Welcome to Heat Treat Today's This Week in Heat TreatSocial Media: The Christmas Edition. With so much content available on the web, especially during Christmas, it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So before you head off to celebrate with friends and family, Heat Treat Today is sharing some great Christmas-themed heat treat news from the different social media outlets!
"Tinsel, the thin sparkling strands we drape over Christmas trees, first appeared in Germany around 1610 and was originally thin strips of material extruded from real silver. According to WiseGeek.com, silver looked good but tarnished quickly and was soon replaced by other sparkly metals. Tinsel was first placed on Christmas trees to accentuate the glow of lit candles, and only the wealthiest people could afford entire garlands.
"Advances in manufacturing eventually resulted in cheaper aluminum-based tinsel, and by the early 20th century most consumers could afford tinsel garlands, as well as individual pieces of tinsel known as icicles. By the 1950s, the use of tinsel garlands and icicles nearly overshadowed the use of Christmas lights." (Thomasnet.com)
2. Christmas Chatter
Chestnuts roasting on an open fire? Sounds like a safety hazard. Check out what people are chatting about this holiday season.
3. Light Up the Night
What do you get when you mix candles with combustion?
Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
ELVIAL S.A.,a large aluminum extrusion company in Greece, has purchased an aluminum extruder furnace to meet needs created by their plant's expansion and increasing manufacturing capacity.
"This additional NX-815 E furnace [. . .] will help increase the production of building materials by the company," says Marcin Stokłosa, project manager at Nitrex. "The first furnace has been operational since 2016."
The NX-815 E is a retort furnace used for extrusion. It operates with NX connect software, and uses the NITREG-C (nitrocarburizing) and NITREG (gas nitriding) technologies for dies extrusion. The order also included a lifting device. All processes for this furnace are compliant to AMS 2759/10.
An ELVIAL representative cited good equipment, technology and service to explain why ELVIAL chose to do business with the supplier this second time.
Looking for Endothermic generators? See listings for equipment and services in the Heat Treat Buyers Guide
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 20 news bites that will help you stay up-to-date on all thing heat treat.
Equipment Chatter
A leading Chinese aviation company began cooperating with SECO/WARWICK, placing an order for a Vector® vacuum furnace for carburizing and gas quenching. The furnace will be used for the manufacturer of hydraulic pump components and other machinery.
Tenova Italimpianti, a technologies and equipment supplier for industrial furnace providers, recently received a contract from Metalloinvest for the reconstruction of the Heating Furnace 2 in the second rolling unit of Alexey Ugarov OEMK, in Russia.
Tenova LOI Thermprocess has received an order from Wuhan Iron & Steel Co. Ltd. (WISCO) in Wuhan, China for the installation of a continuous quench for the efficient cooling of thin steel plates.
SECO/WARWICK vacuum furnace goes to China
Tenova to revamp OEMK heating furnace for Metalloinvest
Personnel/Company Chatter
Nitrex’s Aurora commercial heat treat facility is now in the hot testing phase of its newly installed low-pressure carburizing (LPC) and vacuum system, which is expected to start production in September.
Can-Eng Furnaces International Ltd. welcomed Johan Vargas to its Mechanical Engineering team.
Mike Stowe, senior energy engineer at Advanced Energy, recently won an ACEEE Champion of Energy Efficiency in Industry award in the industrial leadership category.
Selas Heat Technology Co. announced that Burner Design and Controls(BDC) of Hazelwood, Mo. has joined their network of manufacturers’ representatives. BDC will be handling Selas burners, valves, mixers, and control components serving customers in Missouri, Kansas, Iowa, and Southern Illinois.
The Industrial Heating Equipment Association (IHEA) recently gathered for its annual meeting in St. Pete Beach, FL, where the National Board of Directors and Executive Officers met in person. The leading Board of Directors consisted of both continuing and new members. Scott Bishop of Alabama Power –Southern Company serves as president; Jeff Valuck of Surface Combustion, Inc. as vice president; Brian Kelly of Honeywell Thermal Solutions as treasurer and Michael Stowe of Advanced Energy serves as past president. Jason Safarz returns to the IHEA Board of Directors as a regional sales manager at Karl Dungs, Inc. Jeff Rafter, vice president of sales and marketing with Selas Heat Technology Co., joins the IHEA Board of Directors this year. Continuing their service for 2021–2022: Gary Berwick, Dry Coolers; Alberto Cantu, Nutec Bickley; Bob Fincken, Super Systems, Inc.; Doug Glenn, ; Francis Liebens, SOLO Swiss Group; John Podach, Fostoria Infrared; and John Stanley, Karl Dungs, Inc.
The Industrial Heating Equipment Association (IHEA) acknowledges their current committee chairpersons on the IHEA Committees and Divisions: Government Relations Committee led by Jeff Valuck, Surface Combustion, Inc.; Safety Standards and Codes Committee led by Kevin Carlisle, Karl Dungs, Inc.; Education Committee led by Brian Kelly, Honeywell Thermal Solutions; Marketing Communication & Membership Committee led by Erik Klingerman, Industrial Heating The Infrared Division is chaired by Scott Bishop, Alabama Power – Southern Company; and the Induction Division is chaired by Michael Stowe, Advanced Energy.
Alvis Eimuss, head of Customer Support at CENOS, presented the company’s most recent software, CENOS Induction Heating simulation software’s version 3.0 at a webinar titled, “Webinar: CENOS 3.0 release”.
Mike Stowe at Advanced Energy, ACEEE Champion of Energy Efficiency in Industry
Continuing their service for 2021–2022: Gary Berwick, Dry Coolers; Alberto Cantu, Nutec Bickley; Bob Fincken, Super Systems, Inc.; Doug Glenn, Heat Treat Today ; Francis Liebens, SOLO Swiss Group; John Podach, Fostoria Infrared; and John Stanley, Karl Dungs, Inc.
Johan Vargas, Mechanical Engineering at Can-Eng Furnaces International Ltd.
Expansion at Nitrex Aurora heat treat facility
Kudos Chatter
Braddock Metallurgical announced that they achieved the renewal of Nadcap accreditation at their Bridgewater, Boynton Beach, and Jacksonville locations. Additionally, Braddock Metallurgical earned the special Nadcap recognition of Merit.
Solar Atmospheres – Souderton, PA announces that it has been awarded Nadcap 24-month Merit status for heat treating, brazing and carburizing.
Metallurgical Processing, Inc. in New Britain, CT has achieved two-year Merit status with PRI/Nadcap with 10 checklists ranging from Aluminum, Ion Nitride, Vacuum Furnace Brazing and Carburize among others.
The Bodycote team in Berlin, CT completed a three-day Nadcap audit for electron beam welding, maintaining their Merit status for a further two years.
Bodycote teams at Silao, Romulus, and Canton Haggerty were awarded the Supplier Quality Excellence Award from General Motors for their work in 2020.
Isostatic Pressing Services, LLC successfully completed the PRI evaluation process, becoming Nadcap certified for various criteria including AC7102/6 and AC7102/8 Rev A among others.
Thermal-Vac Technology has been nominated and asked to take part in the Orange County Business Journal’s celebration of the 22nd annual Family-Owned Business Award.
Allied Mineral Products of Columbus, Ohio celebrates its 60th anniversary in August 2021.
SECO/WARWICK, a Polish company with American roots, was awarded a prize at the USA-Central Eastern Europe Investment Summit & Awards, one of the key events summing up the economic partnership between the U.S. and the Central Eastern European region. The award for the Most Successful Expansion was accepted by Sławomir Wozniak, the president of SECO/WARWICK Group
The European Steel Technology Platform (ESTEP) reconfirmed Roberto Pancaldi, Tenova CEO, as member of the Board of Directors in the position of vice president. Enrico Malfa, Tenova R&D Director, was appointed member of the Clean Steel Partnership’s Board at ESTEP
Source: Braddock Metallurgical on LinkedIn
Solar Atmospheres – Souderton, Pa. announces Nadcap Merit status
Nadcap accreditation with Merit status for Bodycote’s Berlin, Ct. facility
Source: Thermal-Vac Technology on LinkedIn
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
TSUBAKI NAKASHIMA (TN),an international manufacturer of industrial precision balls, ball screws, rollers, cages, and sheet metal parts recently upgraded their endothermic generator. The generator will now be able to giveprecise regulation of the gas mixing ratio, reduce pollutant emissions, and remove the necessity to manually correct settings on a day-to-day basis.
UPC-Marathon helps TN retrofit an endothermic generator
TN received the EndoInjector™ from UPC-Marathon, a division of Nitrex. The upgraded system provides automated regulation of the efficiency and composition of the endothermic protective atmosphere, which aided in lowering operating costs. TN will also have more control over dew point measuring with UPC-Marathon's AtmoSense™ system.
"[T]he precise regulation of the gas mixing ratio," Zbigniew Terelak, shift manager at Hartownia TN Polska Sp. z o.o comments, "[...] allows for precise regulation of the efficiency [of the mixture] even with a small demand for the endoatmosphere and it constantly ensures the optimal composition of the mixture for its production, improving the efficiency of the device and extending its life."
Looking for Endothermic generators? See listings for products in the Heat Treat Buyers Guide
What's the future of ferritic nitrocarburizing and how does it compare to other hardening processes? When it comes to metal hardening, there are many variations on central processes, including recent innovations in how to apply hardening processes.
This Technical Tuesday brings you a quick overview of how hardness technologies differ, specifically nitriding and FNC, and how certain heat treaters have developed these specific hardness technologies.
Understanding the Various Hardening Processes
If you want to know the future, the best you can do is understand the past and present. Let’s begin with looking at the most common hardening processing methods. Here are a few excerpts from “Elevate Your Knowledge: 5 Need-to-Know Case Hardening Processes” by Mike Harrison, engineering manager of Industrial Furnace Systems Division at Gasbarre Thermal Processing Systems:
Read more about these 5 processes in Mike Harrison's article. Click to read.
Carburizing: “Gas carburizing is a process where carbon is added to the material’s surface. The process is typically performed between 1550-1750°F, with carburizing times commonly between 2-8 hours [this spec is disputed, and times may run up to 24 hours]; of course, these values can vary depending on the material, process, and equipment. The most common atmosphere used for atmosphere gas carburizing is endothermic gas with additions of either natural gas or propane to increase the carbon potential of the furnace atmosphere.”
Nitriding: “Gas nitriding is a process where nitrogen is added to the material surface. The process is typically performed between 925-1050°F; cycle times can be quite long as the diffusion of the nitrogen is slow at these temperatures, with nitriding times typically ranging from 16 – 96 hours or more depending on the material and case depth required. Nitriding can be performed in either a single or two-stage process and has the potential to produce two types of case, the first being a nitrogen-rich compound layer (or “white layer”) at the surface that is extremely hard and wear-resistant but also very brittle.”
Carbonitriding: “Despite its name, carbonitriding is more closely related to carburizing than it is to nitriding. Carbonitriding is a process where both carbon and nitrogen are added to the material surface. This process is typically performed in a range of 1450-1600°F [this spec is disputed, and temperatures may go up to 1650°F] and generally produces a shallower case depth than carburizing.”
Ferritic Nitrocarburizing (FNC): “In the author’s opinion, just like with carbonitriding, ferritic nitrocarburizing (FNC) is named incorrectly as it is more closely related to nitriding than it is with carburizing. FNC is a process that is still mostly nitrogen-based but with a slight carbon addition as well. The added carbon helps promote compound layer formation, particularly in plain carbon and low alloy steels that do not contain significant nitride-forming alloys. This process is typically performed in a range of 1025-1125°F with cycle times much shorter than nitriding, typically 1-4 hours.”
Low Pressure Carburizing (LPC): “Low-pressure carburizing (LPC), or vacuum carburizing, is a variation of carburizing performed in a vacuum furnace. Instead of the atmospheres mentioned previously, a partial pressure of hydrocarbon gas (such as acetylene or propane) is used that directly dissociates at the part surface to provide carbon for diffusion. After LPC, the workload is transferred to a quench system that could use oil or high-pressure gas, typically nitrogen.”
Nitriding
Learn more about the basics of hardening at Heat Treat Radio. Click to listen,
Gas nitriding, a process over 100 years old, is a hardening process that involves diffusing nitrogen into the surface of steel to create a hard, wear-resistant case. Among many benefits, the part will have enhanced fatigue properties, anti-galling properties under load, and a resistance to softening at elevated temperature. This makes it an excellent choice for the aerospace industry.
There is some recent history regarding problems related to the “white layer”. In a typical microstructure, the “white layer” is a nitrogen-rich surface layer and the diffusion layer exists beneath it.1 It is essential that the surface layer be controlled to avoid an overly brittle part. Mark Hemsath the vice president of Sales – Americas for Nitrex Heat Treating Services, elaborated on this in a Heat TreatRadioepisode:
"Doug Glenn: I assume, with all the modern day technology and whatnot, we're able to control that white layer and/or depth of nitriding layer through your process controls and things of that sort."
