The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This informative piece was first released in Heat Treat Today’sFebruary 2025 Air/Atmosphere Furnace Systems print edition.
People often ask two fundamental questions related to normalizing. First, is it necessary? Second, just what and how important is a “still air” cool to the end result? Let’s learn more.
Why Normalize?
Contact us with your Reader Feedback!
Normalizing is typically performed for one or more of the following reasons:
To improve machinability
To improve dimensional stability
To produce a homogeneous microstructure
To reduce banding
To improve ductility
To modify and/or refine the grain structure
To provide a more consistent response when hardening or case hardening
For example, many gear blanks are normalized prior to machining so that during subsequent hardening or case hardening dimensional changes such as growth, shrinkage, or warpage will be better controlled.
Normalizing imparts hardness and strength to both cast iron and steel components. In addition, normalizing helps reduce internal stresses induced by such operations as forging, casting, machining, forming or welding. Normalizing also improves chemical non-homogeneity, improves response to heat treatment (e.g., hardening), and enhances dimensional stability by imparting into the component part a “thermal memory” for subsequent lower temperature processes. Parts that require maximum toughness and those subjected to impact are often normalized. When large cross sections are normalized, they are also tempered to further reduce stress and more closely control mechanical properties.
Large paper roll normalized in a car bottom furnace and cooled (due to its mass) using the assistance of a floor fan.
Soak periods for normalizing are typically one hour per inch of cross-sectional area but not less than two hours at temperature. It is important to remember that the mass of the part or the workload can have a significant influence on the cooling rate and thus on the final microstructure. Thin pieces cool faster and are harder after normalizing than thicker ones. By contrast, after furnace cooling in an annealing process, the hardness of the thin and thicker sections is usually about the same.
Micrograph of medium-carbon AISI/SAE 1040 steel showing ferrite grains (white etching constituent) and pearlite (dark etching constituent). Etched in 4% picral followed by 2% nital. (Bramfitt and Benscoter, 2002, p. 4. Reprinted with permission of ASM International. All rights reserved.)
When people think of normalizing, they often relate it to a microstructure consisting primarily of pearlite and ferrite. However, normalized microstructures can vary and combinations of ferrite, pearlite, bainite, and even martensite for a given alloy grade are not uncommon. The resultant microstructure depends on a multitude of factors including, but not limited to, material composition, part geometry, part section size, part mass, and cooling rate (affected by multiple factors). It is important to remember that the microstructure achieved by any given process sequence may or may not be desirable depending on the design and function of the component part.
The microstructures produced by normalizing can be predicted using appropriate continuous cooling transformation diagrams and this will be the subject of a subsequent “Ask The Heat Treat Doctor” column.
In this writer’s eyes, industry best practice would be to specify the desired microstructure, hardness, and mechanical properties resulting from the normalizing operation. Process parameters can then be established, and testing performed (initially and over time) to confirm/verify results.
In many cases, the failure of the normalizing process to achieve the desired outcome centers around the lack of specificity (e.g., engineering drawing requirements, metallurgical and mechanical property call outs, testing/verification practices, and quality assurance measures). Failure to specify the required microstructure and mechanical properties/characteristics can lead to assumptions on the part of the heat treater, which may or may not influence the end result.
“Normalizing is the heat treatment that is produced by austenitizing and air cooling, to produce uniform, fine ferrite/pearlite microstructures in steel … In light sections, especially in alloy hardenable steels, air cooling may be rapid enough to form bainite or martensite instead of ferrite and pearlite.”
What Is Normalizing?
The normalizing process is often characterized in the following way: “Properly normalized parts follow several simple guidelines, which include heating uniformly to temperature and to a temperature high enough to ensure complete transformation to austenite; soaking at austenitizing temperature long enough to achieve uniform temperature throughout the part mass; and cooling in a uniform manner, typically in still air” (Herring, 2014).
It is also important to remember that normalizing is a long-established heat treatment practice. As far back as 1935, Grossmann and Bain wrote:
Normalizing is the name applied to a heat treatment in which the steel is heated above its critical range (that is, heated to make it wholly austenitic) and is then allowed to cool in air.
Since this is one specific form of heat treatment, it will be realized that the structure and mechanical properties resulting from the normalizing treatment will depend not only on the precise composition of the steel but also on the precise way in which the cooling is carried out.
The term ‘normalizing’ is generally applied to any cooling ‘in air.’ But in reality, this may cover a wide range of cooling conditions, from a single small bar cooled in air (which is fairly rapid cooling) to that of a large number of forgings piled together on a forge shop floor … which is a rather slow cool, approaching an anneal. The resulting properties in the two cases are quite different.
In plain carbon steels and in steel having a small alloy content, the air-cooled (normalized) structure is usually pearlite and ferrite or pearlite alone … More rapid cooling gives fine pearlite, which is harder; slow cooling gives coarse pearlite, which is soft. In some few alloy steels, the normalized structure in part may be bainite.
The hardness of normalized steels will usually range from about 150 to 350 Brinell (10 to 35 Rockwell C), depending on the size of the piece, its composition and hardening characteristics.
Importance of Defining Cooling Rate
In 2005, Krauss underscored the importance of defining cooling rate when he wrote: “Air cooling associated with normalizing produces a range of cooling rates depending on section size [and to some extent, load mass]. Heavier sections [and large loads] air cool at much lower cooling rates than do light sections because of the added time required for thermal conductivity to lower temperatures of central portions of the workpiece.”
Microstructures Created by Normalizing
The microstructural constituents produced by normalizing for a particular steel grade can be ferrite, pearlite, bainite, or martensite. The desired microstructure from normalizing adds an important cautionary note, as addressed by Krauss in STEELS (1990 and 2005), namely: “Normalizing is the heat treatment that is produced by austenitizing and air cooling, to produce uniform, fine ferrite/pearlite microstructures in steel … In light sections, especially in alloy hardenable steels, air cooling may be rapid enough to form bainite or martensite instead of ferrite and pearlite.”
Next time: We define a “still air” cool and look at the state of normalizing in North America.
Practical Data for Metallurgists, 17th ed. TimkenSteel.
Totten, George E., ed. Steel Heat Treatment Handbook, vol. 2, 2nd ed., CRC Press, 2007. 612-613.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This informative piece was first released in Heat Treat Today’sJanuary 2025 Technologies to Watch print edition.
As a very young engineer, I vividly recall our company president had a statue of a three-headed elephant in his office. One head faced forward, one faced slightly to the right, one faced slightly to the left. The moral: looking backwards is not the path forward! Let’s learn more about what the heat treatment industry will look like by the middle of this century.
The Market
A number of market studies and economic forecast models suggest that the global heat treatment market will grow to between 130–150 billion U.S. dollars by no later than 2030 and to around 200–220 billion U.S. dollars by 2040, barring another significant or sustained global economic event. These forecasts assume several minor downturns in the economy of various countries and in manufacturing segments due to economic and geopolitical factors in the coming decades.
Heat Treatment Market Shift
Contact us with your Reader Feedback!
The most significant and fundamental shift that is and will continue is in the makeup of the heat treatment equipment segment of the North American market. What began in the late 1990s and early 2000s as a transition from older, long-established practices and processes to equipment capable of meeting the rapidly evolving demands of technological innovation will continue. Standardization (for cost containment), changes in manufacturing methods and methodologies, and environmental considerations are also fueling this change.
A demand for higher performance products, end-of-life expectations (in some but not all products), an emphasis on systems with single-piece flow or small batch productivity are just a few examples of this change. Other factors such as equipment obsolescence, the need for even higher manufacturing efficiencies, long term operator health and safety concerns, predictive (as opposed to preventative) maintenance, and adaptation to both the speed at which the manufacturing landscape is changing and the type of flexible equipment/processes reinforce these conclusions.
From an equipment standpoint, vacuum furnaces and applied energy systems are and will continue to experience rapid growth at the expense of more traditional atmosphere furnaces. Safety, open flames and emissions of any kind (NOx, CO2, particulates) are driving this change. As such, the dramatic reduction and control of greenhouse gases and the cooling of our planet by the mid-century will be metamorphic. This trend is not only expected to continue but to accelerate (Figures 1–2).
Figure 1. North American Industry by Equipment Segment, 2012–2018 (see Herring, Atmosphere Heat Treatment, Vol. 1, 2014)
For example, the driving force behind the development, use and integration of vacuum technology into manufacturing is not only due to the fact that it is lean, green, and agile, but also that vacuum technology best addresses the identified needs of the heat treatment industry, namely:
Energy efficient equipment
Processing with minimal part distortion
Optimization of heat treatment processes (especially diffusion-related processes)
Environmentally friendly by-products and emissions
Adaptability/flexibility for new and advanced materials
Process controls incorporating intelligent sensors
Designs based on heat treat modeling and simulation
Equipment/process integration into manufacturing
Change — Its Pace and Form
A paradigm shift in the workforce has occurred, transitioning to a vastly more mobile and younger group of individuals relying on the growing role of automation and communication in manufacturing. This shift is principally responsible for accelerating the pace of change in the heat treatment industry, from what has traditionally been a slow moving and slow-to-adapt industry, to one capable of meeting the need for rapid deployment of new products and one that keeps pace with technological innovations.
Moving forward, equipment manufacturers and suppliers to the industry will continue to look at product standardization to maximize profitability, thus driving the industry to “cookie cutter” solutions or, in a diametrically opposite philosophy, looking to provide highly customized solutions, often with risk factors incorporated into the pricing as specialized solutions with high profit margins to application-specific needs.
Figure 2. North American Industry by Equipment Segment, 2024–2035 (see Herring, Atmosphere Heat Treatment, Vol. 1, 2014)
Technology/Innovation Drivers and Industry Trends
Heat treatment will always be a core manufacturing competency, and as such, decisions will continue to be made to either heat treat in-house or outsource to commercial heat treatment shops. It is significant that the percentage of manufacturers with in-house heat treat departments (80–85%) to commercial (10–15%) heat treat shops hasn’t really changed in the last six decades! The consolidation of companies is a trend that is expected to continue.
What is more prevalent today than ever is the tremendous pressure being exerted on manufacturing from senior management to increase product velocity and lower unit cost. While recalls seem to be a way of life these days, product liability and consume demands for product performance are forcing change, even in the most extreme applications.
As a result, the most identifiable trends in today’s North American heat treatment industry are:
Growing the manufacturing portion (percentage) of GDP through mobility and adaptability, coupled with more sophisticated and higher paying jobs
Lowering product unit cost through technology adaptation
Obsoleting older equipment and technologies and replacing them with innovative new and/or high productivity heat treatment systems. Examples include:
New materials development allowing for different processing methods and/or lower temperature heat treatments while maintaining environmentally friendly equipment and processes
Transition of carburizing/ carbonitriding from atmosphere to low pressure vacuum processes with either oil or high-pressure gas quenching, or both
Use of single-piece heating and quenching of parts and/or small (versus large) batch processing to improve product velocity
Changes in product materials and/or designs to allow more low temperature atmosphere treatments (e.g., nitriding, nitrocarburizing)
Use of advanced quenching techniques and quenching technologies to better manage distortion
Implementing artificial intelligence-based modeling and simulation software capable of equipment control and process optimization
Implementing the next generation of intelligent sensors, real-time data collection methods and analytics (including cloud-based computing)
Changing the focus of companies from “generalization” toward “specialization” with respect to products, services, processes (proprietary or unique) and new or innovative technologies to capture greater market share or present opportunities to generate higher profit margins
Accelerating the implementation of lean manufacturing strategies and applying these strategies to heat treatment:
Eliminate high labor costs (via automation and controls), simplify operations (i.e., reduce the number of manufacturing steps), and adopt “build to order” strategies.
Conservation of energy, on-demand part production, shortening of process cycles, and the move toward smaller lot sizes is the order of the day.
Continuing the transition from heat treatment departments to integrated manufacturing cells
In Summary
It is, and will be for decades to come, a truly magical time in the heat treatment industry. The slow-moving, plodding, three-headed elephant has been replaced by a lean and agile animal — technology. This will not only ensure a greener workplace but an environment of innovation for future generations. And as I am fond of saying about the future, there’s “magic in the aire!”
References
ASM International, Vision 2020. 1999.
Herring, Daniel H. “Esoteric Heat Treatment Industry Critique: 2019 and Beyond.” Industrial Heating, January 2019.
Herring, Daniel H. Atmosphere Heat Treatment, Volume 1. BNP Media, 2014.
Wolowiec-Koreka, Emilia. Carburising and Nitriding of Iron Alloys. Springer, 2024.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
Industry experts agree: 2025 is a year of significant, high-tech developments. In this Technical Tuesday, hear from three heat treat industry consultants on current and incoming technological advances, from miniaturization and customization to artificial intelligence.
Michael Mouilleseaux, general manager at Erie Steel, Ltd, opens the discussion by asking what role AI has in a perfect world of heat treating; Thomas Wingens, president of Wingens Consultants, predicts six major technologies to look for in 2025; and Dan Herring, a.k.a. The Heat Treat Doctor® and owner of The HERRING GROUP, Inc., points out how the trend toward smaller is affecting the heat treat industry.
This informative piece was first released inHeat Treat Today’sJanuary 2025 Technologies To Watch in Heat Treating print edition.
