Nine heat treat furnaces are set to modernize the operations of a manufacturer’s heat treat facilities. This move is intended to create cleaner, safer, more cost-effective operations while also allowing for finer process control and a reduced carbon footprint.
The nine furnaces are being fabricated by SECO/VACUUM, a division of SECO/WARWICK Group: three Vector® vacuum furnaces and six tempering furnaces with supporting auxiliary systems. This returning heat treat client currently operates twelve SECO/VACUUM furnaces at their various locations throughout North America. They will incorporate the new furnaces as a continuation of their strategic planning to modernize all facilities from atmospheric heat treatment to vacuum processes.
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: SECO/WARWICK
Each of the nine units are front-loading, horizontally configured furnaces with a 36″ x 36″ x 48″ working volume and a 3300 lb. capacity. The Vector® is a single-chamber gas quenching vacuum furnace using high pressure quench (2 to 25 bar) which can be applied to a variety of heat treating processes and applications. These particular Vectors will be used primarily for hardening. Tempering is a process primarily used to increase the toughness of hardened ferrous-alloy parts. The tempering process is typically applied after a hardening process.
Heat treating operations will have to shut down entirely during the modernization changeover. To minimize disruption, SECO/VACUUM will also serve as the general contractor, overseeing the installation of the new furnaces, auxiliary systems, wiring, piping, and ventilation needed prior to commissioning and operator training.
“It is a testament to our commitment to our partner’s success that they not only continue to return for more furnaces, but that they place their trust us in to manage the entire project in order to get them back to serving their customers,” said Piotr Zawistowski, managing director at SECO/VACUUM.
The press release is available in its original form here.
The privilege of unveiling the Heat Treat Today40 Under 40 Class of 2022 comes with the reality that not every one of the nominees could be included in the final count; even though each young, up-and-coming, talented heat treating professional whose name was submitted is making a significant difference in their field.
The individuals pictured are those we acknowledge in 2022 for their contribution to their company, their dedication of service to their customers, and their commitment to pursue skills and knowledge to further contribute to their field.
Caleb Johnson Field Service Manager SECO/VACUUM Technologies LLC
Sergio Luevano Product Manager Nitrex
Sean Rupprecht Mechanical Engineer Gasbarre Thermal Processing Systems
Heat Treat Today will be back next year looking for rising leaders in the 40 Under 40 Class of 2023. We encourage you to consider the talented young professionals in the heat treating sphere, especially in the captive heat treatment industry, who deserve this recognition for their leadership. You can begin the process right now: Click here to nominate a young professional for Summer 2023.
Brazilian commercial heat treater Tecnovacum recently received a vacuum furnace, produced in cooperation between a Polish-based furnace suppler and a Brazilian-based furnace manufacturer.
For the first time in the history of the SECO/WARWICK Group, parent company to North American SECO/VACUUM Technologies, the order was executed in a 50/50 cooperation system – Tecnovacum’s financing plan with an industry development bank stipulated that at least 50% of the equipment production would be in Brazil with Combustol Fornos Ind Com. Ltda, who was the partner for this project.
Maciej Korecki Vice President of the Vacuum Furnace Segment SECO/WARWICK (source: SECO/WARWICK)
The Vector vacuum furnace is the first product that the supplier has provided to Tecnovacum. To implement the government subsidy program, the equipment must have 50% of the production in the territory of Brazil. The furnace was developed in close cooperation with the Brazilian partner – Combustol Fornos Ind Com. Ltda. Cooperation between the two companies has been ongoing for six years in terms of sales, supplies and start-ups of furnaces in Brazil.
"This is an exceptional situation, the first one, but certainly not the last," commented Maciej Korecki, vice-president of the Vacuum Segment of the SECO/WARWICK Group. "Under our supervision and in close cooperation, the Brazilian partner made the casing and the control cabinet in Brazil, and the company was also responsible for the equipment assembly and start-up [. . .] We are glad that we have a partner who is not only able to carry out the assembly, start-up and service of our equipment on site, but also build the entire vacuum furnace in cooperation with us."
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA
Source: secowarwick.com
A new vacuum furnace for a division of the US Department of Defense will bolster its capability to ensure supply chain reliability. The furnace is equipped to handle steel hardening, surface engineering, vacuum annealing, nickel alloy processing, and titanium heat treatment.
As a critical supplier of aerospace components to the US Department of Defense, this division will use the new vacuum oil quenching furnace, provided by SECO/WARWICK, Group, to handle functions of the department’s existing heat treatment furnaces and expand their capabilities. The addition of low pressure carburizing (LPC) and high pressure gas quenching (HPGQ) is new to this location.
“Assuring redundancy in heating needs of this location was critical,” said Piotr Zawistowski, Managing Director of SECO/VACUUM.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: New SECO/WARWICK CEO Speaks Out
In this conversation, Sĺawomir Woźniak recounts his history with SECO/WARWICK. Heat TreatToday publisher and Heat TreatRadio host, Doug Glenn puts the questions to new SECO/WARWICK global CEO, Sĺawomir Woźniak regarding the direction of SECO/WARWICK in North America. Hear what this long-time SECO employee, now CEO, has to say about global manufacturing, technology developments, and the impact of augmented reality (AR) on the heat treat world. The interview took place at the world’s largest heat treating event in Germany, Thermprocess, in late June of this year.
Click the play button below to listen.
Transcript: New SECO/WARWICK CEO Speaks Out
The following transcript has been edited for your reading enjoyment.
In June of 2019, the parent company of SECO/WARWICK Corporation and SECO/VACUUM Technologies, both located in western Pennsylvania, appointed a new CEO at their Poland location. In late June, less than a month after taking the reins, Sĺawomir Woźniak sat down with Heat Treat Todayat Thermprocess in Düsseldorf, Germany, to talk about his vision for the company and specifically what plans he has for North America.
