Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 18 news items.
Equipment
Blue M, a global industrial and laboratory ovens manufacturer, has announced the shipment of a stacked mechanical convection oven to be used for non-hazardous curing applications between 570°F and 750°F (300°C and 400°C).
Hammerer Aluminum Industries (HAI) has implemented a Nitrex nitriding system at its facility in Romania, replacing the traditional salt bath nitriding process. The new system has a load capacity of 3,300 lbs (1,500 kg), is designed specifically for treating extrusion dies, and offers controlled nitriding and controlled ferritic nitrocarburizing.
SECO/WARWICK recently completed three transactions: a European manufacturer of modern armament equipment and armaments supplier for NATO acquired a vacuum furnace with gas cooling and a molybdenum heat chamber; a Slovenian manufacturer ordered a vacuum furnace with 15 bar high pressure gas hardening and two nitriding furnaces; and a Turkish company purchased an induction vacuum furnace for melting and obtaining castings designed for manufacturing aviation components.
Blue M’s stacked mechanical convection oven for non-hazardous curing applicationsNitrex nitriding system to replace salt bath nitriding systemVacuum furnace and two nitriding furnaces sent to Slovenian clientSECO Vector vacuum furnace delivered to NATO member
Company & Personnel
Industry veteran Mark Stein was recently added to the Nitrex team as regional sales manager for Michigan territory. In his role, Mark will lead sales initiatives across Michigan, working directly with current and prospective clients to enhance service, optimize growth strategies, and ensure market demands are met.
To mark 175 years of innovation in specialty chemicals and distribution, Hubbard-Hall recently unveiled a new logo and a completely redesigned website. The updates reflect the company’s rich history and ongoing evolution, noting its founding year of 1849.
Bluestreak Compliance, a quality management (QMS) and manufacturing execution system (MES), has hired Rory Godsell as its new Cybersecurity Compliance Specialist to assist clients and their vendors in achieving compliance of NIST 800-171, CMMC and DFARS. He brings expertise in cybersecurity, penetration testing, ethical hacking, digital forensics, cyber operations, and project management, to the company’s mission of advancing CMMC certification services.
Steelhead Technologies, which delivers ERP, MES, and CRM solutions designed to transform job shop manufacturing, recently announced the successful completion of a $12.5M Series B funding round. This brings the company’s total funding to $23 million.
Ipsen USA announced the promotion of two team members to new roles in 2025. Matt Clinite has been promoted to Ipsen USA Sales Director, and Christina Connelly has been promoted to Director of Ipsen Customer Service (ICS) – Parts.
Mark Stein Regional Sales Manager for Michigan Territory NitrexScreenshot of Hubbard-Hall’s new websiteRory Godsell Cybersecurity Compliance Specialist Bluestreak Compliance $12.5M in funding for Steelhead Technologies Matt Clinite Sales Director Ipsen USAChristina Connelly Director of Customer Service (ICS) – Parts Ipsen USA
Kudos
Kanthal, a leader in industrial heating technology, has won the prestigious industry award “E-prize” in the category Energy Optimization for its technology that helps companies and industries transform to a fossil-free production. The award is organized by Sweden’s largest business newspaper, Dagens Industri, and the newspaper, Aktuell Hållbarhet, together with the energy group E.ON.
Aalberts surface technologies honored Olga Kovalenko, Patric Keune and Metin Önal for 25 years of commitment in Solingen. Presenting the certificates were Guido Heijnen, sales director, and plant manager Miguel Rodrigues.
TAV VACUUM FURNACES was recently awarded the title of “Best Performer Enterprise 2024 in the Province of Bergamo.” This prestigious award is reserved for the top 1000 companies in the province.
StandardAero was selected by US-Bangla Airlines, a leading Bangladeshi carrier, to provide OEM-authorized PW127M Maintenance, Repair and Overhaul Services. In addition, the company has been chosen by Brazilian Air Force to support PT6A-68C engines powering its A-29 Super Tucano Fleet, it has secured Indian DGCA Approval for its OEM-authorized PW127M Maintenance, Repair and Overhaul Services, and it has received CAAC Approval for Its LEAP-1A and LEAP-1B Engine MRO Services, enabling it to support A320neo and B737 MAX operators across China.
HeatTek, a leader in manufacturing ovens and washers, recently celebrated the company’s 25th anniversary, noting its numerous achievements since 1999, including industry accolades, editorial recognition, as well as awards identifying its positive culture as an employer. “We are incredibly proud to celebrate this milestone,” says Jason Plowman, president and 2nd generation owner of HeatTek. “The success we’ve achieved over the past 25 years is a direct result of the hard work and commitment of our employees, the trust of our customers, and the support of our partners. We look forward to continuing our journey of innovation and growth in the years to come.”
Ron Waligora, chief operating officer for AFC-Holcroft, recently announced his retirement date of May 4, 2025. Throughout his 36 years with the company, he moved through the engineering disciplines and eventually into a management role as mechanical engineering manager and later senior engineer manager in 2015. In the spring of 2023, Ron Waligora and Tracy Dougherty assumed the roles of chief operating officers. Upon the announcement of Ron’s retirement, Tracy assumed the role of president and CEO on January 1, 2025.
