Gasbarre Thermal Processing Systems announced the expansion of its modular furnace offerings for the North American market through an exclusive licensing agreement with SOLO Swiss SA. The agreement grants Gasbarre rights to manufacture, promote, and sell a ProfiTherm® modular bell furnace system, strengthening Gasbarre’s equipment portfolio for commercial and captive heat treat operations serving a range of industrial markets.
Source: Gasbarre Thermal Processing Systems
The licensed system is a modular arrangement of bell furnaces and quench tanks that enables direct, rapid transfer from furnace to quench. The configuration is positioned as a practical alternative to traditional integral quench batch furnaces, particularly for operations seeking greater flexibility and reduced infrastructure requirements.
Designed with a compact footprint, the system minimizes installation complexity by eliminating the need for pits and reducing overall plant disruption. A metallic retort design supports faster furnace conditioning and quicker process changeovers while limiting refractory exposure to process gases to help extend refractory life. The system also eliminates many traditional internal nickel-alloy material handling components — such as roller rails, chain guides, and handler heads — reducing consumable wear, downtime, and the risk of furnace jams while simplifying service access.
The ProfiTherm system supports a wide range of heat treating processes, including austermpering, marquenching, carburizing, carbonitriding, and neutral hardening, with quench options that include water/polymer, oil, and salt. Typical parts processed include gears, pinions, and sprockets, bearing components such as races, rings, and rollers; shafts, hubs, couplings, and yokes; high-strength pins and fasteners; and general industrial wear and drive components. Target applications include captive heat treat departments and commercial shops serving general industry, aerospace, defense, and bearing markets.
Press release is available in its original form here.Additional information provided by Gasbarre. Featured image shows (from left to right) Dan Hill, product development manager of Gasbarre; Ben Gasbarre, EVP sales & marketing of Gasbarre; David Salerno, CEO of SOLO; and David Howard , sales director of SOLO.
In this episode of Heat TreatRadio, Doug Glenn sits down with Michael Mouilleseaux of Erie Steel Treating to examine U.S. energy initiatives and their implications for the heat treating industry. Mouilleseaux, who also chairs the Metal Treating Institute Regulatory Task Force, provides context on energy costs, emissions data, and the practical challenges associated with electrification and alternative fuels in industrial heating. The discussion explores how policy decisions affect energy reliability and day-to-day manufacturing operations, and whether current approaches align with the operational realities of heat treating.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction
Doug Glenn: Today, we are welcoming back a guest that we’ve had on Heat Treat Radio several times: Michael Mouilleseaux from Erie Steel Treating in the Toledo, Ohio area. We are going to be discussing energy policies that are impacting captive heat treaters, commercial heat treaters, heat treating industry suppliers, all of those folks — should be a pretty interesting conversation.
Doug Glenn (host on the left) and Michael Mouilleseaux of Erie Steel Ltd (right)
Greenhouse Gas Emissions By the Numbers (2:00)
Doug Glenn: Michael has some pretty interesting statistics about pollution, sustainability, and energy. Could you share some of those stats with us?
Michael Mouilleseaux: The United States represents about 11% of the total greenhouse gas emissions — total. China represents 30%. India is almost equivalent with us. They are just under 10%. 2007 is said to be the peak year for greenhouse has emissions worldwide. Since 2007, the U.S. has reduced its greenhouse gas emissions 15%. During that time, we have increased our energy production by 45%. Obviously, we’re doing something right.
In that same timeframe, the rest of the world has increased their greenhouse gas emissions 20%. When we talk about what is it that the U.S. is doing and what more do we need to be doing — we are doing more than anyone else.
In the U.S., what are the component parts of these greenhouse gas emissions? They are transportation, electric generation, and industry, and they are all about 25% or 30%.
Heat treating as a small part of industry represents 0.3% of the U.S. greenhouse gas emissions.
Doug Glenn: Is that across all of the component parts?
Michael Mouilleseaux: That is across everything, 0.3%. And yet, we are going to have the conversation, “Why us?”
Fuel Costs (4:07)
Michael Mouilleseaux: In the U.S., natural gas costs less than $3 per million BTU. In Germany, it’s $12 per million BTU.
Doug Glenn: Which is four times the rate.
Michael Mouilleseaux: Correct, four times the rate. Now, there was a time in the U.S. when gas was that expensive, and I remember that. That was not a fun time to be in the heat treating industry.
When we say gas cost $3 million BTU and $12 million BTU, that’s the commodity cost — that doesn’t include transportation. Electricity in the U.S. for industrial customers averages a little over 8 cents a kilowatt hour. Germany is the largest economy in the European Union. In Germany, electricty costs over 30 cents a kilowatt hour.
A couple of interesting facts as we talk about what the legislation is and how it affects us: 40% of the U.S. Congress members are lawyers. Less than 2% of the members are engineers. Here, we have this highly technical discussion about clean air, thermodynamics, and these models that are used to generate the information that the industry is being held accountable for. Yet less than 2% of the members of Congress even understand it.
Learn how the DOE identified heat treating as a target for decarbonization efforts. Click on the image above to read Michael Mouilleseaux’s original analysis of what this means for the industry.
So how did this whole thing get started? It goes back to the Clean Air Act of 1970, which was a national air quality standard that named six pollutants and covered the United States only. We’re going to come back to this point because it’s significant.
In 1990, the Clean Air Act was amended by Congress, and now included 180 pollutants.
Doug Glenn: So it went from 6 to 180 pollutants.
Michael Mouilleseaux: Do we remember what the seventies were like? If you do, you can remember seeing televisions shots of Southern California — you could not see anything because the smog was so bad. So, was this legislation justified? I would say that it absolutely was.
Doug Glenn: That and the Cuyahoga River being on fire.
Michael Mouilleseaux: Exactly, so it was very important. MTI has this initiative in California. Why have we focused on a single state? It was the clean air acts in California in the 1960s that spurred the U.S. Congress to generate the Clean Air Act, which now has nationwide application.
Doug Glenn: I’ve heard it said that what starts in California spreads to the rest of the nation and the rest of the world.
Michael Mouilleseaux: It absolutely does. So we have the Clean Air Act. Secondly, in 2007 — we have gone from 1970 to 2007 — the Obama Administration made decisions based on two pieces of information: a Supreme Court ruling, and information that was generated by what’s called the IPCC, which is the Intergovernmental Climate Change Panel.
Doug Glenn: Okay.
Michael Mouilleseaux: In this panel — a highly politicized body, by the way — they came up with the information that said that with a certain amount of CO2 in the atmosphere, the earth is going to heat up. If it heats up, the solar ice caps will melt. Sea levels will rise, we are going to have monsoons. A very catastrophic scenario was presented by this panel.
Based upon that, the Obama Administration EPA had what they called an endangerment finding. Endangerment is not a scientific term, it’s non-engineering term. It’s a legal term. It means risk of harm, not actual harm, but a risk of harm. The EPA took this information and said there’s a risk of harm to the U.S. population, and as a result of that, we are going to implement legislation.
The first legislation that came down the pike was the Clean Power Plan Act. EPA mandated that the states had to regulate the CO2 emissions of the power plants. At that time, the regulation mandated that by 2030, the greenhouse gas emissions had to be reduced 30%. That’s 23 years from 2007 to 2030. It seems almost reasonable.
Doug Glenn: Just to be clear, they said you need to reduce it by 30%, not to 30%. In other words, you don’t need a 70% reduction, you just need to reduce it 30%.
Michael Mouilleseaux: Correct.
Now we fast forward to 2021, and the Biden Administration comes in, it’s difficult to describe this and not sound political, but the years are what they are, and the people that were in power are who they were — this is the result of that. In 2021, just as Biden comes into office, he issues an executive order mandating a clean energy economy.
He charged the EPA, the Environmental Protection Agency, and the Department of Energy to develop a plan to further the reduction in greenhouse gases. In effect, it affected all three segments of the U.S. economy that generate greenhouse gases. With the previous Power Plant Act, greenhouse gases had to be reduced 30% by 2030. Under the Biden Administration, that regulation was changed to an 85% reduction, and you had to have net zero emissions by 2050.
This applied to the power plants. It applied to automobiles, the transportation sector. That’s where you saw all of these incentives that are in place. There was a huge push for electric cars. If you recall, 40% of the vehicles sold by 2030 were to have been electric vehicles, and by 2050, it was supposed to be an all-electric economy. Same thought process going into play there as it applies to the industrial sector.
There were five segments of the industrial sector: iron and steel, manufacturing, chemical processing, petroleum processing, and food and beverage. All five of these segments of the industrial sector were subject to the same mandate. Thatis, that by 2030, an 85% reduction in greenhouse hases and net zero by 2050.
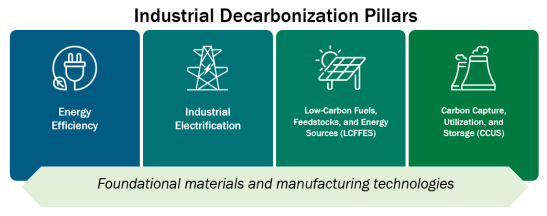
Four Pillars of Mitigation (13:09)
Michael Mouilleseaux: That administration came up with what they call the Four Pillars of Mitigation. The pillars of mitigation were energy efficiency, the use of low carbon fuels, carbon caption, and electrification.
Source: U.S. Department of Energy
We ask then, “Why heat treating?” As we mentioned, it’s only 0.3% of greenhouse gas emissions across the five target areas. Where did heat treating come into play? Well, there was a symposium held by the Department of Energy in the summer of 2023. In that symposium, they further defined the segments within these five areas that I spoke of, and in the iron and steel industry, they made the determination that 63% of the energy that’s used in the iron and steel industry is in process heating. Then they further segmented it, and they said heat treating is a significant sector in process heating.