It was very hot in Düsseldorf at the end of June this year, so Mr. Woźniak and I were glad to be inside at the world's largest heat treating event, Thermprocess 2019. The Thermprocess event is held every four years in Düsseldorf, and SECO/WARWICK was there in a major way with one of the largest, if not the largest, displays, and a full-on contingent of people. The global headquarters for SECO/WARWICK is in the sleepy-sized city of Świebodzin, Poland, about halfway between Berlin, Germany, and Warsaw, Poland. Originally, an American company, SECO/WARWICK is now one of the major global players in the heat treat market with manufacturing or sales locations in nearly all major industrial countries, including India, China, Europe, and North America.
Taking the reins of the company is a longtime SECO employee, Sĺawomir Woźniak, or "Slawek" for short. After attempting to pronounce Mr. Woźniak's name, I got the thumbs up and then he gave us the history of his time with SECO.
Slawek: I have been working for SECO/WARWICK for more than 20 years. I started from floor level, being an electrician. When I was in high school, I started working for SECO/WARWICK as an electrician making control panels, wiring equipment, and so on. When I graduated from university, then I started in the service field. At that time, SECO/WARWICK was a quite small organization; this was 1999. I had an opportunity to service vacuum furnaces, atmosphere furnaces, and aluminum processing equipment.
The largest indexing CAB furnace in North America sold to Cold Shot Chillers in Houston TX to conduct in-house furnace brazing of the company’s heat exchangers.
Also, that particular year, SECO/WARWICK transferred know-how for CAB—control aluminum brazing equipment—from SECO/WARWICK Corporation to Poland to send up European market for SECO/WARWICK. It was also a time when I started to be more involved in CAB product line. I was working as a service engineer for the first project SECO/WAWRICK built in Poland for CAB. Gradually, we also had more projects, and we restructured our organization and had a team structure. We created, at that time, what we called the "aluminum team." When we say aluminum, it was aluminum process and control atmosphere brazing equipment for brazing of aluminum heat exchangers.
I held the position of project manager, then again I was moved to service and became a service manager over the team for that particular product line. The more projects we had, the more people we hired for our team. When the team was quite large, we decided to restructure our team there. We separated the aluminum process with control atmosphere brazing equipment as a separate team, and I became the deputy team leader and Piotr Skarbinski was at that time the team leader of aluminum brazing equipment.
In 2010, when SECO/WARWICK decided to open a new joint venture in China, then I moved to China and became a vice general manager over our Chinese operation there. From that time, I started to learn how to really manage a business, complete a P&L, and so on. A year after that in 2011, my former boss left our corporation and I then also became managing director of SECO/WARWICK Retech in China. I managed the company, and in the meantime, I was fortunate to have an opportunity to be involved in our India operation. I had been in charge of the India operation as a residence managing director for a couple of years. Then we created a holding company in Poland, so I also took responsibility as the operational excellence director. I was in charge to transfer some good practices between the companies in our group.
In January 2017, SECO/WARWICK announced that SECO/WARWICK Allied Pvt. Ltd. would be relocating to a new operating facility in Mahape, Navi Mumbai, India.
That led me to a position later on as executive director of Asian operations. Since 2010, I have been more on the operational side, especially for Asia and subsidiaries. We had two companies in Asia at that time; there was an Indian operation and a Chinese operation, and I overlooked both of those companies.
Doug: Slawek went on to describe some of the restructuring and operational improvements that were executed in Asia which brought us up to June 5, 2019, which was a day that Mr. Wozniak's candidacy for the position of CEO of the global company was accepted by SECO/WARWICK'S advisory board.
I next asked Slawek to discuss plans for the North American market.
Slawek: We have a very strong footprint on various locations geographically, and we actually would like to be on every continent but not necessarily with manufacturing. Nowadays, the economic situation for many companies, not only our company, requires them to restructure operations and to focus on the fabrication of the equipment of the location where we can be cost-effective. The location where we still see big opportunities to run the business between the others obviously is America, we would definitely like to have a strong presence, but not necessarily fabrication. We would like to focus more on product development, which is actually what we are still doing, and we will continue concentrating on the vacuum metallurgical equipment which is Retech, services, and aftermarket activities.
Retech has experienced significant growth in the number of sales of vacuum induction nelting (VIM) systems; in 2018, it was most frequently sold product from the whole range of Retech’s vacuum metallurgical equipment.
Today we have three locations, three companies in the US. We have a Retech located in California, a subsidy of SECO/WARWICK Group. We have two companies in Pennsylvania, obviously—SECO/WARWICK Corporation where everything started, the whole story of SECO/WARWICK. Our focus is very strongly on development, on time to run this business, but absolutely I would like to express with 100% confidence that we are not going out of the business in the US. We like to be there. We would even like to build some equipment but not necessarily in-house. This is actually what we do now: we still build equipment in the US in SECO/WARWICK Corporation, some aluminum process equipment, aluminum melting equipment, but we do build our equipment through our subcontractors.
We have a good database of subcontractors. Within the last few years, we were developing the subcontractors because there was a long-term strategy in the back of our heads that we would restructure our operation in the US in SECO/WARWICK Corporation. And that is what happened last year. e decided to shut down in-house manufacturing in SECO/WARWICK Corporation, but we are still in business. We are hiring people. We would like to develop our products. We concentrate mainly on aluminum process and thermal processing equipment. We have good technology and we have good database and customers and we would like to keep a relationship.
We felt that our activities in aftermarket were not that strong, so we are now increasing our activities. This week we made an announcement on the global level that we promoted Robert Szadkowski as vice president for aftermarket, and I assigned Robert to be responsible for the development of the American market for aftermarket. We would like to reinforce our operation there as regards to the services, so we just recently hired a new sale/service person and have sent him to Poland for a couple of weeks for training. We are really looking forward to rebuilding our market position regarding the supplier of goods, rebuilds, services, and spare parts. Obviously, we are keeping in mind that we would like to still continue with the fabrication of the equipment and delivering projects to current customers.
Over the last decade, Poland has become an important base to produce high-quality and state-of-the-art products in Europe.