AI’s Place in Heat Treating?
by Michael Mouilleseaux
The benefits of AI are purported to be the ability to reduce the time required to complete complex tasks, such as data analysis, while reducing human error and providing both unbiased decision making and data-driven system enhancements … and by the way, it can operate 24/7 without breaks!
Does AI have a place in heat treating?
Here’s what I would want my heat treat AI (HT AI) to be able to do with a gas-fired atmosphere furnace.
Combustion System:
My HT AI will continuously monitor the free oxygen of all the burners and keep them at a perfect ratio, thereby optimizing performance and gas consumption. It will track these changes and provide analysis of any trends that it “perceives,” so to speak.
My HT AI will continuously monitor combustion air pressure and message me in time to have the air filters changed before it affects performance. It will track this and provide historical and prescriptive information.
My HT AI will periodically perform a “tube check,” whereby it will shut off combustion in a tube and monitor the free oxygen, recognizing that any diminishment from “atmospheric” O2 levels indicate the potential of a tube leak. It will track this and provide analysis of any trends that it perceives.
My HT AI will track when system thermal stasis is achieved, monitor gas consumption for each discrete heat treat cycle, provide analysis of trends that it perceives, and recommend thermal cycle changes to optimize these cycles.
My HT AI will facilitate the optimization of the critical human assets in process engineering, product quality and equipment maintenance.”
Michael Mouilleseaux
Atmosphere Control System:
My HT AI will continuously monitor the atmosphere flows required to achieve the requirements for each heat treat cycle. It will track “atmosphere recovery” and provide analysis of any trends that it perceives (i.e., increased usage as a precursor to a furnace leak).
My HT AI will periodically perform a furnace check, whereby it compares the composition of the Endo gas in the furnace to that exiting the generator, providing a measure of furnace integrity. It will track this and provide analysis of any trends that it perceives.
My HT AI will confirm “tube check” data (see above) with atmosphere usage to evaluate its potential effects on process integrity and make actionable recommendations. It will track these incidents and provide analysis of any trends that it perceives.
My HT AI will provide assurance of system performance and actionable information.
Shoot for the Moon:
My HT AI will have the unique ability to integrate metallurgical results with process information and thereby provide the ability to optimize the heat treating process AND metallurgical results.
My HT AI will allow me to input material chemical and hardenability data and, by comparing actual results with the calculated, or prospective results, provide confirmation of the thermal and quenching segments of the process.
My HT AI will be able to correlate IGO results with furnace integrity checks (i.e., leaks) and over time establish hard limits for allowable leak rates.
My HT AI will be able to correlate actual retained austenite levels in carburized case with furnace carbon potential and make data-driven process modifications to optimize this.
My HT AI will be able to correlate the shape of the case depth curve with the carburizing cycle and the material type, and it will make data-driven process modifications to optimize this.
My HT AI will have the ability to develop new heat treat thermal cycles specific to my furnaces extrapolated from existing data.
My HT AI will provide a level of system performance heretofore not achieved, that not only assures adherence to established standards but provides a clear path of continuous improvement via data analysis and actionable actions. Product results will be validated by total process control, and total process control will assure attainment of product results.
My HT AI will facilitate the optimization of the critical human assets in process engineering, product quality and equipment maintenance.
In short, my HT AI will afford the heat treating community the ability to finally jettison the mantle of “black art” and join the community of high-tech engineered processes.
About the Author:
Michael Mouilleseaux General Manager Erie Steel, Ltd
Michael Mouilleseaux has been at Erie Steel in Toledo, OH, since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Michael has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
2025 will be the year of invention and application. There are six major technologies to be looking out for: AI management software, giga casting for the EV industry, high-pressure quench furnaces, thermal processing specialty materials, processing for steel enrichment, and practices for cleaning consistency.
AI Management Software
Some new heat treat shop management software is now available. It utilizes artificial intelligence to save labor while documenting all processes in real time. The software easily adapts to the way we work and is much easier to learn and implement than the software of the past. I see this as the number one investment item for commercial heat treaters in 2025, as it is the cheapest and easiest way to automate with a great ROI while increasing quality and customer service.
Giga Casting
With Tesla as the main driver, very large so-called “GIGA” H13 aluminum dies of 3 to 8-ton weight have really taken off in the last years, in particular for new electric car models, and the demand for very high pressure quench furnaces is increasing in the U.S. (more to come in a later article).
Vacuum Oil Quenching
However, even with the most advanced designs and high-pressure efforts, gas quenching with nitrogen has its limits, and the use of helium is not considered anymore because of its immense cost, even with a recycling system in place. Vacuum oil quenching has become a viable alternative in recent years not only in combination with LPC (low-pressure carburizing) but also with the use of materials like AISI 52100 that would be typically heat treated in atmosphere integral quench furnaces but show lesser distortion with the variation of pressures over the oil bath, which can shift the oil boiling phase peak to lower temperatures (e.g., from 650°C (1200°F) at atmospheric pressure to 400°C (750°F) at 1 mbar pressure). Some new modern vacuum oil quench furnace designs have recently entered the market, showing excellent surface cleanliness and distortion results. Aside from the better quality, they offer a much safer, cleaner and more pleasant work environment.
Specialty Materials
In general, we see a higher demand for the thermal processing of specialty materials; for example this is seen with the hydrogen decrepitation of titanium, tantalum, niobium, or rare earth element materials, powder processing or sinter processes, and surface diffusion processes.
Steel Enrichment
Enriching stainless steel with nitrogen is not new, but it is gaining momentum and more applications. One method for\ low-temperature processes on austenitic stainless steels around 370°C (690°F) is called S-phase case hardening, and the high temperature version around 1100°C (2010°F) is called solution nitriding. Both processes were initially established in the early 90s in Europe but seem to be gaining momentum and more comprehensive applications worldwide over the last years.
Figure 1. For 2025, “We see more fully enclosed vacuum solvent cleaning in heat treat shops to ensure a higher standard and consistency of the surface cleaning results compared to the fading of water cleaners.” – Thomas Wingens, WINGENS CONSULTANTS
Cleaning Consistency
Speaking of surface processes: The cleaning of components has been a thankless process, especially in commercial heat treatment, as it is seen as a necessity that is not necessarily paid for by the clients but is necessary to have uniform dissociation on the surface of a part to ensure a uniform case (e.g., nitriding case). There are well-defined standards for temperature uniformity and hardness testing, but cleaning consistency needs to be addressed, as it can be very impactful. We see more fully enclosed vacuum solvent cleaning in heat treat shops to ensure a higher standard and consistency of the surface cleaning results compared to the fading of water cleaners.
About the Author:
Thomas Wingens President WINGENS CONSULTANTS
Thomas Wingens has been an independent consultant to the heat treat industry for nearly 15 years and has been involved in the heat treat industry for over 35 years. Throughout his career, he has held various positions, including business developer, management, and executive roles for companies in Europe and the United States, including Bodycote, Ipsen, SECO/WARWICK, Tenova, and IHI-Group.
Everywhere we turn today, the products we use are getting smaller, more compact and more powerful. This is true across all industries, from aerospace to automotive, from medical to electronics, and from energy to semiconductors to name a few. Today, miniaturization, portability and customization have become major design objectives for almost all manufacturing segments.
These trends are irreversible and are, or will be, found even in the most unlikely of places — both in mining of resources taking place deep under the ocean floor and eventually on other planets. The key question then becomes, how will all of this influence our heat treating operations?
Miniaturization, Portability and Customization Today
Given the ever-increasing demand for higher performance in a smaller footprint, we have often focused our energies on taking existing products and adapting them for use. But in the long term, this is not sustainable. For example, not only is gear noise reduction critical in our submarines, but the medical and robotics markets are continuously searching for smaller, more efficient, more application specific and more intelligent drive systems and motors with increased torque density.
Heat treatment will experience a metamorphosis and emerge more broadly as thermal treatment. The age of metals as we have known it has become the age of materials: ceramics, composites, powder materials, glasses, polymers, fiber-reinforced plastics, and even nanomaterials.
Dan Herring, The Heat Treat Doctor®
Another example, although not new, is miniaturization in vehicle electronics, especially as it relates to data collection where demand is high for smaller, more powerful and, yes, cheaper components. Integration into the electronic control units via on-board power systems has seen the need for more cables in vehicles and positioning connectors, which means more contacts/connections on the electronic components without significantly increasing the installation space.
Similarly, there is a huge demand for portability. This is true not only in our electronics (just think about how cell phones or computers have changed over the last ten years), but there is a growing need for portable medical devices so that medical care can be brought to the patient rather than the other way around. For example, longer battery life and lighter weight are critical for devices such as portable oxygen concentrators.
What Does This Mean for the Heat Treatment Industry?
Looking ahead, we will see both short and long-term changes to our industry. Happening today and continuing in the near term, heat treaters are working closer than ever with design and manufacturing engineers as they focus on products that reduce environmental impact, are produced at lower unit cost, and with improved part quality. Still, the era of mass recalls must come to an end. And the cost of heat treating is less than it was even a decade ago. But as manufacturing demand evolves due to consumer expectation, process and equipment flexibility will become keys to meeting the highest quality standards in an on-demand world.
Historically, changes in the heat treat industry has been evolutionary and incremental in both nature and effect. There have been notable exceptions such as the invention of the oxygen probe or low pressure vacuum carburizing. But to meet the manufacturing demands of the future, change will need to be more revolutionary and abrupt in nature, a game changer.
Given the ever-increasing demand for higher performance in a smaller footprint, we have often focused our energies on taking existing products and adapting them for use. But in the long term, this is not sustainable. For example, not only is gear noise reduction critical in our submarines, but the medical and robotics markets are continuously searching for smaller, more efficient, more application specific and more-intelligent drive systems and motors with increased torque density.
Dan Herring, The HERRING GROUP, Inc.
Heat treatment will experience a metamorphosis and emerge more broadly as thermal treatment. The age of metals as we have known it has become the age of materials: ceramics, composites, powder materials, glasses, polymers, fiber-reinforced plastics, and even nanomaterials. As a result, we will find ourselves needing, for example, to expand our heat treat capability and equipment to deal with such items as process temperature ranges from -200°C to 1850°C (-330°F to 3360°F) or greater or at pressure/vacuum levels heretofore only achievable in laboratories or specialty applications.
As product sizes decrease, load sizes will become smaller out of necessity. And as a result, our heat treat equipment must be small lot capable with tighter controls to achieve higher quality along with tremendous process flexibility.
Final Thoughts
History’s enduring legacy is that change is inevitable. Just think back to how the heat treatment industry has evolved, from the campfire to the blacksmith to the modern heat treater, from the artisan to the era of mass production, from the art of heat treating to the science of heat treatment. The lesson is that to adapt, one must constantly innovate and invent. Miniaturization, portability and customization in whatever form they take are here to stay. Perhaps even teleportation (the ultimate miniaturization?) isn’t that far off after all, considering flight was unheard of a little over a century ago.
About the Author:
Dan Herring (The Heat Treat Doctor®) The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This informative piece was first released in Heat Treat Today’sDecember 2024 Medical & Energy Heat Treat print edition.
The subject of thermal expansion and contraction is a very important one to most heat treaters given that the materials of construction of our furnaces and our fixtures experience these phenomena every day. However, to find a simple explanation of what it is and how we can help minimize the issues caused by it can be difficult. What we need is an explanation in laymen’s terms, along with some simple science and a few examples. Let’s learn more.
Thermal Expansion Effects
Contact us with your Reader Feedback!
When exposed to a change in temperature, whether heating or cooling, materials experience a change (increase or decrease) in length, area, or volume. This not only changes the material’s size but also can influence its density. The freezing of ice cubes is a common example of a volume expansion (on freezing or cooling), while as they melt (on heating), we see a volume contraction.
As most of us recall from our science classes, as temperature increases, atoms begin to move faster and faster. In other words, their average kinetic energy increases. With the increase in thermal energy, the bonds between atoms vibrate faster and faster creating more distance between themselves. This relative expansion (aka strain) divided by the change in temperature is what is known as the material’s coefficient of linear thermal expansion.
We must also be aware, however, that a number of materials behave in a different way upon heating. Namely, they contract. This usually happens over a specific temperature range. Tempering of D2 tool steel is a good example (Figure 1). From a scientific point of view, we call this thermal contraction (aka negative thermal expansion).
Figure 1. Change in length of D2 tool steel as a function of tempering temperature (Image courtesy of Carpenter Technology — www.carpentertechnology.com)
A related fact to be aware of is that thermal expansion generally decreases with increasing bond energy. This influences the melting point of solids, with higher melting point materials (such as the Ni-Cr alloys found in our furnaces and fixtures) more likely to have lower coefficient of thermal expansion. The thermal expansion of quartz and other types of glass (found in some vacuum furnaces) is, however, slightly higher. And, in general, liquids expand slightly more than solids.
Effect on Density
As addressed above, thermal expansion changes the space between atoms, which in turn changes the volume, while negligibly changing its mass and hence its density. (In an unrelated but interesting fact, wind and ocean currents are, to a degree, effected by thermal expansion and contraction of our oceans.)
What Is the Effect of the Coefficient of Thermal Expansion?
In laymen’s terms, the coefficient of thermal expansion (Table 1) tells us how the size of an object changes with a change in temperature. Specifically, it measures the fractional change in size per degree change in temperature at a constant pressure. Lower coefficients describe lower tendency to change in size. There are several types of thermal expansion coefficients — namely linear, area, and volumetric. For most solid materials, we are typically concerned in the heat treat industry with the change along a length, or in some cases a change in volume (though this is mainly of concern in liquids).
