temperature, just through the atmosphere. It takes you up into the thousands of degrees. So all the things your client base works with is what the outside of all of these vehicles is. It's just interesting. And yet, I don't know that they think in that world right now. When you look at the number of launches going into space right now, we in the United States don't track what's going on around the world so much, so I'll give you just one example. Rocket Lab has what they call the Electron rocket. It will be launched from New Zealand. Now, I was unaware that New Zealand ever launched a rocket, it's just not something I was aware of. They're planning to launch 300 launches a year--in New Zealand! So, what do you think the worldwide going in and out of space is going to be here in the next decade or two? I think it's going to be really large. And markets for things like thermal protection systems or high temperature components is going to be much bigger than anyone realizes.
DG: Shifting just a little bit. Obviously, the organization that you've developed, Touchstone Research Laboratory, etc., your whole organization, all of them, have been very innovative. Can you speak to the, let's say, culture there and the method by which you push the innovation? How do you make such an innovative organization?
BJ: You may have picked up on something with that question. You've been here, you've walked through, and you have a feel for how we sort of work. I went to Dearborn, Michigan, once and I went to the Henry Ford Museum in Greenfield Village. (If anyone has never been there, you've got to go, especially if you like technical things.) And there, Henry Ford bought Edison's first research laboratory and rebuilt it there. It's four buildings, so you walk through the world's first industrial research laboratory. I went there one day about 4 years ago, and I was not necessarily a big Edison fan. I knew who he was and everything, but when I walked into this building, it was like something was overly familiar. So I said to my wife, “I have to go back there and spend a day by myself just in the buildings and just look around.”
Here's what I figured out: As you know, I never "got a job." I went to graduate school, came out, and started my own research laboratory from scratch. I didn't know all of the modern processes to manage a laboratory. So I'm sort of figuring out from scratch as a kid in my twenties and trying to work my way through. And what I ran into was a process that ends up being almost identical to what Edison did. I'm not saying I'm smart like Edison, I'm just saying that my invention process ended up remarkably similar. Here's how it goes: In R&D, you need some well educated people, they've got their PhD from Berkeley or MIT or wherever, for example. But then there is this other group that fabricates stuff. This person, maybe from MIT, says, “Hey, what if we make this vacuum chamber and heat in this way with microwaves and then we put UV light in?” and that's my idea on Monday morning. Now it's about how fast can we turn that into something real, run our experiments, and get to the next thing. In R&D, the thinking part is seconds, minutes, or hours, but the doing part is usually days, weeks, and months. So if you want to collapse your time of invention, you work on that second side, and you get the best technicians you can. And they make the people with the high degrees look really smart. So it's how you blend those together that I think can create this really unique environment, and I think that's sort of money that tricks behind what we do.
(source: TouchstoneAC)
In addition to that, we're a real flat organization and things like that. There are a lot of things that people don't know about Edison's management approach, but he dressed down for work. He didn't want to be seen as the boss at work. He just blended in and went from person to person. When investors would show up, people would be running around, saying, “Get him cleaned up!” At work, he didn't have any airs about him, which is the right answer. The more central control you have, the less your organization has that ability to just run. You've got to handle your organization very gently. He was the first guy to ever build an industrial research facility. He did amazingly well with it, but he was less than perfect. In recent years, there's been a lot of complaints about the details of what he did, but he was the guy out there blazing the trail, so I give him a lot of credit for that.
DG: Let's circle back around to CFOAM for just a moment. CFOAM, current and future, especially where it hits on the heat treat market. Where would we see CFOAM? You mentioned the fact that the mechanical properties are very strong, it could be used for floors and furnaces, it could be used for hearth piers, hearth rails, could be used for the sides of furnaces. One of the issues in the heat treat market that we have to be careful about is, you know, the guys on the forklifts who smash the trays into the sides of the furnace during loading and unloading. I assume there is some strength here in the CFOAM that you might not have another especially ceramic materials, but also maybe some of your metal walls, if you will.
BJ: The foam can be made in a wide range of densities too. When you were here, I think I showed you two densities that we predominantly manufacture today. One is 20 pounds/cubic foot and the other is 30 pounds/cubic foot. But you can make it up to 90 pounds/cubic foot, which at that point it is massively strong and very high temperature, but not as insulating. There is a trade-off between insulation and strength. So what we can do for some of those applications is dial in "what is the appropriate mechanical properties versus thermal properties for an application?" because the technology is really robust that way. In fact, one of the challenges to new materials like this is deciding what is the thing I want to make this week. Because you can offer all kinds of things, so you have to figure out what are the things you think your customers want. If customers look at our properties and they're not exactly what they need, there is a good chance we could make some adjustments and make something with either more conductivity, less conductivity; in fact, there is a whole group of things we haven't talked about, which is the other end of the spectrum--very high thermal conductivity foams. We have some foams that we can make with the thermal conductivity of aluminum at one-fifth the weight. To me, is there a market? Does this relate to heat treaters? It's not obvious to me, and I'm not down on the details of that business, but it wouldn't surprise me at all if someone listening doesn't say, “You know, that's exactly what we need! A carbon that's very thermally conductive.” So that's the other end of the spectrum.
DG: So you can make the foam either thermally insulative or conductive, either way?
BJ: That's right. And we can bury the electrical properties through ten orders of magnitude, from 10 million ohm centimeters to .1 ohm centimeters.
DG: The question that jumps into my mind, and this may not be a fair question to ask you, but let me ask it anyhow: The commercial viability of these CFOAM products in the heat treat market. You can use them as heating elements, I assume. I don't think we see much. We see a lot of graphite heating elements, but heating elements, I assume for structural parts, perhaps. The one that jumps to my mind, and I think I mentioned it to you when I was there, was radiant tubes, which are the metal tubes are somewhat, they have a life cycle, let's put it that way. Because of thermal cycling, they do tend to, at some point in time, crack or whatever. We have some companies that are making radiant tubes out of ceramic-type material, but there are sometimes issues with breakage. My thinking is, is it possible that perhaps we could get coal based radiant tubes even, that are very strong yet very thermally conductive?
BJ: Yes, I think such a thing would be possible. I can't tell you that I could give it to you tomorrow afternoon, but absolutely. I think the material can do it. I think we can figure out how to actually make that on volume. I think that's very doable.
