A U.K.-based thermal processing service provider announced it has begun production at its facility in Greenville, SC, where it recently expanded its hot isostatic pressing (HIP) services. The site houses heat treating operations, EDM, and other capabilities to serve the aerospace, defense, power generation, medical, and general industries.
HIP Product Fabrication – metal part from powder metal Source: Bodycote
The additional HIP capacity at Bodycote‘s Greenville location was commissioned to service the development and processing of advanced materials for industries situated within the Southeastern U.S. as well as other Bodycote facilities in the supply chain. With HIP capacity now in full production, Bodycote is able to meet the rising demand for highly reliable additive manufacturing post-processing. The company has more than HIP vessels of varying sizes in multiple locations. Processing capability can accommodate components nominally up to 6.5ft in diameter by 12ft high, and weighing over 30,000kg.
The press release is available in its original form here.
Featured photo: HIP furnace being lowered into place
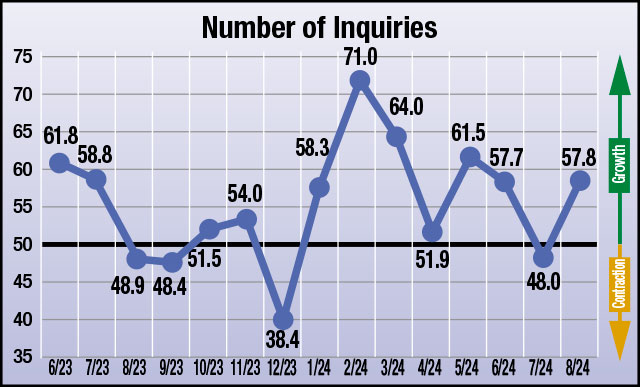
The four heat treat industry-specific economic indicators have been gathered by Heat Treat Today each month since June 2023. In previous months, the economic indicators have mostly fallen in the growth column, with a midsummer “calm” in July when most suppliers to the heat treat industry expected contraction in all four categories. However, this month, suppliers are reporting that they anticipate most indicators to grow in August.
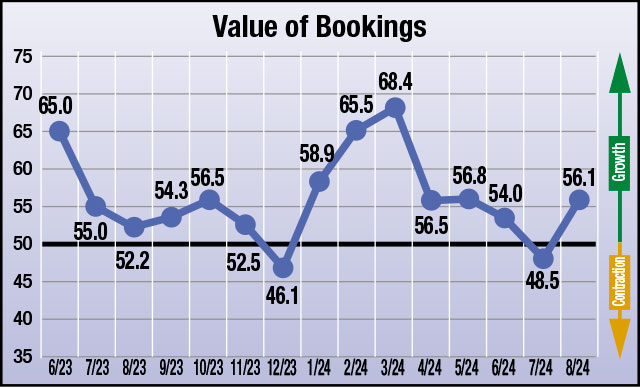
The numbers, which were compiled in the first week of August, show that responding parties expect the economy to experience rebounding growth in three of the four indices, settling in each at their highest point since May. The expectation for growth in number of inquiries reveals the most significant jump over July’s responses. Anticipation for growth is also positive for value of bookings and health of the manufacturing economy, the latter with positive expectations falling just above the “neutral” x-axis, indicated by the number “50.” The size of backlog indicator, though improved over July, remains the indicator suppliers anticipate contraction.
The results from this month’s survey (August) are as follows; numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in the Number of Inquiries from July to August: 57.8
Anticipated change in Value of Bookings from July to August:56.1
Anticipated change in Backlog Size from July to August: 49.3
Anticipated change in the Health of the Manufacturing Economy from July to August: 50.6
Data for August 2024
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A melting and holding furnace with a preheat hearth and a maximum temperature rating of 1,450°F (788°C) has been shipped to a manufacturer to increase capacity for processing aluminum parts.
