Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 22 news items.
Equipment
ROGESA Roheisengesellschaft Saar GmbH has commissioned SMS group to carry out a comprehensive modernization of blast furnace 4 (BF4), which will extend the service life of the blast furnace and ensure effective monitoring of the hearth lining. The contract includes the planning and delivery of the Paul Wurth hearth lining and multi thermocouple sensor probes (MTPs), as well as technical support during the installation phase at the in Dillingen, Germany, location. Additionally, Future Forgeworks, a steel manufacturer based in Brisbane, Australia, has commissioned SMS group to supply the nation’s first continuous mill technology (CMT® 350) mill. Future Forgeworks’ landmark project, the Swanbank Green Steel Mill Project, will produce rebar steel in an endless process for the Australian company, guaranteeing low carbon emissions and highly efficient production.
Piper Industrial Manufacturing Company, a Piper Aircraft, Inc., subsidiary, has acquired a Flexform™ fluid cell press from Quintus Technologies, expanding its equipment inventory to target the growing demand for low volume, high-complexity sheet metal forming. The company provides turnkey world-class manufacturing solutions.
Steel producer Colakoğlu Metalurji AS, has placed an order with SMS group for the modernization of the laminar cooling section and the downcoiler in its 1,850-millimeter hot strip mill. With the completion of the laminar cooling system upgrade, the Turkish company plans to enter the market for wear-resistant steel grades. Additionally, Fujian Kebao Metal Products Co., Ltd., a subsidiary of Fujian Sanbao Group, has contracted with SMS for two tinplate continuous annealing lines (TIN CALs).
A heat and energy management company that produces approximately 2 million complex parts per year has expanded with a custom-made VAB furnace for vacuum aluminum brazing. SECO/WARWICK has delivered the furnace to the company, located in the Czech Republic.
Aluminum and renewable energy company Hydro has decided to invest in a new sow casting line at Husnes to increase its primary aluminum casthouse flexibility. The company’s primary plant produces low-carbon extrusion ingot for the European construction and automotive industries. The sow caster, which will have a capacity of 100,000 tonnes per year, will give flexibility to produce sow ingots in periods of lower demand for the plant’s main products.
Secat, Inc., recently announced the addition of the Alubin extrusion press to its Nicholasville Pilot Lab. The press was donated by Wagstaff, Inc., which manufactures direct chill aluminum casting systems. This equipment will elevate the company’s testing, development, and small-scale production capabilities.
Tenova will supply a new hot dip galvanizing line for PT Tata Metal Indonesia. The flexibility of the new line for zinc aluminum magnesium alloys will enable production of three types of coated coils.
View of ROGESA blast furnace 4 from the water treatment plantCooling groups operating as part of the laminar cooling system for ColakoLow-carbon extrusion ingot for the European construction and automotive industries produced at HusnesA new aluminum extrusion press installed at Secat’s Nicholasville Pilot Lab in KentuckyTenova and PT Tata Metal Indonesia
Company & Personnel
Can-Eng Furnaces International, Ltd. has announced the promotion of two long-standing employees to new leadership roles in 2025. Jason Clay has been promoted to manufacturing operations manager, overseeing the future direction of the company’s manufacturing strategies. Adam DeCiccio has been promoted to purchasing and logistics manager and will focus on implementing innovative strategies and improvements within purchasing, supply chain, and inventory planning to support company growth.
thyssenkrupp Aerospace, a logistics service provider for the commercial aerospace industry, and aluminum manufacturer Novelis have renewed their strategic partnership through a multi-year agreement.
Kolene Corporation recently announced the promotions of Timothy D. Shoemaker and Peter L. Shoemaker, both to co-chief operating officers for the corporation. Tim Shoemaker is responsible for sales and has oversight of the company’s engineering, field service, and project management departments. Peter Shoemaker continues to lead the company’s chemical supply chain and order fulfillment departments, as well as its critical replacement parts revenue segment.
Gasbarre‘s new 150,000-square-foot facility in St. Marys, Pennsylvania, recently became fully operational, with expanded floor space, upgraded infrastructure, and state-of-the-art equipment.
JSW Steel Dolvi Works has selected SMS group for a major expansion of its steelmaking facility, increasing the annual capacity of the existing steel mill by 3.7 million tons per year.
Watlow, a provider of industrial technology and thermal systems, recently expanded its executive leadership team by appointing two regional presidents to oversee operations in Asia and Europe. Shiyi Zhou will serve as regional president of Asia, and Klaus Aarestrupp as regional president over Europe.
Ipsen announced the 2025 schedule for its comprehensive training course on vacuum furnace equipment. Ipsen U will take place on April 1-3, June 10-12, August 12-14, and October 7-9 in Cherry Valley, Illinois.
CAN-ENG Furnaces International Ltd has formed a strategic partnership with Piotr Pelian, founder of Industrial Process Technology to expand its European presence.
Hydro and Northvolt have signed an agreement where Hydro will acquire the remaining shares in the battery recycler Hydrovolt for NOK 78 million, increasing its ownership in Hydrovolt from 72 to 100 percent through this transaction. Hydrovolt is a raw materials company established in 2020 as a 50/50 joint venture between Hydro and Northvolt.
Jason Clay Manufacturing Operations Manager CAN-ENG Furnaces International, LtdAdam DeCiccio Purchasing & Logistics Manager CAN-ENG Furnaces International, LtdTimothy D. Shoemaker Co-Chief Operating Officer Kolene CorporationPeter L. Shoemaker Co-Chief Operating Officer Kolene CorporationGasbarre’s new facility in St Mars, PennsylvaniaShiyi Zhou Regional President Asia WatlowKlaus Aarestrup Regional President Europe WatlowIpsen U training classPiotr Pelian Founder Industrial Process TechnologyHydrovolt, one of Europe’s largest EV battery recycling plants in Fredrikstad, Norway
Kudos
Solar Atmospheres, Inc. has been recognized as the industry leader in the Surface Treatment Services category of the 2024 Leadership in Medtech Awards.
Phoenix Heat Treating has announced that their furnaces have received approvals from Pratt & Whitney and Bell Helicopter, increasing the company’s capacity to process orders that require specifically approved furnaces, ensuring compliance with stringent aerospace and defense standards.
Steelhead Technologies recently announced the launch of the Tides of Steel Sweepstakes, in partnership with Calvary Industries. The contest offers an opportunity for job shops to win prizes that will accelerate 2025 growth and reward hard-working teams.
The Otto Junker Foundation announced the winners of the Otto Junker Prize 2024, honoring outstanding academic achievements at the RWTH (Technical University of Aachen). The recipients are: Daniel Baggen, Moritz Diewald, Gerrit Ipers, and Jan Krusenbaum.
Mark Thomason and John Blauser, both of Gasbarre, have received the 2025 Distinguished Service to Powder Metallurgy Award from the Metal Powder Industries Federation (MPIF). The award recognizes individuals who have dedicated at least 25 years to the powder metallurgy (PM) industry and made outstanding, long-term contributions that have earned the admiration of their peers.
The inaugural class of field service engineers recently graduated from the Ipsen FSE Academy, a next-generation training program building on the foundation of the former Ipsen Corporate Academy. This revamped initiative reflects Ipsen’s ongoing commitment to developing top-tier talent. These engineers successfully completed an intensive 20-week training program focused on mastering the complexities of heat treatment furnace repair and service
Left to right: Wolfgang Bleck, Chairman of the Advisory Board of the OJ Foundation; Jan Krusenbaum, award winner; Gerrit Ipers, award winner; Daniel Baggen, award winner; Moritz Diewald, award winner; Ulrich Rudiger; Udo von Berg. Source: Andreas SchmitterMark Thomason Global Sales Manager Gasbarre ProductsJohn Blauser Business Development Manager Gasbarre Precision ToolingMembers of the inaugural class of field service engineers from the Ipsen FSE Academy
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 18 news items.
Equipment
A Canadian automotive components manufacturer recently expanded its operations with an electrically heated small batch oven to be used for curing arts. The small batch oven was manufactured by Wisconsin Oven, designed to utilize combination airflow to maximum heating rates of 650°F and temperature uniformity.
With the successful conversion to a four-stand finishing mill, Henan Yirui New Materials Technology Co, Ltd, officially began production. SMS Group converted an existing hot rolling mill into a tandem finishing mill by adding three new finishing mill stands, developed for refurbishing and integrating components.
KALLER, a manufacturer of gas springs and gas hydraulic systems based in Sweden, recently launched its fully automated line of hardening furnaces for surface coatings on gas springs. The hardening systems were supplied by Ipsen International.
Electrically heated small batch oven to be used for curing arts at Canadian automotive components manufacturer. Source: Wisconsin OvenFully automated line of hardening furnaces installed at Kaller Source: LinkedInFAC Signing Ceremony L-R: Rüdiger Roger Wiechmann, Project Manager at SMS group, with Zheng Guoqiang, Project Manager at Henan Mingtai Aluminium). Source: SMS Group
Company & Personnel
Steve Fuller has joined the team at Nitrex HTS as the new plant general manager at their Michigan location. He brings 45 years of experience in commercial heat treating, machine tool manufacturing, fabrication, quality management, and more.
Bobby Boom, Tim Litchauer, and Wade Sholmire, have been added to the Superheat team as business development managers. Wade is the new National BDM, Tim will oversee the Greater Houston Area, and Bobby will manage the Southeast Texas, Louisiana, and Arkansas regions.
Chris Martin has been promoted to regional sales manager for the Southeast by Ipsen. Chris will be responsible for leading a team of seven that includes six field service engineers and one service administrator.