Another thing: the foam is porous. Are there situations where you want to bring nitrogen in through the wall at really, really low speeds for some reason, while heating to very high temperature? I don't know; or any other gas--hydrogen or whatever. I haven't had that need, but I'm not in that particular marketplace that might have that need.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Scott Bishop, incoming president of IHEA (source: IHEA)
Jeff Valuck, incoming VP of IHEA (source: IHEA)
The Industrial Heating Equipment Association (IHEA) recently announced its 2020 – 2021 Board of Directors and Executive Officers. The new executive officers are Scott Bishop of Alabama Power Company as president, Jeff Valuck of Surface Combustion as vice president, and Brian Kelly of Honeywell Thermal Solutions as treasurer. Outgoing president Michael Stowe of Advanced Energy assumes the role of president emeritus.
Brian Kelly, incoming treasurer for IHEA (source: IHEA)
IHEA also welcomes new board member Alberto Cantu of Nutec Bickley. Alberto has been involved with IHEA since 2011 and participates on the Safety Standards and Codes Committee.
Alberto Cantu, incoming board member of IHEA (source: IHEA)
IHEA President Scott Bishop, who is highly involved in IHEA’s Infrared Division, says, “It is an honor to serve as IHEA’s president for the 2020-2021 term. I look forward to continuing the great work IHEA has done for more than 90 years. Also, during this unprecedented time I would like to encourage our members to be proactive in finding ways to better serve our industry and make an impact.” Bishop has served as IRED chairman, presented at numerous workshops and seminars, and provided key support in the recent revision of the Infrared Process Heating Handbook for Industrial Applications.
Michael Stowe, outgoing president of IHEA (source: IHEA)
“I am very excited about this new role,” Cantu states. “I think it will be a great opportunity to connect with colleagues in the industry and help move it forward,”
Businesses have been taking extra precautions lately for the well-being of their employees and customers. The Centers for Disease Control (CDC) recommends that employers should have a COVID-19 health and safety plan to protect employees that includes placing barriers (e.g., sneeze guard) between employees and customers and employees working in close proximity.
GermBlock™ cough and sneeze shields (source: Rockford Systems, LLC)
Rockford Systems, a specialist in industrial combustion safety solutions for companies that use thermal processes in their industrial operations, is helping organizations protect employee health and safety by launching its new GermBlock™ line of cough and sneeze shields.
GermBlock™ shields, designed for industrial, commercial, clean room, and retail settings, limit the spread of airborne droplets resulting from coughing, sneezing or speaking from reaching a nearby person, therefore helping to mitigate COVID-19 infection.
Cubicle Shield (source: Rockford Systems LLC)
Constructed of heavy-duty clear 3/16" polycarbonate and 16-gauge 304 stainless steel framing with full penetration welds, the shields are offered in tabletop, floor standing, and extended-leg versions in popular sizes. The full penetration welds eliminate gaps or cracks that prevent bacterial build up. GermBlock™ shields are offered in standard, clean room, and custom models. The stainless-steel frame allows the shields to be washed down and sterilized per the CDC's recommendation for frequent cleaning.
GermBlock™ shields are 100% made in the USA. Orders can be turned around quickly to support customers with urgent bio protection needs.
Welcome to Heat Treat Today'ssecond installment of This Week in Heat TreatSocial Media.As you know, there is so much content available on the web that it's next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you've just got to see and read!
1. Plibrico Company Sponsors Project for Shriner's Hospitals for Children
The Plibrico Company recently sponsored a Happy Craft Day for Shriner's Hospitals for Children, during which many locations took part in assembling craft kits for kids needing a smile.
2. Innovations and Services on the Front Line
During this difficult and uncertain time, many companies are offering support to fight the spread of COVID-19, and some have come up with unique innovations.
Stack Metallurgical Group has announced its support for manufacturers in fighting the pandemic:
Similarly, Inductoheat has made a statement in the same vein:
ION HEAT has come out with the first prototype of its mechanic lung ventilator:
And Proceq USA Sales Manager Tom Ott demonstrates how to recharge a Proceq UT8000 flaw detector using a common USB power pack:
3. Good Friday Furnace Repair
Capital Refractories' Research & Development Manager Julie Hardy shared images of a 12 ton holding furnace repair that took place on Good Friday:
4. Reading and Podcast Corner
You may have a bit more time to catch up on the reading and podcast listening you've been yearning to do. May we recommend two brief written items of interest and an informative podcast.
Park Ohio Turns 100
Ipsen USA recommends their paper on vacuum furnace maintenance
And, for your listening pleasure, be sure to download the latest Heat Treat Radio episode entitled, Heat Treat Modeling with Justin Sims.
5. 101 Uses for Heat Treat Today Tape
Roseanne Brunello of Mountain Rep came up with a festive use of Heat Treat Today packing tape:
"Heat Treat Today comes through again..."
6. Launch into Your Socially Distanced Weekend with the Family Lockdown Boogie
No explanations necessary. Happy Friday, everyone!
Heat Treat Today is privileged to oversee the 40 Under 40 recognition awards highlighting a group of young, up-and-coming talent in the North American heat treat industry every year. This year’s Class of 2019 is no disappointment–a group of industry elite, significant contributors to the heat treat market.
Every couple of weeks we highlight two of the current class of recipients. This week we introduce Josh Hale of International Search Partners and Antonio Marconi of InovaLab S.r.l.
Name: Josh Hale
Company: International Search Partners
Position: Recruiter
Josh acquired International Search Partners in 2015, which has specialized in heat treatment industry recruitment for over 20 years. Since then he has helped approximately 75 professionals in the HT industry transition to new careers; written about heat treatment, including a popular “salary guide” for both commercial HT and furnace OEMs; and has volunteered on the membership committee for ASM’s Heat Treat Society. He is recognized for having fully immersed himself in the heat treat community.
Nominated by: International Search Partners
Name: Antonio Marconi
Company: InovaLab S.r.l.
Position: Simulation engineer
Antonio is a leading simulation specialist in Italia design bureau with HQ in Padua. He is responsible for all induction heating and heat treatment projects. Antonio has been observed doing such careful calculation on 400GB RAM super-computer that the results predicted heating precisely. This young specialist demonstrated extreme commitment towards implementation of digital solutions.
Nominated by: CENOS LLC
Read more about the feature atHeat TreatToday’s 40 Under 40 resource page and find out more about each of this year’s winners by clicking on their image. To nominate someone for the Class of 2020 40 Under 40, please click here.