Table 1. Comparative values for linear and volumetric expansion of selected materials
Heat Treat Furnace Examples
When calculating thermal expansion, it is necessary to consider whether the design is free to expand or is constrained. Alloy furnace muffles, retorts, mesh and cast link belts, and radiant tubes are good examples. The furnaces that use them must be designed to allow for linear growth and changes in area or volume. If not, the result is premature failure due to warpage (i.e., unanticipated movement).
If a component is constrained so that it cannot expand, then internal stress will result as the temperature changes. These stresses can be calculated by considering the strain that would occur if the design were free to expand and the stress required to reduce that strain to zero, through the stress/strain relationship (characterized by Young’s modulus). In most furnace materials it is not often necessary to consider the effect of pressure change, except perhaps in certain vacuum furnaces or autoclave designs.
A Little Science
For those that are interested, here are the formulas most often used by heat treaters to calculate the coefficient of thermal expansion.
Estimates of the Change in Length (L), Area (A), and Volume (V)
Linear expansion is best interpreted as a change in only one dimension, namely length. So linear expansion can be directly related to the coefficient of linear thermal expansion (αL) as the change in length per degree of temperature change. It can be estimated (for most of our purposes) as:
where:
ΔL is the change in length
ΔT is the change in temperature
αL is the coefficient of linear expansion
This estimation works well as long as the linear expansion coefficient does not change much over the change in temperature and the fractional change in length is small (ΔL/L <<1). If not, then a differential equation (dL/dT) must be used.
By comparison, the area thermal expansion coefficient (αA) relates the change in a material’s area dimensions to a change in temperature by the following equation:
where:
ΔA is the change in area
ΔT is the change in temperature
αA is the coefficient of area expansion
Again, this equation works well as long as the area expansion coefficient does not change much over the change in temperature ΔT(ΔT), if we ignore pressure and the fractional change in area is small (ΔA/A <<1)ΔA/A<<1. If either of these conditions does not hold, the equation must be integrated.
For a solid volume, we can again ignore the effects of pressure on the material, and the volumetric (or cubical) thermal expansion coefficient can be written as the rate of change of that volume with temperature, namely:
where:
• ΔV is the change in volume • ΔT is the change in temperature • αV is the coefficient of volumetric expansion
In other words, the volume of a material changes by some fixed fractional amount. For example, a steel block with a volume of 1 cubic meter might expand to 1.002 cubic meters when the temperature is raised by 90°F (32°C). This is an expansion of 0.2%. By contrast, if this block of steel had a volume of 2 cubic meters, then under the same conditions it would expand to 2.004 cubic meters, again an expansion of 0.2% for a change in temperature of 90°F (32°C).
Thermal Fatigue
In many instances, we must consider the effect of thermal fatigue as well as thermal stress. One example is on the surface of a hot work die steel as H11 or H13: one must ensure that in service, when it experiences a (rapid) change in temperature, it will avoid cracking.
The equation for thermal stress is:
where:
σ is the thermal stress
E is the Young’s modulus of the material at temperature
α is the coefficient of linear thermal expansion at temperature
ΔT is the change in temperature
Here both E and α depend on temperature and the resultant stress will either be compressive if heated or tensile if cooled, so we must use these constants at both maximum and minimum temperatures. Considering the temperature dependent stress-strain curve, this stress may exceed the elastic limit (tensile or compressive) and contribute eventually to thermal fatigue failure. There are software programs to aid in the calculation of the resultant thermal stresses. Thermal expansion at a surface at a higher temperature than the core results in a compressive stress, and vice versa.
Final Thoughts
The effects of thermal expansion will be highlighted in a forthcoming article in Heat Treat Today, but it suffices for all heat treaters to remember that this phenomenon is responsible for a great deal of downtime and maintenance in our equipment. It also can affect the end product quality (disguising itself as distortion) and hence create additional cost or performance issues for our clients.
References
Chandler, Harry, ed. Heat Treater’s Guide: Practices and Procedures for Irons and Steels, 2nd Edition. ASM International, 1995.
Herring, Daniel H. Vacuum Heat Treatment. BNP Media, 2012.
Herring, Daniel H. Vacuum Heat Treatment Volume II. BNP Media, 2016.
Special thanks to Professor Joseph C. Benedyk for his input on the topic.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
Contact us with your Reader Feedback!
Clients often want to know or specify that their component part surfaces are “bright” or “shiny” or “clean.” Other times they desire to have a surface condition that is “scale free” or “oxide free” after heat treatment. But how, if at all, can we quantify what these terms mean? Let’s learn more.
“Shiny” and “bright” are words that are highly subjective. This is often a source of confusion not only for the heat treater, but the manufacturer and, in some cases, even the end user of the products. Heretofore, the answer depended on one human being’s interpretation as opposed to another, and evaluations depend not only on the type of material but also the mill practices used, manufacturing methods employed, heat treatment processes, and the level and type of contamination introduced before and after processing.
Traditional Approach
Figure 1. Temper color chart atmosphere or tempering in air or an “inert” gas such as nitrogen. Source: Abbott Furnace Company
Traditionally, we have relied on color charts (Figure 1) to tell the approximate temperature at which discoloration took place, that is, an oxide formed on the (steel, stainless steel, or tool steel) surface of a component part. This method is still in use today when cooling parts in a furnace
As mentioned, the perception and interpretation of color is different for different people. Lighting (natural light or plant illumination), the environment in which one views color, eye fatigue, the age of the observer, and a host of other factors influences color perception. But even without such physical considerations, each of us interprets color based on personal perception. Each person also verbally describes an object’s color differently. As a result, objectively communicating a particular color to another person without using some type of standard is difficult.
There also must be a way to compare one color to the next with accuracy.
New Approach
Today, portable spectrophotometers (Figure 2) are available to measure color and help quantify brightness measurements. These types of devices are designed to meet various industry standards including:
In simplest terms, a spectrophotometer is a color measurement device used to capture and evaluate color. Every object has its own reflectance, or the amount of light it reflects, and transmittance, or the amount of light it absorbs. A reflectance spectrophotometer shines a beam of light and measures the amount of light reflected from different wavelengths of the visible spectrum, while a transmission spectrophotometer measures how much light passes through the sample. Spectrophotometers can measure and provide quantitative analysis for just about anything, including solids, liquids, plastics, paper, metal, fabric, and even painted samples to verify color and consistency.
Spectrophotometers provide the solution to the subjective problem of interpreting the color of the surface of a component part that has been heat treated, brazed, or sintered because they explicitly identify the colors being measured; that is, the instrument differentiates one color from another and assigns each a numeric value.
As an example, the brightness of steel tubes annealed in a rich Exothermic gas atmosphere was measured against tubes that had not been processed (Figure 3). Having this definite measurement of the surface changes allowed the heat treater to provide their client with a definitive statement on the change after processing.
CIE Color Systems
The Commission Internationale de l’Eclairage (CIE) is an organization responsible for international recommendations for photometry and colorimetry. The CIE standardized color order systems include specifying the light source (illumination), the observer, and the methodology used to derive values for describing color, regardless of industry or use case.
Though spectrophotometers are the most common, for some applications colorimeters can also be used, but these are in general less accurate and less suitable for a heat treat environment.
There are three primary types of spectrophotometers on the market today used for print, packaging, and industrial applications: traditional 0°/45° (or 45°/0°) spectrophotometers, primarily used for the print industry; sphere (or diffuse/8°) spectrophotometers, primarily used in the packaging industry; and multi-angle (MA) spectrophotometers, for use in industrial environments. These instruments capture color information, and in some cases can capture appearance data (e.g., gloss).
Multi-angle (MA) spectrophotometers are best suited for measurements involving special surface effects, such as those found on metal surfaces and coatings and include those with surface contaminants and even can quantify cosmetic appearance. These are typically used on the shop floor, in the lab and in quality control, and even can be found in shipping areas.
MA spectrophotometers require users to verify five or more sets of L*a*b values or delta these terms). They typically have an aperture size of 12 mm, which is too large for measuring the fine detail that occurs in many small-scale industrial applications. Primary illumination is provided at a 45° angle. Some models have secondary illumination at a 15° angle.
Figure 3. Example of a product test — color and oxidation level test. Source: X-RIte
An application example for an MA spec trophotometer lies in their use for collecting colorimetric data on special effects coatings in the automotive industry, capturing reliable color data in cases where special effect coatings are used.
Final Thoughts
In this writer’s opinion, a spectrophotometer should be in every heat treat shop! You will be doing both yourself and your customers a valuable service and take the guesswork out of one of the most commonly asked questions – is it bright?
References
Herring, Dan H. Atmosphere Heat Treatment Volume 1. BNP Media, 2014.
X-Rite Pantone. “A Guide to Understanding Color.” Accessed October 10, 2024. https://www.xrite.com/learning-color-education/whitepapers/a-guide-to-understanding-color.
X-Rite Panatone. “Tolerancing Part 3: Color Space vs. Color Tolerance.” Accessed October 10, 2024. https://www.xrite.com/blog/tolerancingpart-3.
X-Rite Pantone. “X-Rite Portable Multi Angle Spectrophotometers.” Accessed October 10, 2024. https://www.xrite.com/categories/portable-pectrophotometers/ma-family.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
The Heat Treat Doctor® ha vuelto para ofrecer sabios consejos a los lectores de Heat Treat Today y para responder a suspreguntas sobre el tratamiento térmico, brazing, sinterizado y otros tipos de procesamiento térmico, así como preguntassobre metalurgia, equipos y problemas relacionados con los procesos.
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This article was originally published inHeat Treat Today‘sSeptember 2024 People of Heat Treat print edition.
El temple es un paso fundamental en el proceso de tratamiento térmico. Y si bien el especialista en tratamiento térmico suele tener varias opciones disponibles, existe un delicado equilibrio entre lo que está disponible para nosotros y cómo podemos optimizar sus características de rendimiento para cumplir con los requisitos/especificaciones de nuestros clientes. Se deben tener en cuenta cuidadosamente el material, el diseño de la pieza (geometría), los requisitos previos y posteriores de manufactura, la carga, el cambio dimensional permitido (es decir, la distorsión) y el proceso como tal. Conozcamos más.
Medios de temple: una breve Descripción
Los medios de temple actuales ofrecen una amplia gama de capacidades que, en algunos casos, se traslapan. Sin embargo, en un nivel fundamental, la función de un medio de temple es extraer calor de la superficie de la pieza para cumplir con una velocidad crítica de enfriamiento especificada y con ello lograr la microestructura necesaria para lograr las propiedades mecánicas y físicas requeridas. En el temple de aceros, por ejemplo, se debe evitar pasar por la “nariz” de la curva de transformación-tiempo-temperatura (TTT) si el resultado final deseado es una microestructura martensítica (o bainítica). Por el contrario, la velocidad de enfriamiento para un proceso de normalización requiere enfriamiento “al aire”, un término que a menudo se malinterpreta y que abordaremos en una discusión futura.
Figura 1. Medios de Temple comunes y su efecto en la distorsión (1)
Sin embargo, un medio de temple (Figura 1) es más que solo su velocidad de enfriamiento. Los medios de temple deben ser estables durante su vida útil, especialmente con respecto a la degradación (por ejemplo, oxidación), ser seguros, ser fáciles de arreglar y mantener, tener un alto punto de vaporización, idealmente no interactuar con la superficie de la pieza, usarse dentro de su rango de rendimiento óptimo, tener una larga vida útil, eliminarse fácilmente mediante limpieza después del temple y ser rentables.
A manera de una caracterización muy amplia, los medios de temple se pueden dividir en las siguientes categorías generales:
Medios de temple líquidos (p. ej., a base de agua, aceites, polímeros, sales fundidas y metales fundidos)
Medios de temple gaseosos (p. ej., aire, nitrógeno, argón, hidrógeno, vapor, dióxido de carbono, dióxido de azufre, gases reductores, atmósferas protectoras sintéticas o generadas, gases a alta presión)
Medios de temple sólidos (p. ej., dados de prensa enfriados, placas y polvos)
Medios de medios mixtos (p. ej., temple por aspersión, lechos fluidizados)
Figura 2. Diagrama de Ishikawa (también conocido como de pescado) de las variables de temples (1)
Selección del medio de temple óptimo
Contact us with your Reader Feedback!
Se deben tener en cuenta varios factores al seleccionar el mejor medio de temple. A continuación, se enumeran algunos de los aspectos importantes a tener en cuenta al seleccionar el medio adecuado (Figura 2):
Material: composición química, templabilidad, forma (p. ej., barra, placa, forja, fundición), tipo (p. ej., forjado, sinterizado) y limpieza, por nombrar algunos
Geometría/diseño de la pieza: forma, tamaño, peso, complejidad
Estado de laminación o tratamiento térmico previo: recocido, normalizado, preendurecido, relevado de esfuerzos
Estado de tensión: el efecto acumulativo de las operaciones de laminación y las operaciones de fabricación del cliente antes del tratamiento térmico
Carga: canastillas (aleación, compuesto C/C, placas de grafito, etc.)
Parámetros del proceso: temperatura, tiempo, precalentamiento
Selección del equipo: ¿es óptimo o simplemente adecuado para el trabajo?