Lindberg/MPH announced the shipment of a gas-fired reverberatory aluminum melting and holding furnace with a total holding capacity of 85,000 lbs based on 155 lbs per cubic ft. of molten aluminum and a melt rate of 10,000 pounds per hour. A full width vertically rising air operated door provides access to load the preheat hearth and a full width cleanout door at the rear allows for unloading.
Kelley Shreve General Manager Lindberg/MPH Source: Lindberg/MPH
This melting furnace is designed with an elevated base and bottom mounted magnetic stirring mechanism. An air pressure pump well for dispensing molten aluminum provides the operator with greater ease of use and allows the unit to stand idle over long periods of time such as weekends without having a large temperature differential between the pumper and the furnace.
“This aluminum melting furnace design provides maximum melting efficiency and large capacity. The customer supplied magnetic stirring mechanism helps reduce damaging oxide growth,” said Kelley Shreve, general manager at Lindberg/MPH.
The press release is available in its original form here.
Here in the northern hemisphere, the dog days of summer are upon us. This folksy phrase has come to signify the months when humidity weighs heavily in the air, but it’s got a lot more history to it than that. According to the ancients of Rome and Greece, the dog days not only brought drought and heat but also caused man and his best friend to go mad. Madness may not be the result of seasonal humidity, but manufacturing disruptions could be.
Humidity affects nearly all processing environments, but some, like heat treating, are more prone to humidity-related disruptions This question was submitted to the Ask the Expert team at Ipsen: Operating a furnace in an environment that has been dealing with high heat and humidity has posed more challenges than we’ve experienced in the past. What are some things that we should be watching out for when operating our furnaces to make sure they’re running efficiently despite the temperature and humidity?
In this best of the web article, consider the damage humidity can do to your vacuum furnace and gather some tips to maintain your vacuum furnaces during hot, muggy weather.
An excerpt:
“High temperatures cause changes in electricity flows, which increase resistance. Additionally, excessive humidity reduces transformer insulation and resistance, while oxidizing electrical conductors. And the difference between cooling water temperature and ambient temperature with high humidity can cause the vacuum vessel to “sweat,” affecting the entire furnace’s electrical system and transformers’ performance.
Here are nine key things you can do to maintain vacuum furnaces during hot, muggy weather:
Clean the hot zone, check insulation and ceramics, and repair if necessary. Run periodic burnout cycles.
Check, secure, and mark all electrical connections. Apply conductive copper grease to improve electrical contact between surfaces.
Clean all vents in the control cabinet without the air-conditioning. Use silica gel to reduce moisture.”
Read Part 1 (about air curtains that protect equipment from humidity just like the air curtains you encounter when walking from a hot parking lot into a cold grocery store) here and Part 3 (about vacuum cool events) here.
A Missouri-based furnace manufacturer for the foundry, die casting and metal forming industries recently announced plans to expand its footprint in the St. Louis area with a new facility. The $4M investment in O’Fallon, Missouri, will create 25 new jobs and result in the consolidation of operations located in two Missouri counties with room to grow.
“We’ve seen explosive growth over the past few years, which initiated an extensive search for a new location,” said Joe Slattery, president and COO of SINC Thermal. “Our new, consolidated facility in O’Fallon will allow us to successfully address the current needs of our customers and position us for future growth.”
Mike Parson Governor of Missouri Source: flickr
“It’s exciting to see yet another Missouri-made business like SINC Thermal thriving in the St. Louis region. We look forward to the company’s continued success in O’Fallon as it expands and strengthens the area’s vibrant manufacturing sector,” said Missouri Governor Mike Parson.
Bill Hennessey Mayor O’Fallon, Missouri Source: www.ofallon.mo.us
For this expansion, SINC Thermal will benefit from the Missouri Works program, a tool that helps companies expand and retain workers by providing access to capital through withholdings or tax credits for job creation.
“We are thrilled that SINC Thermal has joined O’Fallon’s vast number of advanced manufacturers, and proud of the Select O’Fallon team’s work in making it happen,” said O’Fallon Mayor Bill Hennessy. “I also wish to thank our county, regional, and state partners for their support of SINC Thermal and help in reaffirming O’Fallon as a place where businesses can succeed.”
