In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, examines the market realities shaping argon supply and demand.
This informative piece on argon’s sourcing and distribution landscape, safety considerations, and emerging growth drivers — from U.S. titanium refining and powder metallurgy to the reshoring of domestic steel production —was first released in Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition.
Akin Malas Business Development Manager / Metallurgist Linde
If you are just beginning to read this column, welcome. I encourage you to read the February 2026 installment to have a better understanding of the attributes of argon as an industrial gas for the thermal processing industry. Akin Malas, business development manager and metallurgist at Linde, joins me in this foray into argon, and we’re exploring market realities in this installment.
Though many companies compete for market share in the supply of gases such as nitrogen, oxygen, and hydrogen because they are relatively less expensive to source and process, the number of companies that have sufficient scale and expertise to produce and market argon is generally considered to be limited to the top tier of industrial gas companies like Linde, Air Liquide/Airgas, Air Products, Matheson, and Messer. Many other companies operate ASUs; however, very few of the plants are large enough to separate and purify argon. In the case of some ASUs owned and operated by very large steel mills, they generally sell their crude argon to industrial gas suppliers for purification and subsequent marketing and sales.
Linde gas delivery truck | Image Credit: Linde
Argon is delivered as a liquid cryogenic product (LAR), like liquid nitrogen (LIN), or liquid oxygen (LOX), but there may be differences in the storage and dispensing equipment installed at a client’s site due to the variety of uses for argon. Certain high-volume applications, such as ladle stirring and metals atomization, may require substantially higher pressure than normal cryogenic tanks are set up to store, making the use of boosters or cryogenic pumps necessary. If your application requires argon pressure to be above 100 psig, make sure that you are talking to a supplier that is experienced in providing and maintaining the equipment needed for your process.
From an NFPA codes standpoint, argon storage is comparable to nitrogen storage, and the clearances in NFPA 55 are the same for argon and nitrogen. But there are some key points to consider as far as safety in use:
While all cryogenic gases will create a vapor cloud that hugs the ground if there is a release, the clouds from nitrogen and oxygen will disperse and rise relatively rapidly as the gas warms. But because argon has much higher density than oxygen and nitrogen, a release will tend to hug the ground and can create a serious oxygen deficient atmosphere issue in low spots. Users of pit furnaces with argon need to be particularly aware of the unique characteristics of argon.
Because argon is generally shipped much longer distances than oxygen or nitrogen, tanks tend to be larger sized so that more can be delivered in a single visit. Since the transportation element of the price is considerable, keep in mind that your tank size (and NFPA clearance calculations) may be different than is typical for nitrogen.
While argon cannot be cost-effectively produced from air by non-cryogenic generation techniques (like membrane and PSA techniques used for nitrogen and oxygen), argon recovery/recycling is possible from argon-based industrial streams. A few of the larger industrial gas providers can provide recycling equipment that uses cryogenic separation technology to re-create very high purity argon from argon-rich offgas streams. Note that these installations are relatively expensive and specialized and are generally only of interest to the largest argon consumers.
After many years of relatively modest growth in the consumption of argon, several market segments are driving potentially important growth in argon use:
Several companies are developing U.S.-based titanium refining capabilities. Argon is required for processing and refining titanium metal, and the U.S. titanium production may become an important consumption driver.
Virtually all atomization of the special metals for powder metallurgical applications currently is done with argon used as the atomization gas. Though cheaper water-based atomization is being developed, it is not yet suitable for high quality powders. The metals powder industry has experienced strong growth and continues to grow.
The U.S. is reshoring iron and steel production, meaning that argon use for ladle stirring will rise. This means that overall argon use will rise, and that some new argon-capable ASU capacity will be built to serve the needs of new and refurbished steel plants.
Akin and I hope that these last two column installments have helped readers understand the factors in the market for argon that make it different in several ways from the more familiar nitrogen/oxygen marketplace.
About The Author:
David (Dave) Wolff Industrial Gas Professional Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, highlights the practical value of smartphone apps designed for industrial gas calculations and conversions.
This informative piece on mobile tools that simplify gas property calculations, unit conversions, and storage or flow-rate estimations — drawing attention to apps developed by major gas suppliers and equipment providers that help heat treaters access critical data in the field —was first released in Heat Treat Today’sJanuary 2026 Annual Technologies to Watch print edition.
The field of industrial gases is complicated by the fact that the physical characteristics of gases depend on the temperature and pressure at the time of measurement. Industrial gases may be delivered and stored as cryogenic liquids and highly pressurized gases, though they are generally used in relatively low-pressure gaseous form. Additionally, gases may be used for different purposes; for example, hydrogen may be used as a metallurgical atmosphere or as a burner fuel. As such, users need a ready source of data on various industrial gases to make necessary calculations.