Why is an industry responsible for just 0.3% of U.S. greenhouse gas emissions in the crosshairs? Click on the image above to read the full analysis.
So almost as an afterthought, heat treating got pulled into this.
Doug Glenn: Quick clarification question on that. When they talk about process heating and the iron steel, are they talking about steel making or everything downstream from it?
Michael Mouilleseaux: Both.
Doug Glenn: Okay, alright.
Michael Mouilleseaux: It’s all inclusive.
Pillar One: Energy Efficiency (14:46)
Michael Mouilleseaux: How do the mitigating pillars apply to heat treating? Let’s look at energy efficiency. I had a conversation with several furnace manufacturers and my question to them was, “if we looked at equipment that’s 20 or 25 years old and compared it today, how much more efficient is the equipment today?” We are talking state-of-the-art equipment. How much more efficient is that equipment than what we had that’s 20 years old? The answer is that the maximum would be 20%.
Doug Glenn: 20% more efficient.
Michael Mouilleseaux: 20% more efficient at maximum, not average. That’s the absolute maximum. So we’re not going to get our 85% reduction in greenhouse gases by a 20% improvement in efficiency.
Pillar Two: Low Carbon Fuels (15:40)
Michael Mouilleseaux: The next element was low carbon fuels.
Doug Glenn: That’s pillar number two.
Michael Mouilleseaux: Pillar number two. After you make your way through what they were talking about — and there’s some discussion about biofuels and things of that nature — at the end of the day, it’s all about hydrogen. Their goal was to utilize hydrogen in place of natural gas as fuel source. Is that technically feasible? The answer to that is yes. Where you run into the problem is how practical is it?
Firstly, is there a distribution center, a methodology for hydrogen? Could you just put it in in the natural gas pipelines and use it? Not as they’re currently configured; it would require some work.
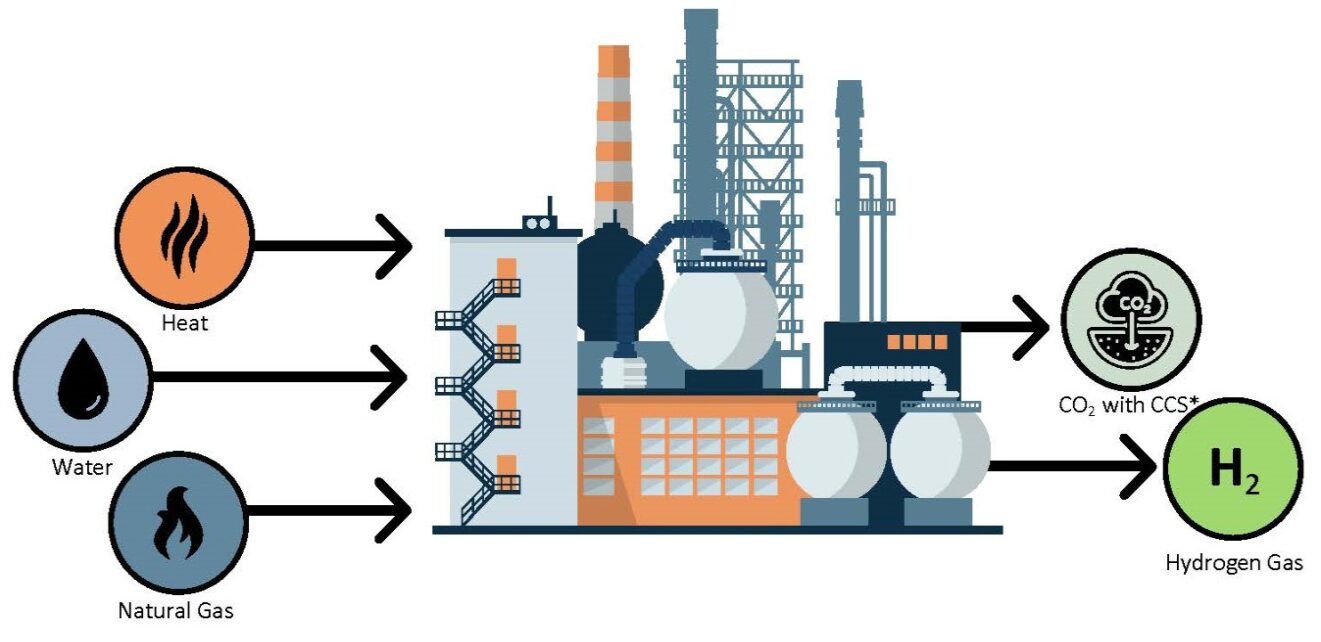
Steam methane reforming / Source: U.S. Department of Energy
Secondly, how are you going to generate all of this hydrogen? Today the way that hydrogen is generated is a method called steam methane reform in which you take methane, which is natural gas, and you heat it by using natural gas, and then you inject steam. In doing so, you strip away the hydrogen. Steam H2O and you strip away the hydrogen from the oxygen. The oxygen you can put back in the atmosphere, and the hydrogen you capture and that’s what you’re going to sell.
The cost of that today is about $15 per million BTUs.
Doug Glenn: Regular natural gas we said was less $3 per million BTUs. So it’s a five times increase in cost.
Michael Mouilleseaux: There we go. Now the other thing is you are using 2.5 million BTUs of methane or natural gas to make 1 million BTUs of hydrogen. So, if you’re not an engineer, you are just fine with that. But to those of us that that can do a little bit more than just add and subtract, it makes no sense. It’s nonsensical.
In addition, there are no facilities that could generate the amount of hydrogen that we’d be needed to supply industry.
Doug Glenn: You’re using two times the fuel to make it, but also, doesn’t hydrogen have like a quarter of the BTUs of natural gas?
Michael Mouilleseaux: There we go. Now the other thing is you are using 2.5 million BTUs of methane or natural gas to make 1 million BTUs of hydrogen. So, if you’re not an engineer, you are just fine with that. But to those of us that can do a little bit more than just add and subtract, it makes no sense. It’s nonsensical.
In addition, there are no facilities that could generate the amount of hydrogen that we’d be needed to supply industry.
Doug Glenn: You’re using two times the fuel to make it, but also, doesn’t hydrogen have like a quarter of the BTUs of natural gas?
Michael Mouilleseaux: There is another way of generating hydrogen, and that is electrolysis. You take water with a sufficient amount of electrical input. You can strip the hydrogen off the oxygen, you can use a membrane sieve, you can separate them out. This is a well-known, well-established method that has been done for quite a long time.
Two considerations with this method. Firstly, where does the electricity that you use come from? In this country today, 40% of our electricity is generated from natural gas. So if you are going to say that we are going to reduce the CO2 output and you’re utilizing natural gas to generate electricity, there is an issue there. The second consideration is the cost. The cost today of electrolysis-generated hydrogen is about $60 per million BTUs.
Doug Glenn: In summary, it’s $3 per million BTUs for natural gas, $15 per million BTUs for methane separated, and $60 per million BTUs for electrolysis separated.
Michael Mouilleseaux: Correct, that’s today. The industrial roadmap that the Biden Administration came up with determined we would use green energy — wind turbines and solar panels. We all know that those energy sources are free because the wind blows for nothing and the sunlight comes out and graces us with its presence every day. The administration wanted to get a million BTUs of hydrogen, and the cost of that to be half of what the current cost of natural gas is.
Doug Glenn: Which would mean about a dollar and a half.
Michael Mouilleseaux: If that isn’t irrational exuberance, I don’t know what is.
Doug Glenn: You’re right.
Pillar Three: Carbon Capture (21:16)
Michael Mouilleseaux: The third pillar is carbon capture. Carbon capture is a technology where you would take the CO2 that’s emitted from a combustion process or other processes, and in utilizing molecular sieves and such, you would trap that. Sometimes they will generate dry ice out of it. Other times, you might just inject it into the into the crust of the earth. Today there are 54 carbon capture operations operating worldwide. Worldwide. In the United States, it’s less than 10. All of these things have to do with petroleum processing. They’re taking natural gas wells, let’s say, and burn the natural gas. This will generate the energy that can be used to generate these sequestration efforts. That’s how it’s paid for.
There is nothing available today on a level that you would be using in a heat treating operation. The carbon capture plants take up acres. This is not a small confined operation.
Doug Glenn: So once again, doable but not practical.
Michael Mouilleseaux: Correct.
Pillar Four: Electrification (22:57)
Michael Mouilleseaux: The last pillar is electrification. We all know there are electric furnaces today. We have had many presentations by furnace manufacturers over the years. Most recent that I have seen is that an electric furnace equivalent to a gas fired furnace probably costs 10% less.
You might make the case that the maintenance on that would be less because you don’t have as many moving parts and gas trains, etc. But the operating cost might be three or four times what the operating cost is for a gas-fired furnace. As such, it’s an economic issue.
Doug Glenn: Why do we say three to four times the cost? Is that based on the cost of electricity?
Michael Mouilleseaux: The cost of electricity, yes. It’s three or four times as much. We talked about the fact that the average cost of industrial electricity is around 8.5 cents in the U.S. It varies from 5 to 25 cents. We are just looking at the average.
In addition, if you take all of the gas-fired equipment in this country and power it with electricity, how much would you need? The answer to that is that you would need a significant amount, and we do not have that amount of electricity available.
Click on the image above to dive deeper into how the Four Pillars of Mitigation impact heat treating operations. Discover the practical challenges facing commerical and captive heat treaters.
Doug Glenn: Considering that the hot topic of the day is the data processing centers, they are going to be sucking up a lot more electricity than we have even now. So it’s not like the electricity is going to be readily available within the next five years or so.