Aalberts surface technologies is proud to announce they have received the EcoVadis Bronze Medal. The sustainability rating reviews a company’s management of economic, environmental, and social performance, covering different industries, locations, and company sizes contributing to business sustainability on a global scale, and is based on a “best-in-class” approach, assessing whether a company reaches the best possible level for their business activity.
The Divergent team was recently granted the Nadcap12-month Accreditation for the Additive Manufacturing (AM) scope.
Solar AtmospheresGreenville, SC facility announced it has been awarded Parker Aerospace approval.
Brad Stallsmith recently marked his retirement after 43 years of dedicated service at Peters’ Heat Treating. His journey has included starting the Blade Division, mentoring new team members and ensuring high standards in processing.
Nicolai Schaaf, Sustainability Manager at Kanthal, with E-prizeMiguel Rodrigues, Metin Önal, Olga Kovalenko, Patric Keune, and Guido Heijnen, of Aalberts surface technologiesTAV board member Gerolamo Soliveri on the company’s recognition
Jason Plowman President/Owner HeatTekRon Waligora, retiring COO, AFC-HolcroftBrad Stallsmith, retiring after 43 years, Peters’ Heat Treating
In a move aimed at elevating its manufacturing capabilities, a leading jet engine manufacturer is gearing up to integrate two vapor phase aluminizing (VPA) coating furnaces during the first half of 2024.
These high-capacity, low-maintenance automated retort VPA furnaces from G-M Enterprises, a Nitrexcompany, are purposefully engineered with moving bases and a fixed heat chamber, enhancing operational efficiency. Each retort is sealed to the moving bases, allowing for concurrent handling of two loads, each containing three coating cans. The result is a streamlined process that runs two cycles back-to-back, completing the treatment in just over 24 hours. The automated furnace supports unattended start-ups, empowering operators to focus on preparing loads for the second system which facilitates concurrent operations for heightened productivity.
VPA furnace from G-M Enterprises, a Nitrex company
Source: Nitrex
Robert Huckins, national sales manager at G-M Enterprises, emphasized that the "VPA furnaces ensure seamless operations, providing our customer with a competitive edge in production capacity. This is crucial in meeting escalating demand while delivering high-performance and longer-lasting blades and vanes vital for high-temperature fired engines.”
A feature of the VPA design is the raised fixed heat chamber, effectively shielding operators and the furnace room against potential heat exposure. This innovation eliminates the need for cumbersome protective heat suits. The hot retort remains securely housed within the insulated furnace, prioritizing operator well-being. Furthermore, this safety measure confines the load base and retort/coating load within the SAR/VPA furnace housing until the retort temperature drops below 150°C (300°F).
This strategic investment not only underscores the manufacturer’s commitment to staying at the forefront of technological advancements but also solidifies a lasting partnership.
This press release is available in its original form here.
Heat TreatTodaypublisher andHeat TreatRadiohost, Doug Glenn, meets anotherHeat TreatLegend, Suresh Jhawar. In this third installment of theHeat TreatLegendseries, you’ll hear how Suresh became the president of G-M Enterprises, what he believes are the key skills of leaders, and what words of advice he has for budding leaders.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, welcome everyone. This is Doug Glenn, once again, with Heat TreatToday speaking with the great honor of talking with another Heat TreatLegend. Today, we’re going to meet with Mr. Suresh Jhawar who was very instrumental in the founding of a vacuum heat treating company, and other experiences. I’ll let him tell some of that story. But, first off, Suresh, thank you so much, it’s really, really nice to have you with us.
Contact us with your Reader Feedback!
Suresh Jhawar (SJ): Thank you and you are welcome.
DG: I want to have you spend a little bit of time telling people about some of your work background: Where did you start? How did you get in this industry? Where you went and what did you ended up doing?
SJ: I came to the United States in 1962 and attended Marquette University in Milwaukee. I graduated with Master of Science in mechanical engineering and an MBA in marketing. After that, in 1970, I started at Ipsen Industries as a senior project engineer for the vacuum furnaces. Within a year, I was promoted to the position of manager of engineering services. Soon after that, I was promoted to the director of heavy equipment division, handling large and complex projects.
Mr. Wesley Gable, who was a senior vice president of Ipsen Industries, inspired me and was really helpful in my career growth. He appreciated that I was hardworking and talented in performing well to challenges and did all that was possible for meeting difficult deadlines. When my car had a problem, he even loaned me his Cadillac to go back and forth to work.
So, that is, briefly, how I got into the vacuum furnace business.
Check out more episodes from the Heat Treat Legend series!
DG: So that was with Ipsen. You started with Ipsen in roughly what year?
SJ: 1970, and I left them in 1982.
DG: Where was Ipsen at that time?
SJ: Rockford, Illinois and they are still.
DG: So, where after Ipsen did you go?
SJ: Well, I was very happy there. We had almost 400 people in Rockford and there were about 300 in Germany. I was doing good. There were two vice presidents and a president and then after that, I was part of that management team. I was in the top five people at Ipsen and driving the company in cost savings, improving products, and customer relations. I was very happy.