SINC Thermal president and COO Joe Slatterly is a member ofHeat TreatToday‘s 40 Under 40 Class of 2020. Click here to learn more.
The press release is available in its original form here.
Cleveland-Cliffs Inc, a major supplier of steel to the automotive industry with heat treat capabilities, has announced its acquisition of Stelco Holdings Inc, an integrated steelmaker with two operational sites in the province of Ontario. The $2.5B (USD) transaction will bring 1,800 workers into the Cleveland-based steelmaker’s current workforce of 18,000 employed across its facilities in the United States and Canada.
Cleveland-Cliffs Inc. (Cliffs) recently released its definitive agreement to acquire Stelco Holdings Inc, increasing its steelmaking footprint and doubling the company’s exposure to the flat-rolled spot market, which includes raw materials, energy, and healthcare. Stelco adds capabilities that complement Cliffs’ existing operations, confirming the Cleveland-based steelmaker’s commitment and leadership in integrated steel production in North America.
Lourenco Goncalves Chairman, President and CEO Cleveland Cliffs
Stelco’s facilities consist of Lake Erie Works, a new integrated steelmaking facility in North America, and Hamilton Works, a downstream finishing and cokemaking facility, adding capabilities that complement Cliffs’ existing operations and product portfolio, while diversifying its market industries. Upon completion of the transaction, Cliffs shareholders will own approximately 95% and Stelco shareholders will own approximately 5% of the combined company, on a fully diluted basis.
“We did this deal the way it should be done, reaching a respectful agreement between the two parties that keeps national interests at the forefront and recognizes the importance of the workforce,” said Lourenco Goncalves, chairman, president and CEO of Cliffs. “The enterprise value of this transaction is significantly lower than the cost of building an equivalent replacement mill in the United States, and the cost structure is lower than what a new U.S. mill would provide us. Stelco is a company that respects the Union, treats their employees well, and leans into their cost advantages. With that, they are a perfect fit for Cleveland-Cliffs and our culture. We look forward to proving that our ownership of Stelco will be a net benefit for Canada, the province of Ontario, and the cities of Nanticoke and Hamilton.”
Alan Kestenbaum Executive Chairman & CEO Stelco Holdings
“I am proud of what we have accomplished over the past seven years, and the value we have generated,” said Alan Kestenbaum, executive chairman and CEO of Stelco. “Most importantly, we have revitalized Stelco and restored it to its iconic status in Canada. I know thac Cliffs will continue to build upon the excellent work and life environment we have created for all of our employees and continue to be a reliable supplier to our valued customers, while maintaining Stelco’s stature and reputation in Canada and maintaining our Canadian national interests. One of the important drivers for this transaction was receiving a meaningful portion of the consideration in Cliffs shares. I have strong belief and optimism in the North American steel market. I believe that Lourenco and his team have created a winning platform, and I intend to remain an investor in Cliffs for a long time to come as he and his team continue to build out their platform and business.”
Pictured in featured image: Lourenco Goncalves
The press release is available in its original form here.
The heat treating industry is under pressure to reduce its greenhouse gas emissions (GHGE), and the response has been a noble effort to attain sustainability. In two previous articles in this continuing series, guest columnist Michael Mouilleseaux, general manager at Erie Steel, Ltd., discussed the U.S. Department of Energy’s initiative related to the decarbonization of industry and its potential impact on the heat treating industry.
The endeavor to reduce greenhouse gas emissions (GHGE), albeit noble in intent, begs the question: Why is the heat treating industry being asked to reduce its greenhouse gas emissions?
Some background:
The United States’ GHGE account for approximately 14% of the total worldwide emissions.
According to the U.S. DOE, U.S. industry accounts for approximately 23% of the total U.S. GHGE.
According to the U.S. DOE, “process heating” accounts for approximately 43% of the total GHGE generated by U.S. industry.
According to the U.S. DOE, heat treating accounts for approximately 2.8% of the GHGE they have attributed to process heating.