Michael Mouilleseaux: Precisely. You look at these data processing centers and predominantly they are using natural gas-fired turbines to generate the electricity for them. Many of them have their own power plants. They have micro grids. There are two or three of them that have made applications to the NRC to use small modular nuclear reactors. These individuals are from Silicon Valley who typically have been green. Yet they recognize that green is not going to be the key to success.
Even in their case, the practicalities of dependable cost-effective power trumps the need to be green or at least appear to be compliant with all of our climate requirements.
Effects on the Industry (26:06)
Michael Mouilleseaux: What are the effects that these initiatives have on industry? If you think about what we’ve discussed so far, we are talking about destabilizing our industry, as a result of trying to use unproven technologies. Other than electric-powered furnaces, none of these methods currently exist today, either on a scale or are cost effective, that we could use to replace the power that we use in the heat treating industry.
So when we say a five times or a twenty times increase in cost, power is typically about 10% of the cost of a heat treating operation.
Those numbers come from an annual MTI survey. We talk about what costs are involved in the heat treating operation and power is always the second or third cost. From the MTI survey, it averages 10%.
If I have a captive operation, it’s different. I happened to have some experience in the captive industry. I ran what was arguably the largest captive heat treating operation in North America, in Syracuse, New York. We had 15 multi roll pushers. To those people, would it matter if the cost of energy went up five times or more? It absolutely would. Power was a huge concern and we made many efforts in attempts to reduce the amount of power that we needed to do.
Doug Glenn: You were probably happy if you could get it down a percent or two.
Michael Mouilleseaux: Yes, and that was one of those installations where efficiency was the way that we went about doing that. When you have a heat treating operation that’s supporting a large manufacturing operation, the heat training operation is never the pinch point in getting out production. It’s always the manufacturing operations. We ran extremely inefficiently to support those operations.
We talked about destabilizing these things. The implementation schedule that we’re talking about is unrealistic — achieving an 85% reduction in greenhouse gas in 10 years and none of these technologies that we’ve talked about is going to achieve that.
It’s destabilizing because it’s unproven, it’s destabilizing because the implementation schedule is unrealistic, and it’s destabilizing because of the increase in cost.
Doug Glenn: There are some who have done this, like in Europe, for example. I believe they have moved in this direction. You were talking about the price of energy over there. What about their efforts?
Michael Mouilleseaux: I’m going to reference Germany, because Germany is 25 or 30% of the European economy. We know that their electric power is four times what it is here. We know that gas is similar. German industry is an absolute powerhouse, or at least it had been.
In recent years, subsequent to the pandemic, their economy went down. They recovered, and since then they have lost industrial output 2% to 3% per year. Right now they are 10% below where they were.
Doug Glenn: Where they were at the bottom of the pandemic?
Michael Mouilleseaux: Not at the bottom, prior to the pandemic. What are the reasons for that? In Germany, do they make the best cars? They certainly think they do. Do they have the best machine tools? They definitely think that they do. Do they have the best chemical processing plants? They definitely think that they do. I know for a fact that BASF, which is a large German chemical processing business, the last two chemical processing plants that they built were in Louisiana, and I don’t believe Louisiana is within the German Democratic Republic.
European heat treaters are already navigating these challenges. Click on the image above to read about how one German company is investing €40M in electric furnace technology for decarbonization.
When you look at that, the German Central Bank, the European Central Bank have all taken a look at these changes. They issue annual reports on the various members of the EU, and every report that has come out in the last three to four years has specifically stated that it’s the high cost of regulation and it’s the high cost of energy that has been the cause for the diminishment in German industrial output.
Doug Glenn: That’s very interesting.
Michael Mouilleseaux: Additionally, when we talk about renewables, you have to understand that there’s a risk of interruption of service. How many interruptions or blackouts have there been in California? We really don’t hear of them in this part of the country because it really doesn’t affect us. But I believe that the number of blackouts in California last year exceeded 100. W do not know the length of these blackouts, but when you have an industrial process that’s going on, it doesn’t take much of an interruption to where everything has to be reset. The potential to have damaged equipment, certainly damaged product, that has to be taken into consideration.
Let’s also consider Portugal, another European country. I believe that 70% of Portugal’s energy is generated by wind power. Earlier this year, Portugal had a two-day blackout nationwide, and it all had to do with the fact that the power is generated by a wind turbine. Neither wind turbines nor solar panels generate alternating current. They all generate direct current. You have to put it through an inverter and it has to be cleaned up. Here in the U.S. we have 60 cycles per minute. This is our alternating current. In Europe, it’s 50 cycles. There’s not a tremendous amount of variability that’s allowed in that. So when things become off cycle, it shuts down the entire grid, and that’s essentially what happened in Portugal. It took them two days to restart the country.
Consequently, there’s a cost there. I understand what the goal is. I’m just questioning the methodology and how you get there.
Doug Glenn: And the practicality, once again, the practicality of it. If Europe is teaching us anything, they’re showing us the outcomes, whether intended or unintended, of moving in that direction.
Michael Mouilleseaux: In all fairness, it’s moving in that direction too quickly. I don’t think that there are any of us who say that this goal is not admirable or that it’s not something that we want to accomplish. The question becomes how do you go about doing that?
Doug Glenn: Thinking about what’s going on nowadays, there may be different reasons why they’re moving too quickly. I could see in Europe, especially Eastern Europe, why they may be moving quickly away from gas with the whole Russia and Ukraine conflict and the fact that they get most of their gas from there. I can see that and that I would consider to be somewhat of a market effect, even though it’s based on war. It’s not something that was imposed by authorities. It’s an outcome of an event.
You can see why they’d be moving quickly that way. The rest of the country, and the fact that we’re trying to convert so quickly to electricity is self-inflicted by regulation primarily.
Recent Changes in the States (36:00)
Doug Glenn: I know there’s some changes here recently in the states. Can you discuss those?
Michael Mouilleseaux: Almost every initiative and mandate that we have mentioned that happened during the Biden Administration was achieved via executive order. When it comes to executive orders, they can be overturned when you are no longer in office.
I recently looked at a paper that was done by the Institute for Energy Research, and they said that the Trump Administration, through September, had 20 regulatory actions or executive orders that were related to energy production.
Most of them overcame, overturned, rescinded what was in that industrial decarbonization roadmap. There were a couple of initiatives that were actually codified during the Biden administration. Those were codified in the IRA, the Inflation Reduction Act. In the IRA, they implemented an investment tax credit and a production tax credit concerning renewable energy. The investment tax credit relative to renewable energy gave you a 30% tax break on all investments that were in renewable energy, and the production tax credit gave you a credit for every kilowatt hour of energy that you produced.
If I have a wind turbine that’s generating 200,000 kilowatts, and I’m getting back from the government 3 or 4 cents, and I’ve purchased that equipment at 70% of what it costs, all of a sudden I have the ability to undercut what the current power plants are asking for for the power that they’re generating.
First of all, this is a tremendous displacement of capital. People are going to say, where am I going to put my money? If I put it into this and I’m buying it for 70 cents on the dollar, that’s a pretty good investment and I’m guaranteed that I’m going to get so much money from the federal government for the energy that I generate.
Doug Glenn: This is not the excess energy that you produce. It could be energy that you produce and you use. You’re getting paid by the government to produce your own energy.
Michael Mouilleseaux: This is on an industrial scale. The huge wind farms that you see — they are put in place simply to sell energy to the grid.
The other consequence is that when they are generating electricity, the base load plants using natural gas, they’re not able to sell their power. They have to curtail or shut down. The issue becomes when the wind stops blowing, or the sun is not out, where does that energy come from?
Doug Glenn: The base load.
Michael Mouilleseaux: It has to come from those base load plants. These plants are typically going to run for 80% of the time. If I can run 80% of the time, I know that I can generate this amount of power. I have these costs and this is what we’re going to sell it for. Now all of a sudden, if you’re telling me that I have to do it for 20% of the time, the cost structure changes.
These are all public utilities that are regulated not just federally, but in each state. The regulations are onerous and difficult to understand.
One of the things that you see is that for those of us that purchase power for industrial use, the peak cost of electricity has risen dramatically. The reason for that is they have to have some way that they can recapture these costs.
Doug Glenn: And make up for the fact that they’re not producing the same amount of electricity all the time.
The incentives for electric cars ended at the end of September 2025. It will be interesting to see what’s going on there. The Europeans have some experience with that. The Germans ended their tax credit and they cut the electric car market in half.
Doug Glenn: We know Elon Musk was not very happy about that.
Michael Mouilleseaux: The investment tax credit and the production tax credit were sunsetted in 2028. But by executive order, the bill did something else — it changed the eligibility requirements for the credits. Previously, under the prior administration, if you had 5% of a project completed, then you were eligible to receive these tax credits. You could have a plan and you could have a place that you wanted to do it. But you did not even need to have purchased the land, you did not need to have purchased the equipment. You just had to have a good idea and you were going to get money for it.
