Advanced Heat Treat Corp. (AHT) has increased operations at their Monroe, Michigan facility with additional gas nitriding equipment.
Chad Clark Plant Manager Advanced Heat Treat Corp.
The new unit will be utilized in heat treatment for industries such as automotive, government and defense, plastics, power generation, and others. It will utilize UltraGlow® Gas Nitriding, which is a case-hardening process whereby nitrogen is diffused into the surface of a solid ferrous alloy by holding the metal at a suitable temperature in contact with a nitrogenous gas, usually ammonia.
AHTMichigan Plant Manager Chad Clark added, “Our mission statement is ‘Exceeding expectations with UltraGlowing results,’ so this is an example of us expanding capacity to provide our customers with great turnaround. We are pleased to offer additional capacity and look forward to the completion of our building expansion and additional equipment/services in the future.”
AHT can accommodate parts up to 400” inches in height, 160” in diameter and up to 60,000 lbs in weight. A few of the common materials used in gas nitriding processes are austenitic stainless steel; martensitic stainless steel; cast materials (gray/ductile/nodular iron); medium carbon steel; and low alloy/low carbon steel.
This equipment follows on the heels of a building expansion for AHT’s Monroe facility.
You see a little orange light coming from your furnace while it’s operating. What if that was a clue that you were losing over $7,000 annually on one furnace? In today’s Combustion Corner installment Jim Roberts, president of US Ignition, shares more details about the long term costs of furnace insulation failure.
This informative piece was first released inHeat Treat Today’sMay 2025 Sustainable Heat Treat Technologies print edition.
A furnace guy walks into a bar and smells burning hair! A sure indication of wasted resources…
Normally, I would not concern myself, as a burner guy, with heat loss issues. But as a furnace guy, this is one of the biggest culprits when it comes to running an energy-efficient operation. Burner guys take it as an affront when the burners get blamed for being inefficient or hard to keep balanced. It’s the ultimate slap in the face when the burners (and sometimes the whole furnace) get labeled as a “gas hog.” The seasoned furnace guys who just read that are shrinking back in horror at the mention of a gas hog because they know there are many ways to waste fuel, and some of them are hard to rectify if equipment is not up to snuff.
This installment will provide an example of what can be done to avoid wasting fuel and why you should prioritize this problem.
Insulation and Energy Loss
The aforementioned smell of burning hair, of course, was rather dramatic and hopefully unlikely, but we have all walked into a heat treat facility and been hit in the face with some sort of otherworldly blast of heat. I know, you’re thinking, “Well, duh, Captain Obvious, we are in the business of making things really hot in here.” I get it. However, we all know that if the furnace insulation has broken down, or worse yet, failed completely in spots, energy loss is imminent and will affect the bottom line. And it never seems to be one big issue, but it’s a compounded effect that will add up to serious energy dollar loss.
A Tale of Two Furnaces
Our example today is the retelling of my own experience. I got called to a shop in the Northwest geo-zone a while ago (okay, a long while ago). There were two furnaces sitting side by side with matching load profiles. The manager of the operation walked me out into the work area, and staring at a pair of furnaces said, “One is using almost twice as much fuel. Same everything from an equipment standpoint but almost double the fuel usage.” I looked and observed that the furnace in question had visible orange around the door seams, around the burner flanges, and around the flue. The other furnace had a completely dark exterior. The work associates in this plant were all suffering from radiation blindness — they could not see this very visible damage because the insulation on this furnace had deteriorated slowly enough they were accepting it as normal. Only, it’s not.
Let’s Run the Numbers
If you can see any type of color around doors, the energy loss is massive. At 2000°F Flue gas temperatures, the heat loss from radiation alone is already around 40,000 BTU/hr per square foot of visible radiation.
If you consider that there are probably outside air ingresses through these gaps as well, you can estimate that will result in 10,000 BTU/hr per square foot of additional loss. Those numbers combine for a 50,000 BTU/hr per square foot of loss from the big orange leaks. That’s 50 cubic feet of natural gas every hour for every square foot. You might say, “Well, nobody would have a square foot of glowing furnace shell.” However, if you take it a 10-foot door opening, and the gap is 1 inch all the way around, the square foot of exposed area is leaking heat off at 4 times that square footage because it’s really just a ribbon of heat pouring out.