Image Credit: Open Library/Internet Archive
Years ago, industrial gas users had to rely on data tables in publications like the CRC Handbook of Chemistry and Physics — the nearly 8 lb, $195 hardbound handbook that has been published continuously since 1914 and is currently on its 106th edition.
Today, there are many more mobile solutions in the form of smartphone applications. Several of the major gas providers have developed handy apps available for both Apple and Android operating systems to simplify gas conversions and calculations. Equipment providers have also developed apps to help understand the specifics of their equipment. All of these can be helpful to metals thermal processors, including heat treaters at in-house processing operations.
Some examples follow:
Air ProductsandLinde both provide powerful conversion engines that enable users to convert from imperial to metric units, from mass to volume measurements, and from liquid to gaseous volumes for common industrial gases. For example, users can calculate how many hours of atmosphere coverage 6,000 gallons of liquid hydrogen stored in a tank will provide.
Cyl-Tec, Inc. has developed an app that focuses on calculations primarily specific to cryogenic and pressurized gas storage. In addition to unit of measure conversions for each common industrial gas, the app provides detailed information on each of the storage vessels that the company makes.
WITT-Gasetechnik of Germany has developed an app to support their gas safety and controls business. Their products include gas mixers, gas analyzers, regulators, and other controls. The app provides a variety of gas blending and measurement information, including welding gas blend suggestions, unit conversion, and flow rate calculators.
Gasmet of Finland has developed an app that simplifies calculation of dewpoint and combustion products depending on the fuel being combusted.
While these suppliers hope that you will buy their products, be assured that the measurements and conversions performed with their tools, and the recommendations generated, will be equally applicable to products and systems supplied by others.
I suggest you create a folder called “calculations and conversions” on your smartphone and load it up with several of these apps while you are connected to your home or office internet, so that you will have the apps handy when you are away from your standard technical resources.
About The Author:
David (Dave) Wolff Industrial Gas Professional Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, explores the versatile role of nitrogen gas in thermal processing.
This informative piece on nitrogen’s flow rate considerations, sourcing strategies, and cost factors — drawing on insights from Air Products engineers to help heat treaters make informed, cost-effective supply decisions —was first released inHeat Treat Today’sDecember 2025 Annual Medical & Energy Heat Treat print edition.
We’re picking up the topic of nitrogen this month with a continued discussion of several key aspects of flow rate, expert assistance, and atmosphere costs that I had the pleasure of hearing about from several key industry experts. My thanks to these Air Products individuals: John Dwyer, principal engineer; Bryan Hernandez, commercial technology sales engineer; and Emily Phipps, strategic marketing manager.
First, the experts shared that in a typical thermal processing operation, the required instantaneous nitrogen flow rate may vary significantly depending on several factors including number of furnaces in operation, flowrate required per furnace, and materials being processed. The nitrogen supply system must be capable of meeting these varying flowrate requirements, from minimum to maximum, on demand.
Although non-cryogenically generated nitrogen may be acceptable for some processes and materials, they emphasized that varying flowrate demands may make sizing a nitrogen operation system challenging.
Additionally, because nitrogen purity from non-cryogenic generation may vary depending on required flowrate (with purity decreasing as flowrate demand increases), it is important to prevent changes in nitrogen purity, which can cause quality issues with the material being heat treated.
Dwyer and his colleagues advise securing expert assistance when evaluating nitrogen needs prior to choosing a new or modified supply approach. This might involve going to your industrial gas provider or to an independent consultant. If you are working with an industrial gas provider, make sure that you are getting the technical assistance needed to determine the most cost-effective nitrogen supply system to meet your requirements.
There are upfront costs involved with both delivered and generated nitrogen supplies. According to the Air Products team, users may prefer a lower initial cost approach of dealing with a full-service industrial gas provider to provide a nitrogen system with higher operating costs (for delivered gas), versus a more complex generated nitrogen gas system with higher upfront costs that may offer significant long term savings through lower nitrogen costs. An industrial gas provider may also offer you a lease option for an on-site generation system that could offer you reliability at lower cost.
Besides the costs and investment timing, there are other considerations the experts shared:
NFPA 86 (and your insurance provider) may require sufficient nitrogen to be available for purging and inerting regardless of whether your electricity is operating.
Because delivered nitrogen production and delivery costs are a significant fraction of the nitrogen price, depending on where the nitrogen producing plant is, some suppliers may offer better prices than others.
Electricity costs are a significant fraction of the cost of both delivered and on-site generated nitrogen. If your local electric costs are high but the nitrogen comes from an area with lower electric costs, that may affect potential nitrogen costs and supply decisions.
Nitrogen tanks may require meaningful site investments in foundations and piping. If you are leasing your building, consider if a delivered or generated nitrogen supply solution minimizes your site investment.
An onsite nitrogen generation system requires large volumes of clean, dry air. In addition to buying a nitrogen generator, you may need to invest in additional air compression capacity. You also need to maintain your compressed air system, because oily air will destroy the expensive air separation media in a PSA nitrogen generation system. Consider your staff’s capabilities carefully.