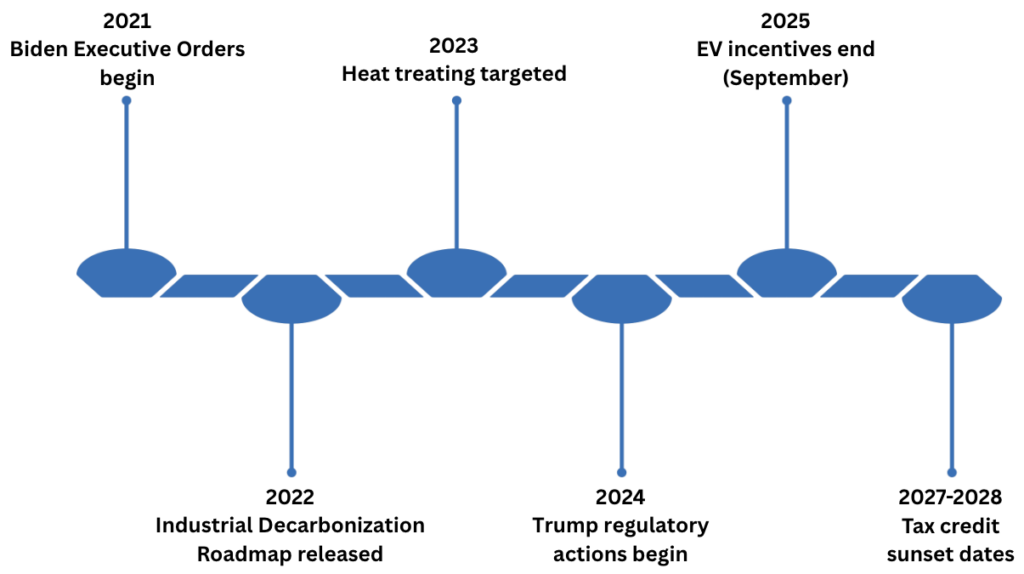
Policy Reversal Timeline
This changed to where the project had to be 20% completed. So now you have to have purchased land. You have to know where you are going to put it. You have to have contracts for equipment. Although the bill didn’t achieve exactly what we were hoping to see, it was successful in that regard.
The last thing this current administration has done, and it may well end up being the most significant, is that the EPA has made a plan to rescind the 2000 endangerment finding.
As we mentioned, the endangerment finding identified greenhouse gases. The original charter of the EPA named 6 pollutants, and this 2007 endangerment finding identified greenhouse gases and specifically CO2 as a pollutant. The reason that I mentioned that the original finding applied to the continental United States is that this finding, the 2007 finding, references global warming, global climate change. One of the things that they are going to use to attempt to overturn this is on the basis that the EPA has simply overreached the original charter.
It’s complicated. In 2014, the activist Supreme Court that we had at that time, did find that it was within the purview of the EPA to control greenhouse gases. On that basis, they said, we have a green light and this is what we’re going to do, and you can see what’s transpired. There was a finding by this current Supreme Court, and it was called the Major Questions Doctrine. And the Major Questions Doctrine says that a regulatory agency cannot dictate policy above and beyond what is in their original charter.
When I said that they are going to go after this agency on the basis that they’re claiming that CO2 should be controlled because it leads to global warming, that is not in the original charter. The original charter says only what happens within the United States.
In addition, the science that was used in the original 2007 endangerment finding was reviewed by this international organization, the IPCC Intergovernmental Panel on Climate. This pane did not have singular findings. They had groups of findings. It was science based upon scientific models. The panel said, if this happens, then it would lead to this amount of increase in temperature. If that happens, it could lead to this. There were scenarios within that were many and varied.
The Obama Administration chose not the average scenario, but the worst case scenario. Based upon the worst case, this has been done. The current administration is reviewing that science and they’re saying that there is evidence now that the models that you used did not come to fruition. That’s pretty condemning evidence in and of itself. There’s also new evidence that says that we do not have anywhere near the issue that previously thought. One thing that was never taken into consideration is the resilience of people. For example, if there’s an increase in sea level, maybe people move to higher ground.
There were so many perspectives that were never taken into consideration and we can now see how people react to their environment. That it is nowhere near the difficulty that we thought.
Doug Glenn: We are not going to stand on the seashore and drown as the water creeps up over our nose in over a five-year span. We are going to move.
Michael Mouilleseaux: Having said that, this rescission process is going to take two or three years. The environmental industrial complex is going to do everything within their power to make sure that legally that this doesn’t go through.
Get the latest on how the new administration is reshaping industrial decarbonization policy. Click on the image above to read updates on executive orders and regulatory changes.
The environmental industrial complex is a 100 billion dollar industry composed of thousands of NGOs that are interlocked, intertwined, and there are a hundred thousand people that are involved in this. This is not just the guy on the street corner with a sign that says “save the planet.” This is an industry and it has all of the machinations that would go on, and their self-preservation is number one.
Doug Glenn: They are going to do all they can to maintain the level of crisis in order to keep their business afloat.
Michael Mouilleseaux: Right. If this effort is successful, this will change forever what the EPA will and will not be able to.
It’s very important. As consumers and members of this republic, it’s incumbent upon us to make sure that our representatives support this effort so that they know that, although they are up against a significant foe here, they have the support of the people.
What Can We Change in the Short Term? (50:55)
Doug Glenn: Any concept of what we need to do in the short term, over the next couple years or so?
Michael Mouilleseaux: I think that we really need to recodify the EPA charter. If this endangerment finding is overturned, that is one way that this situation could be turned around. The other would be if Congress were to revisit what the mandate for the EPA is and state it in legislation, because if it were stated in legislation, then this this finding is of no consequence at all.
Of course, the difficulty there is that you may get through the house, but you do not have a filibuster-proof Senate. That’s obviously the challenge that we face on this.
Is There a Rational Policy for Transitioning to Non-Fossil Fuels? (51:49)
Michael Mouilleseaux: Is there a rational policy for transitioning to non-fossil fuels? First of all, it’s not a question of should we do this. Global warming is a fact; there’s no denying it. The effects of global warming have yet to be determined. What climate experts do not want to tell us is that the increase in CO2 in the atmosphere also enhances farming.
Doug Glenn: It also enhances plant growth.
Michael Mouilleseaux: Exactly. That’s not something that they want to talk about at all. Climate is something that happens over a series of decades. The fact that it’s a hundred degrees today is of no consequence whatsoever or the fact that you’ve had a five-inch rainfall. Just recently in this past spring, you saw on the news that we had monsoons in Pakistan. There was flooding and people died. I happened to be old enough to remember seeing that on the news in the 1960s.
This isn’t something that’s new, the flooding of those deltas, the receding. It’s just part of the cycle of life in that part of the world.
Do renewables have a place in our power system? They absolutely do, but not as a primary source. The other thing about renewables is that, there’s an aphorism that’s used in the industry, and it’s called “dispatchable generation.” Dispatchable generation is what backs up renewable energy when it is not working.
Doug Glenn: It’s the more steady-state energy producers.
Michael Mouilleseaux: Correct. We decided we would do this with batteries. Today, for as many battery plants that have been put in place to back up renewable energy systems, there are still twice as many that utilize water pumping. You pump water to an elevation that’s higher from where there is a hydro plant. Then when you need it, you drain the water through the hydro plant and you generate electricity.
How does that work out? Let’s say I have a renewable power, and I’m going to run a pump to pump water uphill, and then I’m going to allow it to flow down. I’m probably going to have to pump it because you’re not going to get enough gravitational fall in this thing to generate this hydro plant. What are the energy losses in that? 20% or 30% or 40%? Those are the kinds of concepts that you struggle to answer, “how do you make it work?”
Doug Glenn: It’s certainly doable. How do you make it doable and practical?
Michael Mouilleseaux: If an average natural gas power plant generates 800 megawatts, and it takes up 30 acres, that’s stereotypical. 800 megawatts of wind energy takes up about 100,000 acres. That’s a 150 square miles. Some say this land can be used for something else, possibly farmland.
What you can’t use it for is grazing land because those wind turbines negatively affect the animals. I learned that in the early 2000s in Germany when I had work that took me back and forth. The Germans had onshore wind farms and they had discovered that negative effect on the animals at that point in time.
Doug Glenn: The human species also would be driven crazy by them.
Michael Mouilleseaux: Wind farms also denude the land. If you have ever been proximate to a wind farm, how do you live with it? The people that are putting these wind farms in do not live approximate to them.
That’s a wind farm. For 800 megawatts of solar, it’s 10 square miles of land, 30 acres. With the solar panels, you don’t have as much open land at that point, so it really is difficult to use that land for anything.
Final Thoughts (57:22)
Click on the image above to explore Michael Mouilleseaux’s comprehensive analysis of industrial decarbonization policy under the new administration, originally published in Heat Treat Today’s October print edition.
Doug Glenn: Is there anything else, like a near term policy, that could help us out?
Michael Mouilleseaux: In my mind, it’s all about codifying what we’ve done at this point; we cannot leave it to executive orders because those are reversible.
Doug Glenn: Right, and codifying is going to be very difficult, as you already mentioned. We could probably get it through the House at this moment, but probably not the Senate, so it’s going to be difficult.
About the Guest
Michael Mouilleseaux General Manager Erie Steel, Ltd
Michael Mouilleseaux is the general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy.
A Tier 1 automotive supplier maintained uninterrupted production during a planned maintenance shutdown by leveraging outsourced burst heat treating capacity from Bluewater Thermal Solutions, supporting continued deliveries to OEM clients during an extended holiday production period. The temporary capacity expansion helped limit supply chain disruption while highlighting the role of flexible heat treating resources in automotive manufacturing.
Bluewater Thermal Solutions’ St. Marys, Pennsylvania, facility, provided the support, which rapidly scaled production to meet the client’s stringent automotive requirements while the supplier’s in-house heat treating operations were offline. The effort allowed production schedules to remain intact during the shutdown.
“Our ability to scale quickly while meeting stringent automotive requirements highlights the strength of our operating model and our commitment to customer success,” said Jason Hanes, general manager at Bluewater Thermal Solutions. “We’re proud to serve as a reliable partner when customers need flexible capacity without compromising quality.”
Press release is available in its original form here.