But I was contacted and recruited by Abar, and I was not interested. Still, I thought, “Let’s go and see.” I had close to five interviews with them, up to the chairman of [indiscernible] and they offered me the job. I always wanted a position where I could run the entire operation. Ipsen was also considering that kind of a growth for me, but they said that it would take three to five years, and I was not patient at all. When the Abar position came, it doubled my compensation. So, I took that challenge, and I ran to Abar.
My boss [at Abar], John Henry, when he stepped into my office, I said, “John, you guys screwed me.” He said, “What do you mean?” I said, “You know, I came from a nice company, and you have such a bad company here. But I’m very excited now because any idiot can improve upon this thing.”
DG: I’m sure you made him feel really good about that!
SJ: I was asked by John Henry, then the president of Abar, to write a justification. I was in Monterey in L.A., California, attending a management seminar on how to be an effective manager. They don’t let you get any phone calls, but there was an emergency and John Henry was calling. He said, “I met with Ipsen people. Can you write why it makes sense for Ipsen and Abar to join together?” In the night, (I had a nice room with a fireplace), I opened a wine bottle, and I wrote thirty pages in all caps, handwritten. The next morning, I overnighted that to John Henry and that is where it all started.
During the merger, John Henry — who was a Harvard MBA — was not happy where he was, so he was looking for jobs. I know he had resumes out, but he couldn’t find one. When this situation came, I was supposed to take over; when this opportunity [the merger] came, then I was the odd man.
DG: Ok, ok. You wrote the justification and then you got booted.
SJ: Yes. So, for a year and a half, I did a few projects. I worked in Germany, then I went with Sauder in Houston. Every weekend, I used to fly back and forth — I had an apartment. At Sauder, in less than a year, we sold three vacuum furnaces. But I was not happy. They were doing 5 million and losing a million dollars. It did not fit my objective.
Then, a customer, Continental Heat Treat, their president put me in contact with Keith Grier [founder of G-M Enterprises], so that’s how we met. In the beginning, I wanted $110,000/year; they offered me $55,000. Initially, I said no, and I went away. Later, when things did not go well at Sauder (or I didn’t like the company), Veena pushed me, and I took it. So, I came down and joined them and they said, “How much?” I said, “Your number.”
DG: I want to interject because I want to get a few names straight for people. You and I know who these people are, but others might not. First off you mentioned Keith Grier. Was Keith, at that time, one of the owners of GM? G-M existed at that time, yes?
SJ: Yes. And he had a partner, Mac McGuire.
DG: So, that’s the ‘G’ and the ‘M’ of G-M Enterprises. And you mentioned Veena, which you and I know who that is, you especially, but that’s your wife. You said Veena was pushing you to go ahead and take the job.
And you decided to take the position at GM?
SJ: Yes, as a partner with a 15% interest. Later, I bought McGuire out within a year. He was then out, so then Keith and I were the partners.
DG: What year was that?
SJ: 1987.
DG: So, in 1987, you entered in and basically started taking ownership, or took a portion of ownership, with GM.
SJ: You know, Keith was a nice guy and a good friend. He was very good with customers, and he was a good service tech. So, I helped in developing the product line. However, Keith wanted orders, and we could not make money, and we were kind of a break-even company. I was tired and so I went to Keith, and I said, “You buy me out.” He said, “No. I have a first right, you buy me out.” We talked and he wanted too much money which I could not afford. For six months, I dragged my feet, and I was losing interest. I went back and I said, “Okay, I accept.” In 2005, I took total ownership and changed the name from Greer Jhawar Industries to Jhawar Industries doing business as GM.
DG: Ah, okay! I had not heard that official business name.
That’s enough to let us know at least where you are. People should know right off that Suresh was the owner of G-M Enterprises; it is no longer owned by Suresh and is actually owned, now, by Nitrex.
I want to move on to the next question: In your years, as you were starting to either get involved with the industry or when you were in the industry, can you think of one or two people that had a significant impact on you, that maybe encouraged you in the industry?
SJ: Yes. One was Wesley Gable, who was a senior vice president [of Ipsen]; another the president of Ipsen, Les Senet, and then the next president (I’m trying to remember his name), he was very supportive of me — Lu Clay.
DG: And these guys all were just an encouragement to you in the sense of “Hey, get out there, and do it”, or how were they encouraging?
SJ: They liked the way I approached people, the business, customers, I was hardworking, meeting goals; so, I was number one choice for them.
DG: When you look back, Suresh, over your career, can you think, in your mind, what might have been the top two or three major accomplishments that you’ve done?
SJ: At Ipsen, I became, technically, the assistant to the president and traveled with him extensively to Poland and Armenia. Ten times I visited Poland in less than two years, every other month.
DG: Just curious, but why Poland? What was there?
SJ: The steel mill and annealing of silicon steel coils for the transformer steel. At Ipsen, we sold eight furnaces to Armco Steel in Middletown, Ohio. So, there was a large project of ten furnaces. Remember, at that time, Ipsen was doing only 12 or 13 million and that project was like a 6- or 7-million-dollar project.
The president and vice president were handling the commercial aspect, but before that, you have to convince the technical people that you have the right product and the right solution. That was my task. Ipsen was then successful in the booking the order for ten large car bottom furnaces. They were 84 inches wide x 45 inches high x 32 feet long. Furnaces were made in four sections, bolted. At the same time, Ipsen was also working on the license agreement with Elterma, which later became SECO/WARWICK. So, I was assisting the president and the vice president on the technical side of this license agreement and that was also signed.
