Have you studied the latest AMS2750 revision? Do you know what you need to do for successful SAT sensor placement and test performance for your vacuum furnace?
On today’s Technical Tuesday, this best of the web article outlines what system accuracy tests (SATs) are and the operational procedures of performing a comparative SAT. Knowing what type of SAT sensors you are working with is just part of the equation, so read on to learn more.
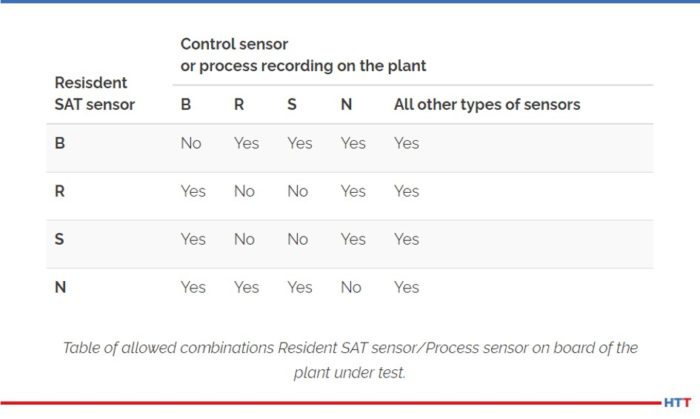
An excerpt: “In the case of comparative SAT on charge thermocouples, in place of the alternate SAT, the same positioning rules previously illustrated apply (distance between the two hot joints must not exceed 76 mm). Therefore it is necessary to set up the SAT test during production by placing the SAT sensor near the charge sensor.”
What happens when the binder reaches the primary pump? How does a heat treater avoid binder condensing?
(photo source: tav-vacuumfurnaces.com/blog/)
In this Heat Treat TodayTechnical Tuesday, we are featuring a Best of the Web to learn about what happens to binder residue in vacuum furnaces when it is pumped up with process gas. This is the final segment of a four article series on the vacuum sintering process. To read the previous three articles, visit TAV Vacuum Furnaces for the details.
An excerpt: "As regards temperature, a quite natural solution would be to lower the temperature of the captured material. However, it is too costly to go below the values typically reached by industrial chillers. Instead it is easier to change to rotary pumps that work at higher temperatures, not least because these pumps are usually inexpensive. In fact when intending to use a vacuum system without being familiar with the problems of sintering, people tend to use high-performance, high final vacuum level pumps. To obtain this however, it is important..."
It pays to carefully consider the key factors to buying a vacuum furnace (source: TAV, the Vacuum Furnaces Blog)
When and why is it a good idea to purchase a vacuum furnace? Does your company really need one? A company that wants to play its cards best, in terms of investment and yield, knows about the advantages offered by vacuum heat treatments in both the short and long term. But choosing the ideal furnace best suited to your company’s needs isn’t as easy as it might appear.
In this Heat TreatToday Best of the Web feature, TAV Vacuum Furnaces gives readers a handy guide over at its blog to consider the crucial factors in choosing a vacuum furnace for your company, including tips on who needs a vacuum oven, why comparing two or more systems is a bad idea, and the role of the heat exchanger, vessel performance, and the pumping unit.
An excerpt: “There are many fields, ranging from the vacuum sintering of metal powders or ceramics to the vacuum brazing of aluminum alloys to continue with high temperature brazing, in which technological avant-garde stands out. In these sectors, the decision to use a vacuum furnace is linked to the possibility of implementing an advanced development production process, for which the focus was on high-yield plants.”
A Dozen Quick Heat TreatNewsItems to Keep You Current
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
Recent changes in leadership at Nucor Corporation include the following: Retired U.S. Army Lieutenant General Nadja Y. West has been elected to join the board of directors, effective immediately. General West retired earlier this year after 37 years with the U.S. Army. In addition, John J. Ferriola will retire as chairman and CEO on December 31, 2019; the board of directors elected Leon J. Topalian to be president and COO, effective September 5, 2019, and to succeed Mr. Ferriola as CEO on January 1, 2020.