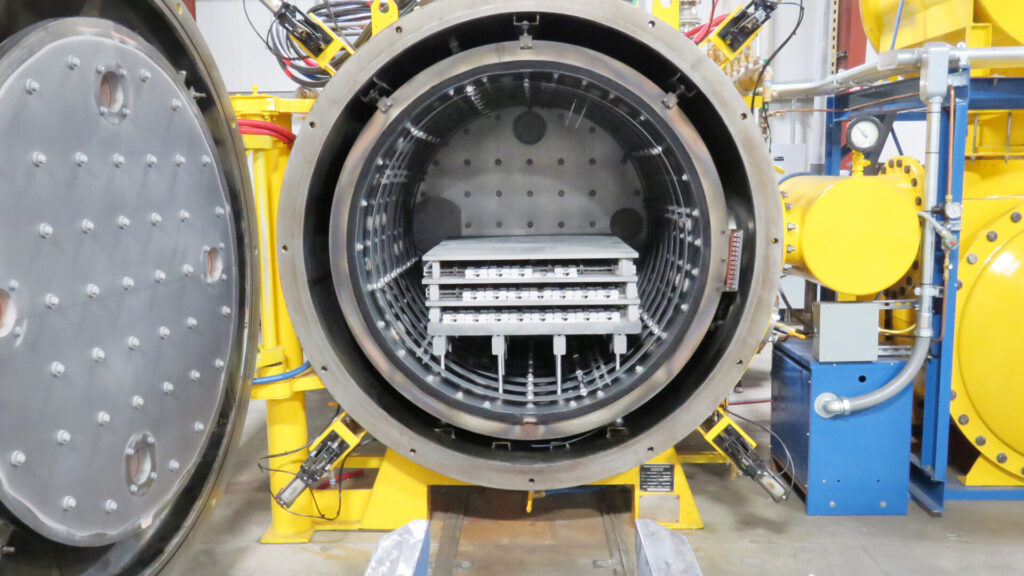
What if your vacuum furnace could clean itself? In this Technical Tuesday installment, Bob Hill, FASM, president of Solar Atmospheres of Western PA and Michigan, explores a revolutionary dual roughing pump configuration that eliminates the need for solvents, foil wrapping, and manual pre-cleaning.
This informative piece was first released inHeat Treat Today’sDecember 2025 Annual Medical & Energy Heat Treat print edition.
Vacuum furnaces require an exceptionally clean environment to process critical components, from medical devices to aerospace. But laborious, time-consuming component cleaning to ensure purity of the furnace and parts does not necessarily need to be done by people. With the right pumps, your vacuum furnace can clean itself. Explore what a fully integrated, vacuum-based cleaning cycle could look like by leveraging an innovative dual roughing pump configuration.
In the vacuum heat treating world, where critical components are often near-net-shape with minimal to zero stock removal, the surface aesthetics of the final product are critical to the end user. Across industries like aerospace, medical devices, and power generation, vacuum processing has become increasingly valued — not only for its precision, but also for its ability to eliminate downstream operations, ultimately saving cost and time.
Given these benefits, clients are frequently willing to pay a premium for bright, clean work. To achieve these pristine results, vacuum heat treaters insist that incoming parts must be clean and oil-free. However, what qualifies as “clean” in a manufacturing environment rarely meets the exacting standards required for vacuum thermal processing. As a result, many commercial heat treaters adopt secondary cleaning measures to ensure part cleanliness and to protect their vacuum furnaces from contamination by machining oils, lubricants, Dykem, oxidation, or polishing compounds.
Figure 1. Vacuum degreasing furnace. Source: Solar Atmospheres
Pre-Heat Treatment Cleaning: Traditional Challenges
Before any vacuum heat treatment, components must be thoroughly cleaned to remove organic and inorganic contaminants. Common practices include solvent immersion, drying, and vapor degreasing. This cleaning step is designed to eliminate residues that can volatilize and redeposit within the vacuum furnace, potentially compromising part quality and damaging the vacuum furnace hot zone and cold wall.
However, commonly used cleaning agents are often flammable, toxic, environmentally regulated, and costly to dispose of when spent.
Figure 2. (Left) Vapor degreaser and solvent cleaning and (right) foil wrapping station. Source: Solar AtmospheresFigure 3. As a defensive measure to prevent furnace damage from potential upstream sourced contaminants, parts ready for heating are wrapped in stainless steel foil. Source: Solar Atmospheres
Given that commercial heat treaters process parts from thousands of upstream operations, each introducing its own set of contaminants, cross-contamination becomes a significant risk. Stainless steel foil wrapping is often used as a defensive measure, isolating parts from the furnace environment. While wrapping is often effective, it can be labor-intensive, expensive, and even potentially hazardous. Even with the proper PPE, the foil edges are razor-sharp. Foil wrapping continues to be a top health and safety concern for employees.
The MIM Furnace: A Catalyst for Innovation
Five years ago, Solar Atmospheres of Western Pennsylvania was tasked with sintering pre-sintered metal injection molding (MIM) parts at 2200°F. The binders present in these firearm parts volatilized during processing and heavily contaminated the vacuum furnace, resulting in extensive downtime and maintenance.
Figure 4. Bright, clean 17-4PH stainless steel parts post heat treatment in a vacuum degreasing furnace. Source: Solar Atmospheres
Instead of constructing a traditional “cold trap” to capture volatiles, CEO William Jones developed a more innovative solution: a “hot trap” designed to divert and capture contaminants before they could deposit inside the furnace. This proactive adaptation has proven to drastically improve part quality while eliminating the laborious and frequent cleaning of hot zones and cold walls.
After that MIM job ended, the underutilized furnace prompted experimentation. This adapted furnace proved to perform well on unwanted binders. So, we set out to test how this same system could be adapted to remove impurities from everyday production parts. After extensive trials using noncritical PH-grade stainless steel components, a fully integrated, vacuum-based cleaning and aging cycle was perfected. This development has since replaced traditional expensive pre-cleaning methods and dangerous foil wrapping, producing consistently clean and bright 17-4 PH aerospace components.
The Self-Cleaning Vacuum Furnace: How It Works
The key innovation lies in a dual roughing pump configuration.
(Left) Figure 5. Two-stage pumping system. (Right) Figure 6. Heated exit port on Pumping System #1. Source: Solar Atmospheres
Pumping System #1 — Initial Pump-Down and Contaminant Removal:
Components are loaded into the furnace unwrapped and uncleaned.
Only Roughing Pump #1 is activated during the initial pump-down.
A slow temperature ramp allows contaminants to vaporize and exit the hot zone through a heated port into Pump #1.
Contaminants are safely trapped in the pump’s oil — the “hot trap.”
Pumping System #2 — Transition to Heat Treatment:
After off gassing is complete, Pump #1 is isolated.
Pump #2 system, which includes a roughing pump, booster, diffusion, and holding pump, takes over.
The chamber is then brought to 1 x 10⁻⁵ Torr and the standard vacuum thermal cycle proceeds.
This two-stage pumping sequence cleans both the parts and the chamber prior to heat treatment without ever opening the furnace door.
Results and Benefits
This newly developed vacuum furnace and process produces the following:
Cleaner parts: Vacuum cleaning penetrates blind holes, threads, and keyways more effectively than traditional solvent or vapor degreasing methods.
Injury reduction: The process eliminates the need for hazardous foil wrapping, significantly improving employee safety.
Environmental and cost advantages: The process reduces or eliminates chemical solvent use, cuts labor associated with pre-cleaning and wrapping, and reduces hazardous waste and disposal costs.
Furnace maintenance improvements: Hot zones and cold walls remain pristine — no weekly teardowns. Pump #1 oil is changed biweekly, eliminating roughing pump seizure concerns due to contaminated oil.
Conclusion: A Breakthrough in Vacuum Processing
Historically, part cleanliness in vacuum heat treating has been a persistent challenge — one often addressed through costly labor, chemicals, and dangerous stainless steel or titanium foil wrapping. Solar Atmospheres’ innovative dual-pump vacuum cleaning system, integrated seamlessly with a standard vacuum heat treatment cycle, redefines industry best practices.
This “self-cleaning furnace” concept not only delivers superior part finishes but also enhances safety, reduces environmental impact, and cuts operating costs. In a world where precision, cleanliness, and sustainability matter more than ever, this advancement may very well create a revolution in clean vacuum processing.
About The Author:
Robert (Bob) Hill, FASM President Solar Atmospheres of Western PA and Michigan Source: Solar Atmospheres
Bob Hill, FASM, president of Solar Atmospheres of Western PA and Michigan, began his career with Solar Atmospheres in 1995 at the headquarters plant located in Souderton, Pennsylvania. In 2000, Mr. Hill was assigned the responsibility of starting Solar Atmospheres’ second plant, Solar Atmospheres of Western PA, in Hermitage, Pennsylvania, where he has specialized in the development of large furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association. In 2022, Bob became president of his second plant, Solar Atmospheres of Michigan.
For more information: Contact Solar Atmospheres or visit www.solaratm.com.
Spectrum Thermal Processing, a heat treatment provider based in Cranston, Rhode Island, has joined a broader thermal processing network through a strategic acquisition that will bolster regional capacity and enhance service for precision aerospace and defense component manufacturing. The transaction strengthens Spectrum’s ability to deliver Nadcap-accredited and ITAR-compliant vacuum heat treatment, low-pressure carburizing, and gas nitriding services to clients in one of the nation’s most dense aerospace and defense corridors. It positions the company to provide improved proximity, shorter lead times, and greater supply chain resilience for critical component suppliers.
Jim Fairbairn CEO of Bodycote plc Source: Bodycote
Under the terms of agreement, Spectrum Thermal Processing becomes part of the Aerospace, Defence & Energy division of Bodycote plc, a global provider of specialist thermal processing services, in a deal that closed on January 14, 2026. The facility in Cranston brings an experienced team, strong technical reputation, and strategic position within one of the nation’s most dense aerospace and defense corridors, making it a natural fit for Bodycote’s growing U.S. network.
Jim Fairbairn, chief executive officer of Bodycote plc, said the acquisition reflects a commitment to investing in high-growth, high-value sectors and expanding capability where clients need it most, adding that Spectrum’s technical expertise and strong local relationships enhance service offerings for advanced heat treating needs.