Adam Woelber has been promoted to manager of aftermarket parts and service at AFC-Holcroft.
Ethan Castle has been appointed the St. Louis plant manager for Paulo Heat Treating, Brazing, and Metal Finishing, recognized for his leadership, technical capability, and mentoring role, in addition to representing the company within the North American Diecasting Association and National Tooling and Machining Association. Ethan has also been named to Heat TreatToday‘s 40 Under 40 Class of 2024.
Gary Doyon has stepped down from his role as CEO of Inductotherm Group, after 15 years in the position and 38 years with the company. Mick Nallen and Satyen Prabhu have taken as co‐leaders at the company, which provides thermal processing technologies. Mr. Doyon will remain actively involved with the company, assisting with specific operational needs of other businesses owned by the Rowan family and pursuing new business avenues and opportunities for the Inductotherm Group.
Ipsen USA has launched its Field Service Engineer Academy, designed to be a 20-week in-depth program with classroom training and experience in the field with veteran service technicians. Darci Johnson, program and transformation manager at the company, is leading the implementation of the FSE Academy. Content will focus on the fundamentals of vacuum furnace repair.
Industrial furnace equipment manufacturer Gasbarre welcomed Dan Hill as product development manager; he will be based at the company’s Livonia, Michigan, facility. A licensed professional engineer, Dan brings a diverse background in capital equipment, spanning material handling, control systems, boilers and furnaces, combustion systems, and industrial washing/deburring equipment.
The U.S. Navy recently selected StandardAero to serve as its engine depot-level repair prime contractor to perform Rolls-Royce T56-A-427A engine MRO services, supporting the Navy’s fleet of E-2D Advanced Hawkeye aircraft. The aerospace aftermarket service supplier has also announced that Turkish and European Boeing 737 Operator Corendon Airlines has extended its contract for the support of CFM LEAP-18 engines.
Ipsen USA recently announced the formal launch of its Service HUBmodel, marking a significant shift in how the company delivers customer service and support across the United States. The program has been under the direction of Geoffrey Somary, the company’s global CEO. Currently being led by John Dykstra, chief service officer, the HUBs now provide services across a large portion of the Midwest and Southeastern United States. Lu Chouraki, manager of business development, is leading the implementation of the HUBs.
Steve Fuller Plant General Manager Nitrex HTS Source: Nitrex Wade Sholmire National Business Development Manager Superheat Source: SuperheatTim Litchauer Business Development Manager for the Greater Houston Area Superheat Source: SuperheatBobby Boom Business Development Manager for Southeast Texas, Louisiana, and Arkansas Superheat Source: Superheat
Chris Martin Regional Service Manager for the Southeast Ipsen Source: IpsenAdam Woelber Manager of Aftermarket Parts and Service AFC-Holcroft Source: AFC-HolcroftEthan Castle St Louis Plant Manager
Source: PauloGary Doyon Retiring CEO Inductotherm Group Source: Inductotherm Group The launch of Ipsen USA’s Field Service Engineer Academy Source: Ipsen USADan Hill Product Development Manager Gasbarre Source: Gasbarre
Kudos
James Wellborn, gas nitride manager at Advanced Heat Treat Corp, celebrates 25 years with the company.
Patricia Miller, director of technical services at Uddeholm, has been named the Technical Committee Member of the Year by North American Die Casting Association (NADCA).
Denise Blaubach, who is known as the resident flow meter assembly expert at UPC-Marathon in Wisconsin, recently celebrated 35 years with the company.
Constellium today announced it has achieved Aluminum Stewardship Initiative (ASI) Performance Standard Certification for all its operations, and for its corporate office in Paris.
Sinosteel E&T and Tenova have successfully completed the performance test for the ENERGIRON DRI Plant at the Baosteel Zhanjiang site in China. The sustainable hydrogen-based 1,000,000 tonnes/year ENERGIRON Direct Reduction (DR) plant demonstrated the nominal production of DRI, reducing carbon dioxide emissions and marking a significant step in the green steel industry.
James Wellborn Gas Nitride Manager Advanced Heat Treat Corp Source: Advanced Heat Treat Corporation Patricia Miller Director of Technical Services Uddeholm Source: UddeholmDenise Blaubach celebrates 35 years at UPC-Marathon Source: UPC-MarathonENERGIRON DRI Plant at the Baosteel Zhanjiang site in China where Sinosteel E&T and Tenova complete performance test Source: Tenova
We have the honor to speak with another Heat Treat Legend in our industry, John L. Becker, president and founder of Heat Treat Equipment. Doug Glenn, publisher of Heat TreatToday and host of this podcast, has been chatting with the legends walking among us who’ve been involved with the North American heat treat to get a sense of where they’ve been, what they’re doing, and what advice they would share with the current generation. “Tenacious” is the word that comes to mind from this conversation.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
A Summer at Ford Motor Company (01:20)
Doug Glenn: John, you were the founder and owner of the J.L. Becker Company which was recently purchased by Gasbarre Furnace Group. You’re no longer associated with that company, since you sold it. You are associated with Heat Treat Equipment, Inc., which you also started.
Contact us with your Reader Feedback!
How did you get started in the heat treat industry?
John Becker: It goes back to the summer of 1964 when I had been going to a junior college, and I started dating my wife. Her father was in the steel division at Ford Motor Company, and I needed a summer job in 1964. Through his contacts, I was able to get a job there. My position was very "prestigious." I had my own tool; it was called a broom! Through sweeping up, I was a first-class janitor. Then, I was able to move up to a helper’s position.
In working there for the summer, I saw a lot about the making of steel and the production processes. I used to hang around the lab, because in the summer, the lab was air conditioned; and I could pretend that I was interested in that area. By the end of the summer, they asked if I would consider going on co-op for metallurgy. I thought, “Well, that sounds easy. I can do that,” not realizing what I was in for.
"I received a BES in 1968" Source: Western Michigan University
I started in metallurgy, and worked for Ford and went to Western Michigan University where I received a BES (Bachelor of Engineering Science) in 1968. During that time of co-op, I worked and took classes. I used to take classes at Wayne State, Lawrence Tech, and other places where I could get some hours or get a class.
After I graduated, they put me in an area called the AADGO (Automotive Assembly Division General Office) where I was a fastener engineer. We were dealing with nuts, bolts, screws, and washers. I started visiting heat treat shops. At the same time, they put me on the MBA management program through the University of Michigan.
There were a lot of people in Rockford, IL, that made fasteners. One of the areas we were concerned with was heat treating. That thing called the Delta or appendix C, the Q101 (Quality 101 points) for Ford. I would go around inspecting plants, and I got to know several people in heat treating. I was a bit fascinated by it.
In 1970, Ford laid me off. I was still finishing up school, and I had a child. I actually started teaching school part time and did that for a while. I was a “the permanent substitute,” so I would work a lot of different days. That was quite enjoyable!
I started working for a company that sold high temperature materials: conveyer belts, etc. and was pretty successful. I looked at what I was getting paid. At this company, some reps were getting 10%. I was getting a salary and expenses, and I understood that it was a pretty good deal. But I still looked at reps and figured I made 10% of that value.
Starting a Business in a Basement (06:18)
I decided to really go on my own, and I started the J.L. Becker Company out of my house as a rep. I had four principals, and a few others in the industry. I didn’t represent these, but I could sell their products. Two examples were the wire mesh conveyer belt of Canada and I Squared R, which provides silicon carbide heating elements. We had a line of hearth plates, thermocouples. I became the Lockheed engineering rep. Because of that, I called on a lot of OEMs like Surface Combustion and Atmosphere Furnace and others.
"My dad gave me an old phone." Source: Unsplash.com/Nguyen Dang Hoang Nhu
We built it up. Everybody in Michigan had a basement. My dad had given me a used desk and, in those days, you had a phone that was wired to the wall. My dad had given me an old phone, so I started a company. In the basement of the house, I had a little cubby, about 4 ft by 7 ft, and that was my world headquarters.
After 6 months, I started to interview for a new job with salary and benefits, and all the things I didn’t have, because it wasn’t as great as I thought.
I had been calling on Monroe Auto Equipment in Monroe, Michigan. Monroe Auto Equipment has four plants that do powdered metallurgy; they make components for shock absorbers. I had become friends with a guy there, Fleming Pruitt. I still remember his name to this day.
He called me and asked for a particular product. I got a price for it, called him back, and he said, “I made a mistake. I didn’t want 20 pieces, I wanted 200.” I was going to make 10 bucks a piece or some number like that. All of a sudden, I was, like, “Whoa!” That started it.
Then I got another order, another order, and another order. Over time, I started thinking: “Why don’t I have some of my own products where I can control the price?” I could buy it for X and add my overhead to it.
Growing the Business (09:13)
In 1974, I moved to an office in Livonia, Michigan. It was in a multitenant-type building, and the fellow had rented two spots, and there was one empty office. I started there. I ended up hiring a gal by the name of Carol Campbell, right about then, for $90 a week and no benefits. She did an outstanding job for me. Around 1976, I hired Dave Peterson. Dave still, as you know, works with me today. I couldn’t chase him away. I tried and failed.
"I added another piece of the puzzle." Source: Unsplash.com/Nathalie Segato
From there, I added another piece of the puzzle. Each year we expanded. I got busy enough where I visited someone who I was selling different components to, and they had a piece of equipment they wanted to get rid of. I had visited someone else the day before who was looking for the same thing. I didn’t have to be that bright to understand that this guy wanted a dollar, and this guy was willing to pay two dollars. That worked out pretty well, and I did that a few times. But then the next time I did it, the person said, “You need to take it out.” So, I was able to; there was a group of guys and my office, at that time, was right behind Holcroft in Livonia. I got to know a lot of guys that worked there, and they would come and work for me on weekends. We would dismantle, move things, and ship them out.