It is important to take the time to think about a reliable supply that will avoid sending workers home due to lack of available nitrogen. Onsite nitrogen generation allows nitrogen users to make their own nitrogen, without the need for a tank and deliveries. At the same time, nitrogen generation requires large amounts of clean, dry compressed air. For companies that can commit to maintaining their air compression and nitrogen generation equipment, nitrogen generation can be a powerful approach to cost savings. But be realistic. If you can’t commit to 100% uptime for your air supply system, you need to plan for nitrogen downtime and production interruptions.
As a final note, the ideal nitrogen supply approach for your operations may be different from others in your industry. Dwyer, Hernandez, and Phipps say it is important to consider your process needs, ability to invest, interest in ownership vs. delivered utility, staff’s ability to manage a generation system, and the specific costs. Take the time to evaluate and understand that you can choose a different solution at a later time if your needs change.
About The Author:
David (Dave) Wolff Industrial Gas Professional Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, explores the versatile role of nitrogen gas in thermal processing.
This informative piece on nitrogen’s critical functions in safety, as a diluent, and as an atmosphere component — including production methods and purity requirements —was first released inHeat Treat Today’sNovember 2025 Annual Vacuum Heat Treating print edition.
As discussed in the introduction for this series of gas-focused columns, nitrogen gas is ubiquitous in thermal processing — by far the most-used delivered or generated gas in secondary metallurgy. This column covers many important considerations for the use and availability of nitrogen gas, featuring the insights from my recent interview with Air Products experts: John Dwyer, principal engineer; Bryan Hernandez, commercial technology sales engineer; and Emily Phipps, strategic marketing manager. Because of its key role in thermal processing, we expect to have additional columns on nitrogen gas in this series.
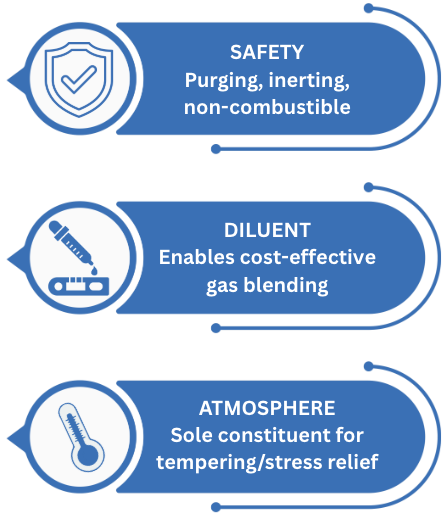
Nitrogen serves three important purposes in secondary metallurgy:
Safety
Diluent
Atmosphere
Regarding safety, the Air Products experts shared important attributes of nitrogen and several applications it is most often used in. According to them, nitrogen:
will not react with most metals used in fabrication applications until reaching extremely high temperatures
will not support combustion or oxidation
has about the same density as air (which is 78% nitrogen)
is the least expensive industrial gas on a volumetric basis.
For those reasons, nitrogen is used as a purging and inerting gas in metallurgical applications, such as inerting the furnace in preparation for a flammable atmosphere to be introduced, as well as expelling flammable atmosphere at the end of a furnace cycle. They further noted that the National Fire Protection Association (NFPA) Standard 86 for Ovens and Furnaces mandates that nitrogen be always available for furnace inerting except for very specific exceptions where alternative approaches are used (burn in and burn out). Beyond the strict safety considerations, nitrogen protects furnace linings and components from high temperature oxidation.
Dwyer, Hernandez, and Phipps emphasized that when used as a diluent, nitrogen makes it possible to use relatively small volumes of a more expensive reactive gas or gas blend and ensure that the diluted active gas can provide benefits for an entire furnace load of parts. Examples include nitrogen/hydrogen atmospheres where nitrogen gas can enable a relatively small volume of very powerful reducing gas hydrogen to be mixed with a higher volume of nitrogen to fill the furnace interior. I would add that a blended atmosphere of nitrogen/hydrogen will have a higher density than hydrogen alone, and hence may distribute more widely in the furnace rather than just pooling at the ceiling level.
They further discussed how nitrogen can be used as a sole constituent in a furnace atmosphere in many cases, especially at lower temperature ranges, such as tempering and stress relief. In situations where surface finish is a secondary consideration, or where additional operations are going to be performed, they note that the part lower finish quality provided under inert nitrogen alone might be acceptable.