Existing clients will continue to work with the same team and maintain current service levels, while gaining access over time to Bodycote’s broader global network and specialist technologies.
Press release is available in its original form here.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 14 news items, including Haynes International Inc.‘s new hydraulic radial forging line to boost production of high-performance nickel- and cobalt-based alloys, the acquisition of JSA/Metalline by Hubbard-Hall Inc. to expand metal finishing service capabilities across the Midwest, Bodycote‘s achievement of independent validation from Bureau Veritas for its carbon footprint calculator tools, and more!
Equipment
1. A major U.S. bearing manufacturer has ordered two advanced SECO/WARWICK USA vacuum heat treat furnaces, reinforcing its commitment to precision manufacturing and capacity growth. The investment supports rising demand across the bearing industry, where consistent metallurgical performance is critical for industrial and aerospace applications.
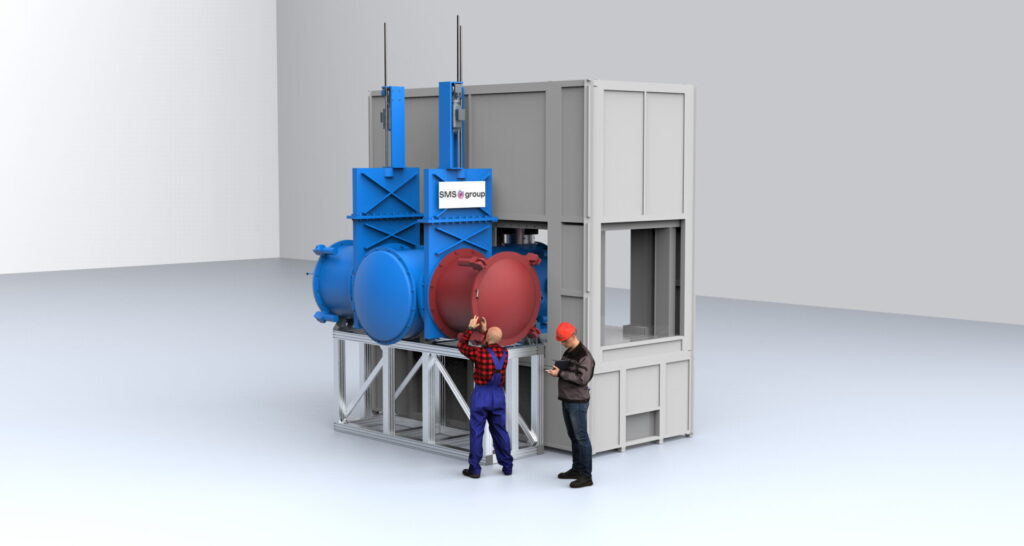
2. Haynes International Inc. has commissioned SMS Group to supply a new hydraulic radial forging line to increase its production of nickel- and cobalt-based alloys, serving markets such as aerospace and chemical processing in the United States. The integrated plant investment, which includes a forging machine, reheating and annealing systems, and automated material handling, is expected to improve production efficiency, metallurgical quality, and responsiveness to global demand while supporting growth in high-performance alloy manufacturing.
3. Hertwich Engineering GmbH has delivered a customized rolling ingot foundry — including an Ecomelt PS120 preheat-shaft melting furnace, holding furnace, and vertical casting machine — to Remi Claeys Aluminium N.V. The new facility, set to begin operations in spring 2026, will enhance process stability and efficiency for processing contaminated aluminium scrap, strengthening competitiveness and sustainability in the aluminium manufacturing sector.
4. Marle Group has purchased and will install an additional vacuum heat treating furnace at its Marle Nowak facility in Pancé, France, expanding in-house capacity for heat treating cobalt-alloy orthopedic implants and surgical instruments. Supplied by SECO/WARWICK, the new furnace responds to the Marle Group’s need for rapid cooling of large loads while supporting efforts to improve production control and delivery times for medical device manufacturing.
5. SMS group is supplying an isothermal forging module to the Institute of Forming Technology and Machines (IFUM) at Leibniz University Hannover to be integrated into their existing press as part of the EU and Lower Saxony-funded “High-performance materials of the future – oWZu” research project. This advanced vacuum forging system will expand research and development of high performance materials for aerospace, medical technology, and industrial applications, accelerating technology transfer and setting new standards in forming reactive superalloys.
6. Researchers at the Korea Institute of Energy Research (KIER) have developed an electrified heat treatment technology for the annealing stage in galvanized steel strip production that cuts greenhouse gas emissions by over 98% compared with traditional combustion furnaces. The breakthrough replaces fossil fuel burners with electric heating elements while maintaining product quality and productivity, and could significantly reduce equipment costs and support decarbonization in the automotive and appliance steel supply chain. This innovation advances industrial heat treating processes toward carbon-free operation, helping manufacturers meet tightening environmental standards and global decarbonization goals.
7. SECO/WARWICK has been selected by Brazil’s Isoflama to supply a customized horizontal retort furnace for high-temperature tempering and ZeroFlow nitriding at its heat treatment plant. This new furnace will integrate with Isoflama’s production control system and support processing of large, heavy components, enhancing efficiency and precision to continue serving the automotive, aerospace, and machinery industries in South America.
8. Brugola has implemented CODIAC monitoring technology to ensure reliable tracking and analysis of furnace processes on AICHELIN cast link belt furnaces at its facility. This upgrade enhances real-time oversight of thermal processing parameters, supporting consistent quality and operational efficiency.
Vacuum furnaces for precision heat treating of bearing components Visualization of a radial forging line from SMS group, similar to the one at Haynes International’s Kokomo site in IndianaMulti-chamber melting furnace of the Ecomelt PS120 type Vacuum furnace delivering cooling solution
3D visualization of the isothermal forging module integrated in the pressKorea Institute of Energy Research teamIsoflama’s horizontal retort furnace provided by SECO/WARWICK
Company & Personnel
9. Hubbard-Hall Inc. has acquired the assets of JSA/Metalline, bringing JSA’s customer-facing team into Hubbard-Hall’s organization to expand sales coverage, technical support, and response times for manufacturers serving the plating and general metal finishing industries across the Upper Midwest/Midwest. The move strengthens regional service capabilities, giving manufacturers more direct access to supplier expertise, streamlined single-source ordering, and stronger technical support for critical surface finishing processes.
10. AECO Corp. has promoted Maryann Remner to president, effective immediately, where she will lead the company and its three operating subsidiaries — Alloy Engineering, Mach3 Machining, and Thermcraft — which serve high-temperature fabrication, precision machining, and thermal processing equipment markets.
11. Castings Technology, a UK manufacturer of titanium and steel castings, has announced the creation of twenty new jobs as it expands capacity to meet growing aerospace demand, reinforcing its role in supplying cast components for the sector.
12. WINGENS CONSULTANTS has appointed Mark Hemsath as Executive Consultant – Heat Treat & Advanced Furnace Specialist. Hemsath brings over 30 years of aerospace heat treating experience, with deep knowledge in vacuum systems, nitriding processes, and advanced furnace technologies.
Hubbard-Hall warehouse President of AECO Corp., Maryann RemnerCastings Technology operations in Rotherham recruiting from factory floor to leadershipNewly appointed Executive Consultant – Heat Treat & Advanced Furnace Specialist at WINGENS CONSULTANTS, Mark Hemsath
Kudos
13. Bodycote has achieved independent validation from Bureau Veritas for its proprietary carbon footprint calculator tools covering nine core heat treatment processes, enabling customers to request ISO-assured carbon data for thermal processing methods such as vacuum and low-pressure carburizing. This validation enhances transparency and helps manufacturers measure and compare emissions, supporting the selection of lower-carbon heat treatment options.
14. Ipsen recognized six service technicians — Todd Jones, Casey Guinn, Craig Monaghan, Eric Gould, Alfredo Mendoza, and Dom Wirthlin — for completing its 14-week Field Service Engineer Academy, an intensive hands-on training program for vacuum furnace specialists combining classroom instruction with mentored field experience.
Bodycote’s validated PCF calculators covering nine key heat treatment processesRecent graduates of Ipsen’s 14-week Field Service Engineer Academy
Marle Group, a global manufacturer of orthopedic prosthetics, has purchased and will install an additional vacuum furnace at its Marle Nowak facility, expanding in-house processing capacity for cobalt-alloy orthopedic implants and surgical instruments. The new system responds to the company’s need for rapid cooling of large loads — capable of handling full 800 kg workloads — and supports efforts to improve production control and delivery times for medical device manufacturing, including serving demand in the North American market.
The facility in Pancé, France, specializes in the production of orthopedic implants, surgical instruments, spinal devices, and OEM manufacturing for the medical sector. This third vacuum furnace from SECO/WARWICK operating at Marle Group facilities will enable Marle Nowak to perform hardening processes internally rather than relying on external services.
Maciej Korecki Vice President of Vacuum Furnace Segment SECO/WARWICK
“Hardening cobalt alloys requires processes that achieve extremely high temperatures, and the heating processes for these materials demand high purity, temperature uniformity, and very fast, efficient cooling,” said Maciej Korecki, vice president of the Vacuum Furnace Segment at SECO/WARWICK Group. “Our equipment will allow our partner to become independent from external hardening services, providing greater control over the entire production process.”
The vacuum furnace features a 600 × 600 × 900 mm working area with a round heating chamber, convection heating, directional cooling, and isothermal hardening for controlled cooling of complex components. It includes partial-pressure argon to protect alloy surfaces, dew point sensors to reduce oxidation risk, and a rapid-cooling blower capable of quenching at up to 15 bar abs.
SECO/WARWICK secured the contract following successful reference trials conducted in its research and development department, where the furnace demonstrated cooling performance that met Marle Nowak’s process requirements. The addition of this vacuum furnace is expected to support certification of heat treatment processes in line with ISO 9001 and ISO 13485 standards, which are important for medical device production.