The second company we have in our group is SVT, SECO/VACUUM Technologies, which is also located in Meadville, Pennsylvania. This company is mainly focused on serving North American customers by providing vacuum furnaces solutions and nitriding furnaces solutions. The furnaces are purely built in Poland and exported to the US or North American market and then delivered by SECO/VACUUM Technologies, and all axillary equipment can be delivered from US market. All of the services, including installing and commissioning, can be purely done by our colleagues from the SECO/VACUUM Technologies.
The companies in Pennsylvania, we will continue with them definitely. We changed our business model, but it is not a downgrade of our operation. We increase our strength in Poland because we want to build more equipment in Poland, and then we send this equipment to the US to compete with other companies which actually round the business in similar model.
Doug: So where is SECO going globally? I asked Slawek to comment.
Slawek: We would like to see our company grow as a leading supplier of heat treat equipment, and we would like to provide a complete solution and added value to our customers. We would like to be recognized on the market as a reputed supplier with very good and strong service. And finally, we would like to continue with our presence on every continent as we already decided to be in India, Asia, and North America. We would also like to double up our business partners, like sales agents in various locations.
Speaking about India, although we closed in-house manufacturing and we do not have full operation in India, we still have a footprint there. We have a good performing small sales and service-oriented company, and we can deliver some equipment from other locations to that plant, even from China where we have manufacturing. We would like to reinforce ourselves in sales and service in various locations, whereas manufacturing, we would like to maintain where it is cost-effective and we can say that we have competence. We can keep our engineering and we can develop our products.
Doug: Slawek comments further on the company's commitment to research and development of new products.
Slawek: SECO/WARWICK grew up from the engineering background, and we are an innovative company. We don't want to just be a follower. We would like to innovate, we would like to create something new on the market. This is why we have to spend a good part of our income on R&D and we are doing it.
Doug: I asked Slawek to comment more on the company's commitment to R&D. Here's what he had to say:
SECO/VACUUM Technologies (SVT)worked with a prominent aerospace equipment manufacturer to bring their low pressure carburizing and hardening work in-house. SVT supplied its signature CaseMaster Evolution® (CMe) dual-chamber vacuum oil quench furnace to improve their lead times and quality objectives.
Slawek: As of today, I can say that we have two R&D centers in our group. One is located in US, mainly for vacuum metallurgical products and the other is located in Europe for other business lines. We are still running our R&D projects. Even at this show, we are presenting two new products: Super IQ and UCM 4D Quench, which is a very nice product. Tomorrow we will have a speech by Dr. Korecki who will present this new idea to the market. I strongly believe that these two products can be very successful, not only in the European market but especially in the US market where the economy is improving and we see a lot of good activities from the US market.
Doug: At Thermprocess, SECO unveiled, among other things, SECO/Lab, which I asked Slawek to comment on.
Slawek: SECO/Lab is a philosophy that we would like to provide to our customers as well and share our experience with our customers. We developed equipment in Poland in our laboratory. As I mentioned, we have three laboratory testing furnaces in California, and I would like to see even more equipment to be installed in the US. Since we don't have manufacturing in the US for vacuum metallurgical equipment, we would like to still convince our customers that our idea know-how is there. We are creating equipment that is designed in the US and made in Europe. We would like to develop even further our R&D presence in US especially for this business segment.
We have a very nice laboratory in Poland, in Świebodzin, our main location in Europe. We can do the testing in our equipment and then also test the samples, like a microstructure. We also have a relationship and even some agreement with universities, so if we cannot do some tests or some research in our laboratory, then we can cooperate with some university and then we can continue our trials with help of universities.
SECO Lens
Doug: I next asked Slawek to say something about what SECO/WARWICK was doing with respect to augmented reality, artificial intelligence, and generally, the Internet of Things.
Slawek: That is a very good question because you can hear about augmented reality or the Internet of Things or Industry 4.0 almost everyday everywhere. This is an area we addressed a long time ago and we are working on some new products. We are about to launch a predictive maintenance product which will be the product which will support our customers and equipment especially, to predict some potential failure of the equipment which can lower the maintenance costs or break-down costs of the equipment. You probably have heard of SECO/Lens, so this is a combination of Microsoft Hololens with augmented reality or you can even operate our equipment using this technology, which can be also a potential future to cope with the shortage of goods, services, talents, or service engineers. Giving such a solution to the customer can be like an extension of a good, experienced service engineer so the operator can go around the furnace and use this SECO/Lens technology to operate the furnace and to maintain or even fix the problem on the furnace, like a maintenance tool. This is under development at the moment, and I believe this is the future.
Doug: As a final question, we tried to get a glimpse of what excites and motivates this new CEO. I put the question to him: When you're lying in bed at night, and you're thinking about the future of SECO/WARWICK, what excites you?
Slawek: I always love the challenge. When I had the opportunity to move to China in 2010, the green field, the new company, take my family—two kids (five years old at the time) and my wife and move to China and live there for a couple of years, that was my first challenge. The second challenge I had was when I took the opportunity to be a nonresident managing director of the Indian operation. I was living in China, flying to India every other week, and that was another challenge. After those two challenges, I would say that to take a challenge to be the CEO of SECO/WARWICK group, you have to just do it, yes?
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To listen to more Heat Treat Radio episodes, click here.
Conventional wisdom says that batch processing is for smaller volumes. Anytime large volumes of 1 million or more parts per year are envisioned, for instance with ferritic nitrocarburizing, the go-to technology is a roller hearth or other continuous systems like rotary retort or mesh belt furnace. In this article, which originally appeared in Heat Treat Today’sJune 2019 Automotive print edition, Mark Hemsath urges end-users and engineers who use, or specify, continuous systems to not undervalue automated batch processing for large volume production.
There are a number of trends in the automotive arena:
More parts are being light-weighted. This means they need more precise and repeatable heat treating.
Parts need to be cheaper and lighter. The trend we see are increased and more sophisticated stampings.
The trend is away from carbonitriding and toward ferritic nitrocarburizing due to less distortion on lighter parts.
Gears and such are smaller and require exact carburizing, minimized quench distortions, and less hard machining.