A research organization recently awarded a contract to a North American furnace manufacturer for the supply of a rapid-heating furnace to be used for product development of lightweight hot-stamped and formed aluminum automotive components. This organization will integrate the aluminum-sheet heating furnace with existing equipment to support both automotive manufacturers and Tier 1 suppliers throughout North America.
(source: Can-Eng)
Can-Eng Furnaces International Ltd., of Niagara Falls, Ontario, was chosen for this project because it has significant experience in the development of lightweight, thin-walled automotive structural components. Can-Eng provided the customer with a unique rapid-heating furnace system that offers significant reduction in floor space requirements, flexibility for processing a wide range of product sizes, and the flexible operating temperatures required for various stamped and formed products. The system will be fully integrated with flexible robotic handling and material handling automation.
When it comes to hardness testing nowadays, the process does not have to be done manually; automation has taken much of the burden away from operators. But which way produces the better result?
In this Heat Treat Today Original Content feature, Buehler recently published the results of a time study that compared case hardness testing of automotive crank pins and journals using both automation and manual testing. Find out which method showed a definite edge over the other in terms of time saved, less part manipulation, fewer errors in data transcription, and lower variability between performing tests.
EXECUTIVE SUMMARY
A study shows an operator time savings of 86% for making and measuring indents in three locations of crank pins and journals when using automation compared to manual testing. There was less part manipulation, fewer errors in data transcription and lower variability between operators performing tests.
INTRODUCTION
A large automotive manufacturer wanted to investigate the potential time savings of using automation for hardness testing crank pins and journals. Their existing process required two skilled operators per shift, two shifts per day, seven days per week. Tests were performed in three specified locations, two at forty-five degrees off axis and one perpendicular to the axis. Specified locations are critical, as missed locations could lead to manufactured parts being held in quarantine until further confirmation can be performed. Also of concern are failed parts that were inadvertently passed being installed and ultimately being prone to catastrophic failures. Data transcribing error was also a concern; if part information was entered incorrectly in a separate database it would cause mismatched data to lot number. When this occurs, it causes parts to become quarantined until the part information can be verified. With the total scrap cost being a considerable factor, skilled trained operators are needed for testing. Round robin testing is also used to determine the variability between operators. Qualifying new lines put into production increased testing by a factor of three to five times the normal operation analysis rate.
OBSERVATION
Current Process Observation
An evaluation of time to make and measure Vickers indentations on automotive crank pins and journals was established to determine a baseline of time for the existing process. Testing was done on a standalone manual system and required operator time for alignment, making and measuring of indents. The operators would fixture parts in similar orientation to ensure that measurements of the forty-five degree axis were in close proximity to expedite testing and reduce errors in testing. A high degree of manipulation for part alignment is necessary prior to physical testing to ensure accuracy.
It was observed that the operators’ set up time for location took the largest amount of testing time at 60%, measuring indents taking the second largest amount of time at 30% and making indents the third largest amount at 10%. The total amount of indents per pin and journal varied but averaged eighteen indents per section; six in each location. Total amount of indents for a crankshaft, pins being measured top dead center and bottom dead center and journals being measured along split, was 216 indents on average. The total analysis time for making and measuring indents at the specified locations on a crank was nine hours with 8 hours of operator interaction.
Implemented Process
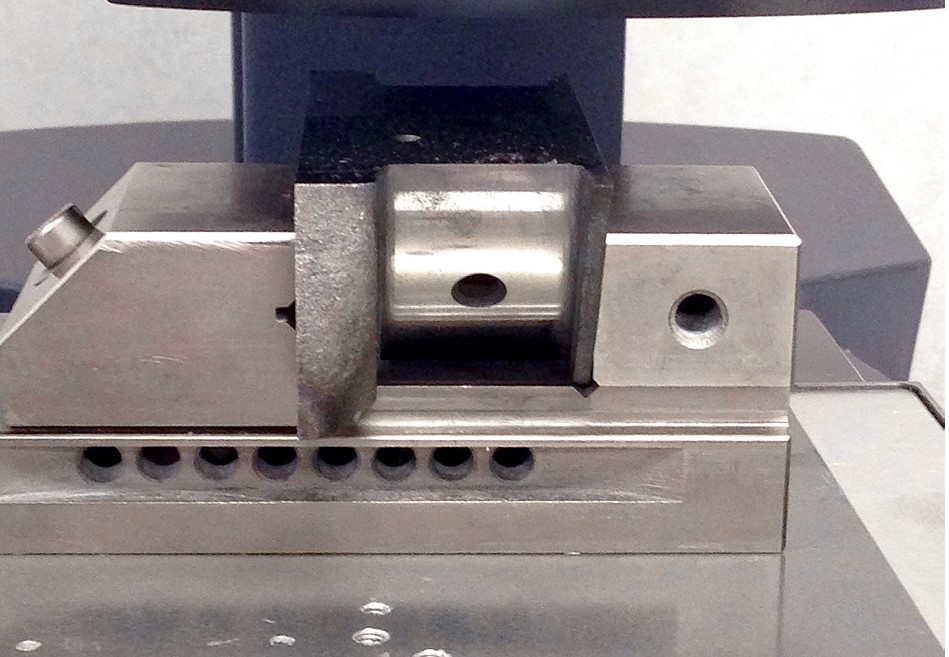
For the implemented process a Wilson VH3100 series Vickers Microhardness Tester with DiaMet software was used. Parts were clamped in a machinist vice and placed on the stage without manipulation of orientation.
Figure 1.1 – Crank pin held in machinist vice (source: Buehler)
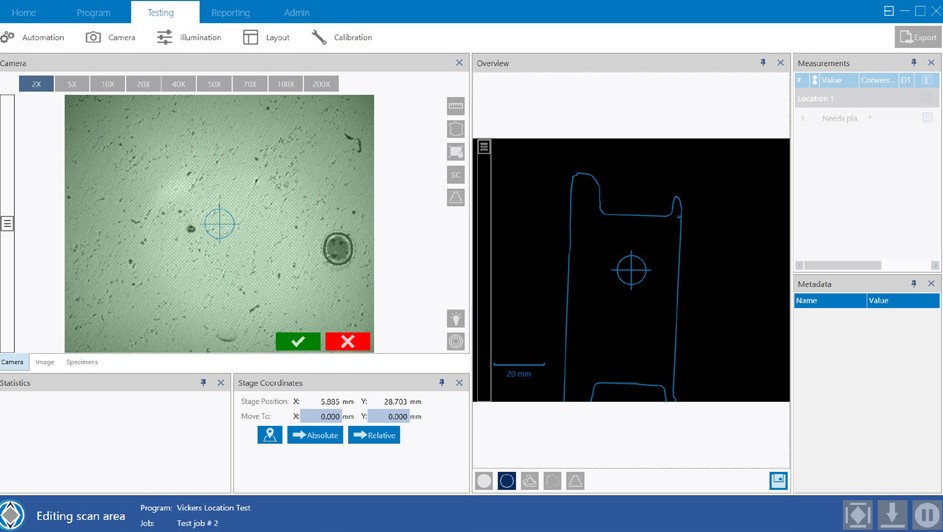
Trace function was used with the overview camera to create a template of the part to be tested; minimizing the set up time for the indent locations. The use of the template reduced the location set up time to 45 seconds in the three areas; two at forty-five degrees and one perpendicular to case.