StandardAero has acquired Safe Aviation Solutions (including Safe Fuel, Accel, and B&E ACR), formerly the MRO services subsidiary of the B&E Group, which will continue to expand StandardAero’s Components, Helicopters & Accessories (CH&A) division and its portfolio of MRO and component repair services.
Dana Incorporated announced the acquisition of Nordresa Motors, Inc., a prominent integration and application engineering expert for the development and commercialization of electric powertrains for commercial vehicles.
Central Machine & Tool, a manufacturer and global distributor of quick connect/disconnect couplings, castings, clamps and bandings and provider of heat treating, fabrication, machining, and injection molding services, will now be known as PT World Headquarters. The launch of the new branding and signage included employees, staff, and guests. Matt Parrish, president, and Amy Parrish, vice-president of corporate communications, spoke about the new branding and the direction of the Enid, Oklahoma, company.
Allison Transmission Holdings Inc., a global manufacturer of medium- and heavy-duty fully automatic transmissions, announced that it has acquired the assets and certain liabilities of Walker Die Casting located in Lewisburg, Tennessee, and C&R Tool and Engineering located in Muscle Shoals, Alabama. Walker produces aluminum castings and has been a supplier to Allison for 20 years. Allison is committed to continuing the 60-year-old company’s legacy. C&R Tool and Engineering is a leading supplier of metalworking tools for use at Walker and other companies.
Constellium N.V., Amsterdam, announces that it will be the primary supplier of aluminum auto body sheet for the new Mercedes-Benz CLS model, which entered the market in March 2018.
John J. Ferriola, retiring CEO and chairman, Nucor Corporation
Equipment Chatter
A company operating in the nuclear sector recently purchased an advanced heat treatment vacuum furnace with a maximum temperature of 2408°F (1320°C) from TAV Vacuum Furnaces Spa.
A prominent aerospace equipment manufacturer is working with SECO/VACUUM Technologies (SVT) to bring the company’s low pressure carburizing and hardening work in-house. SVT will be supplying a CaseMaster Evolution® (CMe) dual-chamber vacuum oil quench furnace.
An electrically heated heavy-duty Ferris wheel batch oven has been shipped to a company in the aerospace industry by Wisconsin Oven Corporation. This Ferris wheel oven will be used to cure epoxy resins & varnishes on assorted aerospace parts. In addition, Wisconsin Oven shipped a natural gas-fired conveyor oven to the automation industry, which will be used to cure a resin formed mat.
Primetals Technologies will build a combined aluminum hot rolling mill for the production of heavy plate and strip for BaoWu Aluminium Technology Ltd., which is part of BaoWu Iron and Steel Group Co., Ltd, the highest-profile steel producer in China. The new rolling mill will be built in Sanmenxia, in the Henan province, and have an annual production capacity of 300,000 metric tons.
Kudos Chatter
Onex, Inc., recently received a plant visit from Pennsylvania State Representative Lee James. Talks surrounded the need for skilled labor in manufacturing and the valuable careers available at Onex and in the industry.
Thermal-Vac Technology is proud to be included on Inc. magazine’s prestigious Inc. 5000 list for 2019. Inc. 5000 lists the fastest-growing private companies in the United States. Thermal-Vac has grown 64 percent in the last three years. “We are excited to have our team’s hard work recognized by Inc. magazine,” CEO Heather Falcone said. “As a service business, we only grow by delivering what we promise. I think everyone at Thermal-Vac can be proud of what we’ve built.”
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com
Vacuum heat-treating furnaces are used in a wide range of applications, one of the most critical being the heat treatment of components for aerospace applications. These applications typically allow for metals to be heated to extremely high temperatures with little or no gas contamination. One vacuum furnace application is diffusion bonding. This article, which originally appeared in Heat TreatToday’sMarch 2019 Aerospace print edition, provides a basic explanation of diffusion bonding of an aerospace part carried out in vacuum furnace.