I also brought Wessman Engineering from Kolkata, India, as a sales agent for Ipsen. Later, after I left, it became a joint venture and, eventually, Ipsen established a manufacturing base in India wholly owned by Ipsen. So, it was started with me by bringing Wessman Engineering into the position.
Mrs. Veena Jhawar, G-M Enterprises COO; Mr. Jean-François Cloutier, Nitrex CEO; Mr. Suresh Jhawar, G-M Enterprises President
Under my leadership with a period of three years, Abar grew and had a very, very good profit, and that’s when Abar and Ipsen came to a merger.
DG: That’s interesting. To me, there are a couple of good things there. One is one of your major accomplishments was that merger between Abar and Ipsen, which was great. But you should mention the success you’ve had with G-M Enterprises, as well; that’s got to be one of your top accomplishments.
SJ: In 1987, I joined G-M as a minority partner. At that time, G-M Enterprises was doing about 1.8 million annually and was a break-even company. In 2005, I acquired total ownership of G-M and brought in Veena Jhawar as director of supply chain and the oversee man of the operation while I was concentrating on developing customer base and innovating state of the art vacuum furnaces with superior designs and construction.
By 2018, G-M became a leading supplier to GE all over the world from Singapore to Japan and to Brazil. Pratt Whitney, Rolls Royce, Bodycote France, Precision Castparts, PCC, U.S. Airforce, and DLA, to name a few.
I was also instrumental in developing the MIM furnace, and proud to say that I developed a strong relationship with the founder and the chairman of INDO-MIM. At that time, they had only five people in their group; today they have over 3500 people.
DG: What was the name of the company again?
SJ: INDO-MIM, Inc.
Then, about five years back, they established the U.S. division because it became that customers in the U.S. wanted U.S.-made things. So, they took the space from Kelly Airforce base in San Antonio — I don’t remember how many square feet it was, maybe a 40,000 square foot building — and ordered two furnaces for their U.S. plant. By then we had already put thirteen furnaces in India. Last year, G-M got orders for three more furnaces, and before I left and when I was working as a consultant, sold two furnaces and then wrote a multi-year contract and on that basis, they bought three more. So, they have well over twenty furnaces in India and about five furnaces in the U.S. These are good-sized. They are 36 x 30 x 84 inches long. In the MIM industry, I believe, these are the biggest furnaces.
Now, INDO-MIM is the world’s largest supplier. Before, Advanced Forming Technology – AFT in Denver, CO — that’s the company with whom Indo-MIM signed a license agreement/joint venture — and then they separated.
DG: I want to talk about G-M just a little bit and speculate a little bit. G-M Enterprises, obviously, is one of your great accomplishments, if you ask me. What do you think it was that made G-M as successful as it was? If you were to look back on it now, what do you think were the keys to making it so successful?
SJ: During my career, I learned that in order to have a satisfied customer base, it is very important to have a talented, dedicated and happy staff. What I believe is “happy, happy, happy”: happy employee, happy customer, happy bottom line. In any business, it’s very important to listen to the customers’ requirements rather than just throw what you have in your basket and offer innovative solutions and then listen. It’s very important that customers feel that they were a critical part of the solution.
"The other very important aspect of business is after-market customer service. G-M built up a high level of customer support in family business." -Suresh Jhawar
The other very important aspect of business is after-market customer service. G-M built up a high level of customer support in family business. In other places, if a customer has a warranty problem or has a problem, they call the home office and the first thing that people say is give [indiscernible]. But listen, at General Electric and Pratt Whitney, these guys cannot [indiscernible]. So, we used to jump on a plane, and we’d go and take care as GM. After solving the problem, we’d say, “Hey, customer, you screwed this thing up. You’ve got to pay us.” I would say, half the customers would pay the full charge, 25-30% of the people would spread the cost, and 10-15% would say, “screw you.” So, it was a good average. That was one of the key defenses between us and other furnace suppliers.
DG: So, your point is, you just immediately responded. Let’s get out and fix the problem, then we can talk about terms later.
SJ: Just imagine: For $5000, half a million-dollar or three-quarter million-dollar equipment is down. It’s not good! So, you go and take care. That’s how you develop a good customer loyalty — they can depend on you.
I’m pretty sure that we had the highest bottom-line in the industry. We had the highest at Ipsen when I was there, it was the highest at Abar, and then at GM.
DG: Well, I’m starting to see a trend here, Suresh. Every place you’ve gone, if you weren’t making a happy bottom-line, it was an issue. You like the happy bottom-line.
SJ: I say, “Happy, happy, happy.” Then, I had a song. In Muslim religion, they raise their hand up, they say, “Allahu Akbar.” I used to say, “Bye GM, bye GM, bye GM.”
"What I believe is “happy, happy, happy”: happy employee, happy customer, happy bottom line. In any business, it’s very important to listen to the customers’ requirements rather than just throw what you have in your basket and offer innovative solutions and then listen. It’s very important that customers feel that they were a critical part of the solution." -Suresh Jhawar
DG: ~chuckles~ That’s a good mantra, right there! How many years would you say you’ve been in the industry?