Figure 1.2 – Trace function template for ease of indent locations (source: Buehler)
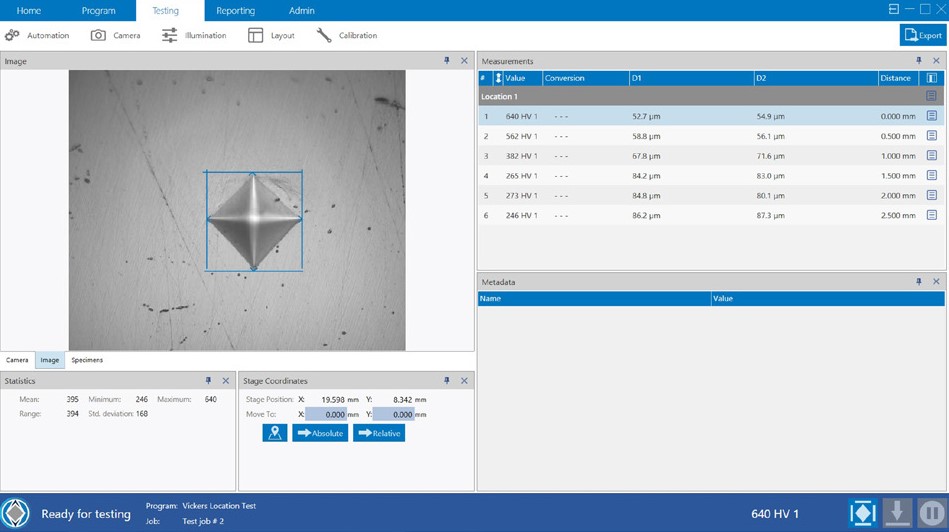
The DiaMet software snapped the template to the part at the specified location and the operators confirmed location. Observation of the set up time, making and measuring indents was 10, 50 and 40 percent respectively. Total amount of indents for a crankshaft was 216 indents on average with of time 1.25 hours with 15 minutes of operator interaction.
Figure 1.3 – Indent make and measure being performed automatically (source: Buehler)
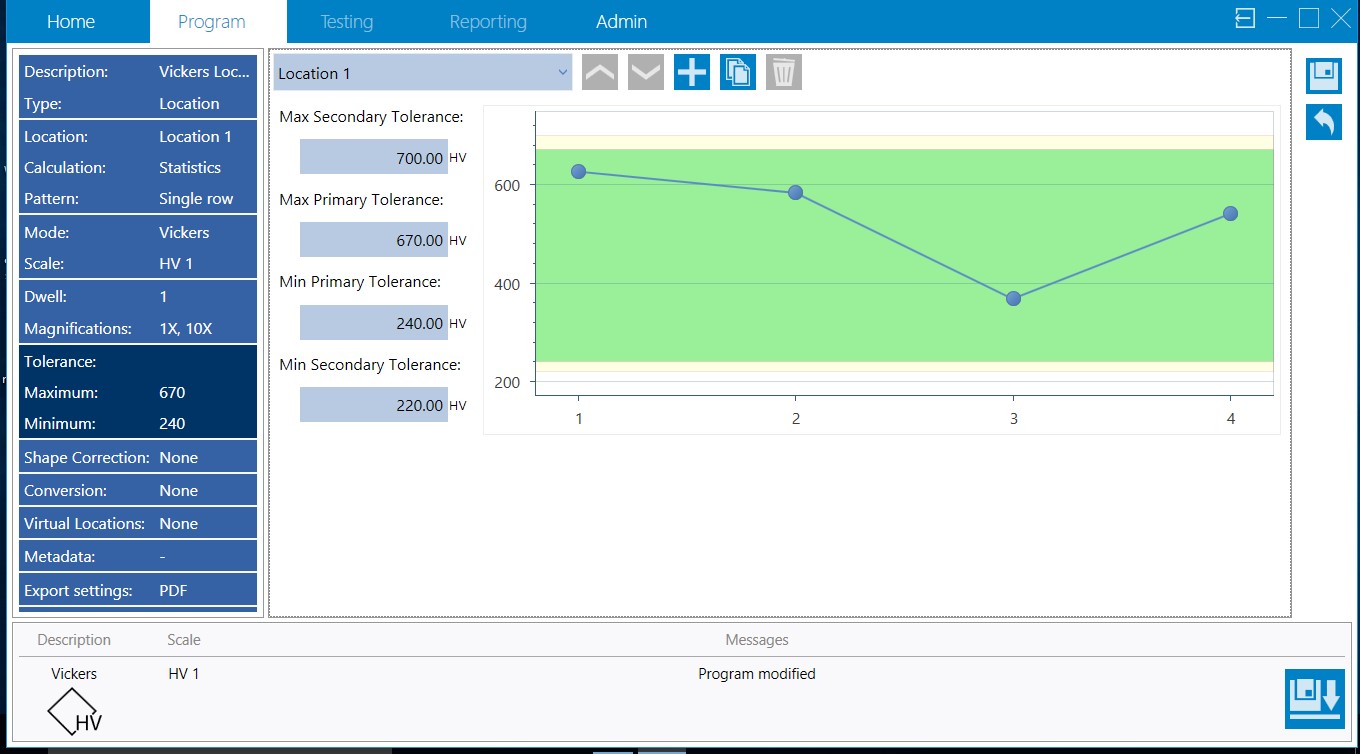
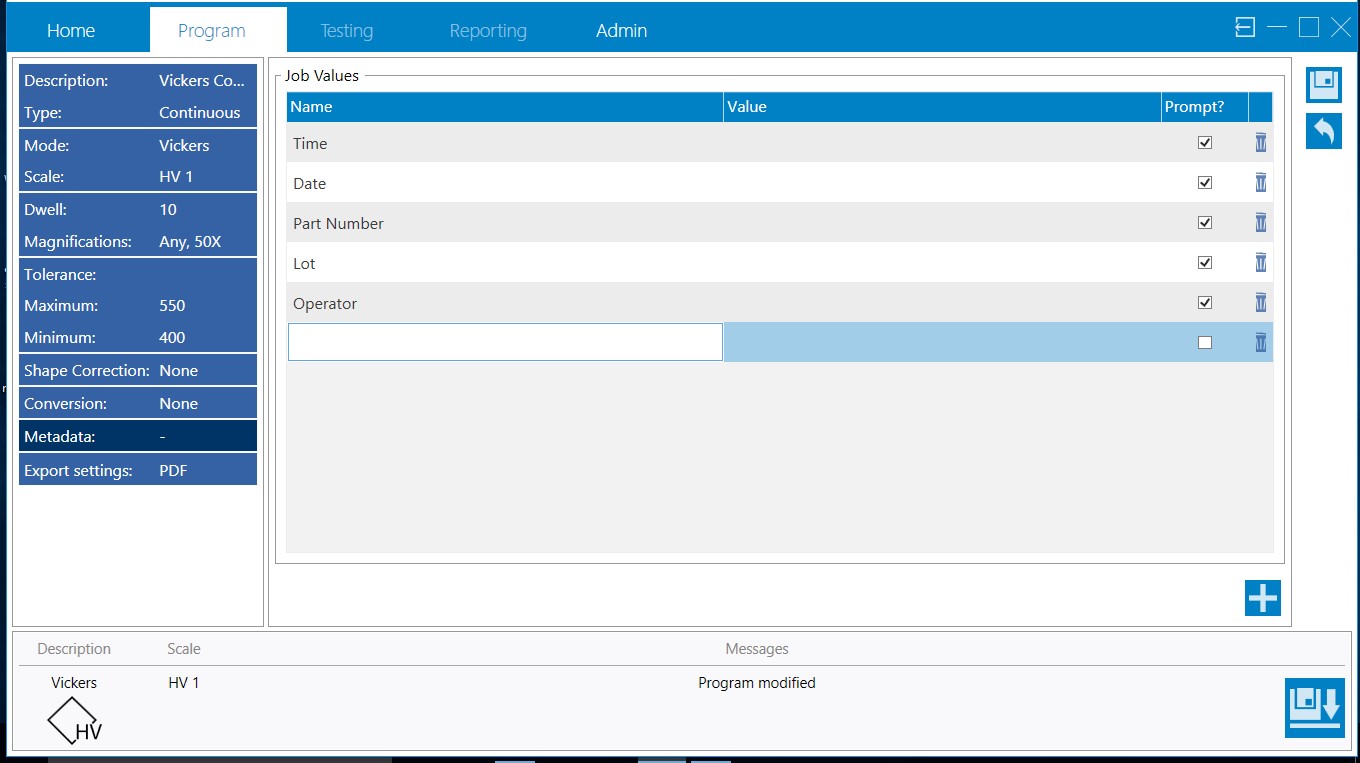
Visual high and low threshold warnings were added to each program giving the operator the ability for quick assessment of parts versus the confirmation after all crank pins and journals were analyzed as it was in previous methodology.
Figure 1.4 – Visual high low threshold warnings to alert operators of hardness thresholds (source: Buehler)
For reporting, metadata was set up to prevent operator errors in transcribing data.
The time study evaluation shows automation saves a significant amount of time with setup as well as the time required to make and measure the Vickers indents. The total amount of time that the operators spend setting the indent profile, measuring and compiling data is reduced by 86% as well as avoiding any errors in transcribing data. Repeatability of testing is increased operator to operator, as variability between operator judgement is eliminated. The combination of using trace function and templates eliminated the need for operators to spend time aligning parts on the stage as well as mitigated the risk of a misplaced indent profile. The increase of visibility of part failure is evident at time of measurement and gives the operator the ability to recheck either an area or total part without the need for extended quarantine of parts for re-examination. Using metadata fields within the Vickers testing program removed transcribing issues which would hold up batches of cranks until records could be reviewed.
Die casting can be tricky to understand; additionally, the term has become something of a catch-all phrase for a production process that covers both low- and high-end technology. In this Original Heat Treat TodayTechnical Tuesday feature, come along with Martin Reeves, Owner of Fontec-Global, LLC, as he takes readers through the die casting process, giving helpful definitions of terms and easy-to-understand descriptions of processes.