A deep discussion of all of these is beyond this article, but we will touch on each as we focus on nitrocarburizing for large-volume production.
Batch v. Continuous
What is the difference between a classic “batch” furnace and a classic “continuous” furnace? The answer is material handling. By definition, heat treating is a “batch” operation. In virtually all instances, the product must be brought to temperature and held—or “soaked”—for a specific time. Ferritic nitrocarburizing is no different. This ramp heat, hold, and cool is a “batch”. Thus, virtually all heat treating is batch and only material handling is the difference. The basic difference is that in batch we move the product in its cold state and heat it in one place (batch). In continuous furnaces, we move it while it is heating.
Advances in Material Handling
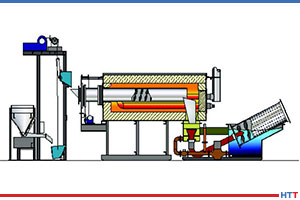
Figure 1: Roller hearth conveyor furnace with heating section, cooling tunnel and after cooling. Note the right angle turn via automatic conveyors to meet space requirements.
Advanced, fully automated, and reliable material handling has made great advances over the last two decades from more recent industries like Amazon, where millions of packages need to be moved through the shipping process, to older industries like heat treating which moves steel parts through furnaces and other equipment. Automation, such as conveyors with self-driven rollers and photo sensors or proximity switches, or robots and automated self-guided vehicles—all coordinated by a PLC—have made material handling more reliable. Manufacturers have a lot of options.
A continuous furnace like a roller convey-or—or “roller hearth”—furnace conveys the product while it is heating (Figures 1, 5 & 8). A mesh belt furnace conveys parts while heating, and a rotary retort furnace (Figure 4) moves parts via a heated rotating barrel to the next process step which is typically cooling or quenching. Moving parts while hot is a challenge, but reliable high volume heat treating is why these furnaces have seen such success over the years. Roller furnaces and rotary retort furnaces are still built and used in a wide variety of industries, and they make sense for a number of reasons. Lower energy use is one main factor.
With robots placing the load, both batch and continuous processes can be fully automated. With such options, batch processing has increased in use.
Automated Batch
Figure 2: The doors have actuators for automatic opening.
A leading manufacturer of heat treating furnaces has implemented the high volume automation approach many times using batch technologies. In 2013, a fully automated batch FNC installation for gears was installed for processing 1 million gears annually.[1] As a result of this success, the customer added more batch furnaces to the line.
The furnaces in Figures 2 and 3 are retort-based nitriding and ferritic nitrocarburizing furnaces. With automatically opening doors, complete PLC control, and automated batch load movement, no humans are needed. A load car operates in both directions for a heavy load of two metric tons or more, allowing furnaces to be placed facing each other.
Automated, High-Volume System Design
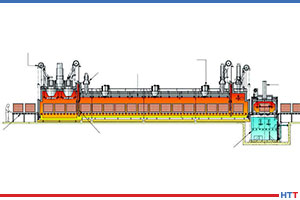
Figure 3: This line consisted of pre-oxidizing ovens on one side to save time in the more expensive FNC furnaces. Cooling stations after heating are also added to reduce time in the batch furnace and make the parts safe for handling.
As mentioned, the company supplied nitrocarburizing technology using its ZeroFlow™ method (Figures 2 and 3) for an automated thermal treatment line for the production of a variety of gears. The line consisted of six large, front-loaded retort-style batch furnaces, a four-chamber vacuum washer, two ovens for pre-activation in air, additional post-cooling of the furnace charges, and an automatic robotic loader/unloader, which ensured charge transport within the system (seen in Figure 3). The automated line also included safety monitoring. System workload dimensions were 32″ wide x 32″ high x 60″ long with a gross workload capacity of 4,400 pounds. Production totaled 2,000 pounds of gears per hour. Good equipment design, retort technology, and use of ZeroFlow control technology resulted in a very successful project.
Cooling the Load and Vacuum Purging
Figure 4: Whirl-Away Quench on a Rotary Retort line for small part efficient quenching/cooling.
There are advantages to continuous furnaces like a conventional roller hearth furnace; however, special options like fast cooling and vacuum purging present challenges to these conventional furnace designs. In batch, this is usually not a problem. Vacuum (and even cooling) is more difficult to attempt in continuous variations due to sealing challenges in the chamber designs. An example of a good solution is the rotary retort furnace shown in Figure 4, which offers single piece quenching where each piece falls into a water or oil quench and is “whirled-away,” a continuous furnace design which works well for small parts with a relatively small footprint. In batch, the whole load needs to be quenched together; this can present challenges that understanding the part needs and configurations can lead the process engineer to different solutions.
In a roller furnace, slow cooling means the furnace gets longer (Figure 1).
Variations in Continuous Batch – Semi-Continuous Processing
Figure 5: Hardening roller conveyor furnace with integral pre-heat and oil quench system
In Figure 6, an automated batch hardening line is shown. In Figure 7, the same process is shown, but with an added pre-heat chamber to allow faster processing via the pre-heat and use the single quench in a more productive manner. An oil quench is an expensive piece of equipment. The cycles are also always much shorter for quenching than heating, so we want to maximize the use of the quench. In a pure batch system, you need one quench per furnace. In the semi-continuous approach, the quench is used more frequently and there is higher productivity per capital dollar invested. In a roller hearth or rotary retort installation, the quench can be properly sized to handle all of the heating production. In an installation using pure batch systems, there might be 3 to 6 quench tanks. In a fully continuous roller furnace, there would be one quench (see Figure 5).
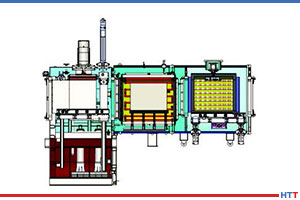
Figure 6: This automated batch line is for low pressure carburizing and vacuum hardening, with oil quench, automated washer, and batch temper furnace. The smart loader makes the cell fully automated.