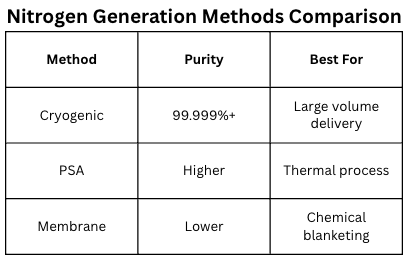
The team then reported that nitrogen forms the bulk of the atmosphere and cryogenic air separation is now available virtually worldwide; because of this, liquified or gaseous compressed nitrogen can also be delivered to clients virtually worldwide. Cryogenically separated nitrogen is, by the nature of the process, extremely pure, and can be assumed to be 99.999% or purer as delivered into the client’s storage vessel. Nitrogen can also be made at the client’s site, using non-cryogenic or cryogenic air separation techniques. For secondary metallurgy, non-cryogenic techniques are the most common because the volumes of nitrogen required are too low for a dedicated cryogenic air separation unit.
Continuing along this line, they explained that while both pressure swing adsorption (PSA) and hollow fiber membrane techniques can be employed to generate nitrogen for a single customer site, the PSA technology is the one primarily used to supply generated nitrogen for thermal processes. This is because the membrane technique for non-cryogenic nitrogen generation makes relatively impure nitrogen, with too much oxygen to achieve the desired surface properties sought by heat treaters. As such, membrane generated nitrogen is primarily used for chemical blanketing and similar low temperature air displacement applications.
The final discussion point I will share from the interview today is about the variability in accepted purity based on the planned usage of nitrogen. The three Air Products experts pointed out that NFPA86 mandates that the atmosphere in a furnace must be below 1.0% oxygen before any flammable gas species can be introduced. So, they continued, nitrogen used solely for safety purging can be relatively impure and still achieve the 1.0% maximum oxygen allowed. When used as the sole atmosphere component (i.e., 100% N₂), or as a carrier gas blended with an active gas like hydrogen, they explained that nitrogen purity must be much higher in order to achieve acceptable surface quality. In general, for atmosphere uses, it should be assumed as a general rule that the purer the nitrogen is, the easier it is to achieve satisfactory heat treat results. The three concluded this thought noting that in blended atmospheres it may be possible to use slightly higher levels of active gases (like hydrogen) to react with excess oxygen in the nitrogen supply, but that approach is unlikely to make sense economically since nitrogen is typically far less expensive than an active gas.
In the December 2025 installment of Answers in the Atmosphere, I’ll share further insights that my interview uncovered. Until then, consider your unique nitrogen needs and therefore whether having direct access to this gas for the benefit of your heat treat operations is essential.
About The Author:
David (Dave) Wolff Independent expert focusing on industrial atmospheres for heat treat applications
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
Technology is ever evolving. Will you be able to keep up with all the new developments? Discover the tech trends these heat treat industry leaders are excited about and how they will impact you and your company.
This article first appeared inHeat Treat Today’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
AFC-Holcroft LLC
Daniel Hill Sales Engineer AFC-Holcroft
Heat treaters are taking part in sustainability initiatives aimed at reducing greenhouse gases and achieving carbon neutrality. Whether larger or smaller-scale, commercial or captive, customers are seeking ongoing collaboration and ultimately equipment solutions aimed at sustainability. While much of these initiatives remain targets rather than requirements, there is steady momentum commercially, politically, and socially for them. Understanding the targets with respect to your business’ goals — and the technologies available to meet them — will help determine appropriate strategic plans. Specific trends in this context include:
Trend 1:
Latest high efficiency burner technologies such as our Aichelin Group’s Noxmat products are continually growing in popularity. Moreover, secondary energy recovery systems are used for preheating products or external processes. These solutions all improve thermal efficiency, thereby reducing overall carbon footprint.
Trend 2:
Although natural gas heating still has a sizeable operating cost advantage, additional users are instead opting for electric heating systems on new equipment and conversions of existing equipment. As electric utility providers add renewable energy options for business customers, the carbon footprint for heating can be reduced or even net zero.
Trend 3:
AFC-Holcroft has long been an advocate of molten salt quenchants for superior distortion control and for the improved properties of austempered materials they can also produce. Much to do with those same thermal stability properties, these molten salt baths can be used for years without deteriorating whereby only salt drag out needs to be made up in the quench tanks. Yet with modern salt reclamation systems, the salt drag out on parts and tooling is quickly recaptured in a post washer where it can be separated and recycled back into the very same quench tank over and over.
Air Products
Heat Treat Gas Smart Monitoring: Maximizes Productivity and Safety with Advanced Monitoring Systems
Now, more than ever, technology needs to come into play to maximize efficiency in the workplace and monitor key indicators on production lines. This includes remote monitoring, using sensors and wireless communications technology to track process efficiency, production rates, machine settings, and parameters. It allows manufacturers to see whether processes are running as smoothly as they could be, or if there is a way to boost efficiency. Using real time and historical data allows optimization of production processes, saving time and money by providing the information needed to minimize gas and utility usage while ensuring product quality remains high. In addition, a visual overview of how the equipment is performing helps to guard against unsafe practices and allows for preventative maintenance processes to be carried out before operational failures occur.