The term "die cast" is one many will have heard referring to a particular part; sometimes as a recommendation, sometimes inferring a cheaper alternative, but always as a catch-all for a production process that encompasses a whole range of technologies from cheap and cheerful to the highest technology. So here is a quick overview of what can be termed as "die casting."
(source: fontec-global, LLC)
Die/permanent mold casting has become the dominant casting process for nonferrous alloys of aluminum, magnesium, and zinc, and with the growth of aluminum as a major structural component in automotive design, it is set to maintain that position in the future. This is an overview of the various ways and processes in which permanent metal molds are used today.
Typical metals used in die-casting are lower melting point alloys of aluminum, magnesium, and zinc. Lead and pewter are also cast in this way, and the original process was developed for creating movable type around 150 years ago for the fledgling printing industry. Copper and its alloys of brass and bronze can also be cast in this way, and even some cast irons have been cast in permanent molds with suitable mold coatings as the melting/casting temperatures approach that of the mold steels used.
Many of us will probably have used the process to make lead shot, fishing weights, or toy soldiers (showing my age now) in lead, which can be melted over a candle. Likewise, we see examples of die casting that can be produced in a vast range of sizes, and with high levels of surface finish and accuracy in our everyday life. It is this versatility to produce fine detail, accurate dimensions, and fine finishes that has driven the growth and development of the high pressure machines, which can produce these castings in high volumes (40 – more than 100/hr). This has ensured its continued popularity.
When we talk about die casting, it is normally the automated process using high pressure machines that force metal into a closed die; but there are several different processes that use permanent dies, and even within the high pressure die casting industry there are now different processes in use depending on the product, alloy, and industry. The majority of technological developments in the last 20 years have been in HPDC processes with bigger machines and computer controls.