"Mark Hemsath: Yes. Nitriding has been around a long time, but one of the problems that they had was controlling the white layer. Because they basically would just subject it to ammonia and you kind of got what you got. Then they learned that if you diluted it, you could control it. That's with gas nitriding. Then plasma nitriding came around and plasma nitriding is a low nitriding potential process. What that means is it does not tend to want to create white layer as much. It's much easier to control when the process itself is not prone to creating a lot of white layer, unlike gas. Now, in the last 10 – 15 years, people have gotten really good at controlling ammonia concentrations. They've really learned to understand that."
"ZeroFlow nitriding is ammonia-based gas nitriding," commented Dr.Maciej Korecki, PhD Eng., vice president of the Vacuum Furnace Segment at SECO/WARWICK Group. "It is distinguished by the fact that the nitrogen potential is controlled by introducing the right portion of ammonia at the right time and only ammonia, instead of a continuous flow of a mixture of ammonia and diluent gas."
"Consequently, the ZeroFlow method uses the minimum amount of ammonia needed to achieve the required nitrogen potential and replenish the nitrogen in the atmosphere, taking into account the situation where no ammonia is supplied to the furnace at all, no flow, hence the suggestive name of the solution," he continued. "Using ammonia alone in the nitriding process, we are dealing with a stoichiometric reaction (as opposed to some traditional methods), that is, one that is uniquely defined and predictable based on the monitoring of a single component of the atmosphere. Therefore, the ZeroFlow process controls very precisely through the analyzer only one gas, obtaining an improvement in the quality and repeatability of the results compared to various traditional methods."
According to Dr. Korecki, the process is about going back to the basics of nitriding: "The inventor of the method is Prof. Leszek Maldzinski of the Poznan University of Technology, who developed the theoretical basis and confirmed it with research. Then, more than 10 years ago, a partnership between SECO/WARWICK and the Poznan University of Technology initiated a project to develop and build the first industrial furnace designed to perform the ZeroFlow nitriding processes. The furnace was launched at SECO/WARWICK's research and development department (SECO/LAB®), where the method has been implemented and validated on dozens of industrial-scale processes."
Ferritic Nitrocarburizing
This nitrogen-based process can produce a deeper compound layer than nitriding, which is great for industrial machinery applications where this deep layer is needed for increased wear resistance and the critical strengthening of a deep case depth is not essential.
FNC has gone through a technical evolution with different heat treaters in the industry developing their own unique applications with method in mind. We'll look at two recent examples: AHT's Super Ultra Ox and Bodycote's Corr-I-Dur.
Edward Rolinski Senior Scientist Advanced Heat Treat, Corp. (Source: https://www.ahtcorp.com/)
According to experts at Advanced Heat Treat Corp. (AHT), Edward Rolinski (Dr. "Glow"), Jeff Machcinski, Vasko Popovski and Mikel Woods, "Thermochemical surface engineering of ferrous alloys has become a very important part of manufacturing. Specifically, nitriding and nitrocarburizing (FNC) processes are used since their low temperature allows for treatment of finished components. They are applied to enhance the tribological and corrosion properties of component surfaces.2 In many situations, nitriding replaces carburizing even if the nitrided layer is not as thick.3 A post-oxidizing step, applied at the end of FNC, leads to significant enhancement of corrosion properties by formation of a magnetite layer (Fe3O4).
"AHT’s newly developed process, UltraOx® Hyper, results in superior wear and corrosion resistance and allows for good control of the parts’ blackness. The latter is very important when the treatment is used for firearms. While the parts’ corrosion resistance improves with nitriding alone, the additional steps in UltraOx® Hyper significantly extend corrosion resistance. AHT is committed to achieving its customers’ desired metallurgical and cosmetic results through R&D and investing in state-of-the-art equipment. These innovations allow for flexibility in these areas."
In recent news, wave energy pioneer CorPower Ocean will be using Bodycote's thermochemical treatment, Corr-I-Dur®, for CorPower’s high-efficiency WECs. Image Source: www.waterpowermagazine.com
From Bodycote, they say that their proprietary Bodycote thermochemical treatment “Corr-I-Dur® is a combination of various low temperature thermochemical process steps, mainly gaseous nitrocarburising and oxidising.”
They explain, "In the process, a boundary layer consisting of three zones is produced. The diffusion layer forms the transition to the substrate and consists of interstitially dissolved nitrogen and nitride precipitations which increase the hardness and the fatigue strength of the component. Towards the surface it is followed by the compound layer, a carbonitride mainly of the hexagonal epsilon phase. The Fe3O4 iron oxide (magnetite) in the outer zone takes the effect of a passive layer comparable to the chromium-oxides on corrosion resistant steels.
"Due to the less metallic character of oxide and compound layer and the high hardness abrasion, adhesion and seizing wear can be distinctly reduced. Corr-I-Dur® has very little effect on distortion and dimensional changes of components compared to higher temperature case hardening processes."
How to Implement?
We’ve seen a lot of development in way of nitriding and ferritic nitrocarburizing (FNC), but for many heat treaters, you inherit specific processes and traditions of accomplishing heat treatment and do not have the chance to understand how to implement each process. Read the full 21 point comparative resource at FNC vs. Nitriding
Conclusion
The more informed you are, the better decisions you can make. For example, knowing these recent developments in metal treating and hardening is sure to help you decide whether to shift directions in how you company process parts for electric vehicles, or if you are ready to expand your offerings for your aerospace clients. It is clear that each of these processes have a future all-their-own. It’s up to you to decide whether that future should be yours, too.
For more information on the basics of hardness, listen to the what, why, and how of hardening with Mark Hemsath, an expert on metal hardness and vice president of Sales – Americas for Nitrex Heat Treating Services, on this Heat TreatRadio episode with Doug Glenn, publisher of Heat TreatToday. You can also review the resources below that were referenced in today’s article.
2 “Thermochemical Surface Engineering of Steels”, Woodhead Publishing Series in Metals and Surface Engineering: Number 62, Ed. Eric J. Mittemeijer and Marcel A. J. Somers, Elsevier, 2015, pp.1-769.
3 J. Senatorski, et. al, Tribology of Nitrided and Nitrocarburized Steels”, ASM Handbook Vol 18, Friction, Lubrication and Wear Technology, ed. G. Totten ASM International, 2017, pp. 638-652.
Senatorski, J. Tacikowski, E. Rolinski and S. Lampman, “Tribology of Nitrided and Nitrocarburized Steels”, ASM Handbook Vol 18, Friction, Lubrication and Wear Technology, ed. G. Totten ASM International, 2017.
“Thermochemical Surface Engineering of Steels”, Woodhead Publishing Series in Metals and Surface Engineering: Number 62, Ed. Eric J. Mittemeijer and Marcel A. J. Somers, Elsevier, 2015, pp.1-769.
In the past, the topic of parts cleaning was not one that garnered much attention in the heat treating industry, but today, things have changed. Interest in parts cleaning is at an all-time high and that makes the need for parts cleaning discussion of vital importance in all types of heat treatment processes.
Heat TreatToday wanted to discover why parts washing is such an important step in the heat treat process and about its growing value, so we contacted respected industry experts for an in-depth analysis of the growing popularity of this important step in heat treating.
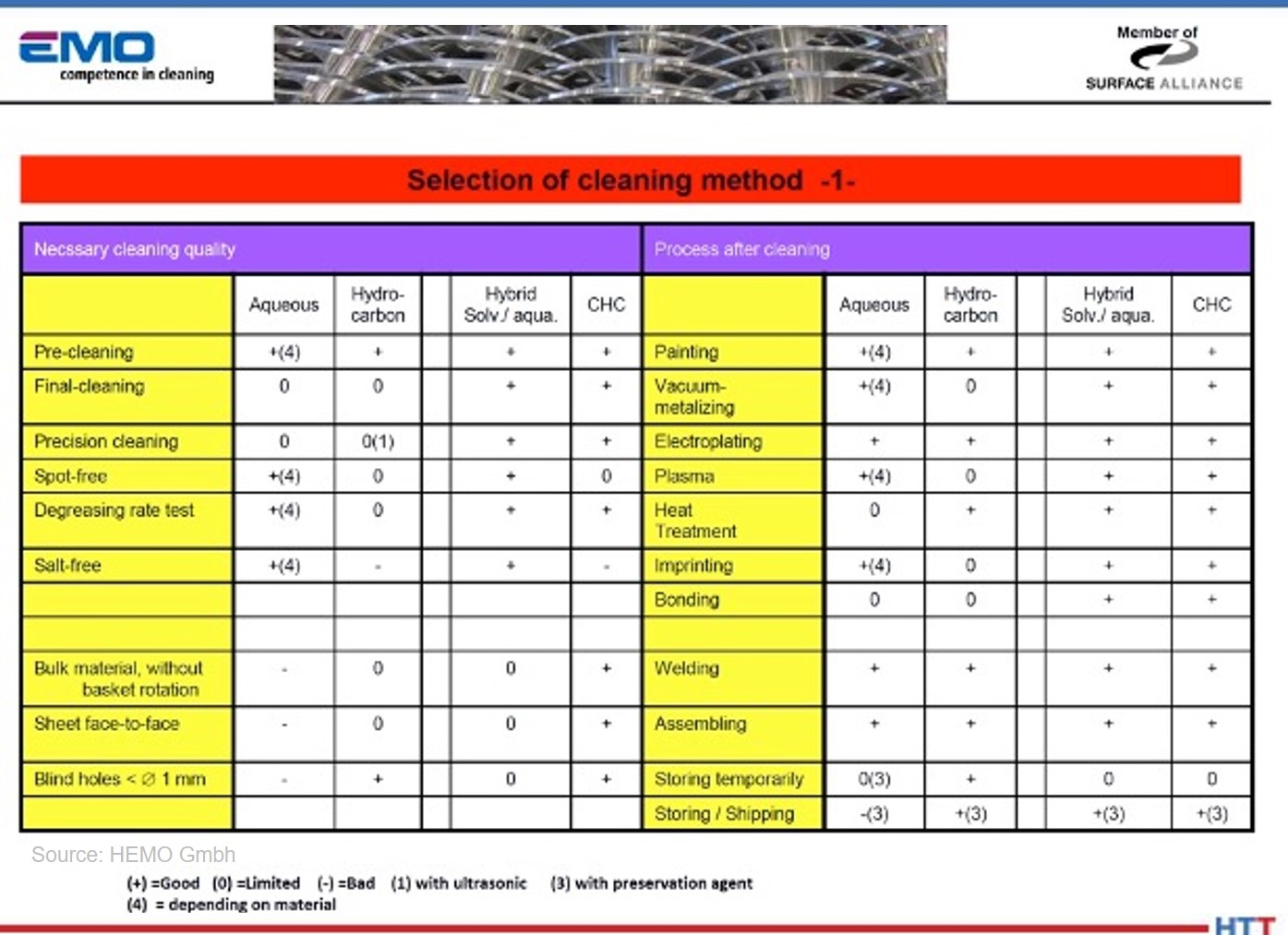
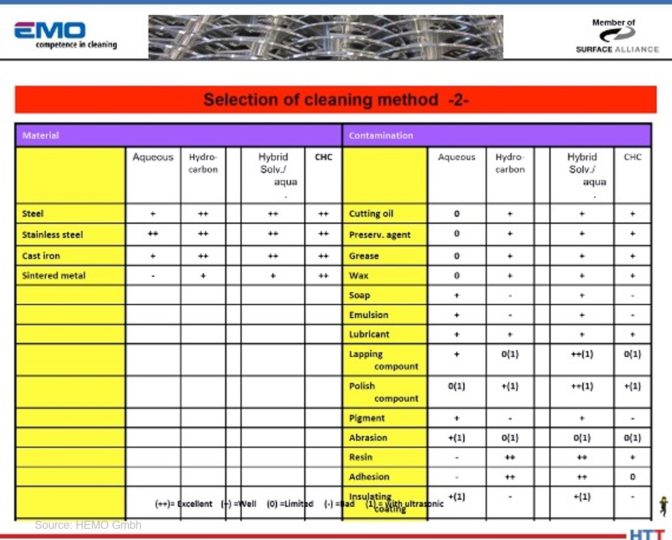
The following experts contributed to this analysis: Fred Hamizadeh, American Axle & Manufacturing (AAM); MarkHemsath, NitrexHeatTreating Services (HTS); TylerWheeler, Ecoclean; Experts at Lindberg/MPH; Andreas Fritz, HEMO GmbH; Richard Ott, LINAMAR GEAR; and Professor Rick Sisson, Center for Heat Treating Excellence (CHTE) at Worchester Polytechnic Institute (WPI).
Heat TreatToday asked 13 questions regarding parts washing and encouraged the experts to answer as many as they wished. The following article is a compilation of their experienced insight.
What role does parts cleaning play in the heat treat process and component quality? What is the cost or consequence for heat treating when cleaning is not done correctly? Any anecdotes you can share with us?
Fred Hamizadeh Director of Heat Treat & Facilities Process American Axle & Manufacturing
Fred Hamizadeh, the director of Heat Treat & Facilities Process at American Axle & Manufacturing (AAM), says, “As a captive heat treater (supplying parts that are used in a final assembly), cleanliness of parts is of paramount importance to the longevity and durability of the final product. Parts that are completely unclean prior to heat treating can cause non-uniform case; and uncleaned parts after quenching can cause a multitude of issues, from failure in post-heat treat operations to higher cost of tooling due to contaminated surface, to fi res in temper furnaces from burn-off of the remnant oils on the surface of parts.”