Press release is available in its original form here.
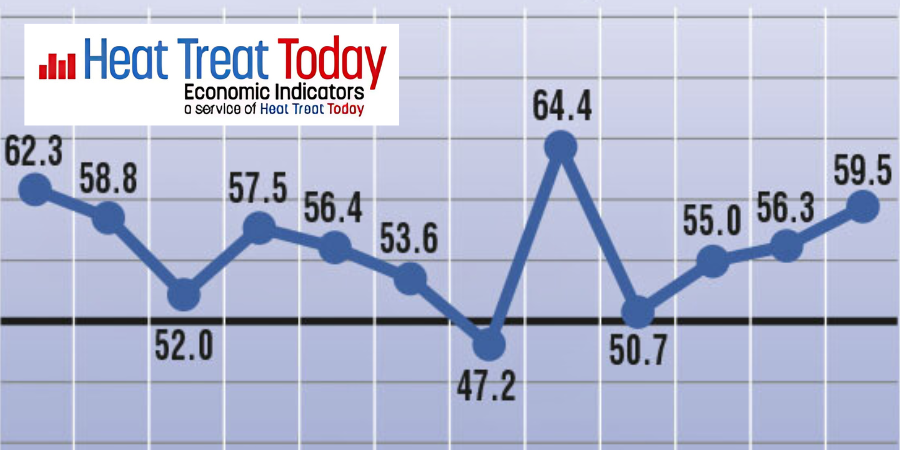
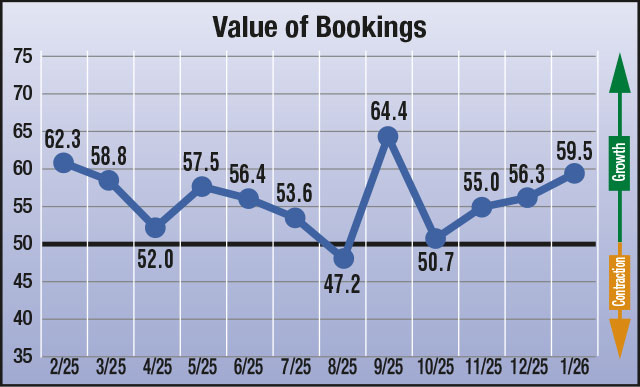
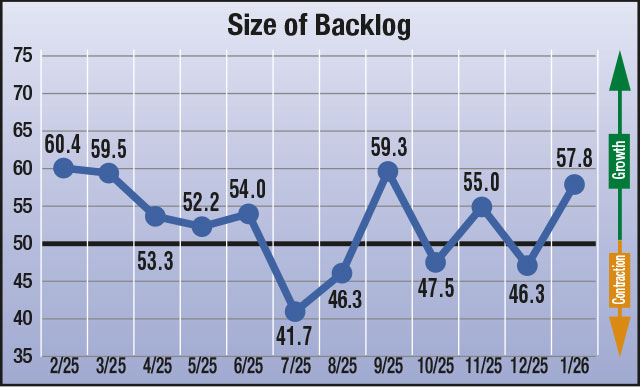
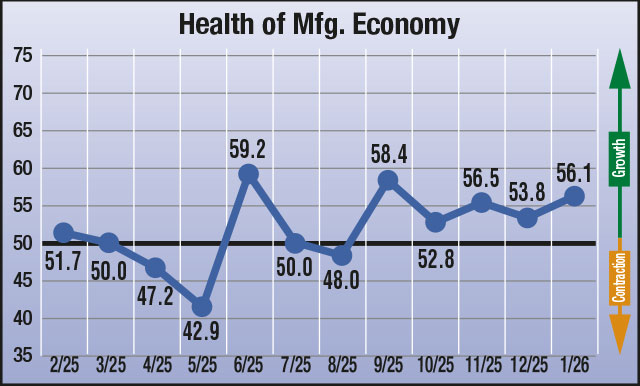
Heat Treat Today has gathered the four heat treat industry-specific economic indicators for January 2026. The January results show encouraging momentum compared to the December 2025 predictions.
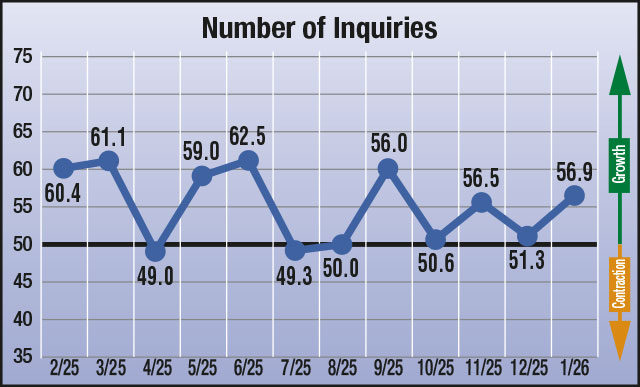
January’s indices show suppliers to the industry anticipate significant growth across all four key metrics. Inquiries had a robust uptick at 56.9 (up from 51.3 in December). Bookings demonstrated a healthy increase at 59.5 (up from 56.3 in December). The Backlog index rebounded dramatically, swinging the metric from contraction back into solid growth territory at 57.8 (up from 46.3 in December). Finally, the Health of the Manufacturing Economy index continues to reflect expectations for an encouraging backdrop for heat treating demand at 56.1 (up from 53.8 in December).
January’s indicators reveal a heat treating industry hitting its stride as we enter 2026. The across-the-board improvements — particularly the dramatic backlog recovery — paint a picture of renewed vitality and momentum. With all four metrics showing solid growth, the industry appears well-positioned for a strong start to the year.
The results from this month’s survey (January) are as follows: numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from December to January:56.9
Anticipated change in Value of Bookings from December to January: 59.5
Anticipated change in Size of Backlog from December to January: 57.8
Anticipated change in Health of the Manufacturing Economy from December to January: 56.1
Data for January 2026
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data collection began in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
Hot isostatic pressing (HIP) is becoming essential to producing stronger, more reliable parts in aerospace, medical, and energy manufacturing. As these industries scale up, HIP technology is evolving to meet new size, performance, and sustainability demands. This Technical Tuesday installment explores the expanding interest and investment in HIP and how industry innovators are tackling challenges like large-scale systems, long cycle times, and surface cleanliness to unlock HIP’s full potential.
This informative piece was first released inHeat Treat Today’sDecember 2025 Medical & Energy Heat Treat print edition.
As a manufacturing process that enhances the mechanical properties of metal, ceramic, and plastic materials by uniformly applying high temperature and high pressure, hot isostatic pressing (HIP) techniques are essential when manufacturing high-performance parts for aerospace, energy and other industries. And, as these industries are poised for growth, the HIP market is expected to evolve alongside them. However, HIP industry challenges must be addressed by modern solutions before this advanced manufacturing process sees widespread implementation across these industries.
Still, significant growth is anticipated for the HIP industry over the next five years. A recent report by Verified Market Research (2025), Hot Isostatic Pressing Service Market Size and Forecast, states that the HIP service market size was valued at $2.25 billion in 2023 and is projected to reach over $35 billion by 2030.
According to the report, HIP technology drivers include the need for the development of more advanced materials and components in aerospace, defense, automotive, energy, and medical, where there are high standards for performance, reliability, and robustness. HIP processes, which eliminate internal flaws, porosity, and residual stresses, aid in the production of mission-critical parts in these industries.
For example, HIP can be used to increase the density of materials, remove flaws, and improve mechanical qualities of components, or to combine porous materials while enhancing microstructures to produce lightweight components for industries with energy efficiency initiatives.
HIP also serves as a post-process treatment to enhance the mechanical integrity of complex and high-performance parts made via additive manufacturing (AM) for use in critical applications. In addition, HIP supports the near-net shape manufacturing process as it increases the density and mechanical characteristics of near-net formed parts and increases the efficiency of the near-net shape process.
Aerospace and Energy Sectors Drive Interest and Investment in HIP
Cliff Orcutt Vice President American Isostatic Presses, Inc. Chad Beamer Applications Engineer Quintus Technologies
Doug Glenn, publisher of Heat Treat Today, spoke with various leaders in HIP sphere, including Chad Beamer, Cliff Orcutt, and Soumya Nag in early 2025.
Chad Beamer, applications engineer with Quintus, states that much of the interest and investment in HIP is driven by aerospace and energy: “In countries where there is investment in the supply chains for these sectors, there’s a good chance there’s going to be treatment equipment, including HIP, that supports the metallic structures and components they demand.”
The primary driver for interest in further development of HIP technologies is the need for high-performance components for use in the aerospace industry, according to Cliff Orcutt, vice president of American Isostatic Presses, Inc. (API). “Aerospace requires HIP technology to make parts,” Orcutt says, “In other industries you may be able to make parts with forging and other methods, but in aerospace technical requirements, HIP is likely part of the bill of materials.” This is especially true of larger aerospace castings — such as those over 60 inches, he says.
Additionally, recently developed guidelines are expected to help standardize the use of HIP technology in Ti-6A1-4V parts used in aerospace and other industries, according to Beamer. The newly released standard, SAE AMS7028, sets the benchmark for HIP of Ti-6A1-4V parts made via laser powder bed fusion (PBF-LB). The standard defines HIP cycle requirements, surface condition expectations, microstructure and density targets, and mechanical performance standards.
Ti-6Al-4V is ideal for the aerospace industry, where it is used for parts such as aircraft frames, landing gear components, fuselage components, and engine parts, due to its lightweight, high strength, corrosion resistance, and ability to be used in a wide operating temperature range.
According to Quintus, this standard is important because it brings the treatment industry one step closer to ensuring material integrity and repeatable performance in mission-critical applications in aerospace and other industries.