SJ: Over 50.
DG: So, looking back on your 50 years, given your experience, what is the top one or two lessons that you’ve learned? What do you wish you would’ve known when you first started that you know now?
SJ: What I know now, that’s what we practice: respecting employees and rewarding them for their contribution is the fundamental recipe for success. We always treated our employees as a family member and gave them due respect for their contribution. With the right and dedicated employees, it’s very easy to provide quality and timely support to customers. Customers felt very comfortable when they call, even after 10 years, that they were talking to the same highly loyal staff, and business continuity is very important. Customers have said that when they called our competition, every two or three years, they were talking to new people. So, that was very important.
DG: So, maintaining good people basically is the point here, right? For consistency. It certainly helps with efficiency internally, but on the customer facing thing, it’s very good.
SJ: Very comfortable, yes. I used to go late in the morning, 10 o’clock or so, to work and then I’d stay until 6 or 7 o'clock. Many days, the guy in Parts [Department] was still working! And you didn’t have to ask them.
DG: Well, you know, if they find a good work environment, they’re happy to stay and they’re happy to work, which is good.
Let me ask you this question: Were there any disciplines in your life, things that you did/developed, (again, this doesn’t have to be work-related, so much, although it probably has a positive impact on your work), that were very helpful to you in advancing your career, your life, your happiness?
SJ: One was to meet deadlines. We used to have production control meetings. I was given a task, by the president, to design and manufacture a tube and shell heat exchanger. You could buy them outside, but he was bent on making in-house, and so I was given the project. And, like today being Wednesday, at 8 o’clock we were having a production control meeting and I did not do anything, and all the drawings were due tomorrow. In the production control meeting, people were laughing at me because they were looking at throwing darts at me. In a way, they were saying, in a calm voice, “Son of bitch, he puts pressure on us, but he doesn’t do his own job.”
Do you know, I never went home? And the next day I was supposed to go on a trip — I had a 10 o’clock flight from O’Hare. I worked through the night and at 7:30am when the engineering crew came in, I gave them all the drawings, bill of material, left for O’Hare, and took a nap on the plane.
What I’m trying to convey is: Meeting deadlines and commitment, to me, is always number one. No excuses.
DG: Get it done and get it done when you say you’re going to get it done.
SJ: That helps you to expect from other people, when they see you, that you do that, so they follow.
DG: They know you’ve got a platform to stand on when you’re talking to them about doing the same thing.
So, you just talked about a very interesting situation where you worked through the night to get something done. This kind of sets up for the next question, and that is: How did you, Suresh Jhawar, handle the work/life balance? Or was there no work/life balance, was it all work?
SJ: You know, it was difficult when I was at Abar, because I took a big responsibility, and I was traveling internationally quite often. So, I missed a lot of family functions of children in their school and then, finally, when Andy [son of Suresh] was getting an award at his high school, I was coming from Europe, either Poland or some place, and the plane comes to Chicago, and I have to change. And the flight was late, so I missed my connection. Now it became difficult as to how to get to Philadelphia to attend that awards ceremony for my son. I called Veena and said, “You guys go ahead. I don’t know whether I’ll make it or not.” I went from one airline to another. I got on a plane, reached Philadelphia airport at the time when the program started, but I was at the school at the right moment when Andy’s name was called. I was there!
DG: That is great! Well, you do what you can, you know? You’ve got to get there. And you’ve got what, two children, correct?
SJ: Yes, Andy and Sheri.
DG: Looking back on your career, what was one of the most memorable things that happened to you?
SJ: At GM, it was easy, because Veena and I worked together. It was pretty balanced; we were both colleagues and had the same goals. It was much easier compared to other places.
"My parents didn’t support me, but I went and got my passport, got visa and I was determined. I landed in 1962 to the U.S. That is the most memorable, yes." -Suresh Jhawar
Coming back to that: I was an average student in India, a B student, or so. My parents didn’t want me to leave India. But I was interested. I researched UK, Germany and U.S. I found that in the UK and Germany, it would take me 4-5 years to get a Bachelor or Science degree in Engineering. The cost was half of the USA. But, in the U.S., I could do it in 2 years, and the reason was because I already had a Bachelor of Science degree from India, so they were giving me advanced credit, so I started as a sophomore. I did my undergraduate in 2 years here and the 2-year cost was the same as 4 or 5 years in UK than U.S. I used to go the U.S. library, do this. My parents didn’t support me, but I went and got my passport, got visa and I was determined. I landed in 1962 to the U.S..
That is the most memorable, yes.
DG: Coming to the U.S. And achieving it even though your parents weren’t necessarily fully on board.
SJ: The other thing to highlight is: Before marriage, when Veena and I met many times, Veena had rejected over 20 people. She even told me no. But she said, “You have to tell it to my father because I cannot say that I’m rejecting you, because they are tired of you.” She was surprised when I said, “Okay, I will.” And the other boys, they would not leave her. So, that brought us together.
By the way, in front of my father, I was a very shy guy. I didn’t speak much, just, “Yes, sir. Yes, sir. Yes, sir.” She thought, up to marriage, “What kind of a guy is this? So timid!” Anyway, then we got on a plane, and I ordered two scotch, and she saw me entirely different! That was another highlight.