So now, I was witnessing 200 cubic feet of fuel leaking out every hour that this furnace was heating all day, every day. That is 200 cubic feet × 24 hours/day × 6 days/week × 50 weeks/year = 1,440,000 cubic feet of gas wasted on a single door.
If we estimate that gas is averaging around $5.25/1,000 cubic feet of industrial grid price, that leaky door costs $7,560.00 per year in fuel. If we consider that the gas that was being blown into the room was really intended to heat the load, we can argue there are production losses as well.
Become an Energy Hero
In the case of the client I was helping, I recommended refractory repairs to ensure there was no orange showing outside the furnace. The manager thought I had invented heat — I was his energy hero — and all of a sudden, the burners weren’t gas hogs, and the furnace was up to speed with its twin.
You, too, can be a burner/furnace/energy hero for your facility by not allowing yourself to become radiation blind. Look around, feel the heat that is there, and don’t accept it as the norm. When you see it, fix it. The money you save will almost always pay for the repairs many times over.
Be safe always, and we’ll chat more next month.
About The Author:
Jim Roberts President US Ignition
For More Information: Contact Jim Roberts at jim@usignition.com.
Welcome to Heat Treat Today’sThis Week in Heat Treat Social Media. We’re looking at hot summer events, hot summertime activities, and hot heat treat industry events coming soon to a social media page near you. Check out these posts, podcasts, and videos for a roundup in Heat Treat Social Media.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Heat Treating Skateboards > Hot Moves
This space is usually reserved for something rich and technical, but it’s summertime in the northern hemisphere and heat treating is just as essential for the proper working of items affiliated with leisure and outdoor activities as the products that make the world go round (e.g., automotive, aerospace, etc.). “Skateboarding is not just a sport; it’s an art form, a mode of transport, and a way of life for many. But did you know that the metal trucks on a skateboard—those T-shaped pieces that mount the wheels to the deck—are a product of meticulous heat treatment?” (from Bodycote on LinkedIn, November, 2023)
Check out this recent post from Bodycote laying out how critical it is to safety and experience for skateboard trucks to be heat treated with the same level of skill that it takes to execute an ollie or a shuvit.
2. It’s a Beautiful Day in the Heat Treat Neighborhood
What’s everyone been up to on the social channels?
Summer Engineering Institute reshaping the Future of Heat Treating
Future Leaders: Report to the Dome!
Take Us Out to the Old Ballgame!
It may Be Summer but It’s Never Too Early to Think About the Fall
‘Tis also the season for Registration for 2024’s industry events and social media provides an excellent platform for getting the word out. Here are some of the events taking place just in September — don’t delay! Registration is still open for all of these!
Marking Milestones
3. Learn with Us
Sometimes, it’s the small things on social media that grab your attention or give you the “ah ha!” moment. And sometimes things affecting the industry in other places cause us to go “hmm.” Do any of these short posts make you say “eureka”?
Queueing and Sequencing (and more!)
Quiz Time
4. Open Your Ears: The Podcast Corner
You can’t read everything, we get it. Heat Treat Today is here to recommend two informative podcasts to enjoy on your daily commute!
Tune in to Listen to Heat Treat Radio #110! Isolated Heat, the Future of Vacuum Furnaces
Sharpen your hearing: Heat Treating Knives on the TTT Podcast
5. Junk Food and a Logo Extravaganza
Click through to see what Kowalski Heat Treating thinks about junk food and how that thinking gets them counting logos.
Have a great weekend!
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Global bolt manufacturer Solvera Gawel Technology S.A. (SGT) is expanding their heat treat process line with a contract to purchase an electrical belt conveyor unit (ATE) comprising an electrical mesh belt PTE furnace. The new line will be intended mostly for carbonitriding and hardening processes (under endothermic atmosphere enriched with methane and ammonia) and for washing and tempering of high-quality screws and other hardware manufactured near Rzeszów.
SECO/WARWICK, the parent company of a North American based furnace manufacturer received the order. This ATE is almost identical to the first line they delivered in 2017. An electrical belt conveyor unit is a device that is well-suited for the manufacture of small hardware that requires perfect repeatability, therefore, this is one most often selected by manufacturers of bolts and hardware, and by commercial hardening plants.
Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group (Source: SECO/WARWICK)
The dynamic growth of this manufacturer of hardware items such as wood, metal and plastic screws and their pursuit of expansion in the Western markets led SGT to expand operations.