Medio(s) de temple disponibles: sus limitaciones y ventajas
Es importante hablar brevemente aquí sobre dos aspectos del proceso de selección del medio de temple. Primero, observar la diferencia entre dureza y templabilidad (que analizaremos con más detalle en el futuro). Los tratadores térmicos tienden a centrarse en la dureza (ya que podemos medirla fácilmente en nuestro taller), pero la templabilidad es una consideración crítica en la selección del medio de temple. La templabilidad es una propiedad del material independiente de la velocidad de enfriamiento y dependiente de la composición química y el tamaño del grano. Cuando se evalúa mediante pruebas de dureza, la templabilidad se define como la capacidad del material bajo un conjunto dado de condiciones de tratamiento térmico para endurecerse “en profundidad”. En otras palabras, la templabilidad se relaciona con la “profundidad de endurecimiento”, o el perfil de dureza obtenido, no con la capacidad de alcanzar un valor de dureza particular. Cuando se evalúa mediante técnicas microestructurales, la templabilidad se define (para aceros) como la capacidad del acero para transformarse parcial o completamente de austenita a un porcentaje definido de martensita.
Tabla 1. Valores medios e instantáneos del coeficiente de transferencia de calor (3)
En segundo lugar, se debe tener en cuenta tanto el valor medio como el instantáneo del coeficiente de transferencia de calor alfa (α) del medio de temple. Aunque la “potencia” máxima de temple se puede describir mediante el coeficiente de transferencia de calor instantáneo, el coeficiente de transferencia de calor promedio (Tabla 1) proporciona una mejor comparación relativa de los diversos medios de temple, ya que representa el valor del coeficiente de transferencia de calor en todo el rango de enfriamiento (desde el inicio hasta el final del temple). Es importante recordar que la capacidad de gestionar (no controlar) la distorsión es un delicado acto de equilibrio entre la extracción uniforme del calor y la transformación adecuada.
Tabla 2. Clasificación de los aceites de temple (1)
Un ejemplo común: selección de aceite de temple
Los factores importantes a tener en cuenta al seleccionar un aceite de temple, que son válidos en una forma ligeramente modificada para la mayoría de los medios líquidos, son: el tipo de medio (es decir, características del temple, datos de la curva de enfriamiento, nuevo y a lo largo del tiempo); velocidad de temple (consulte a Tabla 2); temperatura de uso; volumen efectivo del tanque de enfriamiento [es decir, la regla de un galón por libra de acero (8,4 L/kg)]; y los requisitos del cliente.
Los factores de diseño del tanque de temple también juegan un papel importante e involucran lo siguiente:
Volumen de aceite en el tanque de temple
Número de recirculadores o bombas
Ubicación de los recirculadores
Tipo de recirculadores (velocidad fija ovariable)
Disposición de los deflectores internos del tanque (tubos de aspiración, álabes de flujo direccional, etc.)
Diseño del elevador de temple (es decir, restricciones de flujo)
Dirección del flujo del temple (hacia arriba o hacia abajo a través de la carga)
Tamaño de la propela (diámetro, espacio libre en el tubo de aspiración)
Máximo incremento dela temperatura (diseño) delaceite después del temple
Altura del aceite sobre la carga
Intercambiador de calor: tipo, tamaño, tasa de extracción de calor (BTU instantáneos/minuto)
Tiempo de recuperación del aceite hasta el set point
Por último, se deben tener en cuenta factores como: la masa de la pieza; la geometría de la pieza (por ejemplo, secciones delgadas y gruesas, esquinas y barrenos afilados, perfil de los dientes del engrane, perfil de la rosca, etc.); espaciamiento de la pieza en la carga; velocidad de flujo efectiva a través del área de temple (vacía y con carga); estado de tensión de operaciones anteriores (de manufactura); operaciones de tratamiento térmico posteriores a realizar (si las hay); carga, incluidas las charolas, las canastillas y el herramental (material y diseño); y el material (composición química y templabilidad).
Reflexiones finales
El temple, considerado por muchos como un tema complejo y multifacético, es un asunto que los especialistas en tratamiento térmico deben supervisar y controlar constantemente. En futuras entregas, analizaremos muchos de los aspectos individuales del temple. Lo importante aquí es reconocer que, si se realiza correctamente, el temple (en cualquier forma) optimizará un tratamiento térmico determinado y ayudará a producir las piezas de la más alta calidad que exigen las industrias a las que prestamos nuestros servicios.
Referencias
Daniel Herring, Atmosphere Heat Treatment, Volume II: Atmospheres | Quenching | Testing (BNP Media Group, 2015).
Bozidar Liscic et al., Quenching Theory and Technology, Second Edition (CRC Press, Taylor Francis Group, 2010).
Daniel Herring, “A Review of Gas Quenching from the Perspective of the Heat Transfer Coefficient,” Industrial Heating, February 2006.
Sobre el autor
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring ha trabajado en la industria durante más de 50 años y ha adquirido una vasta experiencia en campos que incluyen ciencia de materiales, ingeniería, metalurgia, investigación de nuevos productos y muchas otras áreas. Dan es autor de seis libros y más de 700 artículos técnicos.
Para más información: Comuníquese con Dan en dherring@heat-treat-doctor.com.
For more information about Dan’s books: see his page at the Heat Treat Store.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, aHeat TreatRadio podcast series where an expert in the industry breaks down a heat treat fundamental with Doug Glenn, publisher ofHeat TreatTodayand host of the podcast, and theHeat TreatTodayteam. This conversation with Dan Herring, The Heat Treat Doctor®, zeros in on heat treat ovens versus atmosphere furnaces.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Contact us with your Reader Feedback!
Doug Glenn: Welcome everybody. This is another Lunch & Learn event with the staff of Heat Treat Today and the illustrious Dan Herring, The Heat Treat Doctor®. Dan, we’re always very happy to spend some time with you.
We are here to learn a little bit about some basics about heat treat equipment, mostly ovens, air and atmosphere furnaces, and possibly vacuum furnaces.
Dan Herring: It’s always a pleasure, Doug, and hello everybody.
It is an exciting topic for me because I happen to love heat treat equipment. Let’s start with industrial ovens.
All About Ovens (01:42)
Years ago, industrial ovens were very easy to differentiate from furnaces. I’m going to give you my understanding of the differences between ovens and furnaces, and then talk a little bit about some general characteristics of all types of heat-treating equipment.
Ovens are typically designed for low-temperature operation. When I talk about low-temperature operation, years ago the definition was “under 1,000° F.” That definition has changed over the years. We now usually say either under 1250°F or under 1400°F. All of that being said, there are some ovens that run all the way up to 1750°F. But what we’re going to concentrate on are, what I call, “the classic temperature designations for ovens.”
Universal oven from Grieve Source: Grieve
First of all, ovens are typically rated at 500°F, 750°F, 1000°F, or 1250°F. If you see a heat treat operation that’s running — certainly under 1450°F — but even under 1250°F, it may be being done in either an oven or a furnace.
Let’s talk about some of the distinguishing characteristics of ovens, so everyone gets a feel for it.
Ovens always have a circulating fan. If you see a piece of equipment without a circulating fan, it can’t be an oven. At these low temperatures, the heat transfer — in other words, how you heat a part — is done with hot air or circulating hot air. So, ovens always have fans.
In most cases — and years ago in all cases, but today in most cases — ovens are metal lined. If you were to open the door of an oven and look in, and you see a metal-lined chamber, that would typically be an oven.
The fan and the type of insulation or lining that’s used is very characteristic for distinguishing features of ovens.
Today, however, there are ovens that use fiber insulation and even some ovens that have refractory-insulated firebricks, refractory in them. The lines are a little bit blurred, but typically you can distinguish them by the fact that they have fans and are metal lined.
Ovens come in either “batch” or “continuous” styles. If the workload inside the unit, the piece of equipment, is not moving, we call that a batch style furnace. If the workload is somehow being transferred through the unit, we call that a continuous furnace. Ovens and furnaces can be both batch and continuous.
Ovens and furnaces can both be either electrically heated or gas fired.
One of the distinguishing characteristics of ovens is that if they are gas fired, they are, what we call, “indirectly heated.” This means your burner, your combustion burner, is firing into a closed-ended tube, a radiant tube, as we call it, so that the products of combustion do not “intermix.” They do not create an atmosphere that’s used inside the oven. In fact, the majority of ovens run with an air atmosphere – that’s another distinguishing feature.
However, there are ovens that can run inert gases. Those ovens typically have continuously welded shells. Again, that’s an exception rather than a rule, but there are ovens of that type.
There are also vacuum ovens out there. We actually have an oven chamber on which we can pull a vacuum. They are less common than their cousins, the air ovens, but they are out there in industry.
We have the method of heating and type of movement of the hearth or movement of the load that typically is consistent between ovens and furnaces.
What I’d like to do is just show everybody a couple of pictures of some very typical, what I’m going to call, “batch ovens.”
Doug Glenn: Because ovens are typically low temperature, you’re able to have metal on the inside, right? If it was higher temperature, you’d start experiencing warping. Is that the primary reason why you tend to see metal in an oven and not in a furnace?
Dan Herring: That’s correct, Doug.
"Metal lined oven" Source: Dan Herring
The lining can be made of steel: it can be made of “aluminized’ steel,” it can be made of zinc-gripped steel (those are just coatings), it can be just steel, and they can be made of stainless steel (a 300 series stainless steel). That’s why you have the different temperature ratings and the different types of materials that this metal interior can be made from.
If you open the door of a metal-lined oven or an oven that had a metal lining, you would typically see what’s pictured here.
"Double door shelf oven" Source: Dan Herring
Ovens can be very small or they can be very, very large. What you’re seeing on the screen is a “double door shelf” oven.
It is very similar to your ovens at home. You open the door, there are shelves, and you can put trays on the various shelves. These can be small, to the point where, sometimes, they can sit on a benchtop. Sometimes they can be very, very large and be floor-mounted, as this one is.
This is an example of a batch oven, something that you would load, and the load stays stationary within the oven. Then, when you’re ready, you unload it.
Ovens can come in slightly larger sizes.
"A larger horizontal oven . . . . a fan system sitting at back" Source: Dan Herring
That’s a picture of a larger, horizontal oven. The door on this particular oven is closed shut, but you can see the fan system — that’s that yellow arrangement that’s sitting in back of this particular oven.
There is another style of oven.
"Walk in oven" Source: Dan Herring
We call this a “walk-in” oven — very creative, because you can walk into it. I’ve seen batch ovens that are very, very small and very, very large — ones that will fit on a benchtop and ones that are a hundred feet long.
You can see the heat source on the right hand side. Remember, whether it’s electrically heated with sheathed elements or if it’s gas-fired with, typically, an atmospheric-type burner, again, you have circulating air past either the electric elements or circulating air past the tube into which the burner is firing. You’re relying on convection — or moving hot air — to transfer that heat energy to your load.
These are just some different styles of different types of ovens, so everyone can see them. I don’t want to take too long, but I’ll show you another picture of one.
"Industrial oven . . . . typical oven in typical heat treat shop" Source: Dan Herring
This is an industrial oven. You can see the fan; it has a yellow safety cover on it. You can see the fan mounted on top, and this is a typical oven that you’d find at a typical heat treat shop.
Ovens have the characteristics that I pointed out. I’ll bring up one more picture which you might find interesting.
"Monorail conveyor oven . . . . with u-shaped radiant tubes" Source: Dan Herring
Since there are a variety of oven shapes and sizes, this happens to be a monorail conveyer oven. What you’re looking at is the inside of the oven. You’ll notice that in the ceiling there are hooks. The loads are actually placed on the hooks and sent through or pulled through the oven. This happens to be a gas-fired unit, and you can see that it has U-shaped radiant tubes into which you’re firing.
This oven is fiber-lined and not metallic-lined. You’ll also notice that because you see different colors of the tubes, this particular shot was taken and you destroyed the uniformity of temperature within the oven. Usually, they’re very tight.
Ovens are typically in the ±10°F range for temperature uniformity, sometimes in the ±5°F range.
Those are basically some pictures of ovens, whether they be batch or continuous, for everyone to see and think about, from that standpoint.
Q&A on Ovens (16:58)
Bethany Leone: What is the reason for the increase in temperature range for what classifies an oven?
Dan Herring: The main reason is the materials of construction have gotten better, so we’re able to withstand higher temperatures. But going to some of these temperature ratings, one of the things that heat treaters look at is if I have a process that runs at 1,000°F or 970°F (let’s take an aluminum heat treat example where a process is running at 970°F), I could run that in an oven rated at 1,000°F but I’m right at the upper limit of my temperature.
It's much better to buy an oven rated at 1250°F and then run a process such as 970°F where I have a margin of safety of the construction of the oven, so the oven will last longer.
However, industrial ovens tend to last forever. I’m the only person on this call old enough to have seen some of these ovens retired. It’s not unusual that an oven lasts 40 or 50, or sometimes 60 years.
Ovens are used in the heat treating industry for processes such as tempering, stress relief, for aluminum solution heat treatment, aluminum aging operations, and to do some precipitation hardening operations that run in these temperature ranges. Ovens are also commonly found in plating houses where you’re doing a hydrogen bake-out operation after plating. You also do various curing of epoxies and rubbers and things of this nature in ovens.