Mark Hemsath Vice President of Sales, Americas Nitrex Heat Treating Services
MarkHemsath, the vice president of Sales, Americas, at Nitrex Heat Treating Services replies, “For many surface engineering treatments like gas nitriding and ferritic nitrocarburizing, surface cleanliness is very important. Various oils and organic substances can impede—selectively or broadly—diffusion and surface activity. Some surface contaminants will bake on or ‘varnish’. Some can be removed with slow heating and purging or vacuum, or even surface activation, but it is not a reliable science. Either way, by positively cleaning them beforehand, problems are avoided. The issues occur when the composition and/or concentration of surface contaminants are not well known or preannounced. Pre-washing and cleaning take time, cost money, and must be studied and discussed with customers prior to any start of production. When parts are promised ‘clean', but arrive coated in an unknown rust preventative or cutting/forming oils, they need to be cleaned.”
Tyler Wheeler Product Line Manager Ecoclean
Ecoclean’sTyler Wheeler, a product line manager, shares, “Cleaning plays a critical role that will directly affect the success of the heat treating process. While sometimes looked at as a nonvalue-added process, the consequences of not cleaning correctly are many and can be costly. Depending on the method of heat treating, quality issues may range from staining, discoloration, inconsistent properties, and even damage severe enough to scrap entire batches. Not only are there consequences for the workpieces themselves, but these problems may extend to damaging the heat treating equipment itself, leading to downtime and expensive repairs.”
The experts at Lindberg/MPH report there are several benefits to cleaning parts prior to any heat treating. They say: “By washing the parts prior to heat treating, it assures that the furnace chamber will remain conditioned and free from vapors, resins, binders, or solvents that could attack the refractory lining or heating elements and cause pre-mature failure of those items.”
What about the cost or consequences when the cleaning is not done correctly? “Washing parts prior to any thermal process, removes any layer of machine or cutting oils etc., which can be baked on and require additional and costly processes such as grit blasting, machining, or grinding to remove the unwanted layer on the surface of the parts.”
The Lindberg/MPH experts had an interesting anecdote to share about the importance of parts cleaning: “A customer was using a simple spray washer to clean small sun gears with an inner spline. The parts were to be carburized afterwards. The spray washer didn’t remove the machine oil used in the broaching process. During the carburizing process, the machine oil acted as a shield and didn’t allow the carbon to penetrate the ID properly, thus causing part failure on the gears. Afterwards, a dunk washer with heated water and a dry-off was purchased to clean the parts.”
Andreas Fritz CEO HEMO GmbH
Andreas Fritz, CEO at HEMO GmbH, explains, “Cleaning has always played a role in heat treatment. The question was always, ‘How clean is enough to keep the cleaning process as cheap as possible?’ Nowadays, especially in LPC or nitriding processes, the cleaning quality is at least equal to the hardening quality, because heat treaters understand that these processes belong together. There are no good hardening results without good cleaning quality.”
Additionally, Fritz continues, “a cleaned surface lowers the risk of defective goods after heat treatment by helping to provide a very good hardening depth and compound layer.”
Fritz shares a company-altering anecdote: “In the mid-1990s, we sold the first machine to a Bosch automotive supplier which had a captive heat treatment department. They delivered the cleaned and then hardened goods to Bosch, and their QM sent the goods back stating they were not hardened.
“Our customer asked if they checked the hardening quality, and Bosch replied: no, because the parts were not black; therefore, coming to the conclusion that they had simply forgotten to harden them. The supplier invited them to see that the parts were cleaned in a new way with a solvent-based cleaning machine under full vacuum. Since they came out spot-free after cleaning, there was no oil left, which formerly cracked on the surface and left the black color. The result was that for a couple of years, Bosch wrote on drawings that the parts had to be HEMO-cleaned before hardening. This was our start in the heat treatment industry and today, we make 50% of our annual turnover there.”
LINAMAR GEAR’s Richard Ott, a senior process engineer, offers his perspective, “Pre-cleaning and post-washing are very important because all parts coming into our plant can’t have any contamination on them. After heat treating, all parts are washed and blown off before temper.”
Historically, cleaning has not received the attention it deserves in the heat treat process. Have you seen any positive changes in perception among heat treaters in recent years?
Wheeler of Ecoclean addresses the perception of value: “Historically, the cleaning process has been looked at as a non-value-added necessity of manufacturing. However, this attitude is becoming a thing of the past for companies who invest in a quality cleaning process. As of late, customers have placed a greater focus on their cleaning processes both before and after heat treating as quality and production demands continue to increase. A proper cleaning process can eliminate scrap, increase uptime, and lead to a better-quality product for the end customer, which may translate into additional orders. When considering the holistic benefits of a proper and robust clean process, the old mentality is starting to change.”
The experts at Lindberg/MPH reply, “For many years washing parts before or after heat treating was considered an optional process and often bypassed. Today, most commercial and captive heat treaters are using parts cleaning as a necessity, particularly in the growing vacuum heat treating sector, where any contamination is detrimental to the hot zone and pumping systems.”
HEMO’s Fritz explains, “Commercial heat treaters specifically, changed their minds very early because they saw the chance to cover the various cleanliness demands of all hardening methods and processes with one single cleaning system. The hybrid cleaning system which made it possible to clean with solvent or with water or in combination in the same machine, made it possible for them to ensure hardening quality for any incoming good, no matter which residue was on it.
“They were able to cut down costs by using only one cleaning system and by increasing the income per ton due to increased quality and less defective parts.
“The captive heat treaters changed when they sent parts outside to commercial heat treaters while they did annual maintenance or when they didn’t have enough of their own capacity. The returned parts were of much better quality; and they started introducing this kind of cleaning system as well.”
Hemsath of Nitrex agrees about rising standards: “Similar to other areas of heat treatment, OEMs continue to raise their standards for part cleanliness. Sometimes these standards are rooted in functional requirements such as minimizing the number of foreign particles in a closed system in the finished product and other times the requirements are purely aesthetic. In either case, the result is that, in recent years, heat treaters have been required to devote more resources to improve their cleaning processes proactively during the quoting/process design stages, or reactively as a result of non-conformance. Many commercial heat treaters have come to understand that evaluating the cleaning needs of a part and implementing a robust cleaning process before production begins results in a better customer experience as well as improved long-term profitability.”
AAM’s Hamizadeh concurs with a positive change in perception: “Yes! As automotive industry reliability demands are increased, more and more attention is placed on all aspects of cleanliness, which includes heat treat washers.”
Ott, of LINAMAR GEAR, shares evidence of the rise in parts cleaning importance, saying, “Yes, our washers are checked twice a day for concentration and cleanliness.”
How can heat treaters determine their cleaning needs?
Rick Sisson George F. Fuller Professor and Director of the Center for Heating Excellence (CHTE) Worchester Polytechnic Institute
RickSisson, the George F. Fuller Professor and director of the Center for Heating Excellence (CHTE) at Worchester Polytechnic Institute (WPI), explains, “The incoming materials should be carefully examined visually to identify the type and quantity of surface contamination. Look for heavy oil, light oil, cutting fluids and/or rust, and scales. The cleaning process should be selected to remove the type of surface contamination identified. In general, a cleaning process should be included prior to heat treating to ensure a predictable response to the heat treating or surface modification process.”
Sisson continues, “The heat treater must confer with their customer to determine the post-heat treat cleaning requirements. If the part will be ground or machined after heat treat, then post-heat treat cleaning is not required. However, if the part is ready to be shipped, then the appearance is important. For medical applications, any discoloration may be a cause for rejection. The surface finish may be important and should be discussed with the customer.
“The pre-heat treat cleaning requirements are determined by the effects of cleanliness on the heat treat performance. For surface treating, a dirty surface may affect the carburization or nitriding performance. Nitriding is very sensitive to the surface cleanliness. A fingerprint can inhibit the nitrogen uptake and result in soft spots. Carburizing is less sensitive to oils and grease, but corrosion products may inhibit the surface reactions and cause soft spots. However, it is best practice to examine the preheat treat parts and clean away the oils and grease. Corrosion products (aka rust) and cutting fluids ensure a uniform response to the heat treating process,” Sisson concludes.
Hamizadeh of AAM states, “Most customers should have a specification. Start by reviewing the provided prints and follow up with the final customer to determine if parts are further washed with dedicated process washers prior to installation in the final product.”
He concludes, “Nevertheless, heat treaters must provide a part which is clean, uniform in color, and free of quench oil on surfaces and cavities. Parts must also not exhibit any markings from oxidized quench oil (tiger stripes), either.”
“We are in-house heat treaters. Our customers require spotless parts and if they’re not, then we need to clean them,” explains Ott of LINAMAR GEAR.
Fritz from HEMO shares his perspective: “Heat treaters usually have their own labs to check the hardening quality. If the quality is not stable, the cleaning could be the reason. Additionally, they could send parts outside to be cleaned in a different way. Then do the hardening in their shop to see if there is a difference. In most cases, their customers tell them if the quality is not good. We are then the ones to offer our experience and take them to the next level.”
Ecoclean’s Wheeler describes their process in determining cleaning needs: “When determining the needs of a cleaning system, it is essential to understand the incoming contaminants on the part. In addition, one needs to understand which upstream manufacturing processes were used, the requirements of the heat-treating process, and which type of heat-treating process is being used. Not all cleaning systems are created equally, and not all approaches work in every scenario. For example, phosphate-coated parts coming from a stamping process will require a different cleaning system than a machined part. Working together closely with your cleaning equipment supplier is the best way to ensure that the best cleaning process is implemented for your specific application.”
How do the requirements for cleaning differ between pre- and post-heat treating?
The experts at Lindberg/MPH explain: “Pre-washing parts ahead of heat treating is needed to remove any oils or solvents that can remain on the parts. Also, some parts can hold wash water and some residue that can be carried into the furnace, and those must be blown-off or dried before the next operation.”
They continue: “Post-washing parts, particularly after oil quenching, is needed to remove any oil that might be trapped—parts such as pistons, valves, and gears with recessed areas. Most of those batch washers are fitted with a dunk or oscillation feature where the load is completely submerged, then drained and dried before moving to the tempering process. For many years, a single washer was used for both pre- and post-washing, but that practice has largely stopped.”
Nitrex’s Hemsath states, “When oil quenching in vacuum oil quench furnaces or standard integral quench furnaces, the oil is known, and it must be removed prior to temper operations. Quench oils are often difficult to remove completely, especially in hot oil quenching applications. Tempering can help with further removal of the oils, or it can make the situation worse by baking on quench oil residues into tough, difficult-to-remove deposits. With post-cleaning, the contaminants are well known, and they do not impede the heat treatment or surface engineering.” Hemsath continues, “Contaminants on the part’s pre-heat treatment must be removed for vacuum furnace operations to protect the equipment and prevent carbon pickup on the parts. Pre-contaminants must also be removed to help with processes such as gas nitriding, FNC, and low-pressure carburizing (LPC). Since LPC is a vacuum process, precleaning is more critical than with gas atmosphere carburizing, where the hot hydrogen gas can be effective at assisting with pre-cleaning of parts. However, even in atmosphere heat treating, minimizing the number of foreign substances entering the furnace on each part will help ensure a more consistent process and extend quench oil life.”
Wheeler of Ecoclean states, “Different goals and objectives drive the requirements of the pre-and post-heat treat cleaning systems. A pre-heat treat cleaning process aims to remove all contaminants produced by the upstream manufacturing process that could negatively affect the heat treating process. Without a proper pre-cleaning process, the heat treating may not be effective, parts could be damaged, and even the heat treating equipment itself could face damage. The goal of the post-heat treat cleaning system is to ensure that the final product meets the quality demands of the customer or end-use application. The needs of these systems may be driven by strict specifications which limit the number of allowable particulates and even the maximum size of each particle.”
Hamizadeh of AAM agrees that the processes are in no way similar. He says, “Drastically different. Pre-wash is intended to clean the product from any upstream contaminants, cutting fluids to provide a clean, uniform surface for process. Additionally, pre-wash is used to protect the heat treat equipment from contamination from oils and chemicals, which will have an adverse effect on lining or internal alloy components of the furnaces.”
He further explains, “Post-washers are historically built to remove the bulk quench oil from the part. However, it is more common that parts have irregular shapes, hidden holes, and geometries that make it difficult to remove trapped oils.”
“In the case of pre-cleaning, we make a difference between organic and inorganic residues,” Fritz of HEMO contends. “An old chemical says, ‘Similar dissolves similar.’ Hence, it is important to identify the residues of parts before pre-cleaning.”
He continues, “Water-based coolant should be cleaned with water and detergent because solvent would leave white spots caused by salts.”