Case History and Take-Aways
The automated batch system referred to in Figures 2 and 3 went online in 2014 and is currently operating at full capacity, while meeting the stringent requirements of the automotive industry. It achieved the planned production goal of 1 million gears per year with 99% process reliability and 98% equipment availability. The customer previously had a continuous conventional pusher furnace. The new line achieved an 80% reduction in the consumption of ammonia from that consumed using in the pusher furnace to nitrocarburize. Endothermic gas was also eliminated by the supply of a new methanol CO generator as the carbon source in the process.[1]
Figure 7: Triple chamber vacuum hardening line with oil quench and pre-heat chamber. Tray flow is right to left.
The take-away from this successful project is that in order to increase production even more, automated batch systems need to exhibit two factors to compete with a continuous system like a roller hearth furnace. First, the loads need to be optimized and very densely packed. Second, the batch loads need to be larger than the continuous loads. A standard size of 40″ x 40″ x 60″ has since been created which has 50% more volume than the unit in the example above. Making the furnace a bit larger is not that difficult. Additionally, in a recent application, CFC tooling has been utilized to assure more dense loading geometry with much lighter parts, giving reliable rack geometry for a load of 1,000 pieces.
Gas Usage – Benefit Batch
Figure 8: Cooling tunnel and exit of continuous roller hearth furnace for instrument transformer electrical steels annealing.
The biggest advantage of batch furnaces is the lower process gas usage. In continuous furnaces, in order to keep the process safe and clean, pressure must be maintained by flowing a significant volume of gases. With the constant opening of doors during the process and the need to keep operating pressures high enough to prevent air infiltration, atmosphere gas usage is always high. To keep the costs down, gases are typically generated with the use of an endothermic generator (40% Nitrogen, 40% Hydrogen, and 20% CO) or a lean exothermic generator with a low dewpoint. In all instances, the generator is another piece of thermal equipment to maintain and purchase.
Energy Costs – Benefit Continuous
In most instances, batch processing uses more energy—or more expensive energy—such as electricity. Electricity costs can vary tremendously from location to location whereas natural gas prices are more consistent and lower. Batch nitriding furnaces are available in gas-fired heating options at an added capital cost. However, the batch process still uses more energy per pound. If electricity is available at a reasonable rate, then the difference is not as great on a per pound basis. In a recent analysis, it was estimated that an electrically heated batch system came to cost the equivalent of about $0.06 per pound of FNC operating costs, versus $0.03 per pound of FNC operating costs in a continuous gas-fired variation (energy and consumables only).
Summary
Batch or continuous in large volume scenarios is no longer a clear-cut answer. Your heat treating professional and your furnace suppliers should understand this. There are literally dozens of variables that need to be assessed, and only after a careful analysis tailored for each customer can an optimized solution be designed with either batch or continuous furnace solutions.
Notes
1. Hemsath et al, “Nitrocarburizing Gears using the ZeroFlow Method in Large-Volume Production”, Thermal Processing, 10/2015
About the Author: Mark Hemsath is Director of Nitriding and Special Vacuum Furnaces at SECO/VACUUM Technologies, LLC and acting Thermal General Manager at SECO/WARWICK Corp. in Meadville, Pennsylvania. With 30 years of experience in the industrial furnace and heat treat equipment market, he is in charge of all North American atmosphere furnace sales, gas nitriding, and gas carburizing. This article originally appeared in Heat TreatToday’sJune 2019 Automotive print edition and is published here with the author’s permission.
A Dozen Quick Heat TreatNewsItems to Keep You Current
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
Recent changes in leadership at Nucor Corporation include the following: Retired U.S. Army Lieutenant General Nadja Y. West has been elected to join the board of directors, effective immediately. General West retired earlier this year after 37 years with the U.S. Army. In addition, John J. Ferriola will retire as chairman and CEO on December 31, 2019; the board of directors elected Leon J. Topalian to be president and COO, effective September 5, 2019, and to succeed Mr. Ferriola as CEO on January 1, 2020.
StandardAero has acquired Safe Aviation Solutions (including Safe Fuel, Accel, and B&E ACR), formerly the MRO services subsidiary of the B&E Group, which will continue to expand StandardAero’s Components, Helicopters & Accessories (CH&A) division and its portfolio of MRO and component repair services.
Dana Incorporated announced the acquisition of Nordresa Motors, Inc., a prominent integration and application engineering expert for the development and commercialization of electric powertrains for commercial vehicles.
Central Machine & Tool, a manufacturer and global distributor of quick connect/disconnect couplings, castings, clamps and bandings and provider of heat treating, fabrication, machining, and injection molding services, will now be known as PT World Headquarters. The launch of the new branding and signage included employees, staff, and guests. Matt Parrish, president, and Amy Parrish, vice-president of corporate communications, spoke about the new branding and the direction of the Enid, Oklahoma, company.
Allison Transmission Holdings Inc., a global manufacturer of medium- and heavy-duty fully automatic transmissions, announced that it has acquired the assets and certain liabilities of Walker Die Casting located in Lewisburg, Tennessee, and C&R Tool and Engineering located in Muscle Shoals, Alabama. Walker produces aluminum castings and has been a supplier to Allison for 20 years. Allison is committed to continuing the 60-year-old company’s legacy. C&R Tool and Engineering is a leading supplier of metalworking tools for use at Walker and other companies.
Constellium N.V., Amsterdam, announces that it will be the primary supplier of aluminum auto body sheet for the new Mercedes-Benz CLS model, which entered the market in March 2018.
John J. Ferriola, retiring CEO and chairman, Nucor Corporation
Equipment Chatter
A company operating in the nuclear sector recently purchased an advanced heat treatment vacuum furnace with a maximum temperature of 2408°F (1320°C) from TAV Vacuum Furnaces Spa.
A prominent aerospace equipment manufacturer is working with SECO/VACUUM Technologies (SVT) to bring the company’s low pressure carburizing and hardening work in-house. SVT will be supplying a CaseMaster Evolution® (CMe) dual-chamber vacuum oil quench furnace.