The energy sector is also interested in HIP technology for high-performing, large-scale parts and components across a range of energy-related applications. The U.S. Department of Energy (DOE) is showing significant interest in HIP and powder metallurgy HIP (PM-HIP) technologies and is working toward finding new applications for the process, which the DOE calls “an established, yet, in-flux technology.”
For reference, PM-HIP processes place metal powder into a mold or capsule and expose it to high temperature and high pressure so it fuses into a dense metal component capable of withstanding challenging conditions in difficult applications.
According to the DOE, PM-HIP may find application in the manufacture of near-net shape, complex and large-scale components for small modular reactor (SMR) construction because the process (U.S. Nuclear Regulatory Commission 2022) can help reduce the costs of materials and machining, eliminate the need for welds in some applications, and provide an alternate supply route and shorter turn-around time at a cost point that is equivalent to forging.
For example, there are certain large pieces for the small modular reactors, such as the top dome and the container itself, that could be made from powder metallurgy technologies, explains Orcutt.
And, the introduction of larger build plates will aid in making large-scale components via a variety of HIP-related technologies for both the aerospace and energy sectors, adds Beamer. “Larger build plates are suitable for large HIP equipment in toll HIP businesses and support structural castings and components made via AMD and PM-HIP,” he says. “PM-HIP is really starting to take off as we develop larger HIP equipment to produce larger PM-HIP-type components.
“There is demand in place to go even larger as the U.S. continues to address some of the supply chain challenges with forgings and castings,” says Beamer.
Beamer points to a DOE workshop held in October 2024 at its Oak Ridge National Laboratory (ORNL) in Knoxville, TN, where 200 attendees discussed the future of PM-HIP as a viable manufacturing technique for large-scale components that are becoming more difficult to source in the U.S. The workshop focused on several PM-HIP related themes, including:
Soumya Nag Senior Research Scientist Oak Ridge National Laboratory (ORNL)Jason Mayeur Senior Research Scientist Oak Ridge National Laboratory (ORNL)
modelling and capsule design
capsule fabrication and preparation
powder production
microstructure properties
large-scale HIP
economics and supply chains
PM-HIP standards
ORNL is interested in making advanced manufacturing techniques such HIP, PM-HIP, and AM more efficient and affordable because they are potential replacements for the conventional manufacturing techniques typically used to produce large parts, which are becoming more difficult to source.
“Across sectors spanning aerospace, defense, nuclear, oil, gas, renewables, and construction, sourcing large-scale components is an increasingly urgent challenge,” says Jason Mayeur, senior research scientist at ORNL. “The need is felt acutely in the U.S. where traditional techniques like casting and forging have declined or moved overseas and resulted in supply chain shortages.”
One ORNL project that is garnering attention is the application of Wire Arc Additive Manufacturing (WAAM), hybrid manufacturing, in-situ monitoring and advanced computational modelling to HIP technology to create molds faster and more accurately while leveraging established PM technology (ORNL 2024).
“PM-HIP is a pathway for diversifying the supply chain for producing large-scale metal parts that are becoming more difficult to source,” says Mayeur. “The technology is of particular interest to the nuclear and hydroelectric industrial sectors, as well as the Department of Defense.”
Soumya Nag, senior research scientist at ORNL, adds: “Additive manufacturing offers unique design flexibility, which, combined with the reliability of PM-HIP, can pave the path toward precise manufacturing of large-scale, custom and complex, energy-related parts, while also taking advantage of multi-material builds.”
The technology may be used in the nuclear, hydroelectric and aerospace sectors to manufacture large, complex components such pressure vessels and impellers with improved toughness and resistance to thermal fatigue.
HIP Industry Challenges and Solutions
While HIP technology can help ensure the construction of high-performance parts in mission-critical applications in aerospace, energy, and other sectors, there are challenges that must be addressed before widespread implementation.
Among them is a shortage of available, large-scale HIP systems needed to build the sizeable components for these industries. “There is definitely talk of bringing the supply chain back to the United States for large-scale components, which is creating a bit of interest in large HIP systems and, while these systems currently exist, there are not enough of them in the U.S.,” according to Beamer.
From developing lower-cost equipment to expanding toll HIP services, the industry has evolved rapidly since this 2023 analysis. Click on the image to read more about the foundation of today’s HIP evolution.
Orcutt estimates that there are approximately ten large HIP units currently in operation in the U.S. The main reason for the lack of large-scale HIP systems is the high initial investment required to purchase the HIP chamber, furnaces, gas handling systems, process controls, and other associated equipment, which makes it difficult for HIP service providers, many of which are small- and medium-sized businesses, to obtain the equipment.
In a July 2023 Heat Treat Today article, Orcutt said that while his company is developing lower cost equipment that will provide excellent results, they are also expanding into the toll HIP business with goals of lowering costs and providing faster turnaround. Furthermore, API has opened a facility in Columbus, Ohio, to “provide a world-class development resource to help interested manufacturers determine whether the process can be applied to their parts.”
Long HIP cycles, which involve stages of heating, pressure and cooling, are another major obstacle to the adoption of HIP. In the same 2023 HTT article, Beamer said to overcome this challenge Quintus developed a large-format HIP unit that consolidates heat treatment and cooling in a proprietary process, called High Pressure Heat Treatment (HPHT), that combines stress-relief, HIP, high-temperature solution-annealing, high-pressure gas quenching and subsequent ageing or precipitation hardening in one integrated furnace cycle.
These capabilities allow multiple functions to be performed at a single location — removing bottlenecks, saving energy, lowering capital costs, significantly reducing lead time, and enhancing product quality — while Quintus’s Uniform Rapid Cooling and control systems with digital connectivity enable repeatable performance of customized heating, densification, and cooling regimes.
Additionally, many industries demand surface cleanliness. This can be difficult to achieve as the HIP process relies on high pressures using high-purity Argon gas, which can result in oxidation and discoloration of the materials. This is not an easy challenge to overcome, according to Beamer. However, he mentions that Quintus has been working to reduce discoloration and oxides on the surface of parts by improving equipment and best practices in terms of clean HIP operations.
As these technical challenges are ironed out, standards are developed, and larger build plates and HIP systems become more commonplace, HIP and related processes will find more application in heat treatment of mission-critical and large-scale parts for sectors such as aerospace and energy, where high-performance and reliability are mandatory.
U.S. Nuclear Regulatory Commission. 2022. The Use of Powder Metallurgy and Hot Isostatic Pressing for Fabricating Components of Nuclear Power Plants. Washington, DC: U.S. Nuclear Regulatory Commission. https://www.nrc.gov/docs/ML2216/ML22164A438.pdf
Verified Market Research. 2025. Hot Isostatic Pressing (HIP) Service Market Report (Report ID 383567). 202 pages. Published February 2025.
This piece was written by the Heat Treat TodayEditorial Team.
In today’s News from Abroad installment, we highlight several major global developments — from strategic expansions to advanced furnace and CAB line upgrades — reflecting continued investment in greener steelmaking, more efficient thermal processing, and enhanced aluminum heat treating capabilities worldwide.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
UK Pilot Furnace Accelerates Green Steel Innovation
The Materials Processing Institute received three wagons of components for its electric arc furnace upgrade.
“The seven-tonne furnace is the only research facility of its kind in the UK and plays a role in developing the technologies and processes that will enable the next generation of green steel production.”
“The upgraded EAF will provide a facility for developing, testing, and refining green steel technologies under realistic industrial conditions.”
“By bridging the gap between laboratory research and full-scale production, it will support the transition to scalable, sustainable, low-carbon steelmaking backed by existing secondary refining and casting capability to make almost any steel.”
New Reheating Furnace Advances Steel Thermal Processing
The first hot billet was produced at Rugui Squares & Special Profiles’ plant in Azkoitia, Spain, on 27 November 2025.
“Rugui Squares & Special Profiles and Fives have commissioned a new walking hearth reheating furnace designed to significantly improve energy efficiency and product quality. The first hot billet was produced at Rugui Squares & Special Profiles’ plant in Azkoitia, Spain, on 27 November 2025.”
“The new furnace will replace its existing reheating furnace, which had operated for more than 40 years and could no longer meet evolving production and quality requirements. The company manufactures high-value billets for demanding applications, including shipbuilding, farming machinery, and construction, where consistently premium product quality is essential.”
Welcome desk at new Aichelin headquarters in China
“AICHELIN UNITHERM manufactures all atmospheric furnace types of the Group in India, supplying customers from the automotive industry, bearing manufacturing, and contract heat treatment providers. In recent years, the company has steadily grown to become a market leader in India. The new facility supports the company’s ambitious strategic goals to consolidate its market leadership in India and continue increasing revenue. Furthermore, the development of new heat treatment segments — starting with aluminum heat treatment — will be advanced, and export activities will be strengthened.”
Advanced CAB Line Upgrade Enhances Aluminum Heat Treating
The upgraded continuous controlled atmosphere brazing (CAB) line set to improve operations for a Chinese supplier of air conditioning “and engine heat management components for vehicles.
“This is the second order from this partner, and the first to be executed directly by the SECO/WARWICK Group’s Chinese subsidiary. The new brazing line features a 1,600 mm wide belt and includes a preheating chamber, a radiant-heated brazing furnace, an air-cooled chamber, a final cooling chamber, and a control system.”
“’This is a very important project, not only due to the renewed trust from our Partner, but also because the new line will replace a solution that has been operating in this plant since 2005. The current investment is a step towards increasing production efficiency, improving energy efficiency, and implementing modern cooling solutions. It also proves that our equipment is durable, reliable and evolves with the needs of the electromobility market,’ says Piotr Skarbiński, vice president of the Aluminum and CAB Products Segment at SECO/WARWICK Group.”