There are a variety of applications. Ovens are used also for drying of components. Ovens are used for drying of workloads, these days, prior to putting in your heat treating furnace. Many times, our washers are inefficient when it comes to drying. You take a wet load out of a washer and put it into a low-temperature oven, maybe running between 300°F and 750°F. Consequently, you both dry the washing solution off the parts and you even preheat the load prior to putting it into the furnace.
Heat Treat Today team enjoying a Lunch & Learn session
Doug Glenn: One of the things I’ve always distinguished ovens by is the term “panel construction” opposed to “beam construction.”
If you can imagine a sheet of metal, some insulation, and another sheet of metal – that’s a panel. It’s got enough insulation in it because the temperatures are not excessively high, but you really only need those three layers. You take those panels, you put them in a square or whatever, put a lid on it, put a bottom on it, and you basically have an oven, right?
Where furnaces are not typically constructed that way; they are constructed more where you have a support structure on the outside and then a heavy metal plate and then you build insulation on the inside of that. It doesn’t even need to have metal on the inside — it can be brick or another type of insulation.
Many people claim — and I’m sure there are some very strong ovens — that the oven construction is not as hardy, not as rugged. That’s one other minor distinction, but the main distinction is ovens tend to be lower temperature.
Dan Herring: Yes, that’s very correct, Doug. In panel-type construction, there is typically mineral wool insulation in between the two panel sheets; and it’s rated for obviously very low temperature.
There are, what we call, “light duty” and “heavy duty” ovens. Heavy duty ovens have that plate and support structure — those I-beams or channels — supporting the external structure.
Doug Glenn: You reminded me of something, Dan: We talk about ratings – oven ratings, furnace ratings, and that type of stuff. That’s pretty important and we haven’t really discussed that much. But if a furnace is rated at a certain temperature, you do not want to take that furnace beyond that temperature because there are real safety issues here.
There was one picture that Dan showed where you could see the metal interior, and there was like a gasket, if you will, around the whole opening. That gasket is only rated to go up so high in temperature. If you go over that temperature, you’d end up deteriorating that gasket, if you will. It could cause a fire, it could cause a leak, it could cause all kinds of issues. And that’s only one example.
One other one he mentioned was fans. There is almost always a fan in an oven, and if you take the temperature of that oven over its rated temperature, all of sudden the bearings in that fan start . . . well, who knows what’s going to happen.
You always want to know the rating of your oven and furnace, and don’t push the rating.
Dan Herring: Yes, if you exceed temperature in an oven, typically the fan starts to make a lot of noise and you know you’re in trouble. You only do that once. But those are excellent points, Doug, absolutely.
So, the world of ovens -- although it’s they’re an integral part of heat treating -- are a “beast unto themselves,” as I like to say. Construction is a factor, and other things.
All About Atmosphere Furnaces (24:50)
Furnaces, interestingly enough, can be rated both to very, very low temperatures all the way up to very, very high temperatures. In other words, you can see industrial furnaces running at 250° or 300°F or 500°F or 1000°F, — at typical temperatures that you would associate with oven construction — but you can also see furnaces running at 1700°F, 1800°F, 2400, 2500, 3200°F. There are some very interesting furnaces out there.
But furnaces, although they can run in air — and there are a number of furnaces that do — they typically run some type of either inert or combustible atmosphere inside them. Furnaces typically have an atmosphere, and they do not always have a fan. The rule is the higher you go up in temperature, the more any moving part inside your furnace becomes a maintenance issue. Many times, furnaces do not have fans in them.
They can be electrically heated. They could also be gas-fired. In this particular case, they can either be direct-fired or the burners are actually firing into the chamber; and the products of combustion become your atmosphere. They could be indirect-fired — like we discussed with ovens — into a radiant tube as a source of heat or energy.
Furnaces typically have plate construction. It’s typically continuous welded, they have channels or I-beams surrounding the structure to make it rigid, insulation is put on the inside. Traditionally it’s been insulating firebrick, but in what I’ll call recent years (20 years or so) fiber insulations have come about, and they perform very, very well.
Fiber insulations reduce the overall weight. They have advantages and disadvantages. A refractory-lined unit can have a great thermal mass due to the storage of heat inside the insulation, so when you put a cold load into a brick-lined furnace, the heat from the lining will help heat the load up quickly.
You don’t have quite the same heat storage in a fiber insulation. At the same time, when you go to cool a furnace, a fiber-lined furnace will cool very quickly as opposed to a refractory furnace which cools a lot slower.
Again, furnaces can be batch style, they can be continuous style, they can be fairly small in size. The smallest ones that I’ve seen, typically, are about the size of a loaf of bread. Conversely, you have furnaces that are so large you can drive several vehicles or other things inside of them.
A 14-foot long car bottom furnace Source: Solar Atmospheres of Western PA
As a result of that, what distinguishes them are typically their temperature rating and the fact that they use an atmosphere. Some of the atmospheres are: air, nitrogen, argon. I’ve seen them run endothermic gas and exothermic gas which are combustible atmospheres, or methanol or nitrogen-methanol which are also combustible atmospheres; they can run steam as an atmosphere. I’ve seen furnaces running sulfur dioxide or carbon monoxide or carbon dioxide as atmospheres. The type of atmosphere that is used in an industrial furnace can be quite varied.
We have several different furnace categories that typically are talked about: Batch style furnaces are configured as box furnaces. They are very similar in shape to the ovens that we looked at. Pit style furnaces are where you have a cylindrical furnace that actually is quite tall and fits down, usually, into a pit that’s dug in the factory floor.
You also have mechanized box furnaces. Those, typically, today, would be called integral quench furnaces or sometimes batch quench furnaces or “IQs.” There are belt style furnaces, gantry, tip-up, and car-bottom furnaces. There is a wide variety of batch style furnaces, all of which have the characteristic that once you put the load into the chamber, it sits there until it’s been processed and until it's time for you to remove it.
The exception is in an integral quench furnace. You push the load typically either directly into the heating chamber or into a quench vestibule and then into a heating chamber; you heat it in one chamber, you transfer it out, and you quench it into another chamber.
Those are some of the distinguishing features of batch style equipment. I’ve got a couple of pictures here that you might find interesting.
"A box furnace . . . . sometimes difficult by sight alone to tell an oven or box furnace" Source: Dan Herring
Here is a “box furnace.” You might say, “Oh, my gosh, it looks like an oven!” I see a fan on top, and it’s a box style. From the outside, it’s hard to tell whether it’s an oven or a furnace.
When you look at this unit, you might see that it’s made of plate construction. It would be difficult to tell if this unit were a heavy-duty oven or furnace unless you, of course, opened the door and looked inside. You would typically see either fiber insulation or insulating firebrick in these types of units.
Sometimes, just by sight alone, it’s very difficult to tell if it’s an oven or a furnace. But there are other telltale signs.
"A box furnace with retort" Source: Dan Herring
Now, this is a box furnace with a retort inside it. The workload is placed, in this case, into a metal container that’s physically moved on a dolly into the furnace itself. This is what we call a box furnace with a retort.
The process takes place inside the retort. You’ll notice that there’s a flow-meter panel there, of different gases, that are introduced directly into the retort. This style of furnace is very interesting because the furnace itself, outside the retort, is simply heated in air. It’s a relatively inexpensive construction. Also, when the time comes that the process is finished, usually you can remove the retort and introduce or put a second retort into the furnace while the first retort is cooling outside the furnace. It lends to increased production, from that standpoint.
But this is typically a box furnace; it looks like a big box. The shell does not have to be continuously welded because the process takes place inside the retort. You might be able to see, just past the dolly, there is a dark color and that is the blackish retort that’s actually being put in.
Doug Glenn: I think the reasoning of the retort is to protect the airtight atmosphere, right?
Dan Herring: That’s correct, Doug. The idea is the fact that it’s an effective use of your atmosphere.
The other thing you can do with a box furnace with a retort is you can pull a vacuum on the retort. As a result of this, you can actually have a “hot wall” vacuum furnace. That is what is defined as a hot wall vacuum.
The next type of atmosphere furnace we’re going to look at is pretty distinct or pretty unique: This is a pit style furnace.
"A pit style furnace . . . . there is probably 4X as much furnace below the floor" Source: Dan Herring
What you’re seeing here is only that portion of the furnace that is above the floor. There is probably four times as much furnace below the floor as there is above. OSHA has certain requirements: there must be 42 inches above the floor not to have a railing or a security system around the pit furnace, because you don’t want to accidentally trip and fall into a furnace at 1800°F. We don’t want to say, “Doug was a great guy, but the last time I saw him . . .”
In this particular case, there is a fan which is mounted in the cover of this pit style furnace. Most pit furnaces are cylindrical in design; however, I have seen them rectangular in design. Some of them have a retort inside them; unlike the picture of the box furnace with the retort, the retort is typically not removable, in this case. Of course, there are exceptions. There are nitriding furnaces that have removable retorts.
I think this is a very distinctive design. If you walked into a heat treat shop, you’d say, “You know, that’s either a box furnace or an oven.” Or, if you looked at this style of furnace, you can clearly see it’s a pit furnace, or what we call a pit furnace.
Two other examples, one of which is just to give you an idea of what we call an “integral quench furnace.” I think this is a good example of one:
"An integral quench furnace, an in-out furnace" Source: Dan Herring
They’re made by a number of manufacturers. The integral quench furnace is probably one of the more common furnaces you’re able to see. It has, in this case, an oil quench tank in front and a heating chamber behind.
This would be an “in-out” furnace; the workload goes in the front door and comes out the front door. But once the workload is loaded into an area over the quench tank (which we call the vestibule), an inner door will open. The load will transfer into the heating chamber in back. That inner door will close, the workload will be heated and either brought up to austenitizing temperature, carburized or carbonitrided, the inner door will then open, the load will be transferred onto an elevator and either lowered down into a quench tank (typically oil) or, if the unit is equipped with a top cool, the load is brought up into the top cool chamber to slowly cool.
These styles of furnaces do processes like hardening, carburizing, carbonitriding, annealing, and normalizing. You typically don’t do stress relief in them, but I’m sure people have. These furnaces have a wide variety of uses and are quite popular. Again, the style is very distinctive.
They typically run a combustible atmosphere, and you can see some of that atmosphere burning out at the front door area.
There are also, what we call, continuous furnaces or continuous atmosphere furnaces. They are furnaces where you have a workload and somehow the workload is moving through the furnace. A good example of that is a mesh belt conveyor furnace.
There are also what we call incline conveyor, or humpback-style furnaces. The mesh belts are sometimes replaced, if the loads are very heavy, with a cast belt: a cast link belt furnace. The furnaces can sometimes look like a donut, or cylindrical, where the hearth rotates around. We put the workload in, it rotates around, and either comes out the same door or comes out a second door.
A lot of times, rotary hearth furnaces have a press quench associated with them. You’re heating a part, or reheating a part in some cases, getting it up to temperature, removing it, and putting it into a press that comes down and tries to quench it by holding it so that you reduce the distortion.
There are other styles of furnaces typical of the “faster” industry which are rotary drums. Those furnaces you would load parts into, and you have an incline drum (typically, they’re inclined) with flights inside it. The parts tumble from flight to flight as they go through the furnace, and then usually dump at the end of the furnace into a quench tank.
For very heavy loads, there are what we call walking beam furnaces where you put a workload into the furnace. A beam lifts it, moves it forward, and drops it back down. Walking beam furnaces can handle tremendous weights; 10,000 to 100,000 lbs in a walking beam is not unusual. Any of the other furnaces we’re looking at wouldn’t have nearly that type of capacity.
There are some other fun furnaces: shaker furnaces. How would you like to work in a plant where the furnace floor is continuously vibrating, usually with a pneumatic cylinder so it makes a tremendous rattle, all 8 or 10 hours of your shift? That and a bottle of Excedrin will help you in the evening.
As a last example, the monorail type furnaces where we saw that you hang parts on hooks. The hooks go through the furnace and heat the parts.
I’ll show you just a couple of examples of those. These are not designed to cover all the styles of furnaces but this one you might find interesting.
"A humpback style furnace" Source: Dan Herring
This is a typical continuous furnace. This would be a humpback style furnace where the parts actually go up an incline to a horizontal chamber and then go down the other side and come out the other end. These furnaces typically use atmospheres like hydrogen, which is lighter than air and takes advantage of the fact that hydrogen will stay up inside the chamber and not migrate (or at least not a lot of it) to floor level.
Atmosphere Furnaces Q&A (47:30)
Evelyn Thompson: Are the inclined sections of the furnace heated? Why do the parts need to go up an incline? Just to get to the heated part of the furnace?
Dan Herring: If you’re using an atmosphere such as hydrogen, it’s much lighter than air. If you had a horizontal furnace just at, let’s say, 42 inches in height running through horizontally, the hydrogen inside the furnace would tend to wind up being at the top of the chamber or the top of the furnace, whereas the parts are running beneath it! So, the benefit of hydrogen is lost because the parts are down here, and the hydrogen tends to be up here.
By using an incline conveyor, once you go up the incline, the hydrogen covers the entire chamber and therefore the parts are exposed to the atmosphere.
I did a study a few years ago: About 5–6% of the types of mesh belt furnaces in industry are actually this incline conveyor type.
Another good example is the fact that people like to run stainless steel cookware. I’ve seen pots, pans, sinks, etc. Sometimes you need a door opening of 20 or 24 inches high to allow a sink body to pass into it. Well, if that were a conventional, horizontal furnace, you’re limited to, perhaps, 9 to maybe, at most, 12 inches of height.