The Air Products Process Intelligence™ offering includes a cloud-based process optimization system developed for the metals processing industry. This Industry 4.0 tool enables recording and analysis of the production parameters and is linked to operational results, facilitating process optimization, and product quality improvement. Integrated with thermodynamic calculations, field experience, and documentation features, the tool provides process engineers with extended capabilities to manage production and support process troubleshooting. This will also help manufacturers comply with requirements such as CQI-9 and Nadcap.
Learn more about Air Products Process Intelligence™ at www.airproducts.com/APSmart.
Gasbarre Thermal Processing Systems
The team at Gasbarre is always looking to improve the designs and technology of our equipment.
Ben Gasbarre President, Industrial Furnace Systems Gasbarre Thermal Processing Systems
Advancements in heating systems, insulation packages, and controls are key to improving efficiency and process control. With the updates to these systems, it is common for new equipment to be justified on utility savings alone. Control systems are upgraded for predictive and preventative maintenance activities, precise process control, and conformance to the latest CQI-9 and AMS-2750 standards.
Like it or not, companies are being forced to look for ways to reduce their carbon footprint and become more energy efficient in their manufacturing processes. Gasbarre has identified ways to consider improving your operation of your continuous furnace system. We can integrate sensors and controls into almost all aspects of an existing or new furnace to give you the ability to monitor and manage your inputs. This includes production speed, cooling water, natural gas, electricity, and atmosphere. Converting a furnace to run hydrogen and nitrogen atmosphere versus generating atmospheres (i.e., endothermic or exothermic generators) will greatly reduce your carbon footprint, while helping to reduce on-site utility and maintenance costs.
Gasbarre’s continuous vacuum furnace system takes energy efficiency and furnace performance to a new level. Vacuum furnace systems off er many advantages over conventional atmosphere furnace systems. We discuss this in terms of the 4-Es:
1. Effects on material properties due to the pure environment of the furnace
2. Energy efficiency due to its ability to be turned on and off when not in use, limited furnace conditioning, and focused heating system
3. Environmentally friendly as there are little to no emissions, either zero or more efficient atmosphere consumption, and no atmosphere burn-off requirements
4. Elevated temperatures can be achieved supporting more process flexibility and improved cycle times
Gasbarre Thermal Processing Systems has been designing and manufacturing continuous furnace systems for nearly 50 years. As a leading manufacturer of both atmosphere and vacuum continuous furnace systems, Gasbarre has the knowledge and expertise to help drive your success now and into the future.
Noble Industrial Furnace
The Latest in Continuous Furnace Systems from Noble Industrial Furnace
In recent years Noble Industrial Furnace manufactured extensive continuous furnace lines for customers in New England, along the East Coast, and in the Midwest.
Our gas-fired or electric tube furnace projects included burnout (800–1450°F), hardening (1600–2100°F), and tempering (300–1200°F) process lines with material continuously running through multiple furnaces. Silicon carbide or alloy tubes strategically positioned within the proportionally dimensioned multi-zoned furnaces allowed for extremely tight temperature control and uniformity. Additional components in the line included chillers, cooling dies, and temperature-controlled nitrogen.
Noble delivered numerous gas-fired indexing belt burnout furnaces (800–1450°F) heated with high velocity burners. Design allows for parts to automatically index through the load station, burnout chamber, and cooling and unload station with necessary temperature sensing and data logging on individual parts and/or batches.
Traditionally designed continuous belt furnaces (600–1900°F) both electric and gas-fired, included options such as internal stainless steel shrouding, flame curtain or doors, forced air cooling or drop chute quench.
Control systems for the equipment met industry specific and customer required standards and integrations with PLC’s, HMI’s, controllers, and related components from leading manufacturers, including Allen Bradley, Honeywell, Yokogawa, and Eurotherm.
Noble has positioned itself for continuous growth in our industry for decades to come.
Yokogawa
Digital Transformation Enhances High Temperature Fan Bearing Monitoring
Maintaining reliable performance of furnace fans is critical to the heat-treating process; however, these fans are vulnerable to failures which can be difficult to predict. Increasing vibration in motor bearings is most commonly the first sign of a problem. Running the fans at the fringes of their specified operating ranges is a typical root cause. Temperature and vibration levels can be monitored either by handheld measurement devices or via sensors. Key challenges for heat-treat operators include the ability to efficiently maintain records of temperature and vibration data, determine trends in the data, and accurately predict problems before they arise.
Digital transformation and IIoT technologies can be quite beneficial to the monitoring and maintenance strategies for these furnace fans and other assets, especially those that are manually monitored or unmonitored. The first step is adding wireless sensors to regularly gather data about the equipment status. For process heating fans, vibration and surface temperature sensors are most beneficial and can be installed very easily with magnetic mounts. For other equipment and processes, temperature and pressure are among the additional measurements that are available. Data from these devices can be sent to on-premise systems, cloud-based systems, or both for visualization and analysis. This is where the real value comes into play, as these systems can provide early anomaly detection that enables operators to address equipment issues before they interrupt the process, impact the batch quality, or result in expensive repairs. Taking it a step further, artificial intelligence (AI) and machine learning (ML) algorithms can “learn” the normal equipment operating conditions, detect signs of problems very early in their development, and predict failures. These enable a more efficient condition-based maintenance process, which can considerably reduce facility downtime and operating costs.