DG: Last question for you, Suresh: If you were to give some of the young people in the industry a little advice, what would you give them? I can say this as a fellow ‘old-timer’ in the industry, what would you say to them?
SJ: The most important thing is to treat your employees like you treat yourself. When I worked at GM, out of any of the other places, I didn’t work as being “the boss” or on a high platform; I worked shoulder to shoulder with them. That gained their trust. I trusted them, they trusted me. That is very important. Business cannot succeed unless you have people — the right people and dedicated people.
DG: Well, Suresh, thank you very much. I appreciate the time that you spent with us. I know, personally, you’re one of the guys who is always very positive and very encouraging to me. . . . Even though you insulted me a lot! ~chuckle~
SJ: That was in a friendly manner! I don’t stop anybody on the street and insult them. Only between friends. ~chuckle~
DG: On a more serious note, I have appreciated your encouragement over the years. You’re a good friend and a person who has always been encouraging. I appreciate that.
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 29 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
Baowu Aluminum Technology Co., Ltd.’s continuous annealing and chemical pre-treatment line for processing strip coils for the aluminum market supplied by Tenova produced its first hot coil.
A Midwest manufacturer of brass components is upgrading their heat treat capabilities with a new furnace from Gasbarre Thermal Processing Systems.
Plastometrex, a materials science startup, is working with global testing and inspection provider Element Materials Technology.
A global bearing manufacturer decided to furnish one of its Chinese plants with a vacuum furnace by SECO/WARWICK with gas quenching, carburizing (LPC), and carbonitriding (LCPN).
To support R&D and additive manufacturing projects, Solar Atmospheres of California has added some small vacuum furnace capacity to their equipment offerings.
An Indian manufacturer of feed machinery and contractor for “turnkey” agricultural engineering projects has placed an order with SECO/WARWICK for a Vector® vacuum furnace with vertical insertion of loads.
Heat treatment specialist Bodycote provided solutions for the world’s first hydroformed architectural stainless-steel façade screen that was manufactured by German fabricator Edelstahl-Mechanik. This screen was installed in the newly constructed Science and Engineering Complex at the Harvard University campus in Boston, MA.
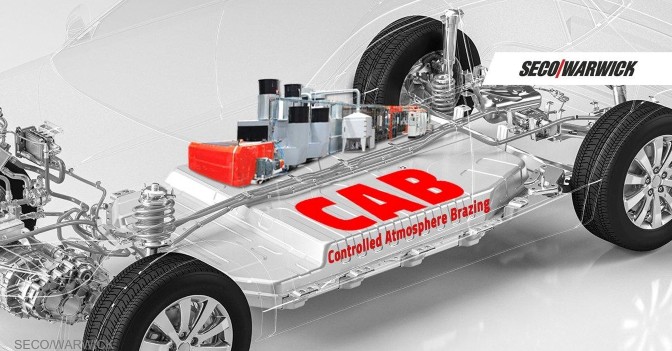
SECO/WARWICK will install a continuous line for controlled atmosphere brazing (CAB) of large-dimension battery coolers at the plant of a European manufacturer of heat exchangers.
A Gasbarre Thermal Processing Systems integral quench furnace line was recently commissioned to a manufacturer of specialty nut and bolt assemblies in the eastern U.S.
One of the largest Brazilian hardening plants has started to operate a SECO/WARWICK Vector® vacuum furnace.
Tenova’s team at Baowu Aluminum plant, China; Pomini Tenova’s equipment Photo Credit: Tenova
Indentation Plastometer solution from Plastometrex Photo Credit: Plastometrex
Vacuum furnace from SECO/WARWICK for Chinese manufacturing plant Photo Credit: SECO/WARWICK
Additive manufacturing furnace support at Solar Atmospheres of California Photo Credit: Solar Atmospheres
Vector® furnace for the agricultural industry Photo Credit: SECO/WARWICK
Inspired by the shapes, strength, and thinness of everyday objects like tin cans and soup bowls, Behnisch Architekten worked with Josef Gartner GmbH/Permasteelisa North America Corp. and the German fabricator Edelstahl-Mechanik to create the world’s first hydroformed tensile façade. Photo Credit: Brad Feinknopf
Gasbarre Thermal Processing Systems’ integral quench furnace system Photo Credit: Gasbarre Thermal Processing Systems
CAB line for European manufacturer Photo Credit: SECO/WARWICK
Personnel/Company Chatter
With increased interest in U.S. semiconductor research and manufacturing, ECM USA, Inc. recently announced a strong bi-monthly sales order pattern for 2021 related to their product expansion both in research & development and with laboratory furnace systems.
Pfeiffer Vacuum introduced OmniControl® universal control unit for pumps and measurement instruments.
Ipsen reported a surge in interest for standardized equipment and revealed a steady increase of orders for TITAN® vacuum furnaces this year, with five in July. Clients range from those in cutting tools and machinery to additive manufacturing and aerospace.
Heating technology company Kanthal announced the agreement to divest its semiconductor capital equipment business to Yield Engineering Systems, Inc., headquartered in Fremont, CA.