In sum, heat treating accounts for 0.3% of the total U.S. GHGE (23% x 43% x 2.8%), and 0.04% of the worldwide GHGE (14% x 23% x 43% x 2.8%).
Why is the Department of Energy imposing natural gas restrictions on an industry that they have calculated to be responsible for 0.3% of the country’s total emissions?
Second, this administration has spent something between several hundred billion and a trillion U.S. dollars to incentivize power, transportation, and industrial sectors in their effort to stem global warming. Years from now, we will look back at this as one of the greatest capital reallocations in our history. If we can accept that the “past is a prologue,” we have a storied history of government failures to determine the future of the agricultural, aircraft, and financial sectors. This is already happening in Western Europe: Power is substantially more expensive, and industrial output has dropped nearly 6% for the past two years — the European Investment bank attributes the reduction in industrial output to “elevated energy costs.”
Perhaps it’s time for us to take notice and slow down this effort until such a time that we have the technology in place to accomplish decarbonization without eviscerating our industrial, transportation, and power industries. A greatly overused term today is “existential threat” — but our livelihood, our national security, and our way of life are, in fact, on the line.
Attend the SUMMIT to find out more about the DOE’s actions for the heat treat industry.
On www.heattreattoday.com/factsheetDOE, you can utilize the one-page resource to let governmental officials know what our industry is, who we are, who we employ, and the effect this effort has in regulating us out of business.
I want to thank Surface Combustion, Gasbarre, and Super Systems Inc. for the guidance they provided me with in navigating the technology of this subject matter.
Any errors contained herein are mine and mine alone.
About the Author:
Michael Mouilleseaux General Manager at Erie Steel, Ltd. Sourced from the author
Michael Mouilleseaux is general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy.
Today’s News from Abroad installment investigates the influence AI is bearing on the global field of heat treating, as well as a 2023 sustainability report and a future-looking question about the German foundry model amid transformations and a shortage of skilled workers.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets, and Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe.
AI News No.1: Smart Manufacturing Proves Its Value
Viking Analytics and Bharat Forge sign a three-year contract
“A new agreement has been signed between Viking Analytics and Bharat Forge Kilsta (BFK) from Karlskoga. The agreement, which is for three years, provides BFK with the AI-based optimization tool ‘Smartforge’ after a 10-month implementation phase. Smartforge optimizes the forging process, primarily in the critical heat keeping process where the problems with scrap are greatest. The goal is to reduce discarded products by 50% and contribute to energy savings and a more environmentally friendly production.”
AI News No. 2: Global Industry Goes “All In” With AI
Digital transformation and the concept of a sustainable economy go hand in hand with energy and environmental challenges.
“According to a report by the Boston Consulting Group (BCG), nearly 80 percent of companies around the world consider innovation to be one of their three main priorities this year, and 66% of them plan to increase spending for this purpose, of which 42% are ready to invest up to 10% more than before. Innovation is one of the SECO/WARWICK Group’s values, embedded in its DNA. Industry 4.0 is the guiding principle in the Group’s mentality and strategic direction, which identifies AI, automation and digitization as a priority.”
A Sustainability Commitment to a Greener, Equal Future Shows Results
Tenova’s 2023 Sustainability Report illustrates the company’s ESG-guided sustainability framework, including energy efficiency initiatives, circular economy solutions, and sustainable innovation.
“Tenova has announced the launch of its new Sustainability Report, which tracks the progress the company has made against its sustainability agenda over the past year. The Report illustrates the company’s ESG-guided sustainability framework, including energy efficiency initiatives, circular economy solutions, and sustainable innovation. . . . Tenova’s flagship technologies–Direct Reduction Iron (DRI), Electric Arc Furnaces (EAFs), and the Silicon Steel ones–are essential in driving the decarbonization of both the metals industry and the planet. This is demonstrated by its major international projects, which are set to make a substantial impact on sustainability in Europe, China, and other parts of the world.”