Yokogawa’s Sushi Sensor solution exemplifies this technology. Learn more about the Sushi Sensor solution by visiting https://www.yokogawa.com/us/solutions/products-platforms/field-instruments/sushi-sensor-e/#Details .
Quaker Houghton
Aqua-Quench™ 260 solves distortion and residual stress issues in aluminum quenching.
Fig. 1 Water Quench, Fig. 2 Polymer Quench
Aqua-Quench™ 260 is a readily available AMS 3025 Type I certified quenchant, ideal to quench difficult aluminum parts. This product is used throughout the world in aerospace, automotive, and transportation to control distortion and residual stress in forgings, extrusions, castings, and plates.
Engine components are heat treated for wear and durability. Aircraft components are heat treated for strength and fracture toughness. Even bicycle frames are heat treated for strength, lightness, and durability. In each case, control of distortion and residual stresses are critical to efficient manufacture and long life of the product. By far the largest source of problems for heat treaters is distortion of parts after heat treatment.
Aqua-Quench™ 260 and Aqua-Quench™ 251 polymer quenchants are used in the industry to control and minimize the distortion occurring during the quenching of aluminum. Typically, these quenchants are governed by AMS 3025, and are either Type I (Aqua-Quench™ 260) or Type II (Aqua-Quench™ 251). Type I quenchants are single polyalkylene glycol polymers, while Type II quenchants are multiple molecular weight polyalkylene glycol polymers (PAG). Each offers different benefits. Because of the higher molecular weight of the Type II PAG quenchants, lower concentrations can be used.
For additional information, contact your local Quaker Houghton representative, or visit www.QuakerHoughton.com.
Idemitsu Lubricants America
Greg Steiger Senior Key Account Manager Idemitsu Lubricants America
Many commercial and captive heat treaters have a common problem with part cleanliness. Whether the post quench wash is a spray dunk cabinet or a spray washer, the use of the proper alkaline cleaner is critical to obtaining clean parts that meet or exceed expectations.
There are two basic types of cleaners: cleaners that emulsify the quench oil and those that split the quench oil. In the typical spray dunk washer, the load enters the washer and is then immersed and agitated. This agitation forms a mechanical emulsion as the cleaner removes the quench oil from the parts.
The next step is for the cleaner to enter a quiescent stage to allow the oil to break away from the mechanical emulsion and float to the top of the cleaner tank. At this point the floating oil is moved via a spray or air knife to a skimming chamber and the oil is brought up through the now oil-free surface into the spray chamber. A cleaner forming a chemical emulsion will combine the quench oil and cleaner into a single emulsion that is then sprayed onto the load. This redeposits the oil back onto the load. When the load exits the washer, the deposition of the oil onto the load is not obvious. However, when the load exits temper and the water portion of the emulsion and the oil have evaporated, the deposition of the oil is obvious. This redepositing of oil can be seen in the image below.
The same phenomena can occur in multistage belt and spray washers as well. In these continuous washers, the constant agitation from the spray creates a mechanical emulsion that does not allow the oil to separate out of the cleaner. In short, to optimize any post quench washer system the alkaline cleaner should not emulsify the quench oil. Instead, the oil should be allowed to float to the surface in a quiescent tank to be removed via a skimmer. The alkaline builders should also be liquid instead of a powder to eliminate clogged spray nozzles and housekeeping issues.
Honeywell
Enabled Combustion for the Heat Treat Market
In most heat treat processes, performance data gets trapped at the equipment level. To catch alerts or be aware of problems, a plant worker usually needs to physically stand next to the equipment. That’s impractical when organizations are under pressure to be more productive. Owners and operators know that to maximize productivity, they need to minimize unplanned downtime that can result in tens of thousands of dollars of lost revenue per hour. To this end, they need production and process systems that operate in a smart, efficient, and sustainable manner.
With diminishing numbers of combustion specialists, rising energy costs, reduced profit margins, and increased demand for better product quality, manufacturers with thermal processing assets are striving to increase productivity and reduce operating expenses.
Today, heat processing operations can harness the power of connectivity and information sharing to transform their operations. They can use connectable control devices and next generation control systems to capture critical, real-time process information and provide insight into the state of their thermal processes.
One such connected solution is Honeywell’s Thermal IQ. Part of Honeywell’s cyber-secure portfolio, Thermal IQ turns data into actionable insight so that users can optimize operations, predict equipment or process failures, and prevent unplanned downtime.