Typically you never want to go that high, if you can help it. 4–6 inches would be typical. So, there would be a tremendous safety hazard, among other things, to try to run a door opening that’s 24 inches high. But in an incline furnace, the height of the door can be 20, 24, 36 inches high. The chamber is at an 11° angle, and you must get up to the heat zone, but they run very safely at that.
Karen Gantzer: Could you explain what a retort is?
Dan Herring: Think of a retort — there are two types — but think of one as a sealed can, a can with a lid you can open, put parts in and then put the lid back on. The retort we saw in that box style furnace is that type. It is a sealed container. We typically call that a retort.
Now, in that pit furnace we saw, there could be a retort inside that one and they could be sealed containers, but typically they’re just open sides, that are made of alloy. Sometimes we call those “retorts” as opposed to “muffles” or “shrouds,” in another case. Muffles don’t have to be a sealed container, but they typically are. That’s the way to think of them.
Karen Gantzer: Thank you, Dan, I appreciate that.
Bethany Leone: Dan, thank you for joining us. It was really a valuable time.
What makes the North American heat treat industry of 2022 what it is? As with any industry, the heat treating world is made up of the people who now inhabit it and the people who paved the way for them. Let’s take a moment to think about the past and what we owe to the industry giants, those trailblazers who have guided so many. In that spirit, enjoy the life stories of these three Heat TreatLegendsfromHeat TreatToday'sSeptember 2022print edition. After all, the industry is only as good as the people in it.
To listen to the life stories onHeat TreatRadio, click the section headings below.
Lost patents, risking a million dollars, and unleashing an entrepreneurial spirit he didn’t know he had. These are just a few things that characterized Bill Jones’ life.
Contact us with your Reader Feedback!
“First, you want to do something that you’re happy doing . . . Then, you must be properly prepared for it. You must have enough education to go forward.” So says Bill Jones, CEO of Solar Atmospheres Group of Companies. A self-proclaimed “technocrat,” Bill remembers being interested in technology from an early age. Technology was the “something” Bill was happy doing.
Throughout Bill’s career, his love of technology often led his peers to complain, “You know, Bill, you’re always interested in technology, and you’re not interested in whether you’re making money or losing money.” The complainers may have been right about Bill’s interests, but they were wrong about how much his love of technology would hinder his ability to make money. Today, Bill and his wife Myrt are the sole owners of four successful, family-owned heat treat companies based in North America: Solar Atmospheres, Solar Manufacturing, Magnetic Specialties, and Vacuum Furnace Systems.
"There is nothing that beats hard work and dedication to what you are trying to do." - William Jones
How did Bill go from being simply a technocrat to the owner of multiple businesses? Bill’s answer: work ethic and education. There is no substitute for being willing to put in more than 40 hours a week and to dedicate yourself to your work. But, Bill says, education is also a must: “We, as practical people in the heat treat industry, tend to pooh-pooh education,” and “[the] basis of what we do comes from chemistry. Metallurgy grew out of chemistry. If you don’t have a decent educational background, then you don’t know the basis of where we came from because that’s the basis of where we’re going.”
Armed with his education and his work ethic, Bill began his journey into the world of technology by working with dew point analyzers. At the time, there was no way to continuously monitor dew point or moisture, and Bill’s first project was to produce a dew point analyzer that could measure one to two parts per million. From measuring dew point, Bill moved on to measuring temperature, and this was his introduction into the furnace industry. In 1963, Bill began a career at Abar, where he used his experience designing optical pyrometers to produce thermocouples that could be used at above 4000°F.
At Abar, Bill worked as the equivalent of a chief engineer on a project that he would later characterize as one of the greatest accomplishments of his life: designing a vacuum furnace with a horizontal ring hot zone. When the new furnace started up for the first time, Bill saw what a ring hot zone could do. Bill still remembers the experience: “When I tested that first round hot zone, I did it by myself at night in a plant where I was the only one there. We had a big sight glass in the front of the furnace, and I could see the entire hot zone, the heating element, the heat shield, the ring and so forth, and I was able to measure the temperature and it was [like] ‘WOW. This thing works!’”
True to his technocrat identity, Bill views this furnace as his greatest accomplishment, not the success of starting his own companies. Along with the development of this furnace, Bill helped to develop the graphite hot zone, which later replaced the metal hot zones at Abar. With graphite hot zones, riveting was unnecessary, and the elements could be bolted together with graphite screws and nuts. One of Bill’s greatest regrets in life was not patenting the horizontal ring furnace. “We should have,” Bill says, “but we didn’t know what we had, honestly, and then it got out into the fi eld anyway and we couldn’t patent it.”
Lost patents, however, did not get in Bill’s way. Bill is also proud of the car bottom furnaces built at Solar’s Hermitage location in Western Pennsylvania. Bill remembers the weekly design meetings and running the furnace for the first time. The car bottom furnace was designed to process heavy titanium coils, and Bill was so confident in his work that he insisted on running the furnace for the first time with a million dollars of titanium coils inside. A coworker, Bob Hill, said, “Bill, you’re not going to run the final product first. I think we should make a run with just some scrap steel that we have around.” Bill replied, “No, Bob. I am thoroughly convinced this furnace is going to work and work right.”
Today, Bill and his wife Myrt are the sole owners of three successful, family-owned companies based in North America: Solar Atmospheres, Solar Manufacturing, and Magnetic Specialties.
Bill’s confidence paid off ; the car bottom furnace worked correctly the first time.
Chronicling his experiences, Bill wrote The Golden Nugget: An Entrepreneur Speaks. Bill’s identity as an entrepreneur was a surprise to him. Bill credits Dr. George Bentley with inspiring his entrepreneurial spirit: “Bill, I want to tell you something,” Dr. Bentley said, “I have observed you over the years and I can tell you, you are never going to be happy until you run your own business.” At the time, Bill did not realize the wisdom of the advice, he did not see himself as an entrepreneur. But now, Bill realizes, “Until you’re sitting in the top chair and until you’re making the decisions of winning and losing, you don’t know what it’s all about.”
Entrepreneurship (no matter how unplanned), innovation, valuing education, worth ethic, and above all else, a love of technology all helped Bill Jones along the road to success. And the main motivation? “Well, it’s very simple: Money is not a driving factor in my life or in my wife’s life. Money is not it. You know, the old saying is, when you go to the grave, there’s not going to be a U-Haul behind you.”
What’s the job of a good doctor? First, do no harm. This mantra, combined with Dan Herring’s love of doing good by solving critical problems, made him what he is today: The Heat Treat Doctor®.
The Heat Treat Doctor® has worn many, many hats throughout his more than 50 years in the heat treating industry. He was a metallurgist, a corporate trainee, an international marketing worker, an applications engineer, a technical director, a research and development director, a product manager, a chief engineer, and finally: an entrepreneur, the owner of his own consultancy, The HERRING GROUP, Inc. In Dan’s own words: “You might say that I’ve been chief cook and bottle washer of the industry, if you will.” These various jobs, and the multitude of different responsibilities that went along with them, taught Dan everything he knows today, developed him into The Heat Treat Doctor®, and made him worthy of being a Heat TreatLegend.
Looking back on his success, Dan points first to his parents for helping him to become the best version of himself. Dan grew up with one parent that gave him a love of technology and equipment and with one parent that give him a love for language and writing. Dan’s father, a machinist, was a hands-on worker and “one of the most inventive people that I ever met.” Later, Dan combined the technical skills he learned from his father with his education as an undergraduate in engineering and a graduate student at the Illinois Institute of Technology.
Dan’s mother, a registered nurse, was “an English teacher in disguise.” She gave Dan a love of writing. For over 10 years, Dan authored a monthly column for Industrial Heating. Columns, however, are not the extent of Dan’s writing expertise. He has also authored: Vacuum Heat Treating, Volumes I & II, and Atmosphere Heat Treating, Volumes I & II. These four books are excellent resources for heat treaters, both novices and experienced industry professionals. Dan has written 10 books in total, six of which deal with the heat treating field. Dan is proud of these books because he can share what he knows with others forever, just as others passed knowledge to him.
“I think it’s interesting,” Dan says, “I have had the extremely good fortune of working for two or three people that actually fell in the genius category. These people were absolutely, positively of genius intellects and they worked within the heat treating industry.” During Dan’s time at Lindberg, he met Hobart Wentworth. Wentworth taught Dan the discipline of engineering, taking Dan’s university knowledge into the real world. Also at Lindberg, Dan was introduced to Russ Novy, chief metallurgist. Dan commends Novy for his “infinite patience . . . to tell you what he had learned and explain things and talk about the root cause of things.” When Dan worked at C.I. Hayes, he met Herb Western, a man who holds over 300 patents in the state of Rhode Island. Western showed Dan how to be creative and inventive within the heat treating industry.
Vacuum Heat Treating, Volumes I & II Atmosphere Heat Treating, Volumes I & II (For more information: www.heatreattoday.com/industryresources/books/herring-books)
One of Dan’s greatest accomplishments was establishing The Heat Treat Doctor® brand. “The brand,” Dan says, “has brought heat treating into the forefront of manufacturing, into the forefront of the industry, into the forefront of engineering, that yes, there is something called heat treating and it is a solution to your needs. So, I view the brand as not so much a personal accomplishment but as an industry accomplishment.”
Dan’s love of words gives him a unique skill set. Not only does he understand metallurgy and engineering, but he is also patient enough to explain it and has the communication skills to explain it well.
When it comes to business, Dan’s main rule is: “Be honest . . . be ethical, be fair, try hard, communicate well and have infinite patience. In other words, not everyone understands what you’re saying. You must take the time to explain what you mean to the people you’re dealing with. Although that’s a strange answer on the business side, I think it’s most impactful.” Dan takes pride not only in doing good throughout the industry, but also, like a good doctor, doing as little harm as possible. Helping others with critical problems, getting companies back in operation, and preventing layoffs are events that stand out the most to Dan.
When it comes to life, Dan’s mantra is: Enjoy the moment. “I remember the first day I started to work at Lindberg,” Dan says, “I took the train to work, it was right across the street from the train station, I was walking across the street, I was 21 years old, and I said to myself, ‘Only 44 years to go.’ And I turn around and the 44 years have disappeared like it was yesterday. So, you must enjoy what you do, and you’ll never work a day in your life.”
Dan attributes his success in the industry to the people around him. He points not only to his parents for his success, but also to the “geniuses” he has worked with along the way, and to the industry at large. Speaking of his entry into Heat Treat Legend status, Dan says, “I just want to say that I consider this a distinct privilege to be considered one the Heat TreatLegends. But I’d also like to point out to everyone . . . that no one individual can do it by themselves. So, I’m accepting this accolade, if you will, on behalf of the many men and women who toiled in, what I’m going to call, relative obscurity and who made this industry what it is today. On their behalf, I’m more than willing to be considered one of the Heat TreatLegends.” Spoken like a true legend.
“Happy, happy, happy.” In Suresh Jhawar’s experience, the best way to run a business is to focus on happy employees, happy customers, and happy bottom lines.
What happens when a young man comes to the United States against his parents’ wishes to earn a bachelor’s degree in Engineering? He becomes the sole owner of G-M Enterprises and gets the title of Heat TreatLegend. At least, that is what happened for Suresh Jhawar, a self-proclaimed “average student in India.”
Without the support of his parents, Suresh weighed the odds of coming to America versus studying in Germany or the U.K. and applied for his visa and passport in a library, away from his parents. When Suresh discovered he could earn his degree in half the time with his advanced credit, he chose the United States and boarded a plane, arriving in the States in 1962. At Marquette University in Milwaukee, Suresh went on to earn a master’s degree in Mechanical Engineering and an MBA in Marketing.
Before taking ownership of G-M Enterprises, the two heat treating companies that were most influential for Suresh were Abar and Ipsen. Suresh began his time with Ipsen in 1970 as a project engineer for vacuum furnaces. Suresh was in the top five at Ipsen, and, looking back, he sees himself driving the company in cost savings, product improvement, and customer relationships.
As the assistant to the president at Ipsen, Suresh traveled extensively to Poland to visit a facility for steel milling and annealing silicon steel coils for transformer steel. During this time of heavy travelling both at Ipsen and later at Abar Furnaces — Suresh visited Poland ten times in less than two years — he remembers the difficulty of keeping a healthy work/life balance. But he succeeded most of the time: “[W]hen Andy [Suresh’s son] was getting an award at his high school, I was coming from Europe . . . I missed my connection. Now it became difficult as to how to get to Philadelphia to attend that awards ceremony for my son . . . I went from one airline to another. I got on a plane, reached Philadelphia airport at the time when the program started, but I was at the school at the right moment when Andy’s name was called. I was there!”
Difficult though it may have been, Suresh often succeeded in keeping work and life in balance. At Ipsen, work consisted of many projects, one of which involved helping Ipsen book an order for 10 large car bottom furnaces. While Ipsen’s president handled the commercial aspect of the order, Suresh handled the technical side of things. He had to make sure the company had the right product and the right solution. And the 10 car bottom furnaces — 84 inches wide by 45 inches high by 32 feet long, made in four bolted sections — were indeed the right solution.
