Sustainability Insights: Data-Driven Process Heat — Why Control Heat When You Can Optimize it?
Smart controls, connected systems, and hybrid energy strategies are reshaping what American manufacturers expect from their process heat equipment. In this Technical Tuesday installment, Markus Kirk, international business development manager for Digitalization and Process Heat at Phoenix Contact, outlines how U.S. process heat OEMs can move beyond basic temperature control toward fully optimized, data-driven thermal system — covering the role of IIoT connectivity, machine learning, virtualization, and cybersecurity standards in building equipment that is audit-ready, energy-efficient, and built for long-term lifecycle value.
This Sustainability Insights article was first published in Heat Treat Today’s May 2026 Sustainable Heat Treat Technologies print edition.
Across the United States, process heat OEMs are shifting from purely mechanical design to software-driven, performance-centered solutions. American manufacturers in aerospace, automotive, medical, defense, and heavy industry expect systems that adapt quickly, deliver consistent results, and support long-term energy and sustainability goals.
Hybrid heating — combining natural gas or hydrogen with electric boosting — is gaining strong momentum in the U.S. because it improves temperature uniformity, shortens recovery times, and reduces emissions. These advantages align with rising energy costs, state-level decarbonization initiatives, and corporate ESG (environmental, social, and governance) commitments. Smart electrode placement and advanced proportional–integral–derivative (PID) strategies help stabilize throughput during production changes, part transitions, and batch-continuous operations, reducing risk and improving repeatability.
Built for U.S. Compliance: Security, Connectivity, Safety & Virtualization
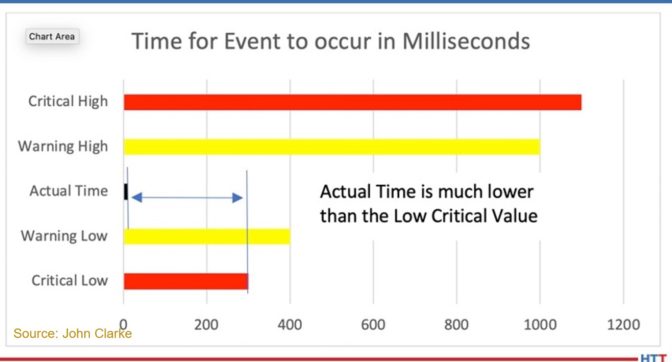
Real-time monitoring, IIoT connectivity, and machine learning (ML) have become essential in American heat treating environments. High-resolution temperature and energy data help operators detect anomalies early, while ML-driven control loops automatically correct deviations. This supports better part quality, higher overall equipment effectiveness (OEE), and fewer unplanned stoppages.
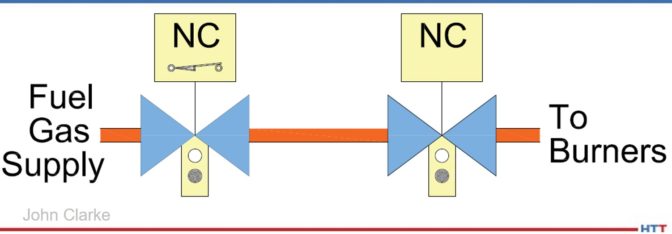
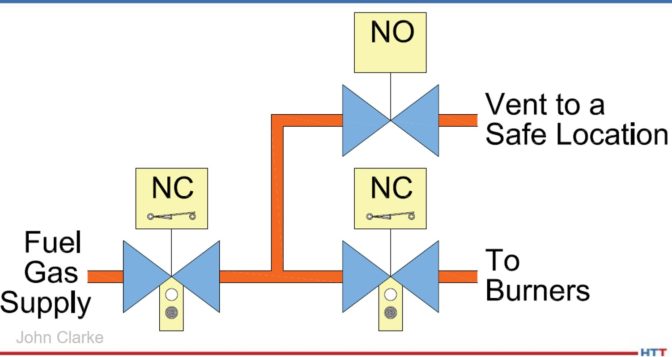
Security expectations in the U.S. are well-defined. NIST CSF and ISA/IEC 62443 guide cyber security hardening; NFPA 86 and ISO 13577 define burner safety and system architecture requirements. OEMs that build equipment around these standards and provide audit-ready documentation stand out in a market where internal audits, client-specific requirements, and on-site assessments are routine.
Virtualization is another driver in the U.S. market, especially within large installed bases. Virtual PLCs and software-defined architecture allow new functionality like load management or predictive energy control, and updated regulation strategies to be added without hardware lock-in. Code written in IEC 61131-3, C++, Python, or Simulink can execute securely at the edge while feeding cloud dashboards and web-based HMIs. This makes modernization and retrofits faster, cleaner, and easier to deploy across geographically distributed facilities.
Engineering Speed and Lifecycle Value for American OEMs
U.S. OEMs must deliver consistent quality across product lines while reducing lead time. Modular function blocks for signal conditioning, ratio/Lambda control, burner management, autotuning PID, ramping, interlocks, and diagnostics support standardized engineering practices from small batch furnaces to large continuous systems. Adding ML-based anomaly detection helps convert operator experience into data-driven best practices, enhancing uptime and enabling scalable remote-service programs — an increasingly important revenue source in the U.S. market.
Accurate temperature measurement remains the foundation of reliable heat treatment. Certified, cybersecure I/O modules ensure precise signal integrity, support regulatory compliance, and reduce panel complexity. This reinforces both product quality and plant safety — critical in industries governed by AMS, CQI-9, Nadcap, and OEM-specific client standards.
Whether American OEMs manufacture high-volume standard equipment or engineer custom thermal systems, the competitive formula is consistent:
- Open ecosystems for rapid integration and IP protection
- Security-by-design for audit-ready operation
- Hybrid-energy readiness for decarbonization without compromising performance
- Virtualization for scalable features
- Lifecycle digital services that support recurring value
Open PLC and edge-centric platforms make this evolution practical. They enable U.S. OEMs to reuse proven code modules, expand capabilities quickly, and differentiate in a market driven by uptime, serviceability, and total cost of ownership. As the U.S. heat treat industry continues modernizing, the winners will be the OEMs combining intelligent control, secure connectivity, hybrid energy strategies, and software-defined flexibility — turning process heat equipment into resilient, future-ready performance systems.
About The Author:

Intl. Business Development Manager, Digitalization & Process Heat
Phoenix Contact
Markus Kick brings 25+ years of hands-on industrial expertise across process automation, thermal heat treatment systems, instrumentation, control engineering, and data-driven decision making. He is known for turning industrial digitalization trends into scalable, high-impact solutions that accelerate OEM innovation and deliver measurable value across global manufacturing environments.
For more information: Contact Markus Kirk at mkirk@phoenixcontact.com.