Types of Die Casting Processes
The three principal (most popular) variations on the die casting process are:
High Pressure Die Casting (HPDC)
Low Pressure Die Casting (LPDC)
Gravity or Permanent Mold Die Casting
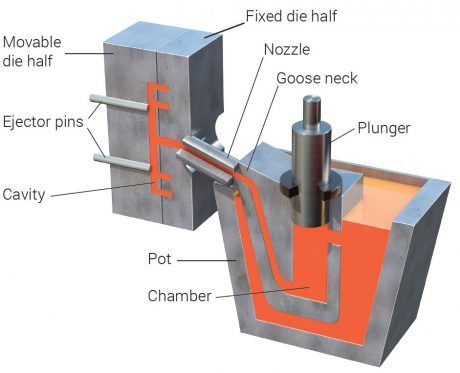
Hot Chamber Machine (source: fontec-global, LLC)
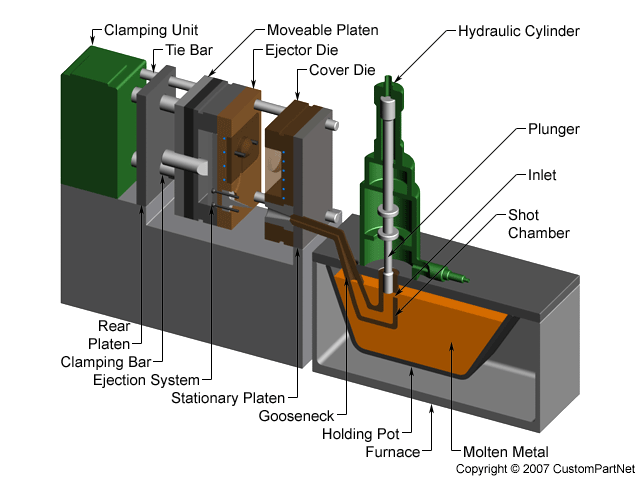
High Pressure Die Casting (HPDC) – This is now the most common form of nonferrous casting production, in which the molten metal is forced into the cavity under very high pressures. This process utilizes two different means of introducing the metal. A hot chamber machine will have the holding furnace installed as an integral part of the die casting machine, and the metal pump is immersed in the metal and forces metal directly into the cavity. Bigger and more sophisticated castings and alloys use a cold chamber process where the metal is held in a separate furnace and transferred into a shot sleeve on the machine linked to the die. It is then forced directly into the cavity by a ram.
Die Casting Machine (source: fontec-global, LLC)
All of these processes have variations that make them uniquely suited to specific types of castings or alloys. The development of novel processes and controls has expanded the scope of HPDC in recent years to the extent that safety critical structural castings can be produced and heat treated.
A historical problem with conventional die castings was the turbulence of the injection process, which caused air and gases to become trapped in the solid metal. Attempts to heat treat these castings resulted in expansion of the gases, which created blistering and eruptions on the surface and a reduction in mechanical properties. New processes, new alloys, and improved controls on die casting machines have now eliminated these issues, and thin-walled structural parts for vehicle bodies and structures are now normal production.
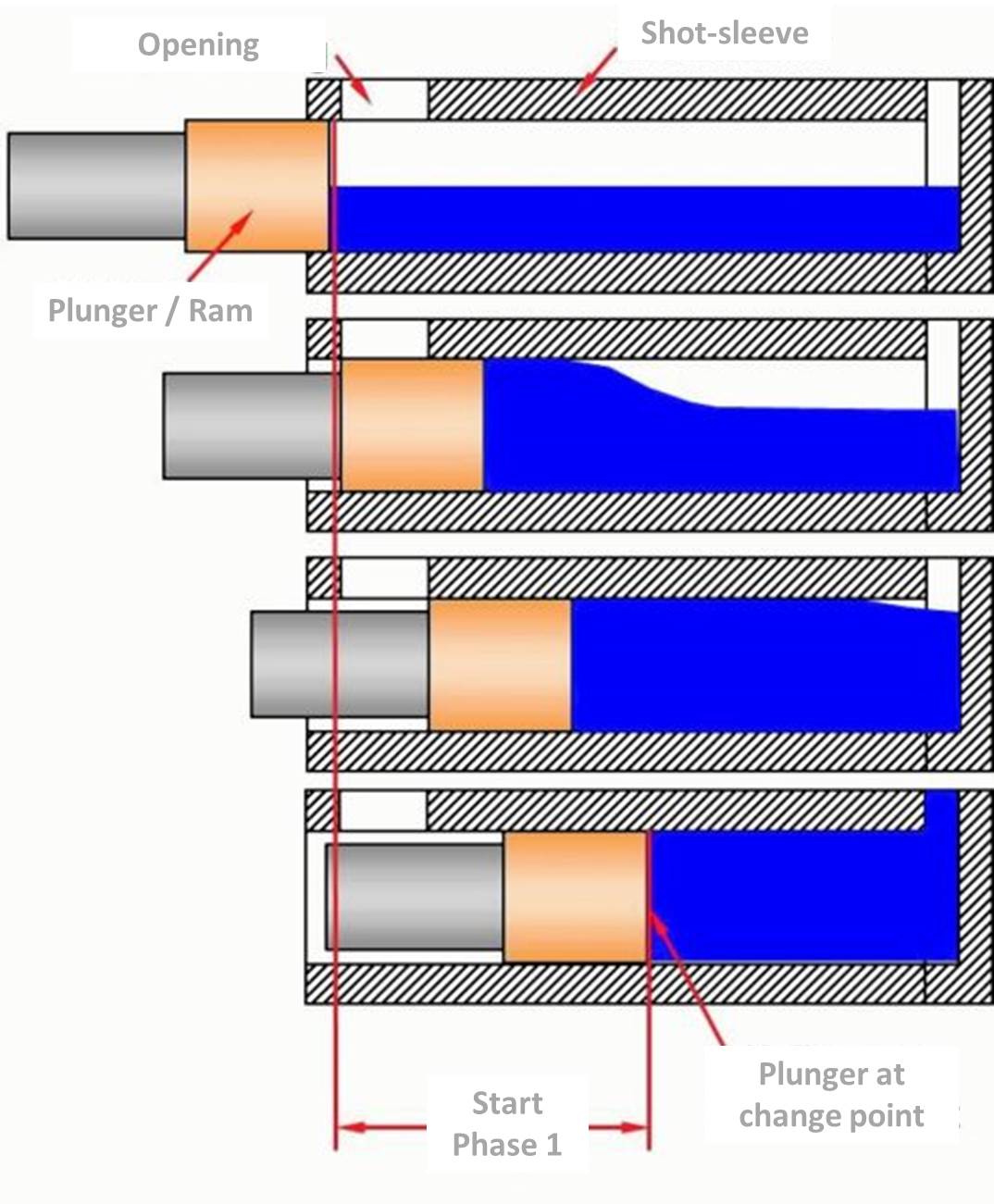
HPDC Ram Shot Control (source: fontec-global, LLC)
The development of bigger die casting machines and the evolution of shot control has expanded the scope and size of parts that can be produced. Shot control now means that instead of the ram simply moving at a steady speed to push the metal into the cavity, the movement profile can be controlled to move the metal gently at first to avoid air entrapment, and then intensifying towards the end of the stroke to ensure complete filling and improvements in metal density. When this feature is combined with vacuum assistance in the die, then the casting quality is improved dramatically, and along with newly developed alloys, can be heat treated to a T6 level for optimum properties.