At its third “Zukunftstag“ (Future Day), the German Foundry Association (BDG) discussed: Do we still need casting from Germany? And why is the industry currently facing such difficulties?
“At its third ‘Zukunftstag’ (Future Day), the German Foundry Association (BDG) posed a rhetorical question to stakeholders and the industry: Do we still need casting from Germany? And why is the industry currently facing such difficulties? The Federal Association of the German Foundry Industry launched the ‘Future Day’ format in 2020 in order to visualize and establish generally applicable topics from corporate management and framework conditions in open discourse with experts from outside the industry, in addition to the industry’s technically focused conferences. In addition to economic policy framework conditions, the program revolved around skilled workers in the afternoon. The German foundry industry, part of the energy-intensive SME sector, is struggling amid transformations and a shortage of skilled workers.”
Understanding abrasion can be the key to extending the life of your refractory lining. The following article provided by Plibrico Company examines abrasion resistance, its role in choosing a refractory solution, and what factors to take into consideration when assessing counter-measures.
Refractory material is designed to be very durable, withstand extreme service conditions and defy mechanical abuse in many different types of thermal-processing operations. However, severe conditions that cause abrasion in the form of high levels of mechanical scraping and airborne particulate matter can challenge refractories, shortening their service lives.
Abrasion resistance is one of the most critical and possibly the most misunderstood considerations when choosing a refractory solution. A clear understanding of what abrasion is and, perhaps more importantly, what it is not can prevent needless repair costs and lead to significant savings. This is especially important when evaluating refractory designs for a new application or when considering upgrades for an existing one.
What Abrasion Is
Abrasion is the destructive process that causes a material to wear away through mechanical scraping or scratching. Anyone who has ever grated cheese or sanded wood has experienced the abrasion encountered in everyday life. As abrasion continues, thin layers of the abraded material are removed, leaving the object thinner and usually making its surface smoother.
The same process can be observed in the refractory world. Refractory linings are abraded by high-velocity airborne particulate, cleaning tools and fuel/process materials that pass through the unit and come into contact with the lining. The telltale sign of abrasion is a refractory lining that has steadily become thinner while its surface has become smoother. The surface may even shine as if it had just been polished, which is not surprising when we consider that polishing is another common form of abrasion.
Fig. 1. Abrasion damage to the refractory bottom of a choke ring of a thermal-oxidizer unit
What Abrasion is Not
Abrasion is considered a type of mechanical abuse, but it is not the only type of mechanical abuse to which refractory linings are subjected. Equally common is impact: the sudden, forceful collision between the refractory lining and a moving object. Impact can come from a variety of sources. The moving object may be a cleaning tool, a piece of process material, a chunk of fuel or a dislodged mass of refractory or slag, depending on the application. Impact with such objects typically results in chips and cracks in the refractory lining.
Refractory materials designed for abrasion resistance tend to have increased strength and hardness compared to those found in traditional refractories, and these abrasion-resistant materials may provide some resistance to impact. Abrasion-resistant properties can also lead to increased brittleness. This is because if the impact exceeds the strength of the material, chipping and cracking could potentially be worse than in traditional refractories.
Compression and tension are also forms of mechanical abuse and can be caused by changes in the shape of the refractory lining as it is heated or cooled or by movements of the furnace shell itself – by intentional design or otherwise. Here again the increased strength and corresponding brittleness of the material could potentially result in a negative effect on the refractory lining.
All types of mechanical abuse can cause thinning of the refractory lining, so it is important to conduct a detailed investigation into the destructive mechanism before drawing any conclusions. Refractory solutions designed to resist abrasion may not be helpful against damage caused by impact, compression or tension.
Similarly, solutions designed to address other types of mechanical abuse may be ineffective against abrasion. For example, stainless steel needles are commonly incorporated into refractory linings to extend service life when impact resistance is required. The needles bridge cracks formed as a result of the impact, making it more difficult for these cracks to grow and connect. This helps the refractory lining hold together longer. The bridging provided by needles has no effect in an abrasion situation, however, since crack growth is not caused by the abrasion process.