“What I believe is ‘happy, happy, happy’: happy employee, happy customer, happy bottom line.” - Suresh Jhawar
It was at the same time as this project that Suresh was also working on Ipsen’s license agreement with Elterma, which later became SECO/WARWICK. Suresh’s work at Ipsen lasts to this day. Without Suresh, Ipsen would have no manufacturing base in India. Suresh enlisted Wessman Engineering as a sales agent for Ipsen, which began Ipsen’s history in India.
Abar was Suresh’s act two. Suresh wanted to run the entire operation, and Abar gave him the opportunity to do this. Under Suresh’s leadership, Abar increased its profit significantly, and Suresh was asked to write a justification for the merger between Ipsen and Abar. At G-M Enterprises, Suresh’s skills were on full display. Suresh entered G-M Enterprises as a partner holding 15% interest. Within a year, Suresh bought out one of the other partners, and later, in 2005, Suresh took full ownership of the company. He changed the official name of the company to Jhawar Industries and continued to do business as G-M Enterprises. When Suresh joined G-M Enterprises, it was a break-even company. By the time he retired, it was doing business all over the world. “I’m pretty sure,” Suresh says, “that we had the highest bottom line in the industry.” In 2005, Suresh hired his wife, Veena Jhawar, as the director of supply chain, enabling him to focus entirely on developing customers and innovating vacuum furnaces. Suresh’s innovation did not stop there as he was also instrumental in developing the MIM furnace. By 2018, G-M Enterprises was a leading supplier to GE from Singapore to Japan and Brazil.
How did he do it?
“What I believe is ‘happy, happy, happy’: happy employee, happy customer, happy bottom line.” When it comes to happy employees, Suresh says, “The most important thing is to treat your employees like you treat yourself. When I worked at G-M, out of any of the other places, I didn’t work as being ‘the boss’ or on a high platform; I worked shoulder to shoulder with them.” In order to be successful, Suresh believes you must respect your employees and reward them for their contribution, and hopefully, they will be loyal to the company.
Loyal employees make for happy customers. Happy customers, in Suresh’s thinking, have to feel they are a critical part of the solution. This was one of G-M Enterprises’ best qualities. If a customer had a problem, someone from G-M would jump on a plane and fix it, attending to the problem first and worrying about the terms later. Listening to what customers actually wanted, rather than simply giving them what the company already had, was a crucial part of building customer loyalty. With these two principles in place — happy employee and happy customer — the bottom line grew happier and happier.
With these two principles in place — happy employee and happy customer — the bottom line grew happier and happier.
Along the way to a happy bottom line, Suresh discovered the importance of meeting deadlines. Suresh remembers showing up to a production control meeting with no drawings in hand and the others in the room laughing at him. Suresh could tell they were thinking, “He puts pressure on us, but he doesn’t do his own job.” And so, Suresh never went home that day, but instead worked through the night. In the morning, he put all the drawings into the hands of the engineering crew. “Meeting deadlines and commitment, to me, is always number one. No excuses . . . That helps you to expect [the same] from other people, [because] when they see you — that you do that — they follow.”
Reminiscing, Suresh remarks, “We always treated our employees as family members and gave them due respect for their contribution.” For Suresh Jhawar, success in business is all about happiness.
Find heat treating products and services when you search on Heat TreatBuyers Guide.com
Heat Treat Radiohost, Doug Glenn, and several otherHeat Treat Today team members sit down with long-time industry expert Dan Herring, The Heat Treat Doctor®, to talk about simplified mill practices and processes as they relate to aluminum and steel. Enjoy this second informative Lunch & Learn with theHeat Treat Today team.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Dan Herring (DH): It’s my pleasure to be here and what I’m going to attempt to do in about the next 30-40 minutes is take about 3 or 4,000 pages of literature and condense it down into some simple English and some common sense, if you will.
We will talk about mill practices, production methods, and what I like to call the forms produced. We might call this whole thing “simplified” for lack of a better terminology, if that makes sense. I’ve selected two very common materials to talk about. The first one is aluminum and the second is steel. But I’m going to disguise that a little bit and talk a little about aluminum and iron. Just to recall, maybe our high school chemistry, aluminum (or aluminium as it’s called by the rest of the world), has chemical symbol Al and iron has chemical symbol Fe. You might wonder how we got Fe from iron: it’s from the Latin word ferrum. Aluminium is another story which I’ll leave for another time, but it is quite interesting.
If we’re going to talk about aluminum and if we’re going to talk about iron, why isn’t steel an element? That’s a question I get very often. Steel is actually an alloy. That’s a combination of different elements. The way I like to think about steel is it’s iron and manganese and carbon and some other alloying elements put in that make specific types of steel that are used for specific applications and application purposes.
Watch or listen to the first episode in this series
The other common question I get is you’ve heard of terms in history like “the stone age” where all the tools and, by the way, the weapons were made of stone. Similarly, the stone age gave way to something called “the bronze age.” That’s where an alloy of copper and tin came on. Again, it made better tools and, by the way, better weapons than the stone tools were. Then, later, you probably heard that there was something called “the iron age”, and we all commonly have heard these terms, but why haven’t we heard about “the steel age”? That’s a common question. What is the steel age? Why isn’t it an age, if you will? That’s because we came up with a very fancy term: The Industrial Revolution, where we started to use steel as an engineering material. I don’t want to get too off subject here, but thought I’d mention that.
So, we begin with raw material, and we call that within the industry an ore. Now, most raw material is in the form of ore or minerals that are found in nature, and they’re typically the element of interest (aluminum or iron in this case) combined with possibly some undesirable elements. The ore that we get from the raw material that we get from the earth has to be refined to make it into a metal. And there are certain raw materials (gold is a good example), that are found in its pure state. I which I could have found more of it in my career, then I wouldn’t be talking to you, but that’s a different story! The idea here is the fact that most ores come in the form of, or most minerals are found in nature and have to be refined.
[blockquote author="Dan Herring, The Heat Treat Doctor®" style="1"][The] chemical bond between aluminum and oxygen is very strong. As a result of that, we need a lot of energy to break that bond apart, to produce aluminum the metal and oxygen the byproduct. A lot of energy is required for that[/blockquote]
The principal ore containing aluminum is something we call bauxite. Bauxite is aluminum oxide, chemical symbol Al203. The way I like to think of bauxite is bauxite is dirt. We can put a dress on it, but it’s still dirt at the end of the day. It’s a special type of dirt. It’s a dirt that has 40-60% aluminum oxide in it. And there are certain areas in the world where bauxite is more common than others. Interestingly enough, Australia is a tremendous source of bauxite as is Africa. That’s why you find the majority of bauxite mines in either Australia or Africa or other places in the world.
When you get into iron, there are two principal ores — there are hematite and magnetite. They are iron oxides and they’re obviously rich in iron.
But to begin, let’s deal with aluminum and what the mill has to do, or what the aluminum manufacturing process really is. We start off, as I said, with dirt, with the raw ore. We then get fancy, and we crush it into a very coarse powder and then after we’ve crushed it, we want to refine it — we want to take and remove some of the impurities. So, we mix it with a little of what we call caustic soda, which is sodium hydroxide, and lime, which is calcium oxide or calcium carbonate, and we use that refining method to purify the raw ore. What we wind up with, interestingly enough, is a very fine white powder which is called alumina or aluminum oxide.
We start out the manufacturing process with a raw material that is a very, very fine powder that is almost all (principally 99%) aluminum oxide. We take it and we put it into a furnace, and we heat it. We do that process with electricity because we’re using carbon anodes, if you will, placed into the bath that we pass current through to melt the aluminum. The process therefore is extremely energy intensive. That’s why you find aluminum production plants in areas like the Tennessee valley, where we have a lot of hydroelectric power. You find them in Iceland, where you have a lot of geothermal energy to help produce electricity. But they’re very electrically intensive operations.
The scientific reason for that is that the chemical bond between aluminum and oxygen is very strong. As a result of that, we need a lot of energy to break that bond apart, to produce aluminum the metal and oxygen the byproduct. A lot of energy is required for that.
You might also find it interesting that when the process was first developed back in the 1880s, and it took that long to produce pure aluminum — if I remember right, the year was 1883 — but the price of an ounce of aluminum was more expensive than the price of an ounce of gold just because of the manufacturing of it.
But anyway, we’ve taken this aluminum powder, which is a white powder, we’ve melted it into a silvery-colored metal, and we do that inside a furnace. Then we tap the furnace — in other words, we pour out the molten aluminum and we either produce cast products from the aluminum or we produce what are called ingots for subsequent working. We either make castings directly or we make ingots.
Cast products, examples of them, might be engine blocks, wheel rims for automobiles, even some small appliances (there are toasters that are cast), patio furniture, tools, cookware — a lot of things wind up just as cast products.
But if we’ve produced an ingot, now we have various methods that we take to produce an engineered product, if you will. We can extrude the aluminum — in other words, we can take an aluminum ingot and we can put it in a press and press it into a form and we can make things like aluminum ladders, bicycle frames, even certain airframe components, out of extruded material. We can take these ingots and we can roll them — we can roll them hot, or we can roll them cold — this is called hot rolling and cold rolling.
But we can turn around and when we roll it, we can make sheet, we can make plate, we can make something that we’re all very familiar with which is aluminum foil. We can make wire, heat exchangers, panels for automobiles, and battery components. Again, in the transportation industry, we can make a lot of things for automobiles or airplanes.
Similarly, we can also forge the material. We hot forge it in this particular case, but we can make various rings and blocks and cylinders and sleeves and components that we can then take and machine.
The process of manufacturing aluminum is relatively straightforward, and it winds up, as I said, with an ingot of some type that is then manufactured into a product.
Doug Glenn (DG): I want to jump in with two thoughts:
You’re talking about that the manufacturing of aluminum from raw materials is highly energy intense. Two points on that: One, it’s much more energy intense than steel production, for one thing, and secondly, that makes some sense of why it is we do so much recycling (or at least try to) of aluminum, because it’s a lot cheaper to take already formed aluminum (an aluminum can or an aluminum wheel off a car) and melt it down. The amount of energy to do that is a lot less than it is to create aluminum from scratch. That was one thing, Dan, if you want to comment on that.
The second thing is you were talking about extruding. I imagine that most everyone knows what that is. You were talking about pressing it into a form. You’ve got to remember that with an extrusion, you’re pressing it through a dye. It’s kind of like your playdough that you push in that form, and you get a shape coming out the other end — that’s extrusion, and not to be confused with forging where you’re putting it into a closed thing and pressing it into a form.
DH: Those are both very, very good comments. Interestingly enough, when you get into iron and steel making, the minerals, the iron oxides if you will, are far easier to break the bond between iron and oxygen than it is between aluminum and oxygen. That’s why the aluminum is such an energy intensive process.
And absolutely correct — recycling saves a tremendous amount of cost and is something that is vital to the long-term success of aluminum because an aluminum product, in general, is more expensive than a steel product.
You are correct — when you extrude something, you basically squeeze it through a dye, if you will. We’ll talk about that a little bit more in forging.
I want everyone to understand that when we start to talk about iron and steel making, because the process has been around for such a long time, there are certain terms that are used in the manufacturing process that have become synonymous with the process itself. Once again, we start out with an iron oxide, a mineral in the form of magnetite or hematite. We take that raw ore and we put it into something called a blast furnace. This is where we do a process called “smelting” of the material. We form a metal by taking and reducing the ore in the presence of air under pressure.
Source: Historic Pittsburgh
Coming out of the blast furnace is molten metal, molten iron, if you will. Now, historically, it’s called “pig iron.” The reason for that is when they originally cast different molds with shapes, the resulting structure looked like a litter of piglets that were actually suckling on their mother. So, the term “pig iron” came about. These little “pigs,” if you will, were broken off from the main casting. As I said, there are a lot of historical things going on.
In the old days, you then took the pig iron and you put it into what is called either a BOF (basic oxygen furnace) or an EAF (electric arc furnace) and then you remelted the pigs, if you will. But today, in most of the BOF and EAF processes, you wind up charging a hot liquid iron into those furnaces. They heated up, or continued to heat up, and then you turn around after you’ve converted the pig iron (which is about 94% iron and 6% impurities, so it’s still very impure) and with processing in a BOF or EAF furnace, you get the impurity levels down to less than 1%.
You might say to yourself, “Why is that important?” The idea in steel making is to take the raw material — the iron — and take everything out of it, so we can precisely add back in just those chemical elements that we want to make a particular type of steel. That’s essentially what the BOF or EOF is doing it; it’s converting the molten metal (or the pig iron) into a very, very pure material.
We then do a process which is called “tapping.” We transfer the raw material into a ladle furnace and inside the ladle is where we do the remainder of the refining process. What we wind up doing is we purify the material — we get rid of the additional impurities that are present, anything from hydrogen and oxygen and excess nitrogen to tramp elements and things of this nature. So, in the ladle, we do the refining. This can be done in a vacuum process, a vacuum degassing process, it can be done with an argon process, if you will. But we go from the blast furnace to the refining furnace (the BOF or the EAF), we then go into the ladle and what we’re doing is we’re taking the raw material and we’re making a purer and purer and purer form of, first of all, iron, and then we’re starting to add in elements that we want to make a particular grade of steel or type of steel. Then we’re going to do a process called “teeming” and “casting.” Teeming is basically pouring the molten metal into molds.
Source: BHP
What we wind up with is we have a process where we have liquid steel and we’re going to send it into either something called a continuous caster, we’re going to make ingots out of it, or we’re going to take and atomize the steel. I want to talk about atomizing the liquid steel first. The process is done by adding a gas such as nitrogen or argon or even air, or by using water, but the idea here is that what you wind up with is a powder metal.