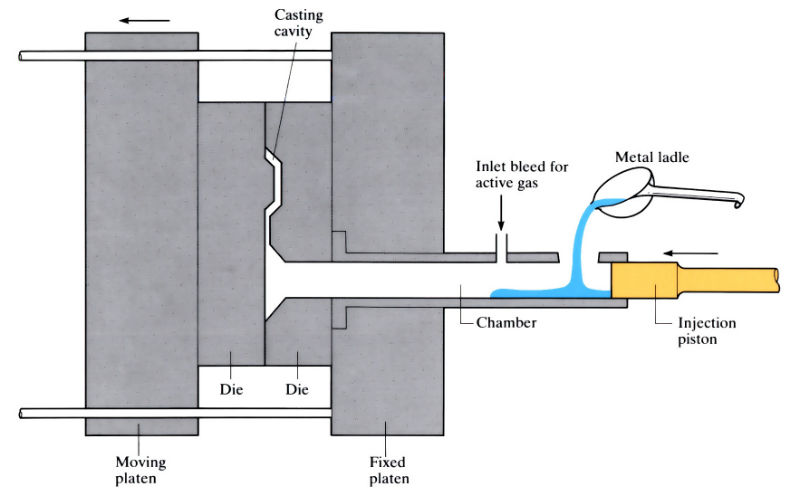
Cold Chamber Machines -- These allow for the metal to be dispensed into the shot sleeve (plunger cylinder) from an outside source. The transfer can be simply with a hand ladle, an automated ladle arm or robot, or via a pump or pressurized holding furnace to achieve an accurate and repeatable mass of metal.
Over the last 20 years or so, the size of die casting machines has increased dramatically to accommodate both heavier and larger castings. The capacity of a machine is defined as the locking force that can be applied to the die platens, and this has now reached over 5,000 tons of force. This allows for larger, thin-walled parts, such as complete door frames to be cast as a single piece.
Hot Chamber (source: fontec-global, LLC)
Hot Chamber Machines -- These, on the other hand, have the holding furnace as an integral part of the die casting machine, and metal is transferred via a pump that is permanently immersed in the metal. A plunger is adjusted to push a defined amount of metal into the die for each cycle.
Because of the limitations of the furnace and immersed pump, this process is confined to smaller die casting machines and parts. Because of aluminum’s aggressive affinity for ferrous metals, this process is more often used for zinc and magnesium casting.
Vertical High Pressure Machines -- These use a similar technology to conventional horizontal machines, but the shot sleeve is vertical and is filled completely in a vertical orientation before injection, allowing a less turbulent flow of metal into the die.
Vertical machines can also use a vacuum and siphon tube system to fill the shot sleeve where the metal is sucked from the holding furnace by a vacuum in the die cavity. Like the low pressure process, it has the advantage of creating a smooth metal flow into the die while the vacuum, strong enough to suck the metal, has the added advantage of a partial degassing effect and gives better quality castings.
There are variations of High Pressure Die Casting that generally have well defined niche markets:
Semi-solid casting, also known as Thixotropic or Rheocasting, uses a similar machine; but instead of molten metal, a billet of semi-solid metal is inserted into the shot sleeve before injection into the die.
The process uses a property of aluminum alloys to be solidified in a way that retains approximately 40-60% liquid, is stable enough to be handled, but can be cut with a knife. The advantage of this process is in creating a casting with similar properties to a forging that can be heat treated and polished. The downside has been the overall cost compared to conventional castings.
Metal powder injection uses fine metal powders with a binder material instead of molten metal, and is poured into the shot sleeve in measured amounts and then introduced into the die and compacted by the plunger. The part is then sintered to remove the binder and consolidate the part. This is used for small and intricate parts where very specific alloy mixes can be created without having to melt an alloy. The process is also used for some magnesium parts overcoming the dangers associated with processing molten magnesium.
Low Pressure Die Casting (LP casting) -- This is used almost exclusively for aluminum road wheels as well as other high integrity and safety critical parts where heat treatment is also a prerequisite to achieve mechanical properties; in this process, the molten metal is forced into the die cavity by pressure in the holding furnace below the die, which raises the molten metal into the die where it is held until the narrow inlet area solidifies and the pressure is released. The smooth flow characteristics provide a high quality casting that can be heat treated.
Gravity (Permanent Mold) Die Casting is maybe the simplest of the die casting processes and can vary from a simple mold for lead shot or fishing where the molten metal is poured directly into either static or tilting molds and flows by gravity into the cavity.
Static molds are filled directly by hand or auto ladle into a split metal die. After solidification, the die is opened and the casting, with runner system, are removed.
Tilting dies are mounted on a tilting mechanism, and the metal is poured into a tundish attached to the die. After filling, the die is tilted to allow the metal to run from the tundish into the die cavity. This enables large castings to be made as the tundish can be filled fully before tilting. Castings of 100 to 300 lbs. are not uncommon, and the limit is normally the size of the die block.
An advantage of this process is the ability to use sand cores to create hollow internal shapes in castings. In gravity and low pressure die casting, the metal flow is gentle enough that sand cores can be used without breaking up and producing hard inclusions in the casting. In HPDC, the speed and turbulence of the metal entering the die is violent enough to break conventional sand cores. There are some foundries using salt cores, which are much harder, and must be dissolved from the casting. They can also create corrosion problems if not done correctly.