An electrically heated heavy-duty Ferris wheel batch oven has been shipped to a company in the aerospace industry by Wisconsin Oven Corporation. This Ferris wheel oven will be used to cure epoxy resins & varnishes on assorted aerospace parts. In addition, Wisconsin Oven shipped a natural gas-fired conveyor oven to the automation industry, which will be used to cure a resin formed mat.
Primetals Technologies will build a combined aluminum hot rolling mill for the production of heavy plate and strip for BaoWu Aluminium Technology Ltd., which is part of BaoWu Iron and Steel Group Co., Ltd, the highest-profile steel producer in China. The new rolling mill will be built in Sanmenxia, in the Henan province, and have an annual production capacity of 300,000 metric tons.
Kudos Chatter
Onex, Inc., recently received a plant visit from Pennsylvania State Representative Lee James. Talks surrounded the need for skilled labor in manufacturing and the valuable careers available at Onex and in the industry.
Thermal-Vac Technology is proud to be included on Inc. magazine’s prestigious Inc. 5000 list for 2019. Inc. 5000 lists the fastest-growing private companies in the United States. Thermal-Vac has grown 64 percent in the last three years. “We are excited to have our team’s hard work recognized by Inc. magazine,” CEO Heather Falcone said. “As a service business, we only grow by delivering what we promise. I think everyone at Thermal-Vac can be proud of what we’ve built.”
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
Tracy Dougherty has been named Vice President of Sales at AFC-Holcroft. Dougherty has been with AFC-Holcroft since 2008 and served in several sales-related roles, most recently as the company’s Sales Manager. As Vice President of Sales, Dougherty will now have a number of added responsibilities, including overseeing the company’s activities in Europe.
Retech Systems, which has been manufacturing vacuum melting systems in Northern California, will transition much of the manufacturing and assembly to facilities in Świebodzin, Poland. All of the future work done at the SECO/Warwick facilities in Poland will be per the established Retech standards with the focus on maintaining all expectations associated with the Retech brand. The Ukiah office will be downsized and will retain engineers, technical directors, technologists, and service staff. Retech’s unique R&D Center will continue to be built up, maintaining a west coast office along with the recently opened east coast office in Buffalo, NY.
Philip Wrisley, Project Manager at Plibrico‘s Salem, Ohio, office, is the recipient of an API STD 936 Refractory Personnel Certification from the American Petroleum Institute (API). This internationally recognized certification verifies Wrisley’s knowledge of API Refractory Installation Quality Control Guidelines for field-testing of monolithic refractory materials, as well as best practices in the installation and repair of refractory linings.
A new 57,500 square foot building dedicated to vacuum furnace manufacturing is under construction at Solar Manufacturing‘s campus in Sellersville, Pennsylvania. As can be seen in the photo below, the four bridge cranes are in place, the full plant and office roof is complete, and much of the concrete floor poured.
A thermal technology company recently announced the opening of its new sales and operations office in Norway. Chromalox, based in Pittsburgh, Pennsylvania, manufactures process heating and heat tracing products.
A global leader in aluminum rolling and recycling recently announced an expansion at the company’s Pindamonhangaba, Brazil, plant. This $175 million investment of its flagship facility in South America will bolster Novelis‘s capacity with 100 kilotonnes of additional rolling production and 60 kilotonnes of increased recycling and bring total capacity of the Pindamonhangaba facility to approximately 680 kilotonnes per year of aluminum sheet and 450 kilotonnes annually of recycled metal.
Nucor Corporation has announced that it is acquiring Corporacion POK, S.A. de C.V. (POK), a fully integrated precision castings company with a facility in Guadalajara, Mexico. POK produces complex castings and precision machined products used by the oil and gas, mining and sugar processing industries.
A new automotive structures facility opened in Zilina, Slovakia, dedicated to the production of aluminum crash management systems and body structure components. Constellium‘s 5,200 square meter facility in Zilina features advanced technologies for forming, machining, welding, and heat-treating aluminum automotive components, along with a state-of-the-art quality lab to ensure products meet customer specifications. Constellium plans to expand its facility to 15,000 square meters by mid-2019.
Construction underway for Solar Manufacturing\’s new building. at Sellersville, PA.
Equipment Chatter
A Japanese manufacturer of precision tool steels components recently commissioned a precision vacuum furnace system from SECO/WARWICK. This specialized system reduces energy consumption through power optimization and cycle time reduction, customized to work within the tight physical space limitations.
In addition, an American manufacturer which produces transportation components recently ordered a new precision gas nitriding furnace with ZeroFlow® from SECO/VACUUM (SVT), a SECO/WARWICK Group company.
L&L Special Furnace Co., Inc., has supplied a custom designed and manufactured oil quench tank to a metal stamping manufacturer in the Midwest. The quench tank is specifically used to quench metal stamping dies that are heated to 1,550°F.
Advanced Heat Treat Corp recently posted to Facebook a video of the installation of one of three new nitriding vessels delivered to the company’s MidPort Blvd location as part of an ongoing building expansion.
An international heat treating equipment manufacturer with a location in California, JGEF Furnace, recently sold 6 furnaces to a Japanese heat treating company. Four nitriding horizontal furnaces are front-loading and designed specifically for precision gas nitriding in a retort style with vacuum purge, and two tempering horizontal furnaces are designed to temper workloads after hardening.
SECO VACUUM sells gas nitriding furnace with ZeroFlow®.
L&L Special Furnace Co., Inc., delivers oil quench tank.
AHT installs new intriding equipment
JGEF Furnace ships 6 furnaces to Japanese manufacturer.
Kudos Chatter
Hydro Extruded Solutions Hoogezand B.V. (Netherlands), which produces aluminum profiles as well as anodized and painted components, has become the first aluminum extrusion company to be certified with ASI’s Performance Standard for environmental, social and governance performance.
SECO/WARWICK was recently awarded the Honorary Badge for Meritorious Performance in the area of innovation in a badge award ceremony held at the Royal Castle as part of the celebrations of the 100-year anniversary of the Patent Office and industrial property protection system in Poland. The badge, given to entities and organizations having outstanding achievements in their pro-development activities, was received by Bartosz Klinowski, Managing Director (Europe), Member of the Management Board of SECO/WARWICK.