Eventually, I got a little shop. I hired a fellow, whose name is Charlie Hatala, who now has Great Lakes Industrial Furnace. Charlie ran the shop, and then we started refurbishing equipment.
Then, in 1978 or 1979, BorgWarner Corporation in Michigan asked me if I could build a tempering furnace. I was doing maintenance for them installing components. I did a lot of brazing and sintering furnaces and some batch furnaces. They needed to do temper. I said yes, having never done it before.
Eventually, we figured it out.
I hired an engineer who worked for us part time for a while, and the shop became a busier situation. We started to build some equipment.
I hired an engineer, a fellow by the name of Don LaFore, who has now passed away. Don came in and helped shepherd us along to do design work. We started to build some belt-type furnaces for sintering and brazing. There were other people in the industry who had small operations to do refractory work or do electrical. We leaned on those individuals and started to build.
By 1980, I had two guys in engineering, Dave in sales, Carol in the office, and my wife, Eileen, was our CFO, as she still is today. It just went from there!
By 1983, we moved to another larger building.
In 1989 we moved again, and then in 2000, we moved to an even larger facility.
So, we had gone from about $700k–$800k to about $25 million in my last couple of years. In fact, we have equipment we built in the Ukraine for which my son, Matt, did the startup. We just looked at it in satellite, and it’s still standing and hasn’t blown up yet. That particular system, we duplicated twice for Russia.
Becker Goes International (14:16)
We built equipment in Israel, Dubai, Saudi Arabia, Thailand, and China. Korea was the first place, out of the country, where I sold a piece of equipment. That was right at the beginning, probably in the later part of the 1970’s, maybe very early 1980’s.
"We built equipment in Israel, Dubai, Saudi Arabia, Thailand, and China." Source: Unsplash.com/Lucas George Wendt
At Ford Motor Company, there was a research scientist; he was a Korean doctor. He had gone back to Korea to head a thing called KIMM (Korea Institute of Machinery and Materials) and he called me and ordered a furnace. We built the furnace, a research-type sintering furnace and endo generator, and I actually went to Korea and did the startup. That was one of the first international ones. We’ve shipped equipment to Canada, to Mexico, and to quite a few different places.
At 68 years old, in 2011, I sold the company to Gasbarre.
Becker’s Network in the Heat Treating Industry (16:02)
Doug Glenn: Give us a recap of some of the people with whom you’ve interacted.
John Becker: There was a startup company in around 1970/71 called Custom Electric Furnace, where Tim Mousseau worked as an engineer. Charlie Hatala was basically the president and shop manager. They had all come from a company called Alexander Engineering which goes way, way back.
I started repping them, and I sold a few furnaces for them.
Another guy that was repping around there was Jeff Smith; he worked for the which represented a company out of New York that made heat exchangers. Jeff came up with the idea of making his own heat exchangers, and that’s when they started SBS Corp.
During that same time period, I became friends with John Young. John’s father had Perfection Heat Treating Company, and his father, unexpectedly, died just before Christmas around 1976, I believe. John and I became friends. His wife’s name was Eileen, and my wife’s name was Eileen. We both had degrees in metallurgy; our backgrounds were very parallel to one another.
John and I ended up buying the heat treating company called Steel Improvement Company, and John ran that company successfully for about 10 years. Also, John and I got in on a few other companies too.
1984 and 1985 hurt the heat treat industry in Detroit, so we ended up liquidating both those companies.
Just like Jeff Smith, people from, refractory people, we interfaced with so many people here. In the metropolitan Detroit area, you have everything you can think of: Electrical supplies, wire, refractory, engineering help, machining, fabricating, steel suppliers. Everything is right at our fingertips. You have a real cornucopia of support-type people from lawyers to accountants to medical to whatever. It was a good place to nurture a company.
Like I said, we built the company up, and I was really motivated to sell.
In 2009, my oldest boy died. That hurt me personally, obviously. Then, in 2010, my younger son, Matt, who’s kind of a Mensa kid, announced he was going to leave to open a brewery. He has been extremely successful.
Then, Gasbarre approached me. My thoughts of passing the business on to my sons were trash, so I sold the company. After I sold it I consulted with them for a couple years; it was all part of the contract. I realized I really didn’t want to get out of it; I had pulled the trigger a little too quickly.
I’m 79, and I still work almost every day. I love the business, and I’ve come to know so many people in the business that I interface with. I’ve had some very, very strong supporters over the years for the equipment that we’ve built.
One guy that was probably the nicest guy — you couldn’t have asked for a better friend — was Jim Hendershot who had Carolina Commercial Heat Treat. Jim sold it to Gibraltar and on and on. Now, most of their plants are part of Bodycote.
John’s Supporters (22:32)
Doug Glenn: Are there two or three people who had a significant impact, people that encouraged you to carry on?
John Becker: You know, I really can’t point to anybody individually. Obviously, my wife was a supporter. She was burdened with the accounting side of the business.
"It was more people believing in me..." Source: Unsplash.com/Brett Jordan
I had a lot of different people. There was a buyer at Ford who was very supportive. Another guy at AC Spark Plug up in Flint; I did a lot of work for them and built several pieces of equipment. So, it was more people believing in me and believing that I could do the job and giving me the opportunity to do it.
My best friend just passed away a week ago (he was a Ford dealer). He would listen to me all the time and give me advice. He had built up a company where he was the number one Ford dealer for 1921 and 1922 in volume, worldwide, in the small little town of Livonia. It was very prestigious. He was a very well-liked individual. He gave me a lot of advice about not trying to micromanage, about giving up control and giving control to other people, hiring people and trusting them to let them do their job, and how to treat individuals. I think I learned a lot from that.
John’s Significant Accomplishments (25:20)
Doug Glenn: What are one or two your significant accomplishments?
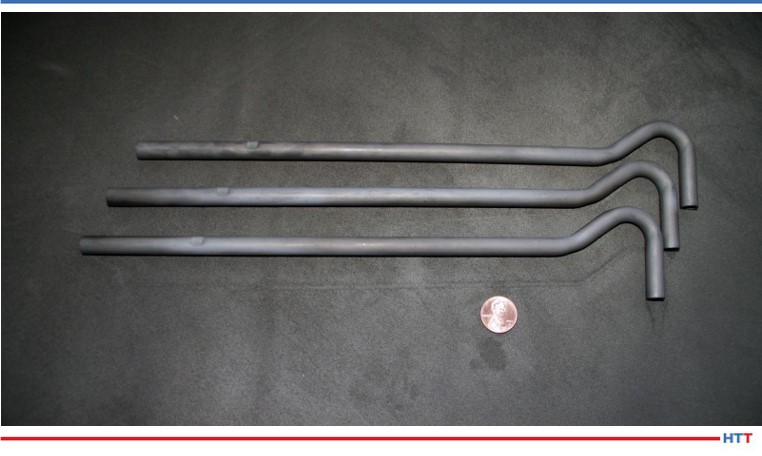
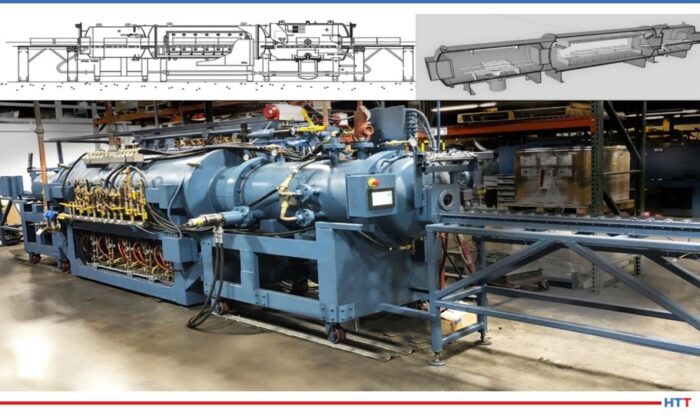
John Becker: Dave Peterson worked with a company (and I won’t mention their name), and I joined him. This company had bought a used piece of equipment and did some converting on it to do a process. They had built one, and then we built their next one and “upgraded” it to the next phase.
We worked on the design and built and built and built it to where they had about 50 of these units. I think, between myself and Gasbarre, there may be 55 of them built. If you look at it, it’s roughly a million dollars apiece; they were very successful. They were using my son, Matt, who developed the software and automated all the controls to mass flow sensors, etc. This was early on before a lot of things that we have today. If you look back, this was all new technology at the time.
That was a “feather in our cap,” and that was a whole team. The engineering department did the engineering, the shop and the people in fabricating all had ideas and those were incorporated into it, and Matt redeveloped the software and the controls and developed all the programming. Before they had a lot of mechanical and timing issues where a bell would ring and an operator would have to do something, this was all automated. It took the operator out of what was a 30, 40, 50-hour process.
It’s very successful. That shows how the whole group pulled together and did it.
"I'm tenacious like a bulldog..." Source: Unsplash.com/MattODell
My success has been talking. Sales. I’ve been able to connect with people. I’m tenacious like a bulldog on an ankle; it’s hard to get me off. My middle initial is “L” and I tell everybody it’s for “Lucky.” I’ve been very fortunate to have a very loyal group of individuals. Like, we’re here now at Heat Treat Equipment. Bill Richardson started me in 1980 and was chief engineer and is with me now. Dave Peterson was my sales manager since 1976/77 and is with me now. The people in our shop, I did not solicit them. They came to me. When I had J.L. Becker, they were the ones that made the clock work.