“I am very glad about the very dynamic growth of Solvera Gawel Technology and that the company again selected SECO/WARWICK," expressed Piotr Skarbiński, vice president, the Aluminum Process and CAB products segment.
The ATE process line which will be delivered in 2022 to the Solvera Gawel Technology S.A. plant will be adapted for operating with endothermic atmosphere supplied from an external endothermic generator.
This week’s Technical Tuesday installment is a Heat Treat Today original from our upcoming Automotive magazine, which is scheduled to be released in June.
Deciding on a process cooling system for your automotive heat treat needs is an important process that needs intentional consideration. Check out this practical and valuable guidance from Bob Smith, director of product management at Thermal Care to help you make an informed decision.
When considering which type of process fluid cooling system is best for your automotive heat treat application, it is important to determine the process fluid medium, desired temperature, and the significance of operating cost versus initial investment. There are often multiple solutions to a process cooling application, and the following is intended to provide a basic outline of the types of systems available and where they are best used.
Process cooling is moving heat from where it is not wanted (the process), and putting it into the air outside the manufacturing facility. Heat transfer usually involves the use of some sort of heat transfer media, usually a fluid like water or a glycol solution, to transport the heat from the process equipment to the cooling system.
The first step is to understand the required temperature for the process cooling fluid in order to properly remove heat from the process. This is typically specified by the process machine manufacturer and is based on the flow of fluid and the required temperatures of their heat exchangers. There are three basic types of process cooling systems to consider.
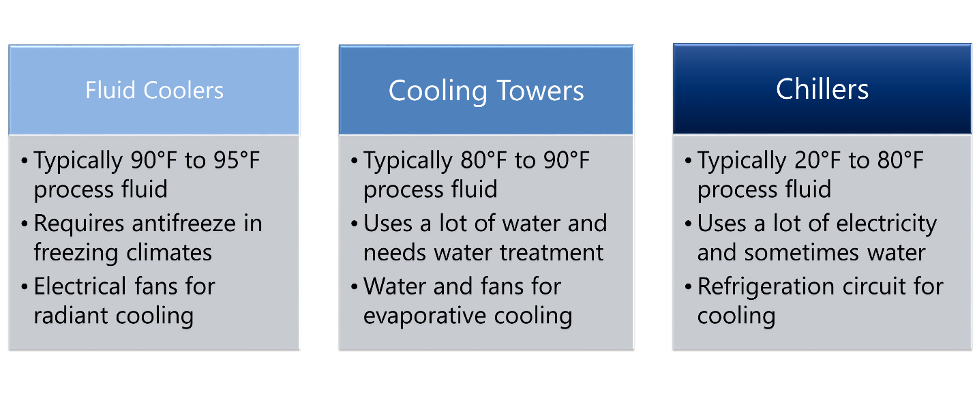
Fluid Coolers
Fluid cooler systems are commonly used for applications with warmer temperatures. They consist of copper tubes with aluminum fins and fans that act like a radiator to cool the process fluid using ambient air. The coolest practical leaving fluid temperature is about 10°F warmer than the air entering the fluid cooler. Compared to cooling towers, fluid coolers are not as energy efficient, have a higher initial cost, and have a larger footprint; however, they have much lower maintenance requirements and use less water than cooling towers. Of the three types of process cooling systems, the operating cost and capital investment of fluid cooler systems typically fall somewhere between that of a cooling tower and chiller system.
Fluid coolers use less water but are limited by the temperature of ambient air
Cooling Towers
Cooling tower systems are used for applications where a fluid cooler is not able to get cold enough. A cooling tower system can provide a reliable source of cool water year-round in the 70°F to 100°F temperature range. Cooling towers work through the process of evaporation. Water is sprayed over plastic cooling tower fill, which creates a large surface for water to evaporate from. A fan moves air through the tower to induce evaporation, which in turn cools the water. The coolest practical leaving water temperature in summer is about 80°F due to air temperature and humidity. Cooling tower systems are typically the least expensive of the three types of systems to operate; however, the maintenance requirements for filtration and water treatment are the highest of the three.