Hydro Extruded Solutions Hoogezand B.V. certified by ASI.
SECO/WARWICK awarded the Honorary Badge for Meritorious Performance.
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com.
15 Quick Heat Treat News Items to Keep You Current
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
AFC-Holcroft has announced the addition of Daniel Hill as the newest member of their sales team. Hill will be based out of the company’s headquarters in Wixom, Michigan, focusing on key account management as well as new lead generation. Hill will report to Tracy Dougherty, Sales Manager at AFC-Holcroft.
Solar Atmospheres’ CEO, Roger A. Jones, was awarded the distinguished honor of ASM Fellow (FASM) at the ASM Awards Dinner on Tuesday, October 16, 2018. According to ASM, “The honor of Fellow represents recognition of distinguished contributions in the field of materials science and engineering, and develops a broadly based forum for technical and professional leaders to serve as advisors to the Society.” Roger’s citation reads: “For advancing production vacuum thermal processes and procedures for large and heavy assemblies utilizing state of the art vacuum furnaces, for the enhancement of the overall heat treating industry.”
A company that specializes in automated manufacturing solutions for automotive manufacturers among other industries, Innovative Automation, has acquired Tridan International, which supplies machinery for the production of heat exchangers, evaporators and condensers commonly used in manufacturing. This acquisition includes all ongoing operations of the company from their 88,000 square foot facility in Danville, IL.
StandardAero, the world’s largest independent Pratt & Whitney Canada PT6A Designated Overhaul Facility (DOF) with Distribution rights, has recently inducted the first five PT6A-68 engines at its Summerside facility on Prince Edward Island, Canada. StandardAero has provided full-service support for the PT6A-68 since 2013 but is now in the process of transferring its support of the engine model to its Summerside facility, as part of the company’s Center of Excellence (COE) activity, announced in May 2018.
Caterpillar, Inc, has announced that a closed South Carolina casting facility will house its new $13.5 million, 103,000-square-foot building in Hodges where it will produce specialty castings for various engines and transmissions in Caterpillar’s line of products.
Schenck Process, which engages in the design, manufacture, and supply of applied measuring and process technology, announced the acquisition of Process Components Ltd, a UK based designer and manufacturer of powder processing and handling equipment, components and spare parts, and its subsidiaries.
Braidy Industries and its subsidiary Veloxint recently announced five new executive appointments. Julio Ramirez will take on the position of Chief Financial Officer at Braidy. At Veloxint, Major General Kevin McNeely (Ret.) joins as Chief Operations Officer; Dr. Phoebe Kwan will take on the role of Chief Commercial Officer; Dr. Judson “Jud” Marte will be Vice President of Product Development; and John Gaspervich joins Veloxint as Executive Vice President of Manufacturing.
AFC-Holcroft adds Daniel Hill to their sales team.
Roger Jones awarded with ASM fellowship.
StandardAero inducts PT6A-68 engines/
Caterpillar expands with 103,000-square-foot building in Hodges, SC.
Equipment Chatter
A forced air recirculating oven was supplied by Lucifer Furnaces to a manufacturer of medical & aerospace parts and will be used to heat treat 17-4 stainless steel.
A tool and die manufacturer recently expanded its in-house heat treat capabilities with a Vector® furnace, one of the SECO/VACUUM (a SECO/WARWICK Group company) flagship vacuum furnaces. The purchase process included validation tests of tooling dies in a similar nearby furnace with positive results. The furnace being delivered is a horizontal, front-loading Vector furnace with a capacity of 2,650 lbs.
A leading provider of metal additive manufacturing (AM) solutions recently announced that a prominent Southeast Asian aerospace parts manufacturer has purchased a dual-purpose Electron Beam Additive Manufacturing (EBAM®) and EB Welding System. Sciaky, Inc., a subsidiary of Phillips Service Industries, Inc. (PSI), provided the one-of-a-kind hybrid machine to be customized with special controls to switch from 3D printing to welding in a quick and easy process. The manufacturer will utilize the system to 3D print metal structures, as well as weld dissimilar materials and refractory alloys for these structures and other aerospace parts.
Four Gruenberg explosion resistant Class “A” truck-in-ovens were shipped to the pharmaceutical industry by Thermal Product Solutions. The pharmaceutical ovens are rated for Class A operation to handle processing solvents per the NFPA 86 specifications.
A continuous mesh belt conveyor furnace was shipped by Lindberg/MPH to the computer market. This conveyor furnace is configured for soldering process applications, provides a heating and cooling process environment under a nitrogen/hydrogen blended atmosphere, and will be heated to the customer’s specified temperature (maximum of 1000°C).
A leading supplier of the automobile industry received shipment of a natural gas-fired two zone conveyor oven from Wisconsin Oven Corporation. The conveyor oven will be used for stress relieving automotive springs and has the design capacity to heat approximately 11,000 pounds of springs per hour. The overall work chamber dimensions of this stress relieving oven are 11’3” wide x 24’3” long x 14’0” high. The maximum operating temperature is 650°C (1202° F) with guaranteed temperature uniformity of ±5°C at set points of 520°C (968° F) and 570° C (1058° F) to ensure the conveyor oven meets the CQI-9, 3rd edition process Table E for stress relieving/annealing.
Lucifer Furnaces supplies forced air recirculating oven
SECO/VACUUM installs a Vector® furnace.
Sciaky Inc delivers dual-purpose EBAM® and EB Welding System.
Thermal Product Solutions ships four Gruenberg Explosion Resistant Class “A” truck-in-ovens
Lindberg/MPH ships continuous mesh belt conveyor furnace
Wisconsin Oven Corporation delivers natural gas-fired two zone conveyor oven from
Kudos Chatter
In 2019, AGMA will expand upon the legacy and success of Gear Expo, launching the Motion + Power Technology Expo (MPT Expo). The new show will continue its focus on gears and mechanical power transmission while adding fluid power and electric drive exhibitors to provide all power transmission options to our attendees
eldec LLC recently unveiled a new website for manufacturing professionals who use induction heating, brazing, shrink fitting, pre-heating for laser welding, or annealing in their manufacturing processes. The new site provides updates on company and product information, trade shows, and manufacturing and equipment maintenance tips. It can be accessed at www.inductionheatingexperts.com.