I would go out, do the sales, contribute to them, and try to close the deal. I had more people — we had four or five gals, plus the CPA, plus my wife in the office, for insurance, employee benefits, payroll, paying the bills, etc. That worked very well, but that wasn’t my department. I looked at it macro work, but the micro work was done by all of them. They were very organized. The same was true for the shop and in engineering.
I really have to say they’re the ones that made the business keep moving. I would come in and say, “I’ve sold another standard piece of equipment except everything is different.”
Lessons Learned (30:43)
Doug Glenn: Over your work career, were there any disciplines that you developed? Were there any disciplines you developed you felt were beneficial for you and for your company?
John Becker: I can’t think of anything specifically. They always say, “Never quit. Never take ‘no’ for an answer.” So, I never quit. I used to tease some of the other guys because they would call on a customer for years, literally 4–10 years, and nothing would happen. Then, there was that lucky change in personnel. All of sudden, everything started to happen. We became “their guys.”
I was tenacious, and I listened. I do a lot of talking, but people don’t realize I do listen. Understanding, in sales, what does your customer want, what’s the expectation? I’m not going to pick on any other company, but some, more or less, “fell from the catalog.”
I always thought we were willing to change to try to modify or make our equipment fit our customer’s needs, not our customer needs fitting our equipment. We always went in and would change things. As I said, “Another standard piece except everything is different!”
I know when I sold the company, Gasbarre enjoyed quite a bit of repeat business from our customer base. I think our customer base was loyal; the loyalty came back from being loyal to them. We, like everyone else, had problems. My point was: We need to fix the problem, not fix blame. We didn’t worry about the cost. When it was done and resolved, then we could go back and look at it to find out if the problem arose from something we did, was it improper usage, etc.?
We never walked away from a problem and trust me, I had them over the years.
Doug Glenn: Did you ever lose any big money on them?
John Becker: Yes. More than once, and we lived to tell about it! The problem was sometimes I was quick on the draw. A guy that draws fast can shoot his foot off. The gun goes off a little too quick. Every time I would try to jam a square peg into a round hole — like I said, I was tenacious. I would fight and fight and fight for an order and get it and get creamed.
Work-Life Balance (34:55)
Doug Glenn: How did you handle work-life balance?
John Becker: It was never a struggle. I worked 6 days a week; when the kids were growing up, I coached baseball. I had a soccer team I coached in Northville for both my boys. We loved Florida because my grandparents were down there. My mother’s parents were down there, and my parents moved there. I had a brother and sister that lived there, etc.
We started going down to Florida very early in our lives in the 1970’s. We took vacations with the boys. There are plays and things they did at school; we did all that. We had a pretty good life.
Over the years, I’ve developed a lack of memory. When I walk out the door of work, my memory just falls off somewhere. I’m driving home and when I get home, I can’ remember things. Even though Eileen was involved in the business, I didn’t go home and talk about the business. I left it at work.
[blockquote author="" style="1"]One thing I’ve learned is that the work you didn’t do today will be there tomorrow. The work will be there.[/blockquote]One thing I’ve learned is that the work you didn’t do today will be there tomorrow. The work will be there. Early on, I did a few things. I missed a funeral for a friend that I still look back at, 30 years later, and say, “I could’ve cancelled or rescheduled those appointments, and I could’ve gone there.” I still think I should have gone to the funeral, and I didn’t and I’m sorry, today. The appointments that I went to never turned out to be anything.
I’ve always carried that around, that I should have been there for that person even though they had passed. You make decisions, and I think you’ve got to remember that a lot of these things will be there tomorrow that you don’t get to today.
Advice to Young Leaders in the Industry (37:48)
Doug Glenn: Were there one or two lessons you learned along the way, words of wisdom you would give?
John Becker: Send your resumes out somewhere else? Find a different career! I don’t mean that; the industry has been good to me.
I think that one of the things for younger people, especially in sales, is this: I would go work on a sale and I would think, “Boy, I’ve got this thing,” and find out I lost to a competitor, not realizing the purchasing guy’s brother-in-law was my competitor. So, understanding the politics of situations, the relationships. I’ve had people that I’ve been very, very close to and they would go out for bids, but I knew I was getting the work. Get to understand the relationship, who they’ve worked with in the past.
The other thing I think is important is technical society. I belong to ASM (ASM International, formerly known as the American Society for Metals). I used to belong to MPIF (Metal Powder Industries Foundation), the APMI (American Powder Metallurgy Institute).
I was one of the original associate members of MTI (Metal Treating Institute), but actually I was an MTI member back in the 70’s because we (John Young and I) owned the heat treat shop. John was the member, and I was the alternate. They were very, very down on a salesperson, like me, coming to those types of meetings. I did go to a couple. In fact, the very first or second meeting that Lance ever had, I met a guy who was from out in Oklahoma, by the name of John Hubbard. That was back in, probably, 1980, roughly, ’81 maybe; it was in that time.
Doug Glenn: So, for those who are listening that might not know, Lance Miller was the executive director of the Metal Treating Institute (not anymore, Tom Morrison is currently in that position). John Hubbard ended up being the CEO of Bodycote for years and years.
John Becker: I think in establishing relationships, try to be as honest as you can with your customers. There is a certain point that, I think, to maybe be a little guarded in your answers. Be as honest as you can without giving away your company secrets or whatever. Say you’ve had something in the background in your company that’s gone on and it’s affecting something. You don’t need to broadcast that, but you should maybe tell your customers you’ve had some issues that are going to delay or change things. That’s the best thing.
Just be yourself; don’t try to be somebody else. And you know what, if you don’t come home laughing and having a good time and enjoying yourself, you’re in the wrong business.
About the expert:
John Becker, president at Heat Treat Equipment: Founder and president of Heat Treat Equipment (est. 2011), has a long and distinguished career in the heat treat industry as the founder and long-time president of J. L. Becker Company, a manufacturer of new furnaces and heat treat equipment.
Heat Treat Today asked tip-up manufacturers to help heat treaters understand the variability of tip-up options in the market today. In this article, Gasbarre Thermal Processing Systems and Premier Furnace Specialists share unique approaches on how their own gargantuan furnaces serve heat treaters. As you read, note that customization is the critical component to operating a tip-up in your heat treat department.
This original content article is drawn from Heat Treat Today's February Air & Atmosphere Furnace Systemsprint edition. Have something to share about tip-up furnaces? Our editors would be interested in sharing it online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own ideas!
Gasbarre Thermal Processing Systems
What is your system and how does it differ from historic tip-up systems?
Gasbarre has a unique offering of tip-up style furnaces. We offer systems for conventional applications such as austenitizing, solution treating, stress relieving, and tempering. In addition, we also offer atmosphere processes such as annealing and ferritic nitrocarburizing (FNC). For us, tip-up systems are not one-size-fits-all type systems. Systems are designed around our customer’s specific processing requirements. This would include thermal process requirements, load geometry and weight, temperature ranges and uniformity requirements, as well as time to quench specifications.
What are its operational advantages?
Contact us with your Reader Feedback!
When evaluating a tip-up furnace system, they are typically compared against box-style furnaces and car bottom furnaces. So, what differentiates a tip-up from these other style furnaces? First, you can achieve the main goal of large capacity batch processing, while gaining advantages over box furnaces with wider temperature ranges and tighter uniformity requirements. Box furnaces are more challenging to evenly distribute heat due to the large space requirement for the furnace door, where it is difficult to include heating elements or gas fired burners. Second, you can achieve faster time-to-quench speeds in a tip-up furnace over a car bottom furnace. Car bottom furnaces require the load to be pulled out of the furnace and then the load is typically manually moved from the furnace hearth to the quench. In a tip-up, this process can be automated and completed in 60 seconds or less. Finally, when special atmosphere processes are required, a tip-up furnace offers a superior atmosphere seal to the other furnaces mentioned. With tip-up furnaces, you can seal the furnace using its own weight. Other furnaces require additional mechanical assemblies to achieve a proper seal, which ultimately is more susceptible to leaks and requires more maintenance than a tip-up furnace seal.
Tip-up furnace from Gasbarre Thermal Processing Systems Source: Gasbarre Thermal Processing Systems
Why should people be paying attention to what you have to offer?
Gasbarre’s broad product offering gives us the ability to evaluate your requirements objectively and offer the best solution for you and your company, whether that be box furnace, car bottom, or tip-up. Tip-up furnace systems are usually not one-off installations. These systems usually involve quenching equipment, material handling, load staging, and other integration. Gasbarre has the experience and personnel to manage such large projects and support the customer to effectively implement a system.
Premier Furnace Specialists
What is your system and how does it differ from historic tip-up systems?
The controls and automation capabilities of our furnaces set us above many older systems still in use today. On the control panel of an older system, you’re likely to see paper chart recorders, maybe a PanelView screen, and dozens of switches, pushbuttons, and pilot lights. Some of our customers prefer these control systems for their familiarity, and that’s fine because we are capable of building this style of enclosure, but most come to us for improvements or new systems entirely. Our standard panel comes with a 23.8” color touchscreen display that lets operators manage or record almost every aspect of the furnace’s operation. This package can be added to existing furnaces as well, as we have performed many control and combustion upgrades on older systems to keep them functional and reduce operating costs. We also offer tip-up furnaces that operate via jackscrews for customers who want to avoid the maintenance and flammability of hydraulics.