Meeting Abrasion-Resistance Demands
Once abrasion is identified as the main mode of failure, there are several options to counter it. Selecting a refractory material based on a raw material hard enough to resist the abrasion is a common technique. For one material to abrade another it must be harder than the material being abraded. For instance, a diamond can be used to scratch glass, but glass cannot be used to scratch a diamond.
It follows that refractory materials based on very hard raw materials, like silicon carbide, can be used to resist abrasion and extend the life of the lining. It should be remembered, however, that a refractory lining is made up of many different materials, not just the main constituent raw materials. Clay, cement, silica and other softer components will still be exposed and abraded even if abrasion of the main aggregate is stopped completely.
Another option is to investigate the source of the abrasion and make adjustments to the process. Can a less-abrasive cleaning tool be used? Is there a way to limit the contact of the abrading process materials with the refractory lining? Is it possible to adjust the angle between the refractory lining and the incoming airborne particulate?
A seemingly minor change in the process, with minimal cost and no downsides to the operation, can save in refractory replacement costs. When changes to the process are not an option, it is best to consider the abrasion resistance of the lining as a whole and select a specifically designed abrasion-resistant solution. A qualified, knowledgeable refractory solution expert with genuine experience will help you make the best decision for your specific application, taking into consideration the following:
Speed of installation
Service life
All-in price
Fig. 2. Airborne particle matter has contributed to the abrasion damage seen in the refractory of a thermal-oxidizer choke ring. Notice on the left side of the photo how the abrading of the refractory lining becomes worse.
Abrasion-Resistance Testing
The most common measure of holistic abrasion resistance used to compare refractory solutions is the ASTM 704 test. This test exposes refractory lining materials to a stream of abrasive particulate that cause a portion of the sample to be abraded over time. By keeping sample size and shape constant – along with particle velocity, particle material and test duration – various refractory materials can be compared on an apples-to-apples basis.
This testing can be performed by any qualified refractory testing lab and most reputable refractory manufacturers. Test results are recorded based on the volume of material lost from the sample during the test and are reported in cubic centimeters. Products with excellent abrasion resistance consistently test at 5 cc of loss or less, while elite materials can score less than 3 cc of loss.
Products designed specifically for abrasion resistance will report ASTM 704 results on their material technical data sheets. It is important to remember that the abrasion-loss numbers reported on material technical data sheets are based on samples prepared in a lab under controlled conditions. Achieving these same properties in the field under real-world, job-site conditions would require a high-quality refractory installer partnered with a world-class refractory manufacturer.
Fig. 3. Severe conditions lead to abrasion damage in the refractory lining of this dry-ash hopper. Notice the abrasion damage goes past the anchor line, leaving the bottom-left anchors exposed.
Conclusion
The thinning of a refractory lining due to abrasion is a source of frustration for many thermal-processing operations and is one of the most common modes of failure encountered in the refractory world. But, by taking the time to understand the failure mechanism and learn about the options available, you can realize significant savings by avoiding needless costs in the future.
A company developing advanced alternative renewable energy technologies large-scale industrial applications is expanding their heat treat capabilities with two identical vacuum furnaces.
The Research and Development team of Solar Manufacturing, Solar Atmospheres, assisted the client’s engineers to verify the process in the Mentor® Pro vacuum furnace prior to sending this furnace. Solar Manufacturing shipped the identical vacuum furnaces and assisted the company’s engineers to verify the molybdenum shielded hot zone operation of the new equipment at the developer’s facility. The furnace’s internal gas quenching system processes workloads to quench at 2 bar positive pressure in either nitrogen or argon gas, a flexibility that assists the company in achieving results across a wide range of metallurgical applications.
The client also finds benefit from the compact design of the Mentor® Pro features a molybdenum shielded hot zone measuring 18” wide x 18” high x 36” deep, capable of temperatures up to 2500°F, and a workload weight capacity of up to 1,000 lbs.
The press release is available in its original form here.