Heat Treat Todayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com.
A Baker’s Dozen Quick Heat Treat News Items to Keep You Current
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
John Hubbard, P.E., has been awarded the 2018 Distinguished Alumni of the year award from Cleveland State University’s Washkewicz College of Engineering, which has provided a tradition of high-quality undergraduate and graduate education in engineering and engineering technology. Hubbard recently joined Calvert Street to form Thermal Process Holdings to create a new North American heat treating group.
Paulo is pleased to announce the promotion of two employees to new roles in the company. Scott Herzing, a 20-year company veteran who most recently was Manager of Project Engineering, will take over as Vice President of Engineering. And Jessica Sickmeier, who had been Director of Human Resources Development, has been promoted to Vice President of Human Resources.
Contour Hardening, based in Indianapolis, Indiana, is proud to announce the appointment of Ben Crawford as its new CEO and President. The appointment, which became official on July 30, 2018, follows the recent passing of Contour Hardening’s founder, CEO and President, John Storm.
The National Tooling and Machining Association, based in Cleveland, Ohio, has announced the appointment of Dean Bartles, PhD, as their new president, succeeding Dave Tilstone, who is retiring after serving as president since 2010. Bartles brings almost four decades of experience in the manufacturing sector, most recently as the director of the John Olson Advanced Manufacturing Center at the University of New Hampshire (Durham, NH). Previously, Bartles served as a president of the Society of Manufacturing Engineers, president of the North American Manufacturing Research Institute, founding executive director of the Digital Manufacturing & Design Innovation Institute, and founding chairman of the Smart Manufacturing Leadership Coalition.
Kristopher R. Westbrooks was recently named as executive vice president and chief financial officer to succeed current CFO Christopher J. Holding at TimkenSteel Corp., based in Canton, Ohio. Westbrooks joined the company in this new role on September 24, 2018.
Jim Feltner, vice president of sales and marketing with FPM Heat Treating, in Elk Grove Village, Illinois, was recently honored with an Entrepreneurial Excellence Award from the Daily Herald Business Ledger, nominated by Tom Merrick.
Scott Herzing joins Paulo.
Jessica Sickmeier joins Paulo.
Ben Crawford, new CEO and President of Contour Hardening
NTMA new president Dean Bartles, Ph.D.
Kristopher R. Westbrooks, executive vice president and chief financial officer, TimkenSteel Corp
Jim Feltner of FPM Heat Treating honored with Entrepreneurial Excellence Award.
Equipment Chatter
A Warrington, PA, furnace manufacturer recently delivered a large dual chamber unit to a metal stamping manufacturer in the Midwest. Lucifer Furnaces built Model HL82-P24, a hardening furnace over tempering oven, as a space-saving combination for multipurpose heat treating. The upper hardening chamber heats to 2300°F with 6.5” multilayer insulation throughout the chamber.
A vacuum furnace heat exchanger cleaning process has been developed by Souderton, PA, company Solar Atmospheres, involving a 12-hour soak submerged in a suitable tub using a water base cleaning agent. Recirculated forced water jets wash out the accumulated dirt from deep inside the heat exchanger. It is then pressure washed and blown dry with nitrogen gas. The heat exchanger is cleaned to an as new condition and then returned to the user.
A global manufacturer recently purchased a second vacuum furnace from SECO/VACUUM, a SECO/WARWICK company, for its US-based manufacturing operations. This second furnace, a vacuum temper furnace for tempering and stress relieving metal parts, is part of the company’s new US-based manufacturing expansion and becomes a centerpiece in a new processing line for the company.
An electrically heated annealing furnace was recently shipped to a firearms manufacturer to be used for annealing an assortment of brass and bronze firearm caps. Wisconsin Oven Corporation provided this conveyor furnace with a maximum temperature rating of 1,400° F (760° C) and a normal operating temperature of 572° to 1,202° F (300° to 650° C).
Lucifer Furnaces LLC recently delivered a large dual chamber unit to a metal stamping manufacturer.
A vacuum furnace heat exchanger cleaning process has been developed by Souderton, PA, company Solar Atmospheres, involving a 12-hour soak submerged in a suitable tub using a water base cleaning agent.
A global manufacturer recently purchased a second vacuum furnace from SECO/VACUUM, a SECO/WARWICK company, for its US-based manufacturing operations.
Wisconsin Oven Corporation recently shipped an electrically heated annealing furnace to a firearms manufacturer.
Kudos Chatter
On 24 September, at the Grand Gala of the Business Leader 2018, SECO/WARWICK was awarded for the second time the statuette in recognition of the company’s strong market position. Katarzyna Sawka, Marketing Director of SECO/WARWICK Group, collected the award on behalf of the Company. “Business Leader” is the award that recognizes the best companies in Western Poland who conduct their business in a transparent and honest manner and their success is a regional trademark.
Pelican Wire was named Manufacturer of the Year in the Small Business category at the 2018 Manufacturers Association of Florida “MAF Exchange” conference and awards banquet. Selected from over fifty nominees spanning numerous industries and cities throughout the State of Florida, Pelican Wire also received this award in 2014.
Ohio Star Forge, a steel firm with heat treating, cold roll forming, and CNC machining capabilities, recently held a ribbon cutting for its expansion and celebrated its 30th anniversary at the company’s location in Youngstown, Ohio. Ohio Star Forge was originally a joint venture of Copperweld Steel and Japanese company Daido Steel.
Katarzyna Sawka, Global Group Marketing Director SECO/WARWICK, received the Innovation Leader Award on behalf of the company.
Pelican Wire was named Manufacturer of the Year.
Ohio Star Forge recently held ribbon cutting for its expansion and celebrated its 30th anniversary.
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com.