“Oil is organic and should be removed by solvents like hydrocarbon or modified alcohol because water and oil are not a good mixture,” explains Fritz. “Anybody who first cleans an oily pan before a glass in the same bath knows that. Sometimes the parts have both kinds of residues on them due to several production processes before heat treatment. Then a hybrid cleaning machine is the perfect solution, because it first takes away the organics with solvent and then the inorganic spots with water.”
He concludes, “In the case of post-cleaning, we mainly talk about cleaning after oil quenching. In this case, water is the worst solution because the cleaning quality is not good, and the amount of wastewater is immense. A pure solvent machine is the best option for this scenario.”
How does cleaning differ between commercial heat treat shops and in-house/captive heat treat departments?
Sisson of CHTE describes the difference this way: “The need for cleaning remains the same. Captive heat treaters will have the benefit of heat treating the same parts over time and should document the contamination identified and the cleaning methods used. Frequently the parts will be coming from a machining or surface finishing operation. A discussion with the machine shop will identify the contamination.
“Commercial shops will see a wide variety of parts and should develop an incoming materials evaluation process to determine the type and extent of surface contamination. As part of this incoming material evaluation process a cleaning process should be specified for each incoming part. The process to remove grease and oil is different from corrosion products.”
How clean is clean anyway? How can one determine cleanliness? How can heat treaters identify the right cleaning method for their applications? What should they pay attention to?
“Specifications based on design and final function of the part will determine the cleanliness requirement,” Hamizadeh of AAM points out. “It is imperative to determine the cleanliness requirements prior to processing the parts. This could be surface chemical, oil contamination, or particulate allowed on part in terms of grams allowed per part or number of particles of determined size per part. Pay attention to customer contractual requirements based on RFQ or part print, or customer specs as stated in part drawings.”
“When answering this question, we need to ask ourselves: ‘What is the end goal of the cleaning process and what contaminants am I removing?’” Wheeler of Ecoclean begins. “Not all contaminants are created equally, nor will they successfully be removed using the same approach. The types of equipment, process steps, machine parameters, and chemicals used for cleaning need to be chosen carefully to ensure a successful and robust process.”
He explains: “Cleaning prior to heat treating is focused on preparing the parts for a successful heat treat, which means we need a surface free of oils, coolants, and particulates. In addition to the cleaning aspect, it is also crucial to sufficiently dry the parts before treating them to prevent damage during the heat treating process. A simple test to check for cleanliness prior to heat treat is to perform a ‘water break test,’ where clean water is rinsed across the surface with a goal of seeing a continuous film of water running across the whole part without being interrupted. A more scientific approach involves measuring the surface energy of the piece by using a contact angle measurement tool or Dyne pens.”
Wheeler clarifies: “When asking how clean the parts need to be post-heat treatment, there may be drastic differences based on customer quality requirements and the end-use of the workpiece. These requirements can range from simple visual cleanliness checks to strict maximum residual particle size limitations. The evaluation for conformity to these high-end specifications will require the use of multiple pieces of lab equipment, including expensive particle measuring and counting microscopes.” CHTE’s Sisson illustrates, “As we have seen in old movies, the butler wears white gloves and after rubbing the surface any contamination can be seen. There is a limited number of types of surface contamination for heat treaters to identify: heavy oils, light oils, cutting fluids, and corrosion products (rust and scales). Knowledge of the part history will help identify the contamination and therefore the cleaning method.
“The largest impact will be on nitriding and ferritic nitrocarburizing (FNC) processes. Surface contamination inhibits the absorption of nitrogen by interfering with the decomposition of ammonia on the steel surface. Even the grease from fingerprints can cause soft spots,” he concludes.
HEMO’s Fritz shares, “Clean can be visually clean or when you wipe a cleaned part or when a part is not dirty after the hardening process because it was cleaned well before.”
In determining cleanliness, Fritz continues, “Optically, for example, use an ink pen that shows the surface tension. A high surface tension shows a well cleaned surface.”
And finally, identifying the right cleaning method and focus: “First thing is to always identify the residues which are on the parts. If this is identified the cleaning process can be selected accordingly.”
What might be the impact for furnaces if components are not cleaned thoroughly?
Fritz of HEMO answers, “The residues vaporize and crack on the furnace walls. The walls then must be stained new in short intervals. This can be prevented by using a better cleaning system.”
“Heat treating oily parts will cause the oils to burn and fill the room with smoke and oil vapors. These gases and the smoke will deposit in the furnace and reduce performance and furnace life,” shares Sisson of CHTE.
The experts at Lindberg/MPH explain, “For many years unwashed parts were placed in tempering furnaces to burn-off the machine oils rather than washing. Over time, all that machine oil saturated the furnace brickwork or coated the heating elements, which had to be replaced much sooner than needed. Today, due to some environmental issues, that ‘smokebomb’ has become a problem, and the washer has become a sound solution and a proven benefit.”
AAM’s Hamizadeh says, “I’ve seen carburizing furnaces become contaminated with chemicals from prewash. They glazed the hard refractory into a glass and caused adhesion between silicon carbide rails and alloy base trays.” He continues: “We’ve also seen excessive smoking from temper progress to an occasional, but rare fire in a temper furnace or a more probable fire in exhaust ducts due to oil film build up.”
What cleaning options are available? What are their pros and cons?
“Traditional batch or continuous spray washers with or without dunk is an absolute minimum,” states Hamizadeh of AAM. “Other equipment such as Aichelin’s Flexiclean Vacuum washer can do a fabulous job without the use of solvents. Today—as a minimum—prewash systems should have a 3-tank system of wash, rinse & rinse, and blowoff. Post-washers should have 4-stages: 2-wash, followed by 2-rinse, and blowoff dry stage. Conventional washers are very cost-effective. Newer technology washers, with the use of advanced skimmers, multistage filtration, and ultrasonics to get the best agitation possible, will improve the capability of the machine. Dedicated and custom designed line washers perform the best, but also cost the most.”
HEMO’s Fritz shares, “I think the inline water-based dip and spray cleaners with hot air or vacuum drying are still fine for 50% of all applications in heat treatment. Anything else would be too expensive and simply not necessary. But for higher demands, more sophisticated systems are necessary. There you find top or front-loading full vacuum machines which can run water with detergent, solvents, or both.”
“For most washers, added features such as skimmers, oil traps, and dual-can type filters are very popular,” point out Lindberg/MPH experts. “These options help in keeping the washing media cleaner and free from loose metal, chips, and free carbon. The cost of these items is minimal compared to dumping several hundred gallons of water and many chemicals on a regular basis.”
They conclude, “Most washers, especially those fitted with the dunk features, are built with stainless steel tanks and all structures that are submerged in the washing solution. The extra cost for stainless steel far outweighs the cost of replacing a mild steel-lined tank or coated tank, which both have a much shorter life than the stainless-steel units.”
Apart from technical cleanliness, are there other aspects that heat treaters should consider in their choice of the right cleaning solution? Do certain materials demand specific cleaning precautions? What cleaning methods will be particularly suited to specific types of soils?
LINAMAR GEAR’S Ott says, “Washer chemistry that will remove oil and other surface contaminants and possibly leave a protective coating on the parts may be worth developing, so that flash rusting will not occur before the tempering operation.”
AAM’s Hamizadeh explains, “For specific parts and materials, specific washers with specific chemicals are needed. All parts should be compared to detergents used, temperatures, and agitation/spray pressures they can endure.”
“They should consider the quality of the final product,” Fritz of HEMO details. “They should consider environmental issues like wastewater, amount of detergent, heating energy, etc. They should consider cycle time and the degree of cleanliness required. Altogether it will lead them to a total cost of operation consideration, and they will find out that a high investment doesn’t mean higher operating cost over the lifetime of the equipment.”
He shares that “Copper and aluminum, especially, must be handled with care when selecting a way of cleaning.”
What common issues do heat treaters experience in the cleaning process? And how can these be avoided?
Nitrex’s Hemsath explains, “There are various methods for cleaning from vapor degreasing to ultrasonic methods. Each has benefits and negatives, such as environmental impact issues or cleaning of various contaminants completely. Another issue is part orientation and cost of parts handling. Continuous small parts cleaning can allow better part orientation, say, for cylinders. However, the labor content adds to costs for individual parts placement. No operation, especially commercial heat treat operations, can have all the cleaning options. It is not uncommon to hand-clean parts that are difficult to clean in a batch or continuous processes. The biggest problem is not knowing what the exact contaminants are.”
“Complex part geometries and pack density of the load are common load issues that are faced. Regular maintenance of washers—filters, skimmers, titration practices to maintain chemical balance—will all affect their performance. A regimented SPC and quality control specification should be required to ensure all work is completed and signed off by appropriate quality team members,” states Hamizadeh of AAM.
Fritz of HEMO cautions, “The biggest issue is the white layer or spots on the parts which result from inorganic residues. They pollute their water-based cleaning media with oil and other organics and then the media is not strong enough to additionally clean off the inorganics. This can cause soft spots on the surface after the hardening process. “The second big thing,” he says, “is that the cleaning quality is decreasing with every cycle. In a solvent machine with a good distillation device, you always have a constant quality.”
Have you noticed any changing requirements or expectations in terms of cleaning quality for heat treat processes over the last 5 years?
Hamizadeh of AAM answers affirmatively, “Yes. Tighter specs for amount of carry over oil or oil residue on parts.”
HEMO’s Fritz concurs, “The requirements change because the industry is changing. We go to electric vehicles, which means we need to harden new kinds of parts that are made of new kinds of materials, alloys, and composites. This means a modification of the hardening and of the cleaning process.”
Ott from LINAMAR GEAR has noticed, “Parts are compared to vacuum heat treat, so the cleanliness is very important, especially in automotive.”
What challenges do you think will confront heat treaters in the next 5 years, specifically regarding parts cleaning? Where do you see trends heading?
“Electric drive units will require a reexamination of the part washing and available technologies. It’s going to become more difficult. Not easier,” believes AAM’s Hamizadeh.
Fritz of HEMO predicts, “The main challenge will be to stay alive. With the rise of the electric car, fewer parts will be heat treated. Heat treaters must offer the best possible quality for reasonable prices in order to survive. This is not possible with the old way of cleaning.” He sees trends “. . . still going to vacuum. LPC is very strong and will be increasing. Additionally, gas and plasma nitriding will increase. Especially in those cases, a clean surface is the only way to have a reliable hardening process with consistent quality.”
Fritz concludes, “The other trend is small batches. That is the reason why we redesigned our small cleaning machines to also be able to survive in the heat treatment environment.”
“Totally clean parts,” is the challenge Ott of LINAMAR GEAR sees.
How can heat treaters balance the need for component cleanliness and cost-effectiveness for their operation?
Ecoclean’s Wheeler maintains, “When searching for the balance between cleanliness and cost, defining what costs are genuinely associated with cleaning is essential. Some of these costs may be obvious, while others may not be so clear at first glance. In too many instances, the actual lifecycle costs of owning and operating a cleaning system are not taken into consideration as the main focus is instead the upfront investment of the machine itself.
Utility costs, chemical usage, waste disposal, and maintenance are only some of the expenses that will add up over the life of a piece of equipment which may significantly impact its cost-effectiveness over an alternative solution. One example in this instance is using a vacuum solvent cleaning system over an aqueous-based machine. While the solvent system will typically come with a higher upfront purchase price, it is generally more cost effective to own in the long run when compared to the water-based system.”
Wheeler continues, “The other question that one should ask when deciding on how much to spend on a cleaning system is what the cost of purchasing the wrong system is. How much will be spent on scrapped parts, repairing damaged heat treating equipment, and downtime caused by the improper cleaning of parts? These may not always seem obvious upfront, yet they are actual costs that every manufacturer may face. While there is no one-size-fits-all approach for every company, it is essential to consider all obvious and hidden costs associated with the cleaning process when looking for the balance between price and quality.”
“For captive heat treaters,” Hemsath of Nitrex answers, “their contaminant stream is much better understood, and a solution can be custom engineered to provide repeatable results. For commercial heat treat facilities, cleaning operations have to satisfy many part sizes, orientations, and a multitude of contaminations that are often not well understood. So, the cleaning operation must be a process that gets most of the contaminants on most of the parts. Good communication with the part maker is essential to prevent problems, especially in long-term programs where the same parts are heat treated for many years.”
“They must do a total cost of operation examination of their whole process in order to find the right system,” encourages Fritz of HEMO.
These experts have spoken and offered much valuable insight into the world of parts cleaning. No longer can this process be viewed as “a non-value-added necessity of manufacturing,” as Tyler Wheeler of Ecoclean observed. Today, parts cleaning is proving to be an important component for success in heat treating.
For more information, contact the experts:
Fred Hamizadeh, Director of Heat Treat & Facilities Process, American Axle & Manufacturing, Fred.Hamizadeh@aam.com
Mark Hemsath, Vice President of Sales, Americas, Nitrex Heat Treating Services, mark.hemsath@nitrex.com
How well do you know hardness processing? Can you draw the line where nitriding and ferritic nitrocarburizing (FNC) differ? In this Technical Tuesday feature, skim this straight forward data that has been assembled from information provided by four heat treat experts: Jason Orosz and Mark Hemsath at Nitrex, Thomas Wingens at WINGENS LLC – International Industry Consultancy, and Dan Herring, The Heat Treat Doctor at The HERRING GROUP, Inc.