Cooling towers use water to maximize evaporation for cooling
Chillers
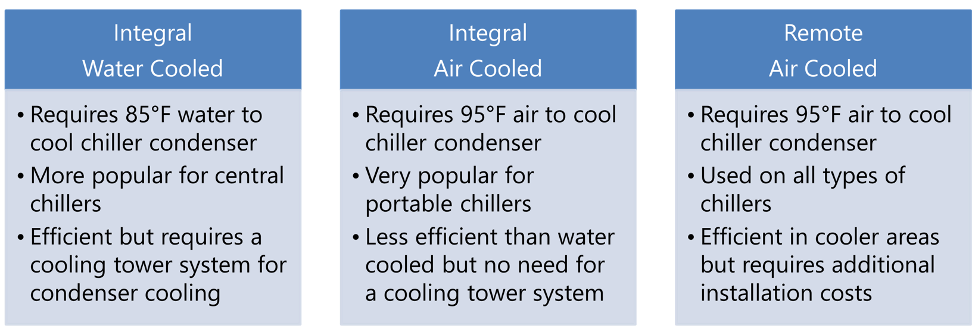
Chiller systems are used in applications where neither a fluid cooler, nor cooling tower system, can get cool enough to meet the requirements for the process. In a chiller, refrigerant is used to pull heat from the process fluid and transfer it to ambient air or cooling tower water. Most applications are for 50°F water, but most chillers have a practical process fluid set point range of 20°F to 80°F. Of the three types of cooling systems, chiller systems are the most expensive to purchase and operate. Chillers require some form of cooling to their condensers, which is where the refrigerant gas that was boiled using the process heat is condensed back to a liquid. The three types of chiller condensers are shown below.
Chillers that use air-cooled condensers have less maintenance and less installation costs than water-cooled condensers, because water-cooled condenser chillers require a fluid cooler or cooling tower system to generate 85°F to 90°F fluid to cool the condenser of the chiller.
Chillers use refrigerant to pull heat from the process fluid
With the above basics you will be able to choose which type of cooling system you should consider to cool your process. Once that is known it is best to work with a manufacturer who specializes in that type of process cooling equipment. They will have the expertise and knowledge to help you configure the best system solution and ensure you are able to meet your purchase and operating cost objectives.
Bob Smith, director of product management, Thermal Care
Bob Smith, director of Product Management, has over 30 years of experience at Thermal Care having begun as a sales engineer. He has grown with the company over the years serving in a number of different roles such as project manager, inside sales manager, OEM market manager, and director of Plastics Markets.
For more information, contact: www.thermalcare.com or (888)-828-7387
One of the world’s largest providers of heat treatments and specialist thermal processing services is opening a new location. Bodycote will soon unveil its state-of-the-art facility in Elgin, Illinois.
The new Bodycote location will support manufacturing supply chains in the Midwest (source: Bodycote)
The new purpose-built facility has been designed as a replacement for Bodycote’s ageing facility in Melrose Park, Illinois. The Elgin facility will support manufacturing supply chains in the Midwest region. The Melrose Park facility will be closed once the transfer of customers’ work has been completed.
Tom Gibbons, president of Aerospace, Defense & Energy, Heat Treat and Surface Technology at Bodycote
Bodycote continues to invest in acquiring, updating, and building new facilities with new capacity and more operationally efficient services. The new Elgin facility is part of this ongoing strategy to provide the best possible capabilities, mix, and geographical network to better serve customers.
Tom Gibbons, president of Aerospace, Defense & Energy, Heat Treat and Surface Technology at Bodycote, commented, “I am delighted to be able to announce the opening of our plant in Elgin, Illinois. Our investment in the new facility enables us to expand our capacity and improve our ability to deliver high-quality heat treatment capabilities to our customers.”
The new facility is scheduled to be operational in June 2020.
A strong and healthy vacuum furnace system is essential for heat treaters who want to stay competitive and serve their customers well. The heart of the vacuum furnace system is just as critical as the heart of the human body. Just as a healthy heart is essential to living well, keeping a healthy vacuum furnace system pumping strong is essential to certain heat treating operations.
In this Heat Treat TodayTechnical Tuesday Best of the Web feature, Ipsen USA provides tips for how you can get the best performance out of your vacuum furnace by selecting the most appropriate pumping system, and by following a few simple tips for vacuum furnace maintenance over at its blog, Ipsen, The Harold.