Open indirect gas-fired atmosphere furnace used to handle a variety of parts Source: Premier Furnace Specialists
Modern burner technology also offers a massive improvement over older systems. With rising energy costs for all fuel types, any increase in efficiency will quickly become a source of savings which can be redirected into other areas of your company. Improvements to burner design offer increased preheat, recuperative, and regenerative possibilities, which offer fuel savings across multiple temperature ranges and reduce emissions to keep in line with changing regulations. A standard burner can heat up and cool down faster, take less time to tune, and reduce maintenance hours and headaches compared to older models of burners with knowledgeable air and gas train design coupled with modern burners.
What are its operational advantages?
Our systems allow greater flexibility for integration with existing and future equipment as well as simplified operation. One of the largest complaints we hear in every industry is about the struggle to retain maintenance and equipment operators’ knowledge once a senior member leaves a company. For this reason, it is important to have a simplified controls interface that allows new operators to get up to speed quickly. As a service company as well as an OEM, we have extensive experience working on and upgrading many brands of equipment. This enables us to easily integrate our solutions to match what customers are familiar with while also reducing maintenance requirements.
Closed furnace with work chamber of approx 31' x 9' x 9' with load capacit of 90,000 lbs. Source: Premier Furnace Specialists
Why should people be paying attention to what you have to offer?
Despite OEMs trying to convince you, sometimes a standard “cookie cutter” model just isn’t the right fit for a job. It can take years to build up a budget for a new furnace system. Don’t invest those hard earned dollars into a piece of equipment that won’t do everything you need, exactly how you need it done. We are willing to take on the jobs that require creative solutions and extensive automation. Premier’s custom engineered systems live up to our namesake. Some of our recent projects have included a 130 ft long roller hearth furnace system with automated cooling/sequencing/handling of over 40 loads simultaneously; and a car bottom furnace with a 15’ x 15’ x 15’ work chamber capable of controlled heating and cooling of 160,000-pound loads.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 19 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
Global commodities group, Anglo American, and thyssenkrupp Steel have signed a memorandum of understanding to collaborate on developing new pathways for the decarbonization of steelmaking. The collaboration will focus on joint research to accelerate the development of high-quality input stock for lower carbon steel production, using both conventional blast furnace and direct reduction iron.
SECO/WARWICK delivered additional CAB lines to SUZHOU RETEK in China.
Tenova was contracted by Sinova Global to supply the basic engineering of a new silicon metal plant in Tennessee. The site will be North America’s most modern and efficient silicon metal plant, a greenfield development for Sinova Global.
Collaborative R&D between Anglo American and thyssenkrupp Steel for greener steelmaking technologies
Two CAB lines for SUZHOU RETEK
Sinova Silicon Metal Plant from Tenova
Company and Personnel Chatter
Brighton Science and Hubbard-Hall partner to provide the Infinity Surface Cleaning Intelligence Program, which is designed to aid manufacturers to prepare surfaces and prevent problems.
Thermal-Vac Technology, Inc. announced the completion of a new microgrid from Verdant Microgrid, LLC. Collaboration with the following companies ensured the completion: Eos Energy Enterprises of Edison, NJ; Stronghold Engineering, Inc. of Perris, CA; and GridSwitch Asset Management Services of Moon, PA.
Bryan Stern has joined Gasbarre as the product development manager for Gasbarre Thermal Processing Systems. Bryan’s experience, knowledge, and forward-thinking will allow him to support existing clients and advance the company’s growing footprint in the vacuum furnace market.
Ipsen recently launched a new website with the goal of providing a better user experience for customers worldwide. IpsenGlobal.com now incorporates all Ipsen locations, products, and services under one domain.
Furnaces North America 2022, the premier trade show and technical conference in the North American heat treating industry, attracted over 1,200 attendees from around the world. The show produced by the Metal Treating Institute in partnership with its media partner, Heat Treat Today.
Bryan Stern Product Development Manager Gasbarre Thermal Processing Systems
New website: IpsenGlobal.com
FNA Technical Sessions, many exhibitors and attendees
Kudos Chatter
Doug Peters, CEO of Peters’ Heat Treating, received the Winslow Award, an honor that is given to an individual or business that has made valuable economic improvements.
A two chamber vacuum oil quench furnace has received Nadcap accreditation. Solar Manufacturing designed the furnace for Solar Atmospheres of Western PA.
Ayla Busch was honored with the German Leadership Award 2022. This award was presented at the annual alumni convention of the Collège des Ingénieurs and is an award for innovative corporate leadership in the German economy.
Texas Heat Treating, Inc. announces that both Round Rock and Texas Heat Treating Worth just completed ISO 17025 lab audits. The audits came back with no findings.
Representatives from TAV VACUUM gave a speech during the first day of the 27th IFHTSE Congress & European Conference on Heat Treatment 2022. The talk was about the heat treatment of titanium alloys, specifically, “Vacuum heat treatment of Ti6Al4V alloy produced via SLM additive manufacturing.”
RETECH, a SECO/WARWICK Group company, was acknowledged as “The Most Innovative Metallurgical Equipment Specialist in 2022 for the USA” by Acquisition International Magazine. Additionally, Earl Good, its managing director, has been honored by The Corporate Magazine in the “Top 20 Most Dynamic Business Leaders of 2022.″
Nitrex Metal, Inc. announced that it was selected for the “American Dream” series airing on Bloomberg and Amazon Prime. The series explores the entrepreneurial stories of men and women who founded and built incredible companies from the ground up.
Jim Oakes, president of Super Systems, has been awarded the first ever Furnaces North America (FNA) Industry Award at the trade show’s opening night kickoff reception.
At the recent 2022 MTI fall meeting held in Indianapolis, IN, the Metal Treating Institute recognized Roy Adkins, director of Corporate Quality, with the MTI Award of Industry Merit. This award is given in recognition of current and ongoing commitment to the betterment of the commercial heat treating industry with one or more significant accomplishments.
Hubbard-Hall has been awarded the Top Workplaces 2022 honor by HearstMedia Services in Connecticut. The award is based solely on employee feedback gathered through a third-party survey that is administered by employee engagement technology partner Energage LLC.
Pelican Wire Calibration Laboratory received “ISO/IEC 17025:2017” accreditation from ANSI National Accreditation Board.
Doug Peters Receives 53rd Annual Winslow Award
Lars Wagner, COO at MTU Aero Engines AG, presents Ayla Busch with the award.
Solar Atmospheres of Western PA’s Nadcap Accredited Furnace
RETECH company and managing director receive honors
Nitrex Metal, Inc. part of “American Dream” TV series
Industry Award to Jim Oakes, president of Super Systems
Roy Adkins (center) with past MTI Presidents, Jim Oakes (left) and Don Hendry (right)
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to sarah@heattreattoday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Your parts need heat treated to herculean surface hardness but with a soft, ductile core. That is to say, you are looking at case hardening processes, most likely one of these: gas carburizing, low-pressure carburizing, carbonitriding, gas nitriding, and ferritic nitrocarburizing.
Mike Harrison at Gasbarre Thermal Processing Systems brings us a Technical Tuesday article about what case hardening is and how five of the most common processes vary by (1) comparing the specific guidelines for each temp and time, (2) identifying equipment used to perform each process, and (3) providing a chart (at the end!) to understand different process considerations.
Mike Harrison Engineering Manager of Industrial Furnace Systems Division Gasbarre Thermal Processing Systems
Case hardening falls into a class of heat treatment processes that typically involve the addition of carbon and/or nitrogen to the material through solid-gas reactions at the surface followed by diffusion. These processes are performed for any number of reasons that generally include increasing strength and wear resistance, but in all cases the end result is a harder, higher-strength surface with a softer, more ductile core.
Case hardening processes can be divided into two subsets: those that include quenching to harden, such as gas carburizing, low-pressure carburizing (LPC), and carbonitriding; and those that do not include quenching, such as gas nitriding and ferritic nitrocarburizing (FNC). This article will provide a brief look into each process, the types of equipment used, and considerations for implementation.
Diffusion + Quenching Processes
These processes involve heating the workload to austenitizing temperature, which is above the upper critical temperature for the material in question, then supplying and allowing the desired element(s) to diffuse into the part surface, followed by rapid cooling (quenching) to create a phase change to martensite that strengthens the material. Tempering is then performed to create a material that has the desired final strength and ductility properties. The result is a high concentration of added elements on the surface that continually decreases through diffusion until eventually matching the same concentration as the base material; this gradient similarly produces a hardness that is higher at the surface, gradually diminishing until reaching the core. Higher alloyed steels may also see a microstructural change in the core from quenching that produces a core with higher hardness than the previously untreated material, but lower than the surface hardness produced.
Atmosphere Gas Carburizing
Gas carburizing is a process where carbon is added to the material’s surface. The process is typically performed between 1550-1750°F, with carburizing times commonly between 2-8 hours; of course, these values can vary depending on the material, process, and equipment. The most common atmosphere used for atmosphere gas carburizing is endothermic gas with additions of either natural gas or propane to increase the carbon potential of the furnace atmosphere. Common case depths achieved are around 0.005-0.040”, with deeper cases possible through a combination of longer treatment times and/or higher temperatures.
Fig. 1 – Integral quench furnace: "The atmosphere gas carburizing process can be performed both in batch and continuous equipment."
The atmosphere gas carburizing process can be performed both in batch and continuous equipment. On the batch side, traditionally an integral quench (IQ) furnace is used (Fig. 1); it consists of a heating chamber where the workload is heated and exposed to the carburizing atmosphere, then the workload is transferred to an attached quench tank for cooling. The entire furnace system is sealed and under protective atmosphere to preserve the part surface and maintain safe control of any combustible gases. For batches of large product, a pit furnace can be used for carburizing with the workload being transferred via an overhead crane into and out of the furnace to a quench tank.