By the way, it’s called “powder” metallurgy not “powdered” metallurgy. Powdered is cookies, but powder is what we produce from the atomizing process. The powder can either be spherical in nature or it can be rounded or even irregular-shaped, depending on the type of atomization process. But we take this liquid stream of metal, and we impinge it with either water or gas and burst it or break it apart into particles. Then we do a simple process which is called screening of those particles — it’s basically taking and getting finer and finer, or dividing the powder into finer and finer powders.
Depending on the purification of the powder, how fine the powder is, we use it for what we call conventional powder metallurgy, so we take and use it for basic sintering operations, for example. You’re all familiar with the rearview mirror on your automobile. Interestingly enough, the rearview mirror fits into something called a mirror mount, and that mirror mount is a powder metal part. It happens to be a stainless steel, but it’s a powder metal part.
The idea is the fact that we can have a conventional powder metal. We can have (if we use finer powder) a metal that is suitable for metal injection molding for making things like firearm components, orthodontic braces and things of this nature, or other medical-type devices. Or, if we get a superfine powder, we can turn around and we can use it for something called additive manufacturing.
We’ll talk a little bit more about these later, but from the casting process, we can either go into a continuous caster, we can make ingots, or we can atomize the liquid steel.
If we go into a continuous caster, we’re cooling down the steel and we’re producing three products — they’re called blooms, billets, and bars. Basically, the difference between them is their physical shape. A billet might only be 10 inches square or something of this size (10 x 10 x 10 inches). A bloom is defined as something that is less than one hundred square inches, typically, except if it’s a jumbo bloom caster which makes bigger blooms, but we’ll ignore that as it gets complicated quickly.
The idea here is the fact that we’re either going to take the liquid steel, we’re going to cool it down in some continuous fashion or we’re going to put it into a mold to make an ingot or we’re going to atomize it using water or a gas to make a powder. Those are the three forms that come out of this whole process.
DG: Dan, I’ve got a quick question for you on that: With the aluminum, you mentioned that you can melt it and then cast it directly into a finished product (a cast product). Do we do that much with steel? Do we often take steel and actually take it directly into an alternator casing or some other finished part?
DH: Absolutely. There is a lot of cast steel that is used. The example that comes quickly to mind are probably valve bodies that are used in the petrochemical industry and things. If you think about the iron side, you’re very familiar with cast iron skillets and cast iron cookware. You can also have steel castings as cookware, but you typically don’t as it’s more expensive. But yes, you can make a variety of products directly as a casting.
As I said, you can make powder metallurgy products, and you can also make a family of products that we then call wrought products. What we do is we take those billets, blooms, and bars and then we either hot work them or cold work them to make various types of materials. We can roll them, we can pierce them, we can forge them. We can make sheet, we can make plate, we can make bar and tubular products, we can make wire, we can make strip. A good example is the fact that if you’re a razor blade manufacturer, you want to order material from the mill that’s in the form of strip, thin strip actually.
If, on the other hand, you’re in the oil and gas industry, and if you’re ordering pipe or tubing for use, as we call it, “down hole”, obviously it does no good to have delivered a strip of steel or a sheet of steel or a plate of steel, you want something obviously in the form a tube or a pipe that can then be used.
Part discoloration after vacuum heat treating? What can heat treaters do to prevent this? In this best of the web, Q&A-style article, witness the heat treating industry gather around to exchange ideas and find a solution to the problem. Part position, backfill gas level, contaminated quench gas, or an air leak could all be to blame in this Technical Tuesday.
Dan Herring weighs in on the issue as well. To read The Heat Treat Doctor's®diagnosis, click the link below. Learn how the color and position of the discoloration give clues as to the source of the problem.
An excerpt:
"So, what else could be happening? Let The Doctor add a few thoughts to the discussion. First, the fact that the discoloration (staining) is brown in coloration suggests that the oxide is forming on the part surface during cooling when the temperature is in the range of (approximate) 245ºC – 270ºC (475ºF – 520ºF). This is supported by the fact that the oxidation does not occur “during natural cooling” (which we assume to mean cooling under vacuum). Second, the fact that the discoloration is more evident at the bottom of the load suggests the phenomenon is (gas exposure) time dependent, that is, the longer the parts take to cool through the critical range, the greater the chance for discoloration."





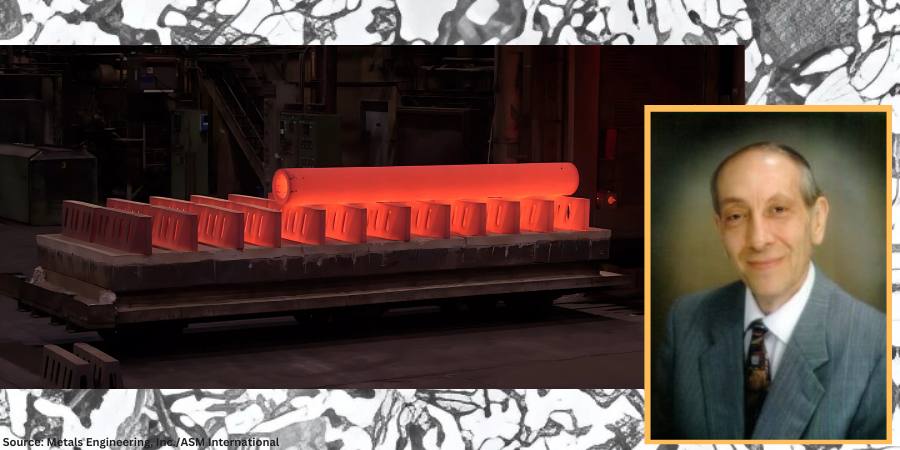


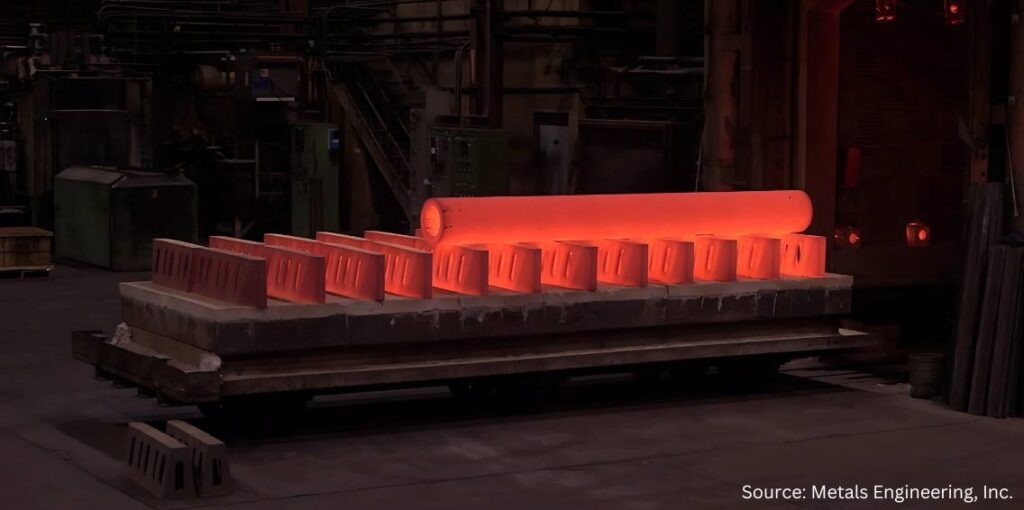


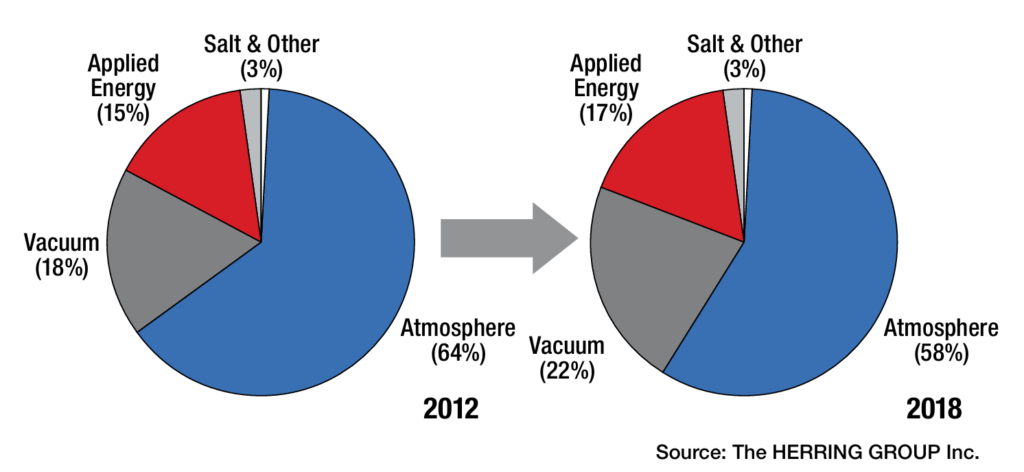








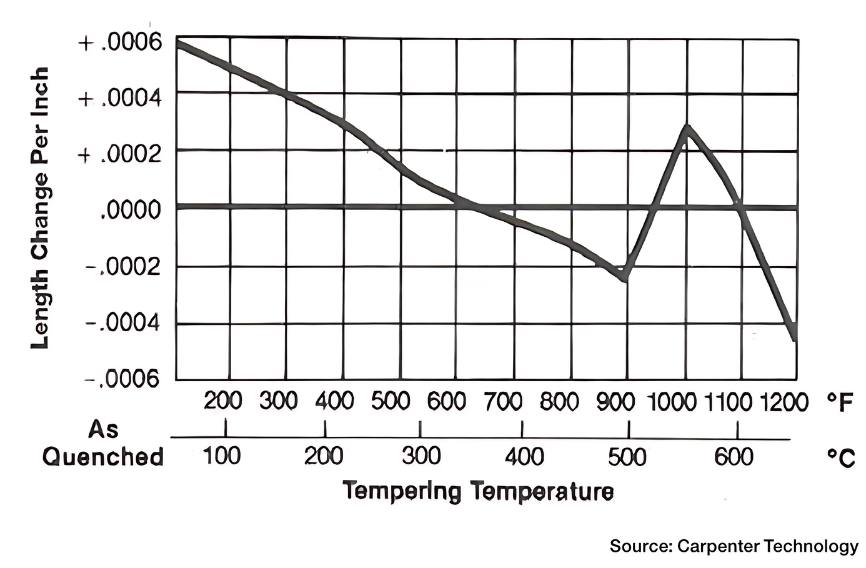


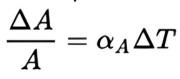





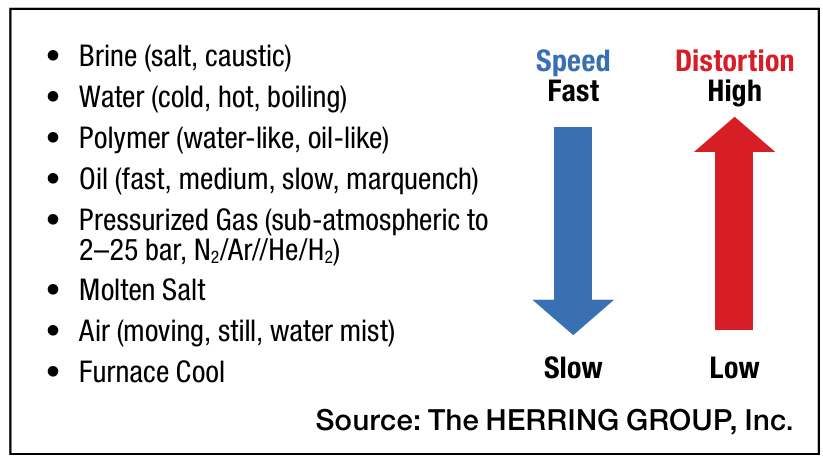


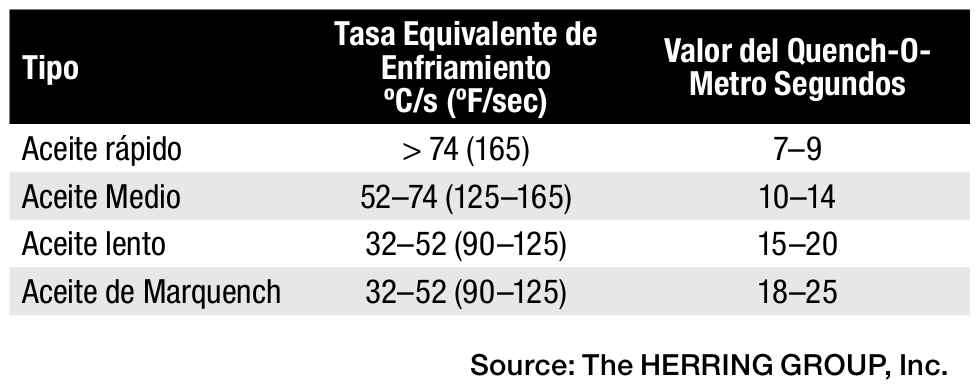

 Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, a
Are you trying to figure out what heat treat equipment investments you need to make in-house and what is better being outsourced? This conversation marks the continuation of Lunch & Learn, a