Diffusion bonding is a solid-state joining process. Parts are bonded or welded together without the use of a bonding filler material between the metals. Instead, the bonding process is based on the atomic diffusion of elements between the metals where the materials meet. It is a very effective process for creating a strong bond between dissimilar materials. The process has been used extensively in the aerospace industry for joining materials and shapes to create components or shapes that could otherwise not be made joined to geometric complexity, e.g., multiple-finned channels and honeycomb structures. Today, many diffusion bonding operations are performed in vacuum furnaces.
The diffusion bonding process relies on four process parameters:
ultra-low vacuum levels
temperature
pressure, and
time.
All four of these parameters are critical for the successful exchange of atoms between metal surfaces.
Typical Materials Used in Diffusion Bonding
Some metals are more successfully diffusion bonded than others. In the aerospace industry, titanium (Ti) is excellent and widely used. This is due, in large part, to its high specific strength, good erosion resistance, and favorable high-temperature properties. Titanium is 30% stronger than steel yet 40% lighter, and while it is 60% heavier than aluminum (Al), it is twice as strong. Moreover, titanium can be alloyed with other elements such as aluminum, manganese (Mn), iron (Fe), molybdenum (Mo), and other elements to further enhance its considerable strength, particularly at high temperatures. This high-temperature strength is especially useful in the aerospace industry for the containment of combusting rocket engine fuels. Titanium is also valued for its anti-corrosion properties.
In the aerospace industry, titanium is used in manufacturing the structural components of wings as well as skins for hydraulics systems in aircraft, various components of aircraft engines and the cabins of spacecraft, where its qualities are irreplaceable.
Keys to Successful Diffusion Bonding
As mentioned above, diffusion bonding most frequently takes place in a vacuum furnace and is heavily dependent on time, temperature, vacuum levels, and pressure. Let’s take a look at a couple of these parameters as they relate to the vacuum furnace.
Vacuum:
For a successful diffusion bonding process, an ultra-high vacuum level is important. In order for the successful diffusion of atoms to take place between the mating surfaces of the two materials, the surfaces must be microscopically clean. Ultra-high vacuum levels help to prepare the surfaces for a successful bond. The removal of hydrogen is critically important. Any trace of hydrogen could thwart a successful bond. Ultra-high vacuum levels help ensure the elimination of hydrogen from the work area. Also critical is the removal of nitrogen, which, if not eliminated can form nitrides which also can prevent a successful bond. Ultra-high vacuum levels also help remove other trace gases and vapors including oxygen and water, all of which are detrimental to a successful diffusion bond.
Temperature:
Once the desired ultra-high vacuum levels have been achieved – one indication that the surfaces are cleaned and ready for the bonding process to continue – heat is applied to the furnace. The exact temperature of the diffusion bonding process is dependent on the materials being bonded.
Pressure:
Once heat has begun to be applied to the load, argon is typically added to the chamber. Argon, a heavy, inert gas, is typically used in diffusion bonding processes as opposed to nitrogen, because, as stated above, there is a risk of nitride formations if nitrogen is used. Argon avoids this risk. As argon is introduced into the work chamber, and as heat is being applied, the pressure inside the furnace begins to build to the desired level. The exact pressure is dependent on the materials being bonded and other parameters. It is important to note that argon is added during the heat up cycle and not before or after. This is not done before the heat cycle because the expanding of argon might cause an over-pressure situation resulting in the wasting of argon when the pressure is released. Argon is not introduced into a fully heated furnace because the introduction of cold gases into the furnace would cause thermal cycling (temperature drops) as well as thermal shock to internal furnace parts. A controlled introduction of argon into the furnace is a critical part of the diffusion bonding process.
.
Time:
The final parameter is time. Again, depending on the materials being bonded, the diffusion bonding cycle time can vary significantly.
Diffusion Bonding of Turbine Blades
Diffusion bonding is often used to produce turbine blades by bonding the two lateral elements of the blade with another titanium shape in the middle. The uncovered surfaces of the internal shape are covered with a layer of ceramic dust. Once the diffusion bonding treatment has been completed, the parts are subjected to super-plastic forming (SPF) where pressure is used to blow out the sides and raise the edges of the intermediary metal. The part is then given the twist typical of an airfoil blade through hot pressing in a die.