For continuous processing, a belt furnace can be used. The product is placed on a belt and then progresses through the furnace at the desired temperature and atmosphere composition; the carburizing time can be varied by adjusting the belt speed through the furnace. At the end of the furnace, the parts drop off the belt into the quench tank. Then, a conveyor pulls the parts out of the tank and drops them on another belt to be washed and tempered. For continuous processing of heavier loads pusher furnaces, rotary retort, rotary hearth, and roller hearth furnaces can be used.
Fig. 2 – Endothermic gas generator: "To achieve a carburizing atmosphere endothermic gas is typically used, which is produced by an endothermic gas generator that heats a combination of natural gas and air to create a mixture that is approximately 40% hydrogen, 40% nitrogen, and 20% carbon monoxide."
To achieve a carburizing atmosphere endothermic gas is typically used, which is produced by an endothermic gas generator (Fig. 2) that heats a combination of natural gas and air to create a mixture that is approximately 40% hydrogen, 40% nitrogen, and 20% carbon monoxide. This mixture is generally considered carbon-neutral, meaning it will neither add nor deplete carbon from the surface. To increase the carbon concentration the endothermic gas needs to be enriched with a gas (typically natural gas or propane) that will help produce additional carbon monoxide, which will “boost” the carbon potential and drive carbon diffusion into the material.
A less common carburizing atmosphere comes from a nitrogen-methanol system, where nitrogen gas and liquid methanol are combined and injected into the furnace. Upon exposure to the high furnace temperature the methanol will decompose to hydrogen and carbon monoxide. Natural gas or propane additions are still required in order to provide carbon for absorption into the surface of the steel.
Low-Pressure Carburizing
Low-pressure carburizing (LPC), or vacuum carburizing, is a variation of carburizing performed in a vacuum furnace. Instead of the atmospheres mentioned previously, a partial pressure of hydrocarbon gas (such as propane or acetylene) is used that directly dissociates at the part surface to provide carbon for diffusion. After LPC, the workload is transferred to a quench system that could use oil or high-pressure gas, typically nitrogen. LPC with gas quenching can be an attractive option for distortion prone complex geometries as the cooling rates are slower than oil quenching; however, given the slower cooling rate, it becomes very important to choose a higher alloyed steel that will achieve the desired hardness.
Fig. 3 – Vacuum furnace with oil quench
LPC typically provides faster carburizing times when compared to traditional gas carburizing. This can be attributed to a more efficient reaction of the hydrocarbon gas used and to the option of using higher carburizing temperatures, typically up to 1900°F. This is made possible by the type of internal furnace construction of vacuum furnace design, although care must be taken at higher temperatures to avoid undesirable grain growth in the material. LPC also has the benefit of eliminating the potential for intergranular oxidation, since it is running in a vacuum system.
LPC is typically performed in a single-chamber vacuum furnace, with oil quenching or high-pressure gas quenching done in a separate chamber (Fig. 3). Continuous vacuum furnaces can also be used in applications that require increased throughput (Fig. 4).
Fig. 4 – Continuous vacuum furnace
Carbonitriding
Despite its name, carbonitriding is more closely related to carburizing than it is to nitriding. Carbonitriding is a process where both carbon and nitrogen are added to the material surface. This process is typically performed in a range of 1450-1600°F and generally produces a shallower case depth than carburizing. Carbonitriding is used instead of carburizing for plain carbon steels that do not contain enough alloying content to respond well to quenching, as the added nitrogen can provide a higher hardenability in the case to allow for proper hardness development.
Atmosphere carbonitriding can be performed in the same equipment as is used for carburizing. The furnace atmosphere is still typically endothermic gas-based and includes the addition of ammonia to provide the nitrogen. Vacuum carbonitriding with both hydrocarbon and ammonia additions can also be performed in the same equipment as used for vacuum hardening and low pressure carburizing.
Diffusion Only Processes
These processes involve heating the workload to a temperature below the austenitizing temperature, allowing the desired element(s) to diffuse into the part surface, then slow cooling. The increase in hardness at the material surface comes only from the addition of the diffused element(s), and not from a phase change due to quenching. As these processes are performed below the lower critical temperature (i.e., below the austenitizing range), the desired core hardness and microstructure need to be developed through a separate heat treatment prior to case hardening. Generally, the process temperature selected should be at least 50°F below any prior treatment temperatures to avoid impact to the core properties.
Gas Nitriding
Gas nitriding is a process where nitrogen is added to the material surface. The process is typically performed between 925-1050°F; cycle times can be quite long as the diffusion of the nitrogen is slow at these temperatures, with nitriding times typically ranging from 16 - 96 hours or more depending on the material and case depth required. Nitriding can be performed in either a single or two-stage process and has the potential to produce two types of case, the first being a nitrogen-rich compound layer (or “white layer”) at the surface that is extremely hard and wear-resistant but also very brittle. This compound layer depth is dependent on processing time. In the more traditional two-stage process, the case depth produces a gradient of hardness from surface to core that commonly ranges from 0.010-0.025”, with minimal white layer, typically between 0-0.0005”. Nitriding is typically performed on higher alloyed steels or steels specifically designed for the nitriding process (e.g., Nitralloy®) as it relies on the formation of nitrides to create the increased hardness, which is achieved through the use of nitride-forming alloys such as aluminum, molybdenum and chromium. Pre and post oxidation treatments can be incorporated into the cycle to achieve certain benefits. Since the process does not require quenching to harden, it has the potential of producing a product that is more dimensionally stable and may not require any post-process finishing.
Fig. 5 – Horizontal retort nitriding furnace: "Traditionally, pit furnaces have been used for nitriding as they can accommodate larger load sizes and can be easier to seal as gravity helps keep the lid sealed; however, horizontal designs have gained in popularity in recent years."
This process is most commonly performed in batch equipment; while it is possible to use a continuous furnace, keeping the ends of furnace sealed to contain the atmosphere can be challenging. Traditionally, pit furnaces have been used for nitriding as they can accommodate larger load sizes and can be easier to seal as gravity helps keep the lid sealed; however, horizontal designs have gained in popularity in recent years (Fig. 5). In either case, the furnaces are usually a single-chamber design with the load sealed inside an Inconel or stainless steel retort.
To achieve a nitriding atmosphere, ammonia (not nitrogen) is used to supply the atomic nitrogen necessary for diffusion. At the process temperatures used, ammonia does not readily dissociate on its own; rather, it dissociates when exposed to a heated steel surface (iron acting as a catalyst) into atomic nitrogen and hydrogen. To control the amount of nitrogen available for nitriding, the dissociation rate of the ammonia can be measured with high dissociation rates (high hydrogen content) providing a lower nitriding potential and low dissociation rates (low hydrogen content) leading to more nitriding potential. The depth of the compound layer can be varied through control of the nitriding potential, with higher nitriding potentials producing a thicker compound layer.
For more precise atmosphere control, an ammonia dissociator can be used to provide gas to the furnace that has already been split to dilute the atmosphere with hydrogen to more quickly achieve a high dissociation rate in the furnace. The ammonia dissociator is a heated box with a small retort inside; the ammonia is passed through this retort that contains a catalyst to promote the dissociation of the ammonia, and the resulting gas mixture is cooled and then injected into the furnace.
Ferritic Nitrocarburizing
In the author’s opinion, just like with carbonitriding, ferritic nitrocarburizing (FNC) is named incorrectly as it is more closely related to nitriding than it is with carburizing. FNC is a process that is still mostly nitrogen-based but with a slight carbon addition as well. The added carbon helps promote compound layer formation, particularly in plain carbon and low alloy steels that do not contain significant nitride-forming alloys. This process is typically performed in a range of 1025-1125°F with cycle times much shorter than nitriding, typically 1-4 hours. The compound layer produced is usually much deeper than nitriding at 0.0005-0.0012”, with case depths reaching up to 0.025”, although in many applications a case depth may be difficult to measure. FNC is usually performed instead of nitriding in applications where the deeper compound layer is needed to increase wear resistance, but the added strength of a deep case depth is not as critical.
FNC can be performed in the same equipment used for nitriding, as long as a hydrocarbon gas is available to the furnace such as carbon dioxide or endothermic gas. FNC can also be performed in an IQ furnace using a mixture of ammonia and endothermic gas; for cooling, the parts can be oil quenched or slow cooled in a top cool chamber (if equipped).
Considerations
Case hardening processes are some of the most common heat treatments performed, but each process has its own unique needs. The table below provides a summary of the considerations that need to be made when selecting the optimum process. This list is by no means exhaustive; it is encouraged to work with a furnace manufacturer familiar with each process to help select the correct process and equipment needed.
About the Author: Mike Harrison is the engineering manager of the Industrial Furnace Systems division at Gasbarre. Mike has a materials science and engineering degree from the University of Michigan and received his M.B.A. from Walsh College. Prior to joining Gasbarre, Mike had roles in metallurgy, quality, and management at both captive and commercial heat treat facilities, gaining nearly 20 years of experience in the thermal processing industry. Gasbarre provides thermal processing equipment solutions for both atmosphere and vacuum furnace applications, as well as associated auxiliary equipment and aftermarket parts & service.
For more information: Contact Mike at mharrison@gasbarre.com
Heat TreatRadio host, Doug Glenn, talks with Thomas Wingens, president of WINGENS LLC – International Industry Consultancy, about the growing popularity of ferritic nitrocarburizing (FNC) and whom this process would benefit most. Listen and learn all about FNC and how it might be a help to your production process.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We want to welcome Mr. Thomas Wingens who is from WINGENS LLC – International Industry Consultancy. Thomas is no stranger to Heat TreatRadio. Thomas, you’ve been here before and, in fact, you’ve got one of the more popular Heat TreatRadio (as far as downloads). It’s one of the ones we did several years ago, actually, on megatrends in the heat treat industry. But, anyhow, Thomas, welcome back to Heat TreatRadio.