Remote monitoring enables organizations to closely monitor the operation of thermal processes, see real-time and trending data, and receive alerts when critical parameters stray outside normal limits. Meanwhile, users can maximize their thermal intelligence quotient by connecting everyone from management to maintenance group with insights that drive smarter decisions.
The result is that companies must no longer wait for faults or failures that can lead to shutdowns — instead, they can enable themselves to get ahead of trouble and take proactive steps to maximize uptime, productivity, and profitability.
Kanthal
Electric heating helps steel industry fight climate change.
Jon Hartmayer Sales Area Manager Kanthal
To achieve its goal of fossil-free steel, the industry must stop using fossil fuels for its own heating processes. Electric heating is an existing alternative that has become increasingly attractive considering the growing focus on climate change. Electric heating is highly efficient, provides precise temperature control, and can remove carbon dioxide emissions completely when used with renewable electricity.
Steel is an essential material for the modern world, but it is also a major source of greenhouse gases. Today’s iron and steel industry accounts for six percent of global carbon dioxide emissions and eight percent of energy-related emissions, according to researchers at Columbia University’s Center on Global Energy Policy. The American iron and steel industry alone accounts for 62.1 million metric tons of direct carbon dioxide equivalent emissions annually, according to the U.S. Environmental Protection Agency.
An electric car bottom furnace at Kanthal’s own steel plant in Sweden that is used for heating of ingots to 2372°F before rolling.
“Electric heating can help the steel industry reduce its emissions while achieving high efficiency,” said Jon Hartmayer, sales area manager, NAFTA, at Kanthal. “If you use renewable electricity, you can get down to zero carbon dioxide emissions. Electric heating also removes emissions of nitrogen oxide and sulfur dioxide completely.”
A common misconception is that electric heat cannot create high enough temperatures, but that is not true. “Electrification gives a very high efficiency of up to 95 percent, with temperatures up to 3362°F (1850°C),” Hartmayer says. “Advanced control systems also allow you to get a precise temperature control, plus or minus one degree Celsius (+/- 1.8°F), while electricity provides a safer, cleaner and quieter production environment.”
One steel company that has experienced the benefits of electric heating is Ovako, which has collaborated with Kanthal to electrify 14 of its heat-treatment furnaces in its plants in Sweden. The results have been excellent.
“The estimated carbon dioxide savings are about 1,400 to 2,000 tons per year per furnace,” Hartmayer says. “The electrification has also created a more stable production that has significantly reduced daily maintenance.”
CODINA
The CODINA Technical Team is involved in analyzing and studying ways to improve the lifetime of our belts to keep each industrial application functioning properly.
Companies using mesh belt furnaces are forced to change the mesh belts time after time due to the degradation from the service done. Finding ways to extend the lifetime of a mesh belt will be directly linked to a cost reduction of the operation and maintenance of the furnaces.
The CODINA Technical Team defines mesh belts as “the mirror of the furnace,” since it is the only part going in and out. Understanding what the belt is showing and reporting that observation — during the operation — can be helpful to elongate the lifetime and function of the mesh belt.
For that purpose, the CODINA Technical Team, with experience of more than 50 years, suggests the following tips to extend, as much as possible, the lifetime and service of a mesh belt:
1. Check all the conveyor guides and cylinders (driving, return, tensioning, supports, etc.). All the cylinders must be at 90° in respect to the middle line of the conveyor and perfectly parallel to them.
2. Review the supports or sliding guides of the furnace. Ensure there are no sharp edges or elements that could rub and damage the belt.
3. Keep the furnace clean and free of parts that could stack the product and affect the mesh belt.
4. Ensure the temperature inside the furnace is always homogenous.
5. Maintain a homogeneous product loading (in terms of weight and dimension) during all belt lifetime and operation. Non-homogeneous loading on width and length will end with a non-desired deformation and a lifetime reduction.
6. Pay attention to the deformation and the elongation of the mesh belt during all mesh belt service. Unusual deformations and elongations give information about possible improper set ups or higher pressures on the traction systems.
7. Check the belt alignment continuously and if necessary, rectify alignment where appropriate.
Super Systems, Inc.
The Latest Developments & Technical Trends in Controls & Instrumentation
Jim Oakes President Super Systems, Inc.
The thermal processing industry continues to push forward with technology in the areas of controls and instrumentation to ensure the proper thermal process is performed to achieve the right metallurgy. The pillars in technology remain quality and efficiency with a growing emphasis on connectivity and carbon footprint visibility. The industry is benefitting from new technology that gives more input to the control process using more sensors, allowing for machine decision making. This trend is even more important today with a shrinking workforce and knowledgeable, aging employees retiring or switching jobs. With a smarter machine, there are fewer opportunities for error, shorter training periods for employees, and greater efficiencies.