Centrifugal casting is used primarily in the casting of pipes and tubes in a variety of ferrous and nonferrous alloys. Molten metal is poured into a spinning tubular mold where centrifugal forces force it into an even coating on the wall of the mold, which is then cooled to create the pipe. The process is predominantly for ductile iron water distribution piping as well as engineering pipe and tube stock.
There are two basic processes used industrially--horizontally spun molds and vertically spun molds.
The horizontal process is used for longer pipes--up to 6 m (20 ft) long--with molten metal being introduced simply at one end and allowed to flow or progress along the mold length (DeLavaud process) to provide a more accurate wall thickness in the finished pipe.
The vertical process is used for smaller cylindrical parts, such as brake drums and other parts where a more dense, defect free metal structure is required. The process is confined to simpler geometries where no or simple cores can be used. Brake drums and discs would be typical parts in grey cast iron.
Direct Chill Cast Billets (source: fontec-global, LLC)
Continuous casting is a process used to continuously cast various alloys into billets, Direct Chill Casting (DCC), for further processing such as for extrusion, or to provide a continuous supply of form to be cut off and processed. The molten metal is poured into a tundish, which provides a continuous and controlled flow of metal into a water-cooled die, which moves up and down as the metal solidifies and keeps the solid metal moving downwards, making more room for new metal being poured.
Slush casting is not such a common process and is used where a hollow part is required with simple geometry and a hollow shape without the use of cores. Molten metal is poured into a mold and given enough time for a solid skin to form before any excess metal is poured out of the mold. The result is a hollow casting. Used traditionally in the art world for hollow sculptures, decorative pieces, etc., it can be used with most alloys but more often with pewter and precious metals.
Counter pressure casting (CPC) uses two separate pressure chambers, creating pressure in the holding furnace above the metal surface while equalizing this with a vacuum above the furnace and in the mold cavity. The result is to draw the molten metal into the mold cavity with the minimum of disturbance and turbulence, thus ensuring a sound casting. The metal is encouraged to solidify with water or air cooling at the in-gate area before pressures are released.
Terminology – some common terms used in the foundry industry:
- Die or Mold: the main component of die casting. The terms can vary depending on location and industry.
- Clamping force: the force exerted between the two halves of the die (the platens), which resist the hydrostatic force from the metal entering the cavity at high pressure.
- Platen: the main carrying plate on the die casting machine to which one half of the die is attached.
- Ram: the piston or plunger that is used to force the metal into the die.
- Tundish: a simple bowl arrangement that allows for metal to be accumulated before or during a casting process.
- Cores: used to create internal cavities in castings. They can be re-useable mechanical components of the die, or more often in LP and gravity they will be expendable pieces made from a resin-bonded sand.
- Holding furnace: used to hold the metal at the chosen casting temperature during casting operations. This is refilled periodically to maintain consistent production.
- Shot sleeve: connected to one half of the die and allows metal to be introduced and held prior to being injected into the die.
- Gooseneck: named for its similarity to a goose's neck, this is the pump unit that sits in the metal and supplies metal in a hot chamber machine.
Die Casting Defects – some terms that refer to common defects on die castings:
- Mis-Runs: where the metal has failed to completely fill the die cavity.
- Porosity: internal voids created by gas trapment or evolution during the solidifying process.
- Blow holes: produced as a result of moisture or contamination on the die or core surface when metal is introduced and caused by the rapid expansion of moisture.
- Inclusions: foreign matter that has become trapped in the casting, such as core sand, oxide particles, etc.
- Hot tears: when the casting strength is insufficient to withstand cooling contraction during solidification.
- Cold shuts: created when the metal entering the die is too cold and solidifies prematurely in some positions while metal is still entering the die.
- Die soldering: aluminum has an aggressive appetite for iron, and certain alloys will attack the steel dies even in the short time for die casting injection, creating adhesion of the casting.
- Heat checking: a form of thermal fatigue cracking where temperature cycling at the die surface creates fine cracks that encourage sticking and degrade the surface finish of the casting.
- Shrinkage: found in castings with heavy sections with poor connections to the main feed path of metal. The contraction to the solid state can create shrinkage depressions at the surface or internal voids.
- Laminations: where cold dies allow rapid solidification of a thin skin before final solidification of the main mass.
Roger Jones, FASM–CEO Emeritus, Solar Atmospheres (source: Solar Atmospheres)
Heat Treat Today’s Medical and Heat Treating December 2019 issue featured an article on medical alloys.Heat Treat Today asked Roger Jones, CEO Emeritus of Solar Atmospheres, Inc., to comment on how specialty medical metals are heat treated. These include titanium, niobium, tantalum, nitinol, and copper, to name a few, which in turn are used to create such standard medical devices and equipment as diagnostic guide wires, miniscule screws for implants, complex surgical tools that are operated robotically, and more. Read to see how Roger describes the hot zone and conditions under which medical device alloys are heat treated.
Vacuum furnace chambers processing titanium, niobium, chrome cobalt, and other medical device alloys are typically constructed from stainless steel. The hot zones are comprised entirely of metal (moly); graphite materials are never used in the construction of the hot zone or in fixturing parts. These furnaces process medical device alloys exclusively to avoid cross-contamination of the hot zone or the medical parts being treated.
Ultimate vacuum levels should be 1 X 10-6 Torr or better, with leak rates no greater than 2 microns Hg per hour. Gas system isolation valves aid in achieving tight vacuum, as they eliminate constant pumping on the quench system. Vacuum furnace leak up procedures are performed weekly, as well as a bake out at 2400 °F for one hour.
Horizontal, front-loading vacuum furnace with all-metal hot zone in a cleanroom setting typically used for heat treatment of medical alloys and devices (source: Solar Atmosphere)
Because of the alloys processed, cooling gases are mainly high purity argon from a liquid source. Very seldom is nitrogen used for cooling. Either type K or type N Inconel clad work thermocouples are imbedded in the loads for precise temperature readouts at +/- 10 °F or better. Processes include vacuum annealing, aging, stress relieving, solution treating, hardening, tempering, and other special processing. All furnaces are approved to the MedAccred quality standard, are surveyed to AMS 2750E, and comply with AS9100D in their processing parameters. Because the alloys are thermally treated, the vacuum furnaces operate in an air conditioned clean room with controlled temperatures and humidity levels.