Let us know what you think! What is the next comparison you'd like to see? What facts were you surprised by? Email Heat TreatDaily editor Bethany Leone at bethany@heattreattoday.com.
Nitriding
Descriptor
Ferritic Nitrocarburizing
480º-590C (896º-1094ºF) typical
Temperature Range
565º-590ºC (1049ºF-1094ºF) typical
Wrought and powder metallurgy materials including alloy steels (e.g., 4140), stainless steel (e.g., 304L, 420), tool steels (e.g., H11, H13) and special nitriding steels (e.g,, Nitralloy 135M, Nitralloy EZ) are typical examples. Many other steel grades are possible.
Materials Commonly Processed
Plain and medium carbon steels (e.g., 1015, 1018, 1045), alloy steels (e.g., 4140, 4340) and tool steels (e.g., H11, H13) are typical examples. Many other steels grades are possible.
Wear (as in abrasion resistance), bending, torsional and rolling contact, fatigue resistance, lubricity, and adhesive strength improvements.
Materials Commonly Processed: Why to Process Them with These Methods
Wear resistance, lubricity, fatigue, and corrosion resistance are primary benefits with improved fatigue strength and adhesive strength possible.
3-48 hours at temperature. May be up to 72 hours.
Relative Cycle Times
2-6 hours at temperature.
Pit retort furnaces and front load retort furnaces for gas nitriding, although bell retort furnaces have also been used.
Equipment Types Used for the Process
Pit retort furnaces and front load retort furnaces for gaseous ferritic nitrocarburizing. Bell retort furnaces have also been used.
Ammonia and nitrogen or ammonia and dissociated ammonia.
Atmospheres Used/Required
Ammonia and nitrogen and carbon-bearing gas such as CO2, CO, or endothermic gas.
Dies, gears, pump bodies, springs, gun barrels, shafts and pinions, pins, brake rotors and may other types of component parts produced from bar, plate, rod, forgings and castings formed by stampings, machining, rolling, forging, casting, etc.
Typical Parts Processed
Wear plates, washers, clutch plates, gas pistons, brake pistons, brake rotors, barrels, slides, differential cases and other types of component parts produced from bar, plate, rod, etc., and formed by stampings, rolling, machining, casting, etc.
Cost is often higher for gas nitriding as opposed to other case hardening processes (including FNC) based on the type of component parts run. In many cases, cost is a function of the longer cycle time and/or more labor involved.
Relative Cost Per Unit
Cost is often lower than many other case hardening processes (including gas nitriding) based on the type(s) of component parts run. In many cases, cost is a function of a shorter cycle time and/or less labor involved.
Basic specifications are easily achieved with good equipment and/or controls; difficulty increases when attempting to produce specialized layer compositions/phases.
Ease of Use/Control
Basic specifications are easily achieved with good equipment and/or controls; difficulty increases when attempting to produce specialized layer compositions/phases. Hardware/control requirements are more complicated than for nitriding when controlling for carbon potential.
It can range from very simple to medium-high depending on application.
Relative Expertise Necessary to Perform
Medium-high depending on the application. The user will want to look for clean parts, a good loading system, and PLC controlled cycle.
Aqueous (clean chemistry) including rinse/dry, vapor degreasing (clean chemistry).
Cleaning Requirements
Aqueous (clean chemistry) including rinse/dry, vapor degreasing (clean chemistry).
Time, temperature, gas flow, nitriding potential (Kn) and/or percent dissociation, hydrogen sensors.
Controls
Time, temperature, gas flow, nitriding potential (Kn), carbon potential (Kc) and oxygen potential (Ko). Hydrogen sensor and oxygen (carburizing) sensor may be used.
electric and gas-fired equipment
Fuel Source
electric and gas-fired equipment
Hardness (surface, core), case depth determination (via microhardness – typically core hardness + 50 HV), microstructure (compound and diffusion zone depths), composition, core structure, presence of absence of nitride networking (aka nitride needles), and the presence or absence of cracking or spalling of the case.
Testing Required
Hardness (surface, core), case depth determination (via microhardness – typically core hardness + 50 HV), microstructure (compound and diffusion zone depths), composition, core structure, porosity (type and depth), and the presence or absence of cracking or spalling of the case.
Warm wall plasma nitriding, as well as advances in controls, sensors, temperature uniformity, and reduced gas volumes.
Latest Advances
Black oxide, hydrogen sensors, and fast cooling techniques as well as advances in controls, sensors, and temperature uniformity.
(1) simple equipment, (2) can offer beneficial tribological changes part/metal, (3) performed after part machining, (4) little-to-no distortion.
Pros (Strengths)
(1) fast, cheap, repeatable results, (2) excellent corrosion resistance, especially with (black) oxide, (3) performed after part machining, (4) minimal distortion/almost distortion free
(1) long cycle time, sometimes a multi-day process if deep case is required, (2) effective pre-cleaning required, (3) weldability becomes reduced, (4) ammonia is used, (5) embrittlement with too much white layer.
Cons (Weaknesses)
(1) Focused on part surface, mainly with inexpensive materials, (2) effective pre-cleaning required, (3) weldability becomes reduced, (4) ammonia is sometimes a concern.
Heat TreatToday publisher Doug Glenn finishes his conversation with Mark Hemsath about metal hardness basics. Mark, the vice president of Sales - Americas for Nitrex Heat Treating Services, was formerly the vice president of Super IQ and Nitriding at SECO/WARWICK. Learn all about the what, why, and how of hardening. This episode builds upon previous episodes in Part 1and Part 2.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): This is our third episode with you, Mark, and the first episode basically we were just dealing with very general, kind of like “Hardness 101” – what is it, why is it important, what materials can be hardened, etc. The second episode we delved a little bit further into specifics processes like carburizing, nitriding, etc. If any of the listeners are listening now, they haven't listened to episode one and two, I would recommend that they go back and take a listen to those at their leisure. What we wanted to do today really was just deal with some of the newer advances, why we're seeing some of those newer advances, why some of the processes are having a bit of a resurgence and talk through some of those things.
What we want to do today is to just deal with some of the newer advances, why we're seeing some of those newer advances, why some of the processes are having a bit of a resurgence and talk through some of those things.
Before we start, I'll just ask you straight up, is there anything from the last episodes that you think we need to reiterate or review, or do you think we did okay on those last ones?
Mark Hemsath (MH): I think we did well, and I just wanted to say thank you, again, for letting me talk about this. I think these are some great subjects and I really enjoy doing this.
". . . nitriding, and really its cousin FNC (ferritic nitrocarburizing), are actually fairly inexpensive treatments and they can be performed on final dimension parts. There is no post machining and there is minimal distortion. That's kind of my opinion of why it has done well."
DG: Let's talk about this: From my perspective, from what I hear around the industry, nitriding seems to be getting a lot of play time, to throw in a radio term. You hear it a lot. Why is that? Why is it that nitriding seems to be growing in popularity?
MH: Well, Doug, if you were to ask me, which you did, I think it's mainly due to the discovery that nitriding, and really its cousin FNC (ferritic nitrocarburizing), are actually fairly inexpensive treatments and they can be performed on final dimension parts. There is no post machining and there is minimal distortion. That's kind of my opinion of why it has done well. Like I said, nitriding, not quite as much as FNC; they get lumped together but they are distinctly different.
DG: So, FNC is really the most cost saving?
MH: Yes, you're going to get a fairly hard surface on the part at fairly short cycle times and low temperature. So, again, you can use that final dimension part. You can control that white layer or compound zone, not only in terms of thickness, but also in terms of composition, in other words, how much epsilon versus gamma prime, and its porosity. This allows for repeatable results and repeatable performance today. This was not as easy 20 years ago, but it is today.
DG: And that's because?
MH: The enhancements of the equipment and controls technology. We've come a long way with process control, and that sort of thing; it's substantially different. I always make a joke when we do proposals for equipment, the thing that changes all the time is controls. Electronics are constantly changing and improving.
DG: One other question about nitriding before we move off of that: Are we seeing that growth in popularity in any particular industries or any particular types of products, or would you classify it as across the board? You and I have spoken before about brake rotors and things of that sort.
Find out more on nitrocarburizing by clicking the image above.
MH: It has, you're correct. They've found new uses for it, and brake rotors are one excellent example. Whole new companies have emerged just to do that sort of process because of the volumes that are out there. I think a lot of things are being done. The nice thing about FNC white layer generation on a part is it also has corrosion control, and for automotive that makes a lot of sense. They're discovering new uses for FNC. And then nitriding, in general, has the ability in a lot of instances, as well as FNC, to replace carburizing, depending upon how you engineer the part. There are a lot of reasons to be using nitriding.
DG: You mentioned carburizing, so let's talk about the next process that I'm hearing a lot about, and that's low pressure carburizing. Is it actually growing in popularity? Are we hearing more about it? And if so, why?
MH: This is when I think it's a bit different, in my opinion. I think the surge came many years ago when automakers discovered LPC and it had a lot of good benefits at the same time. Now, aerospace has discovered it but the volumes aren't as high as they were with automotive. LPC is a great process, however, I have been scratching my head as to why it has not become more prevalent, and I think I might have some answers for that.
DG: What are they? Why not more prevalent?
MH: First, many applications of LPC, being vacuum in nature, were performed with high pressure gas quenching. Quenching with high pressure gas limits both load size and materials that you can use that can be quenched in gas, as well as some part geometries, thicker cross sections, etc. They're very hard to quench when you're dealing with certain steels or alloys with high pressure gas quenching. Carburizing, which LPC is trying to replace or compliment, it's really a high volume championing of surface hardening. Hence, per pound, prices are low. Loads are large and dense and you bring in a better quality methodology but you have a lot of limitations on productivity. It's going to get more expensive.
DG: So, you're saying the reason LPC (low pressure carburizing) hasn't taken off is because of the high pressure gas quenching essentially, because you have to do smaller loads?
MH: Yes. To get good quenching with gases because of the nature of how the gases flow around the parts and quench them, even at 20 bar nitrogen or helium, it's just extremely difficult to get the quench rates for certain steels that are required. It is very easy with liquids.
DG: Right. So, you've got to either lighten the density of the load so you get more of the gas flow, or more loads or whatever.
MH: Yes. In vacuum processing typically they spread the parts out further. You have to do that for gas quenching because, depending upon where the gases come from, you don't want to be having one part in the path of another part because you're not going to get the same quench rate. That's still somewhat possible with liquids like oil or water polymer, but certainly not as predominant.
DG: So that begs the question: Can we do LPC with an oil quench or some sort of quench? It's not high pressure gas?
MH: Yes. And it's been done for quite a long time. They call it low pressure carburizing or vacuum oil quenching. You can do both through hardening and carburizing in a vacuum chamber and then you can transfer to oil quenching. Typically, the way that's been done, over all the years, is you transfer it in-vacuum from the vacuum heating chamber to the vacuum that's over the oil and then you put it into the oil. That's what you call classical vacuum oil quenching.
DG: We're talking about high pressure gas quenching and density of loads and things of that sort. One of the things I have been hearing about is companies trying to do more either small lot semi-continuous processes or, in fact, single piece flow so that they can get around the issue of having to oil quench, they can, in fact, do single parts, high pressure gas quenching and things of that sort. Comment on that for a little bit. Are you seeing a growth there?
MH: As you know, we do offer that product line for single piece flow, so yes, we've been working at it for many years. One of the driving forces behind single piece flow is that people are already doing it with so-called press quenching. In those instances, they're taking it out of, typically, a reheat furnace, taking the part out one by one and putting it into a fixture and then quenching it with oil in the fixture to stop distortion as that product cools.
That's a very slow process, very expensive, and very labor intensive unless you can automate that with robots etc. It typically, like I mentioned, involves, if you're surface hardening, you're probably going to do that in a separate unit, carburize that, slow cool it and then you're going to put it back into a reheat furnace. So, it really adds to the cost of those parts, but you get some tremendous distortion control on the parts.
"What we're seeing with [press quenching] is the distortion is very, very low, we're not using any oils, we're not using a press quench, we have very low labor inputs and we can put it in line with the manufacturing cell. The only issue with that technology, and one of the reasons it's been a little bit slow to grow, is that you need relatively uniform part sizes and shapes and pretty large volumes. But this would usually be part of the process plan."
DG: That's in press quenching you're talking?
MH: Yes, that's in press quenching. Now, what we've come up with is something that we call a UniCase Master when you're doing case hardening with it, we also utilize what we call our 4D Quench. The 4D Quench is a high pressure gas quench that actually takes many, many nozzles of high pressure gas and puts it right on the part. The fourth dimension is that we actually spin that part. If you have an irregular gear, you're getting that gas distribution that's coming out of many, many nozzles, distributed very uniformly all over the part.
What we're seeing with that process is the distortion is very, very low, we're not using any oils, we're not using a press quench, we have very low labor inputs and we can put it in line with the manufacturing cell. The only issue with that technology, and one of the reasons it's been a little bit slow to grow, is that you need relatively uniform part sizes and shapes and pretty large volumes. But this would usually be part of the process plan. We've come up, now, with some varieties of that where we can actually change that 4D press quench to cover a range of sizes and you can program that into the software.