Bodycote increased hot isostatic pressing capacity in Greenville, SC.
Nitrex, a global provider of fully integrated surface treatment solutions, has announced that G-M Enterprises has made its official market debut under the Nitrex banner as of January 2022.
Nancy Easterbrook has joined HarbisonWalker International (HWI), a refractory products and services supplier in North America, as the director of Recycled Materials.
HarbisonWalker International is building a manufacturing and service hub for its steel customers in North America.
During the Metal Treating Institute’s (MTI) Fall Meeting, Ipsen, along with several other vested organizations, presented donations to support the MTI Educational Foundation, which provides scholarships for the next generation of heat treating industry professionals.
GHI Smart Furnaces celebrated the 84th anniversary of their founding in December 1937.
HeatTek announced the purchase of an additional facility in Ixonia, WI to serve primarily as a distribution center for the rapidly growing company’s components and spare parts inventory. This expansion follows another plant acquisition in West Allis, WI.
Hubbard-Hall announced that they’ve made the Dow product line available on their eCommerce site.
JIPELEC rapid thermal processing with automation Photo Credit: ECM USA, Inc.
Leading women at HarbisonWalker International(HWI) based at the company’s headquarters in Pittsburgh, PA have recently been recognized for their work: HWI has promoted Melissa Bihary to vice president of People and Organizational Effectiveness Also, the — the workforce development and education partner of the — has presented Bryn Snow, director of Application Technology-Nonferrous/Glass at HWI, with a STEP Ahead Award. Lastly, Jodi L. Allison, CAP,OM, has been promoted to chief executive assistant & administrative manager at HWI.
At the recent Metal Treating Institute (MTI) 2021 Fall meeting held in San Antonio TX, Ed Engelhard, vice president of Corporate Quality, has been recognized with the MTI Award of Industry Merit. This award is given in recognition of current/ongoing commitment to the betterment of the commercial heat treating industry with one or more significant accomplishments.
Tony Karadimas has been nominated as vice president of UPC-MARATHON Sales and NITREX.
Bodycote in Syracuse, NY passed certification to AS9100 standard with zero findings.
A group of 70 employees and management of SECO/WARWICK located in Świebodzin, Poland planted 3,000 beech seedlings on Lumberjack and Forester World Day.
Nitrex Metal, Inc., global provider of fully integrated surface treatment solutions and technologies, was selected to be part of a “Global Thought Leaders” series broadcast on CBS News.
Deep Cryogenics International trademarked the slogan “Infinitely Renewable, Infinitely Recyclable” for the use of liquid nitrogen in their deep cryogenic treatment process.
Melissa Bihary, Vice President of People and Organizational Effectiveness Photo Credit: HWI
Bryn Snow, Director of Application Technology-Nonferrous/Glass Photo Credit: HWI
Jodi L. Allison, CAP, OM, Chief Executive Assistant & Administrative Manager Photo Credit: HWI
Tony Karadimas, Vice President of UPC-MARATHON Sales and Nitrex Aftersales Photo Credit: UPC-Marathon
Ed Engelhard, Vice President of Corporate Quality, awarded MTI Award of Industry Merit Photo Credit: MTI
SECO/WARWICK and sustainable practices Photo Credit: SECO/WARWICK
Advertisement for CBS News feature on Nitrex Metal, Inc. Photo Credit: CBS News
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Michel Frison VP Global Sales Nitrex and G-M Enterprises (Source: Nitrex.com)
A medical device manufacturer has acquired a vacuum furnace that will bring heat treating in-house, reducing lead time and improving process control. The application is for the heat-treatment of steel dies used in the company’s plastic and metal injection molding operations.
The vacuum furnace is the first purchase from G-M Enterprises, a Nitrex company. G-M Enterprises completed the installation at the company’s newly expanded greenfield facility. The turnkey solution features a horizontal front loading vacuum furnace G-M model HVF 101-(I)XB with 6-Bar internal quench capabilities and a work area of 18” x 18” x 24” (457 x 457 x 610 mm), with an all-metal furnace construction. The system is part of the company’s metal injection molding operations.
Vacuum Furnace Source: Nitrex
"We are proud of continually maintaining G-M Enterprises’ long-standing relationship with the medical industry," said Michel Frison, VP Global Sales, Nitrex and G-M Enterprises, "providing solutions that aid in improving the affordability and accessibility of high-quality healthcare."
Michel Frison Vice President Global Sales Nitrex and G-M Enterprises (Source: Nitrex.com)
A turnkey vacuum system will support the expanding in-house heat treat operations of a military base located in the USA. This aviation maintenance, repair, and overhaul facility performs rework of engines and related components.
The new horizontal furnace provided by G-M Enterprises, a Nitrex company, will complement existing vacuum systems from the company that has been in operation since 1989. The supplier will provide all key components, including a horizontal front-loading vacuum furnace with a work zone of 48” wide x 48” high x 72” deep (1220 x 1220 x 1800 mm), a 4,000 lb. (1800 kg) weight capacity, and a 2 bar-quench system in addition to an all-metal hot zone construction, advanced computer-control system, and hydrogen partial pressure capabilities.