An excerpt: “Vacuum furnace systems utilize various types of pumping system combinations to evacuate atmospheric pressure from the vacuum chamber to required ranges for specific processes. Since the heart of the furnace is the vacuum system, it is essential to maintain the pumping system as specified in the operator’s manual, taking into consideration any special accommodations that the type of process being conducted may require.“
This post from Ipsen’s blog guides readers through the basics, troubleshoots common problems, and gives tips for avoiding the heat treater’s primary enemy.
A global materials engineering group explored alternative methods of applying a hard surfacing alloy at the ITSC conference in Japan.
Engineers from Wall Colmonoy Corp. discussed in a conference presentation how the properties of a hard surfacing alloy change when applied by different methods. Alloy Ni-15Cr-15W-3B-4Si-3.5Fe-0.6C is a hard surfacing alloy designed to extend the life of OEM parts that are subjected to various wear mechanisms in service. The alloy can also be used to repair/rebuild those worn parts and extend service life.
This hard-surfacing alloy can be applied by various methods, including thermal spray processes, laser cladding, PTA welding, GTAW, OFW, and GMAW. This study compared the properties of the alloy applied by different methods using various test procedures, and also included the cost/benefit ratio of each.
Test procedures included abrasion testing by ASTM G-65; erosion testing by ASTM G-76; Vickers hardness by ASTM E-92; and Rockwell hardness by ASTM E18. In addition, metallographic examples of the test specimens were prepared.
A new heat treat system that will help produce products for the logging industry has been ordered by Oregon Products.
Oregon Products, a brand of Blount International, Inc., will be adding a new continuous high capacity mesh belt austemper heat treatment system to its production facilities. A global manufacturer of saw chain and other replacement products for the forestry industry, Oregon plans to use the new equipment as part of a long-standing commitment to continuous quality improvement.
Kaitlyn McNaughton Director of Engineering and R&D Labs Blount International
“The primary business driver of this project is quality,” said Kaitlyn McNaughton, Director of Engineering and R&D Labs. “This new furnace is primarily targeted to raise the bar on quality for our harvester chain products, which perform under the highest loads and most extreme conditions.”
The austemper system, which CAN-ENG Furnaces International, Ltd. will design and commission, integrates a computerized loading system, pre-wash system, atmosphere-controlled mesh belt austenitizing furnace, molten salt quench conveyor system, post quench residual salt removal and recycling system, mesh belt parts drying oven, unloading system and CAN-ENG’s PET™ system which provides vital features such as individual lot/product traceability, detailed process data collection for continuous process improvements and comprehensive Industry 4.0 equipment diagnostics capability.
The system is scheduled for commissioning early 2020.
A global steel product company recently reported plans to expand its successful Delta, Ohio, steel plant.
BlueScope Steel, a leading manufacturer of coated and painted steel products in the US, reported their board’s approval to expand their North Star plant in Delta, Ohio, pending anticipated receipt of necessary air permits and local and state incentives.
BlueScope said they hope this expansion will increase domestic steelmaking capacity in the US by approximately 850,000 additional metric tonnes per annum.
Mark Vassella, managing director and CEO at BlueScope
“This project fits our strategy perfectly,” said Mark Vassella, managing director and CEO at BlueScope. “It offers long-term sustainable earnings growth from a high-quality asset. It is a significant tribute to the 400 employees at Delta who work hard to make it such a strong performing asset.”
Mr. Vassella also said this project has even more growth opportunities because its debottlenecking potential could increase steelmaking capacity by a further 500,000 metric tonnes per annum.
BlueScope estimates the cost of the project to be $700 million. They aim to commission the expansion in mid FY2022, with full “ramp up” approximately 18 months later.





























 Global bolt manufacturer Solvera Gawel Technology S.A. (SGT) is expanding their heat treat process line with a contract to purchase an electrical belt conveyor unit (ATE) comprising an electrical mesh belt PTE furnace. The new line will be intended mostly for carbonitriding and hardening processes (under endothermic atmosphere enriched with methane and ammonia) and for washing and tempering of high-quality screws and other hardware manufactured near Rzeszów.
Global bolt manufacturer Solvera Gawel Technology S.A. (SGT) is expanding their heat treat process line with a contract to purchase an electrical belt conveyor unit (ATE) comprising an electrical mesh belt PTE furnace. The new line will be intended mostly for carbonitriding and hardening processes (under endothermic atmosphere enriched with methane and ammonia) and for washing and tempering of high-quality screws and other hardware manufactured near Rzeszów.