DG: And on the 4D Quench or the UniCase Master in the quenching process, are you able to treat most of the grades of steel, even oil quench graded, most of those, or is it fairly limited?
MH: No, it's actually very good. What we've found is, because we're concentrating that cooling of the high pressure gas is very close to the surface. I've mentioned before- you're in a batch load, let's say you're in a 24 x 24 x 36 inch load geometry with high pressure gas quench, well those gas nozzles are coming from very far away. If you go to more standard large size, like a 36 x 36 x 48 inch, the nozzles are even further away from the source. So, yes, you're getting mass flow across the products, but you're not getting much impingement. In convective cooling you need jet impingement. I spent my whole life on this. As you may recall, I was involved with my father and he had patents on jet impingement. We come from a long history of working with convection and jet impingement. Our 4D Quench perfectly optimizes those gas jets coming out and at 4, 6 or 8 bar, we can do the same cooling rate on a gear that you can get with oil. That's phenomenal.
DG: How about some of the other advances that we've seen? I've got a couple of others thrown down here that I'd like you to comment on. Again, for the listeners, I want the listeners to know that Mark's a very gracious guy. Even though he works with Seco Vacuum, I've asked him to comment on some other products that are not his, but he'll give you a good perspective on these things, at least an introductory perspective.
Let's talk about hybrid systems, if we can. We're talking about an integral quench-type system which is where a lot of this hardening process goes on that we've been talking about. Talk about the hybrid system.
MH: As we talked before, the vacuum oil quenching has been done for a long time as has integral quench furnaces. Gas carburizing or gas integral quench furnace has remained pretty much the same for 50 years. You utilize an oil quench, you try to get as quickly as you can into that oil quench, you have agitation in the oil, which gives you pretty decent quenching. When you do that in a vacuum oil quench, because you're putting a vacuum over the oil, you'll get too much out-gassing with standard oil so they've had to develop special oils for vacuum oil quenching.
A couple things with vacuum oils: Number one is they're not as fast, they're slower quenching because of the nature of how they make them and the other thing is they're kind of hard to wash off. They tend to varnish on and give you more problems with that. People that have to do vacuum oil quenching have learned to like it and do it, but people that are used to doing standard interval quench furnaces, if they like oil at all, which a lot of them don't, a standard oil integral quench furnace has fairly fast oil. That allows you to put some pretty good sized loads, a lot of productivity, through a standard interval quench furnace.
What we decided to do was, we said, we want to keep that standard interval quench, and if we do that and marry it to a vacuum chamber that can do low pressure carburizing, how would we go about employing that? We were able to create a furnace that did that. We're using a standard quench standard oils and instead of having endogas as a blanket atmosphere, we use only nitrogen, dry pure nitrogen.
Then, in the heating chamber, number one is that if you're doing through hardening, you don't have any atmosphere; you're under vacuum. The good news with being under vacuum is that you don't have any problem with decarb or picking up carbon of your part. Under vacuum, the nature is that the carbon does not move around, it does not leave the part, and it does not go into the part. It becomes very easy. Regular integral quench furnace, you have to condition it and try to get it at the same carbon potential that you have in your part. It gets a little tricky. With this furnace, it's very, very simple.
As far as carburizing, when you do it in a low pressure mode – what we call LPC (low pressure carburizing) use only acetylene – you're doing it at fairly low pressure levels, typically in the 5-10 bar range and you're using just acetylene. You're using what they call a boost diffuse. Now the key to doing low pressure carburizing, and one of the reasons I think that it has had some issues is in the past, is you need good simulation software. We happen to offer one called SIM-Vac* and it has years and years, if not decades, of experience behind it so that it's now a very handy tool for the heat treater to know what his cycles and recipes are going to look like in an LPC type furnace.
DG: Basically, you're doing a vacuum heat cycle, pulling it out of vacuum into a nitrogen chamber and dunking it into a standard oil quench.
MH: Yes. We will back-fill with nitrogen at the end of the cycle. You typically want to drop a little in temperature anyway before you quench, so there's no problem putting cold nitrogen in there. You get to your transfer temperature and you transfer into the oil.
DG: Cost comparison between a full vacuum oil quench and this hybrid type system?
MH: We've done quite a few. We have two things going against us. We have electric heating and we're using nitrogen. However, the gas guys have quite a bit of gas usage because they're using endo generators and there is quite a bit of energy consumed in those endo generators. When you do the comparison, in a same temperature processing scenario, it's about equal.
However, because our equipment can go to higher temperatures without any challenge at all to our heating furnace, we can go with much faster carburizing cycles. So, when you start those shorter carburizing cycles, you're using less energy and you're using less gases. We actually will end up being a little more competitive. It's kind of counter intuitive, but this is how it really is helping us. Only going 100 degrees Fahrenheit higher, which is not very uncommon going from 1700 to 1800 degrees Fahrenheit, results in almost 50% faster carburizing times.
DG: You're actually being more efficient with your equipment.
MH: Very efficient. And you'll actually get more productivity out of our units if you take advantage of the higher temperature. By going 100, 150, 200 degrees higher in Fahrenheit, you're not going to hurt the furnace, unlike a gas fired radiant tube where you're going to tear it up.
DG: Comment a little about the true vacuum oil quench systems.
MH: They are wonderful systems. We make a great one called Case Master Evolution and we've had that for over 10 years. It's a great product line. A lot of other furnace companies have it. I just read that one vacuum furnace company is going to be offering it in the next year or so. I saw another vacuum furnace came out with a new line kind of touting the ecological aspects of it. But we've been doing it for a long time, so we know how good it is.
The only issue with the vacuum oil quench is the equipment is a little more expensive. For aerospace, that's not a problem. The equipment is typically not quite as productive and it costs maybe 50% more than standard, basic integral quench furnaces. That's why we came up with, what we call, our super IQ- try to get the costs down and have the benefits.
Then, based on that, can we also increase the productivity? We found that we could and it turns out to be much more advantageous money-wise. However, there are still specifications, there are still people that want to have that vacuum to vacuum transfer. There are people that want to have that type of aerospace grade type processing. Our equipment has done very well and I'm sure some of the other guys are selling theirs as well.
DG: So, there is still a place, obviously, for a full vacuum oil quench system. Back on the hybrid then, are there other companies that you know of?
MH: No, I'm not aware of any.
DG: So, the hybrid system, basically at this point, you guys are the only ones doing it.
MH: There are two barriers to entry, obviously, into that market. One obviously is having the vacuum oil quench technology and then converting that technology to what we have which is nitrogen gas, etc. The other thing is, as I mentioned before, if you don't have the simulation programs, it's going to be hard for you to place it into very high production shops. In an aerospace shop, you've got a lot of high end people around that can do that for you, that can set up the recipes, etc. If you're in a basic commercial heat treat shop, you're not going to have that kind of personnel who can be doing that on cycles that change fairly rapidly, without a good tool, and we have that tool.
DG: I want to ask you one last question. It's kind of unrelated, kind of related, a little bit different. We had a podcast we did recently, a four part series we did with Joe Powell with Integrated Heat Treat Solutions. I'm curious your opinion on this. He talked about this process of basic quenching, getting the whole surface of the part down to the martensite start temp which basically forms a case around the part and then you can, basically, slow conductive cool from the core inside out. It has to do with hardening, so I wanted to just throw it out to you. Did you get a chance to listen to those podcasts or parts of them, and what do you think of that whole process?
MH: I did. As you requested, I looked at the podcast on intensive quenching by Joe Powell. I'll tell you that, I actually can't remember which show it was, one of the last or two heat treat shows, I actually ended up sitting next to him out in the hall somewhere and he handed me a piece of paper and said, “Here! This is what we're doing.” I was exposed to it before, but I got into it more now that you showed it to me. It certainly is science based and he understands the issue of quenching very well. I point out that our 4D Quench solves many of these issues, but he's coming from his angle on it, and I certainly agree with him.
As you may recall, I probably mentioned it before, my father was in the industry and had 65 patents, mostly heat treat related inventions. Rarely did we make money off of these ideas. So, I'm used to a lot of great ideas, but you can't make money. I think it's challenging in this world of mass production heat treating, where we have carburizing being performed at 50 cents a pound to get engineers, like Joe is wanting to do, to focus on the whole part life cycle and combining that final quench phase with the part design. I think it's a great idea but I just think it's hard to do.
We kind of know this from experience, and I won't get into it too much, but I think you may know that we have a process called PreNite where we prenitride our parts. That is a similar type thing where we're trying to take advantage of things that we know are possible in heat treating and prenitriding it allows the grains to not grow when you go to higher temperature to try to get more productivity out of a piece of equipment.
The one thing you've got to do, though, is convince the engineer to use a different alloy so that you don't get grain growth in the core. Convincing those guys is tough. We just don't see engineers engaged enough to do this complex reengineering. That's my opinion only. I think that's where Joe is going to get some resistance. I think his ideas are great, and of course, I totally agree with his approach to it. I could go through some other ideas that I came up with just reading his is almost like should you misquench first before you dunk it in the oil so you get that outer case, as he talked about. I think it's a lot of great of ideas.
What we need to do is find some really good engineers to break the barrier of those low risk takers that we have in engineering, and I think that's possible. You may know everybody's out there talking to people like Tesla and SpaceX and some aerospace companies. These guys are starting to break some of these barriers. They're starting to saying we don't want to do the status quo, we want to do something different. If we can do that, a lot more of these technologies will take off.
DG: We need some early adopters to step up.
MH: Early adopters. And people who want to not just be yes-men but really think it through – the whole life cycle of a part, how it's designed and everything else.
DG: So, dear listener, if you are one of those people, please call us. We're interested. We've got a couple of different technologies. Mark, thanks a lot for your Hardness 101 and helping us out on these three. I think we covered some good ground.
Doug Glenn Publisher Heat TreatToday
To find other Heat TreatRadio episodes, go to www.heattreattoday.com/radio and look in the list of Heat TreatRadio episodes listed.
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Equipment Chatter
Foundrax Engineering Products Ltd, global Brinell test specialist, has launched the “BRINscope Duo”, a patent-pending, dual-illumination, hand-held microscope for measuring indentation diameters.
TAV VACUUM FURNACES SPA received an order for a horizontal vacuum heat treatment furnace for a Brazilian company who specializes in different heat treatments (including quenching, cementation, nitriding) for the engineering industry.
Foundrax MD Alex Austin is seen in discussion with Duo designer Lewis Buckle, talking about “uncertainty of measurement” – or a different way of dealing with the issue of accuracy of measurement.
Product shot of the BRINscope Duo
Personnel/Company Chatter
Mark Hemsath, former vice president of SECO/VACUUM Technologies LLC, is joining Nitrex’s Heat Treating Services Sales division. He will be taking on the role of vice president of Sales Heat Treating Services, Americas.
Zachary Thomas will be assuming the role of outside sales manager at Solar Atmospheres of Western PA. He will be reporting directly to their sales director, Mike Johnson.
AFC-Holcroft launched “AFC-Holcroft University,” a training program for all employees. This training offers their entire staff, including those in non-technical roles, the opportunity to learn more about the company, products, and technology.
Ipsen is offering on-site Ipsen U courses to accommodate large groups at client facilities. Ipsen U is a course designed to teach heat treatment fundamentals, best practices and new methods.
Rockford Systems, LLC, dba Rockford Combustion Solutions, is broadening its portfolio of offerings to include field service throughout the United States, Canada and Mexico.
Throughput Consulting Inc., a leading Manufacturing Execution and Quality Management System software provider, hired Joe Coleman as its new cyber security officer to assist customers and their vendors in achieving compliance of NIST 800-171, CMMC and DFARS. He will be working with the Bluestreak™ team towards this end.
Mark Hemsath, Vice-President of Sales Heat Treating Services, Americas, Nitrex
Mike Johnson, Sales Director (left), with Zachary Thomas (right) in front of the 48 foot vacuum furnace.
Tracy Dougherty at the first session of AFC-Holcroft’s internal training program
Ipsen offers Ipsen U courses for clients
Joe Coleman, Cyber Security Officer, Throughput Consulting Inc.
Kudos Chatter
Nitrex launched their new website to reflect their company’s values and brand.
Solar Atmospheres Greenville, SC facility has been awarded Aerojet Rocketdyne approval, their second aerospace prime approval of 2021.
Berndorf AG, parent company to AFC-Holcroft, graduated its 2020/2021 class of its Berndorf Academy, an exclusive, yearlong management training offered to select employees chosen from the corporation’s global subsidiaries. AFC-Holcroft’s Jason Crook, electrical engineering manager, was one of the graduates.
Newage Testing Instruments announced the launch of its new webshop, www.store.ametekstc.com to shop for hardness testing accessories such as test blocks, indenters, and anvils that can be used with both Newage’s products as well as other Rockwell, Brinell, Vickers, and Knoop hardness testing and microhardness testing systems.