Lighter Parts & Increased Fuel Efficiency
Aerospace companies that use blades produced with this method have found a significant improvement in engine performance. Hollow core fan blades produced with SPF/DB processes are lighter and stronger than traditional fan blades. The result is a 5% reduction in fuel consumption. And reduced fuel consumption is something that makes everybody happy.
About the Author: Guido Locatelli is the TAV VACUUM FURNACES SPA Deputy General Manager and Furnacare, Inc. President, an expert in mechanics, materials, and new technologies in the field of vacuum furnaces. Since 1984, TAV VACUUM FURNACES has been producing customized industrial vacuum furnaces worldwide. In 2015, TAV established its American company group Furnacare, Inc., in Spartanburg, South Carolina. This article originally appeared in Heat Treat Today’sMarch 2019 Aerospace print edition and is published here with the author’s permission.
Alessandro Fiorese, R&D Chief Engineer with TAV Vacuum Furnaces SPA
Alessandro Fiorese, R&D Chief Engineer with TAV Vacuum Furnaces SPA, introduces the vacuum brazing process for automotive applications. For more articles, tips, and news related to heat treatment for automotive applications, keep an eye out for Heat Treat Today’s special print/digital issue Automotive Heat Treating, due in June 2019.
Introduction
Brazing is a heat treatment process in which metallic parts are joined together through a metallic filler with a melting temperature lower than the melting point of the joined parts. The filler metal can be used as a wire, a thin plate, or a paste depending upon the final application we are considering.
To obtain a good welding in terms of mechanical properties and corrosion resistance, it’s necessary to minimize contamination and impurities in the joined zone. Vacuum brazing processing provides a way to reach a high cleaning level of atmosphere during the brazing heat treatment.
The brazing treatment is particularly useful to produce complex shape parts with a lot of joining points per unit of area. Typical brazing applications are oil or water heat exchangers in the civil and automotive fields such as the ones represented below.
The high-performance aluminum heat exchangers manufacturing is growing particularly in the automotive field. In this context, AA 3xxx and 4xxx are commonly used materials for parts and filler material respectively because these materials have a very low specific weight and a very high thermal conductivity level.
As indicated before, one of the cleanest brazing atmospheres is vacuum. For this reason, in the following discussion, we will analyze in detail the complete characteristics of a semi-automatic TAV vacuum brazing furnace for automotive applications.
Vacuum Brazing Furnace
The entire furnace is composed of three different stations:
the heating furnace;
the loading station;
the cooling station.
Heating Furnace
heating furnace
Furnace Vessel
The vessel separates the inner part of the furnace where the hot chamber is placed from the outside environment. The vessel develops along a horizontal axis, it has an elliptical design and it is provided with two flat doors (front and rear). Both doors are hinged and can be opened manually. The front door has an automatically sliding entrance for loading-unloading the furnace.
Hot Chamber
The thermal chamber has a rectangular section 71 (H) x 18 (W) x 144 (L) inches (180 x 45x 365 cm), and it is constituted by steel panels with nickel-chrome resistors. There are 23 independent hot zones that make the chamber temperature very well-controlled. The temperature uniformity requested for this vacuum furnace is ± 37°F (± 3°C) from the set temperature. In the following picture, the ± 37°F Temperature Uniformity Survey (TUS) chart is shown.
Figure 1. TUS example at a specific temperature with 12 TLC
Vacuum System
The vacuum system has three pumping groups, two with a rotary piston pump, a roots pump, and an oil diffusion pump. The third pumping group has a mechanical pump, a roots pump, and a cryo-trap in order to condensate humidity and impurities released during the entire process. The ultimate reachable vacuum without the load is 10-6 mbar (range).
Loading Station
loading station
Loading Baskets
To carry out the brazing heat treatment in a correct way, a specific steel shelved fixtures hold the heat exchangers parts all together with the filler material. For each brazing process, a load from 1984 up to 4850lbs (900 up to 2200kg) can be heat treated at the same time. For gaining a semi-automatic heat treatment process, there is a parking station that can be used as a buffer for the heating furnace.
cooling station
Cooling Station
At the end of the brazing heat treatment, the load is automatically transferred into a separate cooling chamber where the brazed parts are cooled down by forced recirculation of air.