Thomas Wingens (TW): Thankful to be back, Doug.
DG: If you don’t mind, Thomas, let’s start off very briefly and give the listeners a brief idea of your history and your current activities in the heat treat industry.
TW: My name is Thomas Wingens. I am an independent consultant to the heat treat industry for 10 years now. I have been in the heat treat industry for over 30 years. As a matter of fact, my parents actually had a heat treat shop and I was born and raised above the shop. We had various heat treat processes in our shop. Vacuum heat treating we started in the early ’70s, but also atmosphere heat treating and nitriding.
Nitriding – I am also familiar with this, now for over 30 years. I work with different companies and manufacturers on the one hand, but also other commercial heat treat shops (like Bodycote and Ipsen). I am a metallurgist by trade. I studied material science.
Today, I live in Pittsburgh, Pennsylvania with my family (not far away from you, Doug), and we really enjoy it here.
DG: It’s very obvious you’ve got heat treat in your blood. You were born and raised in Germany, but you’ve been here in the States for quite a few years now. You’re well acquainted, and I think this is important, with not only the European technology that we’re going to talk about today – which is ferritic nitrocarburizing – but you’re also familiar with the U.S. market. It gives you a good “in” in both of those markets and so a good perspective to share with our listeners.
This episode is basically going to just cover FNC, ferritic nitrocarburizing. We want to start at the basic level and work down through a few questions for anyone interested in what it is, how to do it, and that type of thing. If you don’t mind, FNC 101.
What is ferritic nitrocarburizing?
TW: It is aligned with carburizing and nitriding into fusion treatment. It is thermal process diffusion, not a coating. As it is ferritic, it means it is not austenitic. So, we’re not heating parts as high as we would do with carburizing or carbonitriding, which is more the range of 950 Celsius; nitriding in general is operated in a temperature range of 500 Celsius range and ferritic nitrocarburizing is in the 560 – 590 Celsius range. We are not austenitic, and that makes a huge difference, especially when it comes to distortion. We are treating with FNC parts which are ready to build in. It is the final step, very often. That is a huge difference. We can do this because we do not experience any distortion.
FNC Image Source: Paulo
DG: So, you’re doing it at a lower temperature range, we don’t have to worry about distortion and things of that sort, and it is, more or less, the final step.
TW: It is. Like nitriding, the nitriding is taking place in the 500 – 540 Celsius, and usually the nitriding takes longer; it is up to 90 hours very often, so deep case nitriding is very popular for some applications. The rise and the popularity of FNC is that we can achieve results very fast. First of all, we are at elevated temperature versus nitriding as we are operating at 580 – 590 degrees Celsius.
But there is also the carbon content. The additional carbon, in conjunction with the nitrogen, also accelerates the diffusion. We are achieving faster diffusion layers with FNC than with nitriding. So, shorter cycle times means lower costs and faster turnaround. Instead of having 24 or 90 hours cycle times, we often have 4-6 hours.
DG: Let’s do the comparisons again of the processes. You’ve got nitriding which is probably the lowest temperature process, but it’s a much longer cycle. If we’re moving up in temperature, probably ferritic nitrocarburizing would be next. It’s going to be a much shorter cycle because you’ve got the addition of carbon as well, which is helping diffusion into the metals. Then you’ve got nitrocarburizing or carburizing, both at much higher temperatures. In fact, when you get to carburizing, you need to worry about distortion, I would assume, correct?
TW: Exactly. That makes a big difference because it is not the final step after carburizing or carbonitriding which is taking place at 950 degrees Celsius, or, if you go into a vacuum furnace with LPC, you can go even higher (up to 1000 Celsius). Nevertheless, you’re in the austenitic field. When your part is cooler when being quenched, you transform from austenitic to martensitic, and then you get distortion associated with quenching and the ensuing transformation. That means you need to grind the parts to have finished parts. That’s not the case with nitriding or nitrocarburizing or FNC.
DG: As an example, can you list off some parts that typically go under FNC? What are people typically ferritic nitrocarburizing? What types of parts?
TW: Due to the fact that we have a couple of micron layer only, (that means you don’t have huge parts, for the most part), you are doing .3mm up to 3 or 6mm for deep case for windmill gears. With the size of the part, usually the surface treatment layer is growing as well, so it really depends on the wear.
Nitriding certainly can be applied on large parts and it is done on very large parts, meaning 7 meter long extrusion screws and such; but it is because of the wear. The work technique you have on a very unique surface layer with nitriding and nitrocarburizing is formed from friction. When you have chemical wear, when you have fatigue wear, you get a couple of things. One of them is you have compressive stresses that are holding up to some degree of fatigue, and then you have, of course, a high surface hardness of 1200 vickers. You have a very high surface hardness and then if you have galling or pitting where metal on metal is wearing. The nitriding layer is very supportive here. But also, the chemical resistance is a very big factor.
A big part of the success of FNC is the combination with post oxidation. That is a big part because the combination of ferritic nitrocarburizing with post oxidation leads not only to a mechanical strong surface with compressive stresses, it also has a very high corrosion resistance. That combination is a wonder combination for several automotive parts. A lot of components have been hard chrome plated in the past. So you have several ball pivots, ball joints, in the car. When you have an older car with chrome plated ball pivots, you maybe have heard an itchy noise, when the car makes a noise when you go over a curb or when you go up and down. That is very often due to the fact that these ball joint pivots are corroded and were chrome plated. That is a huge application. That became the standard in the automotive industry. Every ball joint is now FNC and post oxidized.
The other application that you see a lot is if you have a pneumatic trunk lift piston. The piston, you remember, has been hard chrome plated so that you have the chrome finish. You will see in a newer car, in the front hood, you have a gas piston that is FNC treated and post oxidized. Everything that is exposed to corrosion, which are so many parts on the automobile, even the light building of the body. This is something to mention.
[blockquote author=”Thomas Wingens, WINGENS LLC – International Industry Consultancy” style=”1″]A big part of the success of FNC is the combination with post oxidation. That is a big part because the combination of ferritic nitrocarburizing with post oxidation leads not only to a mechanical strong surface with compressive stresses, it also has a very high corrosion resistance. [/blockquote]
All of these components I’m mentioning here are body parts predominantly and have nothing to do with electrification or with internal combustion drive trains. They are not impacted by that, so we will not see any change here in the future. A lot of under body components, where there is stone chipping and all the corrosion, people are tending to use FNC and black oxide because they can make it on thinner sheet metal part with compressive stresses so they have higher strength built in and they have the corrosion protection on top of it. It’s a good combination. And, of course, it’s virtually distortion free. You may see that on some parts, due to very high compressive stresses, there is a buildup on the corners, but other than that, it is virtually distortion free and that’s a big, big plus of FNC.
DG: That explains why it is growing in popularity. I think that’s one thing you and I talked about earlier; there seems to be within the last, I don’t know, five years for sure, it seems like you’re hearing a lot more about FNC than you used to hear about. Nitriding is still popular and carburizing is still popular, but you’re hearing a lot more about FNC, primarily because of the things you said. Are there any other reasons, or is that primarily it? Cost savings and good qualities.
TW: If you look back, Doug, in the early days, in the beginning of the early nineties, I was running our nitriding department in our heat treat shop, and I had this little shaker bottle where it can determine the disassociation of ammonia and that determined the nitrogen potential. The outcome was mediocre, to tell you the truth. We did not clean the parts, we just put ammonia on it, and we had no way of controlling it other than the time and the temperature, so the outcome was a big variation. That’s why it was limited. You could not find anything in the aerospace industry. Nitriding was not accepted in aerospace at all. Even in the automotive industry in the nineties, you did not find anything nitrided. It was only used on tooling applications, and such.
But with the controls you have today, with the probes and sensors, you can determine everything, and you can see exactly what’s going on. That has been a big factor. There is the reproducibility of the layer you achieve and that is only possible with the good controls that you have and a better understanding of the process.
And, it is very important to mention, the cleaning of the surface. There is no other heat treat process which benefits from good cleaning than nitriding and nitrocarburizing or FNC. That makes a huge difference because you’re operating at a lower temperature and you don’t necessarily get rid of all the impurities and the ammonia gas, which, speaking of the process, really relies on the surface cracking of the material to dissociate in. We have seen a huge impact if parts are not cleaned well on the different surface layers of FNC where we have missed the wide layer in total and such, so that is a big difference.
DG: And the cleaning, I assume, besides just particles, I assume we’re talking about removal of grease and chemicals and things of that sort so that there can be good diffusion.
TW: Exactly. The surface has to be active. The chips and the dirt to remove, that’s the easy part, but you have, sometimes, salts and residue from cutting and forming, especially the forming agents, sulfur phosphate, which are very hard to remove, especially for parts that are often FNC treated, like deep drawn parts or cheap metal components that are cut and there we see a big difference if they’re not cleaned well.
DG: Run our listeners through a typical FNC process. How does it happen?
TW: I think it’s important to mention, as we haven’t done it yet, that we have three different processes. We have salt bath nitriding or nitrocarburizing, gas, and plasma. Each process has pros and cons.
The salt, there is a [cleaning] process or…QPQ, there are a lot of names out there for salt bath nitrocarburizing. It is wonderful in that you just dunk it in, it’s quick. The problem is the cyanide salts. You have to carry it over, you have to clean it, you have to appropriately handle it, store it, and not everyone likes to do that. Other than that, you have wonderful mechanical results with salt bath nitrocarburizing.