Operating at a temperature range of 1000°F to 2400°F (535°C – 1300°C), the furnace will heat treat aircraft engine components.
Michel Frison,vice president of Global Sales, Nitrex and G-M Enterprises said, "Our success with the government’s military bases is about delivering cost-effective, result-oriented heat-treating solutions that support in-house capabilities, improve on the material properties of mission-critical aerospace applications, and can save on manufacturing costs."
Production of the new vacuum furnace is scheduled to start in July 2021.
A leading, global manufacturer of metal injection molding (MIM) products is bolstering its manufacturing capacity with the addition of two large-size horizontal vacuum furnaces for sintering and debinding MIM products and components. The first of the two furnaces will be delivered this year and the second is scheduled for commissioning in March 2021.
The multimillion-dollar order from the global manufacturer was awarded to G-M Enterprises, a Nitrexcompany. The 2-Bar vacuum sintering furnaces will feature a work area of 36” wide x 30” high x 84” long (900 x 762 x 2100 mm), 4400 lb. weight capacity, a maximum operating temperature of 2600°F (1430°C), and uniformity of +/-10°F (+/-5.5°C).
Vacuum Furnace (Source: Nitrex.com)
Michel Frison, VP Global Sales, Nitrex and G-M Enterprises (Source: Nitrex.com)
Integral to the vacuum system configuration is a multistage debinder trap system designed to thermally extract binder from the parts. Sintering and debinding occur in a single cycle using a robust and unique system design that is optimized to handle the maximum load capacity the furnace is designed for. Consequently, there is never a need to operate below the rated load capacity to achieve the required part quality. The high-temperature sintering process also ensures a high-quality finished part surface in terms of density, porosity, mechanical resistance, and aesthetics.
“This latest order comes from a customer we have had a strong cooperation with," said Michel Frison, VP Global Sales, Nitrex and G-M Enterprise, "and which will be part of a series of multiple furnaces provided by G-M Enterprises over the past decades."
Nitrex, a Novacap portfolio company and global provider of fully integrated heat-treating solutions and technologies, unveiled its new corporate brand identity this week. This change comes as the company seeks to forge new paths, retool its product portfolio to align it even more closely with customer needs and preferences, and seeks to present a more consistent look and feel across all brands.
Jean-Francois Cloutier, Nitrex CEO
“The new brand identity we are sharing with you today,” said Nitrex CEO Jean-François Cloutier, “reflects our evolution as a market leader poised for the future, while reaffirming our tradition of innovation, reliability and quality as well as our customer-focused culture. The new unifying logo will represent the company as a whole, with all its business units.”
The new symbol will be adopted by all the Nitrex business units. The symbol also plays a functional role as the letter “N” in the Nitrex wordmark used by all business units. For now, the names of the legal entities will not change. It is worth noting that different parts of the new logo represent the integration of United Process Controls and Marathon Monitors, as well as G-M Enterprises.
(source: Nitrex)
“The new tagline charts a bold course for Nitrex,” Cloutier added. “It underscores our commitment to science and technology. By harnessing the latest advances, we will be able to reinvent the methods of strengthening metals and applications, to the greater benefit of our customers. This marks the beginning of a new chapter for Nitrex and its affiliated companies, and we’re very excited to finally share it with you.”
(source: Nitrex)
Listen to a Heat TreatRadio interview with Jean-François Cloutier here: https://www.heattreattoday.com/heat-treat-radio/heat-treat-radio-jean-francois-cloutier-nitrex-ceo/
Nitrex, a global provider of fully integrated heat-treating solutions and technologies based in Montreal, Canada, acquired G-M Enterprises, a manufacturer of vacuum furnaces, headquartered in Corona, California.
Mrs. Veena Jhawar, G-M Enterprises COO; Mr. Jean-François Cloutier, Nitrex CEO; Mr. Suresh Jhawar, G-M Enterprises President
The addition of G-M Enterprises will further expand Nitrex’ integrated heat treatment solutions to customers; both share the same goal of providing technologies that focus on customer workflow and efficiency while maximizing the life span and quality of engineered parts and components.
Jean-Francois Cloutier, Nitrex CEO
“This acquisition will allow Nitrex to bolster its turnkey solutions business by bringing a new, innovative and broader mix of heat treatment systems to our customers,” said Jean-Francois Cloutier, Nitrex CEO. “We also look forward to welcoming the entire G-M Enterprises’ team into the Nitrex family.”
“Joining forces with Nitrex and becoming part of its family of companies will ensure we keep pace with our customers’ evolving needs and expectations,” says Suresh Jhawar, G-M Enterprises President. “What this means for the future of G-M Enterprises is an opportunity to enhance our products and services, expand our international presence further by leveraging the resources, expertise, and capital of Nitrex.”
Four vacuum furnaces were recently shipped to a major casting company in Arizona, three with a free work area of 54″ W x 41″ H x 72″ L and one with a free work area of 24″ W x 24″ H x 36″ L.
The supplier, G-M Enterprises, based in Corona, California, announced that all four are 2-bar furnaces with innovative hot zone design and construction. A 1200 gpm water cooling system was included in the installation.
































 Heat Treat
Heat Treat