Heat Treatment
Before reaching the brazing temperature, the load is maintained at a lower temperature for a period of time to remove the working oil plate from the heat exchangers. During this maintenance time, a variation between high vacuum and partial pressure of N2 is observed.
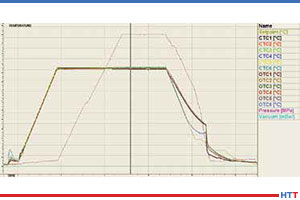
Figure 2. Typical brazing cycle. Line yellow is the setpoint, line orange is the temperature TC, line blue is the high vacuum level and purple line is the partial pressure in mbar detected.
After the brazing step, the furnace reaches high nitrogen static partial pressure, starting the cooling phase. This step is considered complete when the furnace injects air up to reach the atmospheric pressure as total pressure. At this time, the front door opens automatically, and the loading track extracts the charge from the furnace.
It’s frustrating enough for furnace operators to encounter downtime due to failure or faulty equipment, but more so when it can be avoided adhering to basic maintenance procedures and adopting habits of diligence and quick thinking.
Andrew Alborghetti of TAV Vacuum Furnaces offers “5 tips for preventing faults caused by the process water in the cooling system [of a vacuum furnace or by] the use of unsuitable equipment.” In addition, he suggests steps to take when an emergency develops.
In a nutshell,
Maintain specific purity standards of the process water.
Prevent dangerous enrichment by maintaining valves.
Keep an eye on your process water temperature.
Avoid damage from external cold temperatures.
Consider investing in a closed circuit adiabaticwater cooling system.
An excerpt:
“For the vacuum furnace to meet the considerable need for water it must have sufficient capacity (tub or tank) to quickly transfer heat from the furnace and from the load. The capacity of the tank determines the size of the system for cooling the water contained in it. Of course, the bigger the tank, the smaller the water cooling system it contains. When there are numerous furnaces, the size of the tank is calculated based on averaged values for behavior in the respective heat cycles.” ~ TAV Vacuum Furnaces
Click below for more on the 5 tips as well as steps you can take should your shop face an emergency such as a power outage that affects the water cooling system
Andrea Alborghetti, Technical Manager of TAV Vacuum Furnaces
Heat TreatToday previously posted Parts 1 and 2 of this series on vacuum sintering. Part 1 focused on the two processing steps of debinding and sintering. Part 2 addressed primarily the vacuum sintering furnace itself. This installment analyzes the process and variables involved with binder removal.
Andrea Alborghetti, technical manager of TAV Vacuum Furnaces and contributor to the company’s blog, provides an analysis of burning vs capturing binders, addressing advantages as well as problems that may arise and how to execute control in the process, as in this example:
“One thing that is worth clarifying is that the flames usually seen on the outlet of kilns that use combustible gases (hydrogen, for example) as the process gas, were not originally designed to burn the binder disassociation residues to reduce emissions to the legal limits. Rather, it is solely for disposing of the emitted hydrogen safely, thus avoiding hazardous, potentially explosive atmospheric concentrations being created outside of the kiln.”
Following up on the first installment of his series on “perfect vacuum sintering” (linked here), Andrea Alborghetti, technical manager of TAV Vacuum Furnaces and contributor to the company’s blog, provides an overview of the right insulation for a vacuum sintering furnace, an examination of hot zone design, the distribution of gas-flow, and the box for loading and unloading.
Andrea Alborghetti, Technical Manager of TAV Vacuum Furnaces
Andrea Alborghetti, technical manager of TAV Vacuum Furnaces and contributor to the company’s blog, has provided a comprehensive, step-by-step overview of how to achieve “perfect vacuum sintering”, which includes an explanation of the metallurgic technologies involved; a review of debinding, “the first critical step of sintering”; and the factors to be taken into consideration when choosing what type of heat treatment process to use in order to obtain “a high quality of the end material in terms of density, porosity, and mechanical resistance.”






 Source: TAV Vacuum Furnaces Blog
Source: TAV Vacuum Furnaces Blog