ECM Technologies was recognized as one of the companies who is leading the way towards a better, brighter, greener future. ECM’s ECO Furnace was presented the Green Business Award for accomplishing a cleaner, safer, and more efficient operation in the heat treat industry; more specifically the environment benefits from a low carbon footprint (energy consumption is minimal and CO2 emissions are near 80% less).
Nitrex introduces their new website
Solar Atmospheres Greencille, SC awarded Aerojet Rockdyne approval
AFC-Holcroft’s Jason Crook, electrical engineering manager, graduated from yearlong management program. (Photo: bottom left)
ECM’s ECO Furnace was presented the Green Business Award
Ametek announced Newage Testing Instruments new website
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Heat TreatToday publisher Doug Glenn talks with Mark Hemsath about hardening basics. Mark was formerly the vice president of Super IQ and Nitriding at SECO/WARWICK, and is now the vice president of Sales - Americas for Nitrex Heat Treating Services Learn all about the what, why, and how of hardening. This episode builds upon the first conversation in Part 1.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're here talking about hardness, as it pertains to the metals world, metallurgy, and things of that sort. First off, Mark, welcome back.
Mark Hemsath (MH): Thanks, Doug, it's nice to be here.
DG: For the record, we're recording this thing right before Thanksgiving, the day before Thanksgiving, so we've got turkey on the mind here. I've known Mark for many, many years, in fact, I would say a couple of decades now, when he was with other companies and doing other things. He's a very well-rounded person in the industry. He's able to speak intelligently about a lot of different things, including surface hardness, through hardness and that type of stuff.
Last time, we talked about what hardness was and why it's important. Afterwards, you and I had some conversations and there were a couple of things I think we wanted to supplement onto that first episode. One of those things had to do with hardness testing. Throw out what you were thinking about that.
MH: I think on testing, the point here is that there are many scales for testing because we have many different types of material with different hardness. When we start getting into some of the other materials, it changes a little bit. In the steel realm of things, the most typical is to use a diamond tip weight to try to indent the material. Based on the pressure it takes, we get a reading. For instance, a very thin layer may require a different type of test because one style of test may not be set up to measure such a thin hardness. This is typical in something like nitriding where you have a white layer. Different types of testing methodologies – there is the Brinell, Vickers, Rockwell and Newage hardness testers, and there are a lot of other things out there, as well. In general, we are trying to test the surface hardness and then also the hardness as it traverses through the material.
DG: The other thing that you and I were talking about was other materials besides steels that were hardenable.
MH: I'm not an expert on aluminum, but one of the materials that we talked about is aluminum, and quite frankly, SECO/Warwick has a separate division just dedicated to aluminum because it is different. Let's take a look at aluminum first. Aluminum is actually rather soft and has many other benefits. It is very commonly used in aerospace and companies like Tesla are using it today, almost predominantly, for their cars. Just like in steels, it can get harder by using alloying elements. Most common alloying elements are copper, manganese, silicon, magnesium, zinc and lithium. Hardening is typically by a precipitation or age hardening. Tempering is also very common. So, not all aluminum alloys can be heat treated, per se, but as I was mentioning, it is a whole different world and it requires a whole different set of expertise because it is kind of a unique metal.
DG: How about titanium?
MH: Titanium is an increasingly popular alloy. It is expensive and it has very high strength to weight ratio. It is almost as light as aluminum but much stronger and also has great resistance to corrosion. Titanium can be alloyed to add properties to the metal and it can be nitrided at higher temperature making a very thin, hard layer that is gold in color, something that I've done a little bit of in the past.
On of the other materials that you asked about are stainless steels, and this is also a whole different breed. Recently, in the last 5 – 10 or so years, surface hardening is being applied with great success and it is actually done at low temperatures to make a very hard surface and still retain the corrosion resistance. When you harden stainless steels via nitriding at the higher temperatures, you do get high hardness but you lose corrosion resistance. They've made quite a bit of inroads at the low temperature end of things, so called S-phase hardening. Certain stainless steels, martensitic stainless steels, are actually hardenable by heating and quenching. Those have, commonly, 11 – 17% chromium and no nickel and they have a higher carbon. Austenitic stainless steels, typically at 300 series with nickel, do not harden by heating and quenching. These steels, as I mentioned, can be surface hardened. Ferritic stainless steels, which is another breed, are commonly a lot of the 400 series stainlesses have 10 – 30% chromium and they do not harden by normal means. Then, we have some special so-called alloy 17-4 PH and some of the other ones are hardenable by aging. So, I wanted to go through some of that. There is a lot there. But just to discuss all of the variety of different steels out there.
DG: Let's dive into these five different hardening processes, which we want to talk about, to give our listeners a little better sense of exactly what the process is and how they might differ from one another. The five we're going to cover are carburizing, nitriding, carbonitriding, FNC, or ferritic nitrocarburizing, and LPC, meaning low pressure carburizing. Let's go back and just start with, probably, what I think, is the most popular or common one, which is carburizing. Do you agree?
MH: Yes, I would tend to agree, especially by pounds.
DG: First off, what is it? We covered this last time, but just briefly, let's talk about what carburizing is.
MH: Very briefly, carburizing is the addition of carbon which adds hardness to the surface and, as I probably mentioned before, it needs to be done at elevated temperatures. The higher the temperature, the faster the process.
DG: Basically, break it down. How's it done? What's the temperature? What's the atmosphere? What are the times? General things like that.
MH: Typically, it's done above 1600 degrees F, which is the austenitic temperature range, and more commonly done at 1650 – 1750 F, which is 900 – 950 C. In the old days, they put charcoal powder, which is a carbon, near the steel or maybe in a box, and they heated it and that's how they got carbon. They actually got carbon monoxide gas to form at high temperature and got it to go into the steel. This will actually crack the charcoal and give you the gas. Some people still use this, especially if they've got some very big odd shapes; it's the only way to do it. Somewhat, it is done in other countries, but not as much here.
There is also obviously the gaseous form which is called gas carburizing. That is typically done with carbon monoxide gas, which is typically created from cracking natural gas or using a nitrogen methanol. For endothermic gas, it's basically about 40% nitrogen, 40% hydrogen and 20% CO. In order to increase the carbon content of that gas, people will inject a carbon containing gas like propane or natural gas, etc.
One other method that is still in use is salt bath. It is also somewhat common and here they use a sodium cyanide (NaCN). Basically, most of it being done today is with gas carburizing.
DG: As far as the actual materials? I assume most of it's going to be your steels being carburized?
MH: Yes. Virtually any steel or alloy can be carburized to some extent if it has iron in it. Iron carbides will form. Mostly less expensive steels are done. The so-called low carbon, low alloy steels are typically the ones that are most frequently carburized to get high surface hardness and because they kind of like the core properties that come with it.
DG: Equipment. You already hit on this some, but obviously for salt bath, which you mentioned, you're going to have a salt bath piece of equipment to do it. Gas carburizing is obviously done just inside of an atmosphere furnace, in some capacity, I assume. Can it be done continuous and/or batch?
MH: Yes. The most popular is batch. The integral quench furnace, which is usually an in-and-out furnace where you have endothermic gas both in the vestibule where you put it where the quench oil is. Then you go into the furnace, you do your hot temperature carburizing in the same gas, and then you come out hot and you're protected and then you go into the oil quench, and everything is within that atmosphere. That's the most common. But, as you mentioned, continuous is very viable. The only issue with continuous is it's pretty high production and it's usually the same process over and over. That way you can maximize the use of your quench. Because quenching might only be 20 – 30 minutes tops, whereas the carburizing cycle might be 8, 10 or 12 hours, you're not using that quench very often. Continuous will allow you to use a quench much more frequently and that quench might be fairly expensive, so that makes sense for doing the same parts over and over.
DG: Right. If you've got super high production, that would be the way to go. And, it is probably notable to point out here, that quenching is an important part of the carburizing process. This is not true with some of the other surface modification stuff we're going to talk about down the road, correct?
MH: Yes. Quenching is usually done right afterwards, to save money and to make it economical. That's not to say that there aren't many people, like in press quenching, that will actually carburize it, slow cool it and then heat it up again and then individually quench each part. There are also some benefits to grain growth. If you've got a very deep case, that carburizing might cause some growth in your grains. If you slow cool it and then heat it up quickly again and quench it, you'll transform all that back to the properties that you want. But, yes, typically all done together.
DG: Can we carburize using induction technology?
MH: I'm not familiar with carburizing. . . Induction is typically heating the outer surface and cooling it very quickly and keeping that very hard and then the core will still maintain its property. That's a thermal surface engineering process induction. I had an old engineering friend of mine, metallurgist expert, PhD, who calls it surface engineering or thermal chemical surface engineering, because we're using both a chemical process and a temperature process.
DG: Anything else notable on carburizing before we move on to nitriding?
MH: The only thing is the alloying elements are common in steels. I mentioned before low alloy steels and high alloy steels. Alloying elements common in steels are nickel, silicon, chromium, manganese and molydenum. Silicon and nickel are less prone to absorb carbon, whereas the carbon potentially atmosphere is increased with elements like chromium, manganese and molydenum which form more stable carbides than iron. Alloying elements can adjust the ability to carburize.
DG: That's the basics on carburizing. Let's move on to nitriding. If you can, Mark, as we plow through this, maybe draw a bit of a comparison on, for example, temperature ranges and maybe cycle times and materials, and things of that sort. So, what about nitriding?
MH: Nitriding is a process where nitrogen atoms are diffused into the steel surface. I believe that nitriding is more complex than carburizing because hardness, and the types of nitrides created, are dependent on a number of different factors. So, depending on the process, either ammonia is used or an excited nitrogen atmosphere via a plasma generator can diffuse the nitrogen into the steel surface. What's common with nitriding is it's done at a lower temperature. The diffusion of nitrogen is a time and temperature dependent process, so the higher you take the temperature, the faster the process will go. But, it's still performed at much lower temperatures than carburizing. It's actually done in the ferritic range and not in the austenitic range, typically, 915 degrees Fahrenheit up to just under 1100 degrees Fahrenheit which is 490 C to 590 C.
Nitriding is a process where nitrogen atoms are diffused into the steel surface. I believe that nitriding is more complex than carburizing because hardness, and the types of nitrides created, are dependent on a number of different factors.
DG: You're talking 500 – 600 degrees F, roughly, lower temperature than carburizing?
MH: Yes.
DG: That's the temperature range. Obviously, the atmosphere is different because we've got nitrogen as opposed to carbon, but how about process time?
MH: We talked about the temperature. Obviously, if you're at the higher end of that temperature, you can go a little faster, but nitriding has been known to be slower than carburizing, and it is. The diffusion process is slower. Gas nitriding and plasma nitriding are the two main processes. There is also ferritic nitrocarburizing, which is a form of nitriding with salts. But gas nitriding uses ammonia as a nitrogen donor and plasma nitriding uses nitrogen at a partial pressure with a plasma excited atmosphere. Nitrogen creates iron nitrides in various forms in the white layer as either, what we call, an epsilon layer or a gamma prime layer. In some instances, people don't even want that layer, they only want the nitrogen to go into the steel and create nitrides with some of the alloying elements. This is what we call the diffusion into the alloy into the steel into the alpha.
DG: What about case steps between carburizing and nitriding? If you want a deeper case step do you tend to go carburizing or is there a difference in the case depth actually?
MH: It is much more possible to do a deep case step than carburizing. You can basically keep sending it in there and, if you can go a little bit higher temperature, you can get some pretty deep case steps with carburizing. The difference between the nitriding, is that it's a different process. It's a lower temperature process so it's a little bit slower, but you get a pretty hard case with the right alloy with the nitrided case. In many instances, you can get a pretty similar performance of the part, or something that performs very well, with maybe only one-third of the case.
DG: When we talked about carburizing, we talked about materials that were 'carburizable'. How about in nitriding? What materials are easiest to be nitrided and are there some that we really can't nitride?
MH: Nitriding is kind of opposite from carburizing. Most people will carburize the more low alloy or plain steels, whereas in nitriding, we really want to deal with alloy steels that have alloys in it that will be friendly to absorbing nitrogen. Now, on plain hardened steels, you can get the white layer on there, but you're basically limited to just the white layer for your surface engineering, and you don't get much depth, depending upon what type of alloying elements you have.
DG: Mark, talk for just a second about this white layer in non-technical terms, if you don't mind. Is it, simply, the accumulation of nitrogen above the 'surface' of the metal? What is that white layer?
MH: No, it actually reacts with the metals in the surface layer. Because the surface is being hit with a lot of nitrogen, the reactions there will create what we call a white layer where there is a lot of nitrogen activity and those are iron nitrides. They also will get some carbon that will react in there. That's a very hard layer, somewhat brittle; it is resistant to corrosion and it also has very low friction property. A lot of people want that often but when you're going with the higher alloyed steels, there are some applications where you don't want that, let's say, bearing types et cetera where you don't want any small parts that could come off. The white layer is prone to chipping or coming off, so you wouldn't want that in a bearing, because it's very hard and if it comes off, it can cause problems with your bearing.
DG: I assume, with all the modern day technology and whatnot, we're able to control that white layer and/or depth of nitriding layer through your process controls and things of that sort.