And then there is the plasma process. The plasma is excellent for certain geometries, not so much for bulk. You can place the parts in the furnace; it’s wonderfully clean and environmentally friendly. Everything is good. The problem is twofold: it is hard with bulk loads, it’s not as flexible on various parts and the other is with the post-oxidation, you cannot do it with plasma because it technically doesn’t work, so you need the… of gas nitriding in the plasma furnace to have the oxidizing part of the process, if you wish to go that route.
Having that said, the most widely accepted process is gas nitriding and gas nitrocarburizing. Everyone knows that in pit furnaces this is one of the arrangements. You put the parts in the furnace either vertically pit or modern now love horizontal arrangements, so if there is a loader you just have a batch. Then you either purge with nitrogen gas or with a newer equipment that have a vacuum pump, so they have a vacuum purge system and instead of flushing with a lot of gas that draw a vacuum, they heat up the load and the convection to 580–590 degrees Celsius. That can be done with so called “pre-oxidation process.”
Some people, especially if you have higher alloy chrome 4140 – “chrome alloyed” steels – they’re better to nitride if they are pre-oxidized on the way up. Other than that, you would nitrocarburize ammonia gas, when you do gas nitriding, in conjunction with either endogas or CO2 gas. Both, in combination, over a cycle time of 1 hour to 4 hours, soaking time and process time, and then you cool down with gas. Not with the ammonia. A lot of people make that mistake. They heat up with ammonia or maybe even cool down with ammonia, but that is not correct. Depending on, of course, what you’re trying to achieve, the best way is to flush it out because you have different disassociation processes going onto the surface and you have whatsoever surface combination nitrides if you don’t do it properly.
DG: Are we gas cooling with nitrogen then?
TW: You’re better off cooling with nitrogen. Or you go interrupted cooling and then you oxidize on your way down, then you have this so called post oxidation. You cool down to 300 – 350 C, and you have an FEO to layer which is dense, which is important. You don’t want to have a flaky one or rough one, you want to have a dense oxidized layer as a surface and then you continue to cool. That is basically the recipe of FNC.
DG: I didn’t ask you before, and I should ask you: metals with which you can nitride or FNC, are they basically all steels? Are there some steels you can’t do it with? How about aluminum? Titanium? What can you do FNC with and what can’t you do it with?
TW: I would say that nitriding is applied to a much broader spectrum of steels and even other alloys, let’s say. People even do titanium and nickel alloys and try to put in nitrogen surface, calling it nitriding. That is much broader. FNC with nitrocarburizing is typically done with low carbon steels or carbon steels rather than high alloy steels. That is why we have sheet metal parts very often. So, low carbon or plain carbon steels.
DG: And that’s maybe another reason, Thomas, why it’s become a more favorable process, right? You can get some of the mechanical properties out with less expensive materials. Is that safe to say?
TW: Yes, that can be part of it. But you should have a pre-hardened material, that’s important. You need some carbon content in to have some hardness which sustains the high hardness of the surface. It’s all prehard metals, for the most part. Not necessary, but it certainly helps if you have some strength in the sub-strength which is supporting the hard layer. It truly depends on your application. But, you’re right: you can save on the materials to some degree and still get the mechanical properties that you’re looking for, especially in combination with the carbon.
DG: Two final questions that maybe will help some of our listeners who are thinking about moving into the FNC direction. The first question is, Who are the companies, and I know we can’t be exhaustive here, but who are some of the companies that actually manufacture this type of equipment that they could speak to? And secondly, What are some of the things that companies ought to be asking themselves before they decide to go down the FNC rabbit trail, if you will?
So, first a list of companies if you have them. We’ll try to be more exhaustive in our transcript of this. If we miss any here, we’ll list them in the transcript. But if you could rattle off a few that you’re comfortable with.
TW: There are the plasma people, that is RÜBIG GmbH & Co KG and Eltropuls and PlaTeG. On the salt side, you have HEF Group, Degussa, and Kolene. On the gas nitriding, you have Lindberg/MPH and Surface Combustion. On the horizontal, very recently over the last 20 years, a very popular design is a horizontal vacuum perch retort nitriding and nitrocarburizing furnaces. There you seen Ipsen, a German company called KGO, but also you have SECO/WARWICK with some proprietary designs (zero flow is also a good concept), and lately Gasbarre came into this business and Solar as well; they have the vacuum purge nitriding firms.
DG: I want to back up a little. On the salt bath companies you mentioned several, I also know Ajax Electric, also Upton Industries. I don’t know if they do FNC units, but I’m assuming that they do. There are a lot of other companies.
TW: Salt bath is unique to salt. There are only two, or three maybe, companies left in the world who supply these salts. It’s more popular in Japan, by the way. Anyway, it’s not as big as the gas process.
DG: So, I’m a company thinking about maybe converting from some other surface hardening process over to FNC. What kind of questions should I be asking myself?
TW: It all starts, of course, with the product and the application. Then you need to understand the wear and the corrosion methods. That has to be well understood. If that leads to FNC being the most suitable solution for this application, you need to understand the details of how you want to build up the surface layer, the thickness of your diffusion layer, the compound layer, the wide layer on the top and if you want to do post oxidation, so you will also need to do the oxide layer, which by the way, very often needs to be polished at the end, as well, to increase corrosion resistance. These kinetics need to be well understood and the wear and what you want to achieve with this.
Then, of course, you have to see the design. If you have sheet metal components which are cut, the cutting corner usually receives a higher layer and then the corners themselves that built up due to stresses, so there are a couple of minor things that need to have attention. Then, of course, you need to have an expert who really refines the process, and that has to be done in conjunction with good controls. There are two or three companies in the market. UPC is one of them. Oh, I forgot to mention Nitrex, a big brand.
DG: UPC is part of Nitrex, but they also do the process.
TW: Right. Very important. Somebody who really understands the nitriding and the control part of it. UPC Marathon, they have very good controls. SSI also has the probes. There is STANGE in Germany as well. You have two or three companies which have good knowledge in the controls and the probes and how to control this nitriding process. Then you can build up your desired layer system. In the layers, you have a diffusion, then you have a compound, a white layer, and then maybe you have an oxide layer on top and that needs to be well understood. And, of course, as mentioned before, it is essential to have parts cleaned thoroughly and if you maybe need a polishing afterwards. Then, of course, how you put them in the furnace (placement) so that the gas can uniformly penetrate the parts. These are the essential things.
DG: There you have it, folks. That’s FNC 101. Those are the basics in ferritic nitrocarburizing from Thomas Wingens. Thank you, Thomas. I appreciate it very much. I know that if people have questions, you, specifically, would be more than happy to help them out. The company again is WINGENS LLC – International Industry Consultancy. Thomas, www.wingens.com.
TW: That’s it!
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
An international manufacturer has commissioned a vacuum oil quench furnace. The batch system, with isolated graphite heating chamber, is capable of processing 12” wide by 12” high by 36” long loads weighing up to 500 pounds, and is rated to 3000°F.
The supplier, Gasbarre Thermal Processing Systems, notes that the modular furnace design will give the customer the capability of utilizing the 2 BAR gas quench in the heating chamber, or transferring through internal doors to the oil quench module.
A North American based aerospace manufacturer will receive a continuous vacuum (CV) furnace with 10 bar pressure quench capabilities. The 4 position, 4 zone furnace is rated to 2400°F, and will work well in processing medium to high volume parts.
The supplier, Gasbarre Thermal Processing, shares that the independent load and quench modules allow the heat module to hold temperature and vacuum, creating a pure environment. The extended heating element coverage is conducive for thorough temperature uniformity, and then only the workload is cooled in the isolated cooling chamber. Quick transference from the heat module to the cool module as well as fast quench capabilities will aid processing of medium to high volume parts.









































 We have the honor to speak with another
We have the honor to speak with another 




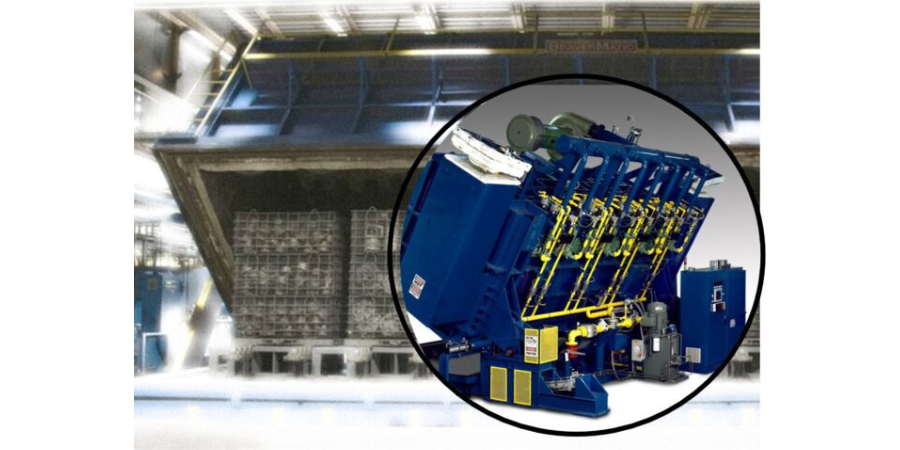

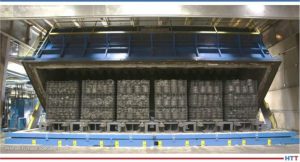


 Heat Treat
Heat Treat