Leszek Maldzinski Professor at Poznań University of Technology Project Leader and Scientific Adviser at SecoWarwick
MH: Yes. Nitriding has been around a long time, but one of the problems that they had was controlling the white layer. Because they basically would just subject it to ammonia and you kind of got what you got. Then they learned that if you diluted it, you could control it. That's with gas nitriding. Then plasma nitriding came around and plasma nitriding is a low nitriding potential process. What that means is it does not tend to want to create white layer as much. It's much easier to control when the process itself is not prone to creating a lot of white layer, unlike gas. Now, in the last 10 – 15 years, people have gotten really good at controlling ammonia concentrations. They've really learned to understand that. One of the people who was instrumental in understanding that is the inventor of our zero flow control technology, Leszek Maldzinski. Understanding how you change the ammonia nitriding potential to get the type of steel layers that you want is rather complex, but once you understand it and have the tools, you can craft the layer exactly the way you want it with ammonia gas.
DG: You did talk about the types of equipment that can do nitriding, but just hit on those again.
MH: Gas nitriding is typically done in a retort to safely hold the ammonia and once the gases start dissociating, we also have hydrogen in there. Also, ammonia gas is very noxious and can be deadly, so you need something tight to hold it, and that's why they'll do it in a very tight retort. Plasma nitriding is done under vacuum, partial pressure. You can do that either in a hot retort or a cold wall vacuum type furnace. Those are the two main processes.
DG: If you had a similarly sized carburizing furnace and a nitriding furnace, would you expect that the nitriding furnace would cost more than the carburizing furnace, or vice versa?
MH: Carburizing furnaces are a little more expensive because you have the addition of the quench and you're also at fairly high temperature. Those are two cost drivers in carburizing.
DG: This next one has always been a little confusing for me. Let's see if you can straighten me out: We talked about carburizing, which is carbon. We talked about nitriding, which is nitrogen. And now we go to something called carbonitriding, which sounds to me like the two are holding hands and performing the process. So, what is it?
"It can be confusing because here in the US we call it carbonitriding and we call the form of nitriding that is FNC (ferritic nitrocarburizing), nitrocarburizing. In Europe, I've heard them exchange those names. But, typically, in the US, we call the high temperature process, which is similar to carburizing, we call carbonitriding. The ferritic, which usually means the low temperature, not austentitic, ferritic nitrocarburizing is a low temp form of nitriding and adding carbon.
MH: It can be confusing because here in the US we call it carbonitriding and we call the form of nitriding that is FNC (ferritic nitrocarburizing), nitrocarburizing. In Europe, I've heard them exchange those names. But, typically, in the US, we call the high temperature process, which is similar to carburizing, we call carbonitriding. The ferritic, which usually means the low temperature, not austentitic, ferritic nitrocarburizing is a low temp form of nitriding and adding carbon. Let's go to carbonitriding which is the high temperature version. It's typically done in low or unalloyed steels that have rather low hardenability. Increasing the quench rate is rarely possible, so what we do is we add nitrogen and carbon to the surface to increase the surface hardness substantially. It actually makes a very hard surface. I usually say this is done for the cheaper steels.
DG: Meaning the less hardenable steels?
MH: Yes, and it's done in less alloyed steels, too, because we're just trying to get a thin hard surface on the outside, for whatever application it is.
DG: And temperature range? Does it tend to be similar to carburizing, up in the 1600 range?
MH: It is, but because ammonia breaks down very rapidly at higher temperatures, we like to do this at the lower end of the austenitizing temperature, so in the 1600 – 1650 range, as opposed to the 1700 – 1800 range of carburizing. Now, that means that the carbon transport to carbon diffusion into your steel surface will be slower, but what we're trying to do is we're trying to get both in there, the carbon and the nitrogen to make that very hard, thin surface. And, we're trying to do it quickly, because we want to do it cheaply.
DG: Is carbonitriding kind of an inexpensive way, if you can do it, of carburizing?
MH: That's what I typically look at it as, yes. And, it's possible to do a lot of these parts. Let's say they're stampings or low expense steels. You can sometimes do that also with ferritic nitrocarburizing if you change the steel grade a little bit. There are a lot of different ways of hardening some of these small parts or clips or what have you. Also very common in screws, roofing screws, etc, to get that hard point on there. It doesn't need to be very thick, it only needs to be drilled into the roof one time.
DG: So that's carbonitriding. We talked about temperature ranges. We talked a bit about the steels that we would use for that. Equipment that is being used for carbonitriding? I assume it's more along the lines of the carburizing?
MH: It's virtually identical. It's either gas atmosphere, integral quench batch furnace or can be done in continuous fashion. A lot of people use mesh belts for it, too.
DG: I neglected to ask you this, back on nitriding. No quench is involved there, correct?
MH: Correct. Nitriding has no quench.
DG: But carbonitriding, you're quenching, because it's kind of a cheap man's carburizing.
Anything else we should know about carbonitriding?
MH: Just that steels like 1018, 1022, the low end, there are other ones that obviously can be done, but that's typically what's being used.
DG: Let's go on to the second to last. We've got two more left. Nitrocarburizing, or as it's commonly or often referred to, FNC (ferritic nitrocarburizing), let's talk about it.
MH: Unlike carbonitriding, which is often confused with ferritic nitrocarburizing, FNC is performed at lower temperatures just like nitriding, but it's typically done a little bit higher temperature than nitriding and it's done just below the initial austenitizing temperature which is around 570 C/1060 F, just below 1100 F you can go to if you're equipment is fairly uniform. The reason they do that is because in ferritic nitrocarburizing, you're trying to create white layer, and white layer will be much more aggressively created at higher temperatures and also with higher levels of ammonia.
DG: So, the temperature is the same. Cycles times. Obviously, the atmosphere is predominantly nitrogen with a little bit of carbon mixed in, I assume.
MH: Right. The nitrogen comes from the ammonia, unless it's a plasma type process, but let's talk gaseous ferritic nitrocarburizing first. You can put a carbon gas in. This can be an endogas to get CO, it could be CO2 injected where the CO2 actually will convert to a CO gas, and people have used other gases, but those are the two most popular forms of carbon gas. What that does, again, because we have typically cheaper steels, they don't have a lot of carbon in the surface, so we want to have a little extra carbon there to get that really hard and aggressive epsilon layer.
DG: Equipment to be used. In nitriding, we were potentially using a vacuum furnace, at times. Do we use vacuum for FNC?
MH: Well, FNC, just like nitriding, you don't need vacuum for our nitriding furnace, we use vacuum purge. Because we want the vessel retort to be very tight, making it a vacuum capable vessel, means it's, by definition, tight because you don't want ammonia to leak out. But, for FNC, people have done this in any number of ways. For example, bell furnace or tip up furnace. I've seen people use their integral quench furnaces, the heating chamber. All you have to do is get to that temperature just below 1100 F, get your ammonia in there and get some sort of carbon gas, and you're going to get a white layer.
DG: I know when we were talking about nitriding earlier, you mentioned that it was done mostly in a retort, one reason was to contain the ammonia, but you don't necessarily need that in FNC? Or, is it pretty common that you would use a retort furnace?
MH: It's commonly done in a retort and commonly done in a pit furnace, but there are people who do it in tip up furnaces. Like I said, there are people who do it integral quench furnaces, people do it continuously. Obviously, when you have ammonia involved, the retort makes the environment that you're standing there much nicer, because you can put the ammonia in the furnace as opposed to around you. Small amounts of ammonia can become choking. I don't like other furnace designs because they're hard to seal.
DG: Anything else you think we should know regarding nitrocarburizing?
MH: It can be done in plasma. It's less common. They typically use a carbon gas like methane, or something, to put in there to try to promote some more white layer. Like I mentioned before, plasma process is typically not very white layer friendly. But if you put that carbon gas in there and increase the temperature, you can get some pretty decent white layer with it in a plasma setting.
DG: Let's move on to the last one: low pressure carburizing. Let's talk about that.
MH: Again, carburizing is the addition of carbon, right? So, the difference here is that when we talk low pressure, it's just like a mentioned before with plasma nitriding, it's done at a negative pressure, less than atmosphere. We call this either low pressure carburizing or vacuum carburizing; it's the same process. This takes place at pressures typically in the 1 to 15 torr range, which is about 1 to 20 millibar range of pressure. If you know one atmosphere is 760 torr, so when we're going down to 1 – 15 torr, we're at pretty good vacuum. Just like with gas carburizing, the higher the temperature, the faster the process. What's unique with vacuum equipment, is that vacuum equipment is typically capable of going to higher temperatures which adds to the speed of carburizing. Now, we didn't discuss the design of gas carburizing furnaces that much, but typically they're gas fired and they have radiant tubes. In the interior of the furnace, the higher temperature you go with the really nasty carburizing atmosphere, it reduces the life of those furnaces substantially, so the people that own the furnaces don't want to go to high temperature. If you can go 100 degrees higher in temperature, like you can with the vacuum carburizing furnace, the process gets much faster. That means higher productivity.
One more feature, as well: the initial carburizing of steel at low pressures is actually faster than gaseous carburizing. The carbon flux of the surface is very high in LPC. The diffusion is the same, once you get into the steel itself, but the flux to the surface is very high. So, shorter, shallower cases are quick, and then, like I said, if you can increase the temperature to increase the diffusion into the steel, on deep cases you can get the cycle less than half.
DG: How long has LPC been around?
MH: Technically, it's been around since probably the late 60s. It had a very slow introduction, in my mind. That's only because they had trouble really getting it to work reliably.
DG: Anything else we should be asking? I assume the steels that can be carburized with LPC are essentially the same?
MH: Yes. Steels are the same. Typically, you want to go a little higher temperature than you would with gas carburizing, so typically above 1700 F and more likely 1750 F – 1850 F. The big difference is with gas carburizing, as I mentioned, we use endothermic gas which comes from natural gas and then with some enrichment, here the carbon carrier is typically acetylene and that's put in at low pressure.
The other thing is, in gas carburizing, they use oxygen probes and they try to figure out exactly what the carbon potential of the atmosphere is. It's totally different with low pressure carburizing. With low pressure carburizing, because you can't really measure it reliably and accurately, we use process simulation software to create the recipes. By being able to model the surface area of the parts and the total weight of the parts and the material, the temperature and the case thickness that you want, the LPC process becomes very reliable and can perform very well.
DG: We've had conversations with folks over at Dante Solutions and they say that this LPC is one of the most read items on their website; people are trying to figure out how to do it and how to avoid the carbides and things of that sort. It sounds like an interesting process.
Anything else we need to talk about on LPC?
MH: I would like to point out that most LPC has been done in vacuum furnaces in the past with high pressure gas quenching. You mentioned it's been around a long time. What they found with high pressure gas quenching is, number one, you can't have a lot of parts in the furnace, which means you have smaller load sizes. In order for the gases to quench, you have to have very high pressure and also, the parts can't be that thick.
Over time, it really hasn't taken off the way I think it should have. And some of the equipment was kind of problematic. There was always done vacuum and oil quenching, but when they combined, and a few manufacturers do this, vacuum and oil quenching with LPC, then the oil quenching allows you basically to use the same steels to get the quench rates and to start to get some heavier loads in your furnace so that you can get the productivity.
This has now driven, what I consider to be, a viable option to gas carburizing. For instance, with our Super IQ furnace, we use a conventional oil quench. It's no different than the standard oil quench that most people use in their integral quench furnace. However, the heating is done in LPC. The difference is, instead of transferring the load in vacuum, which is what a conventional vacuum furnace will do, or transferring it in a hydrogen and nitrogen atmosphere, we transfer it only in nitrogen.
We have found out that there is no added IGO or any other problems with doing that. What ends up happening is you can make a less expensive furnace and you don't have to use vacuum quench oils, which are a different breed- they're not as fast, they're more difficult to wash off and clean off. We think that combination of LPC and standard oil quench makes a very high performing furnace with LPC. So, it puts LPC into a new interest level, in my mind. But, again, you still have to have very reliable simulation software. We have over 10 years of experience putting that software together, so it's very reliable.
DG: Just so the listeners know, we're doing a 3-part series and we're in #2 right now. Next time we are going to talk about some of the more conceptual things regarding nitriding LPC and we're going to even talk a little bit about single piece flow because there's been a demand for single piece flow. We're going to talk about some of the recent advances in some of these systems which we've hit on here just briefly.
Mark, I appreciate it. This time, I think we've done a good job at covering carburizing, nitriding, carbonitriding, nitrocarburizing and a little bit on LPC. Next time, we'll look forward to talking with you more about some of these other things.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.





 Welcome to Heat Treat Today's This Week in Heat Treat Social Media: The Christmas Edition. With so much content available on the web, especially during Christmas, it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So before you head off to celebrate with friends and family, Heat Treat Today is sharing some great Christmas-themed heat treat news from the different social media outlets!
Welcome to Heat Treat Today's This Week in Heat Treat Social Media: The Christmas Edition. With so much content available on the web, especially during Christmas, it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So before you head off to celebrate with friends and family, Heat Treat Today is sharing some great Christmas-themed heat treat news from the different social media outlets!