There tends to be a more targeted use of software as it relates to decision-making and how to fully utilize this asset. More people are looking for quick access to information; not only on their laptop or desktop but using mobile devices as well. Many manufacturers and heat treaters are using critical notifications, pushed to them to address disruptions to the way a machine is operating. These notifications can ensure that machines have potential maintenance and safety issues addressed in a timely manner. It is well known by industry adopters of technology that there is almost too much data to sort through in a traditional way. With push notifications and user interface screens set up, users are finding the most efficient ways to sort through and take full advantage of the information presented to them.
Whether new capital equipment or technology updates to existing machines, the industry will continue to benefit from technology becoming more cost effective and easily implemented in the thermal processing industry.
Williams Industrial Service, Inc.
The Latest in Continuous Furnace Systems from Williams Industrial Service, Inc.
Over the past 50 years, Williams Industrial Service, Inc. has been designing and building high-performance industrial furnaces for the heat treating market. Some of our continuous products consist of Large Capacity Pusher Furnaces, Cast-Link Belt Furnaces, and our highly popular Mesh Belt Hardening Furnaces. They range in all sizes up to 6,000 lbs./hour and are designed for maximum performance while offering the latest features in the industry.
Below are some of the highlighted features for the Mesh Belt Hardening Furnaces by Williams:
No Part Loss or Mixing
One of the biggest challenges with a mesh belt furnace is part loss and/or part mixing. Due to the geometry of certain parts, they can roll off the side of the belt or get hung up in the quench chute area causing parts to get lost inside the furnace or mixed with other parts.
Williams has a proven design that prevents part loss or mixing. Our proprietary design allows both sides of the belt to ride on angled SIC shelves that run the entire length of the furnace continuing into the quench chute. This feature set has proven to be one of the most reliable solutions in the industry.
High Efficiency Heating Systems
Williams primarily uses single ended SIC radiant tubes in many sizes that can be electrically heated or gas fired. When properly maintained, tube life expectancy exceeds 15 years. With this configuration, if one eventually does fail the temperature uniformity is not affected. This keeps the furnace in CQI-9 compliance and maximizes uptime performance.
Mesh Belt Life
With our unique conveyance design, the life of the mesh belt in our furnaces typically lasts twice as long as the competitors. Our design includes driven return rolls and automatic clutching for precise ratio control to reduce friction on the belt for improved life.
SCADA Control System
Williams offers a fully automated, state of the art control system. This provides our customers with complete traceability of the parts including enhanced data collection and reporting capabilities.
C3 Data
website: C3data.com
Nathan Wright CEO C3 Data
C3 Data’s furnace compliance software continues its expansion, providing more capability and choices to help our customers meet the challenging/everchanging compliance needs of the heat treat world (Nadcap, CQI-9, etc.).
We begin 2022 by announcing that C3 Data now integrates with the heat treat industry’s leading MES/QMS software: Bluestreak. Now the furnace compliance status of any given furnace can directly inform Bluestreak and optionally prevent furnace operators from loading parts into non-compliant furnaces. Contact your C3 and/or Bluestreak representative for more information.
At C3, we understand that every heat treat job has its own unique requirements and preferred list of vendors. That’s why we’ve not only built the software specifically for the heat treat industry, but we’ve always made it work in every possible scenario. Whether you do all your pyrometry in-house, outsource it all, or a hybrid, C3 remains the flexible and configurable software for whatever your needs may be.
This past year we’ve made concerted efforts to provide even more choices for our customers. A growing list of over a dozen of the world’s best pyrometry labs now use C3 to perform on-site pyrometry services and to provide C3-integrated Field Test Instrument calibration services. This means Field Test Instrument data provided by these accredited labs is always 100% digital and free of human-error when you’re performing pyrometry tests using C3.
We’ve also very recently expanded the list of thermocouple manufacturers that C3 can digitally integrate with through a technology just released, using a “Good, Better, Best” approach. C3 customers will soon be hearing and seeing more about this and will be able to make a more informed decision about which thermocouple suppliers might be best for their specific situation.
We have lots more in the works for 2022! Check us out at: C3data.com and give the software a test drive by filling out this form: https://www.c3data.com/get-more-info/.
Nel Hydrogen
On-site Gas Generation Is a Tool for Success
Hydrogen generators are available in a variety of sizes and hydrogen gas output volumes to match the needs of any thermal processing operation.
Several trends are converging to renew the interest of metal thermal processors in on-site gases generation:
Supply interruptions of delivered gases have impacted customers across all types of gases and usage segments. Unbelievably, a NASA/U.S. Space Force satellite launch was delayed by a week in September 2021 because there were not enough liquid nitrogen trailers and drivers to deliver the product to the California launch site. Delays of this sort have also become almost routine in liquid hydrogen, affecting customers nationwide.
Reduction in carbon footprint has become a key measurable for major corporations and their supply chains. As ESG (Environmental, Sustainability, and Governance) criteria have become widespread through major corporations, the requirements are forced down through the supplier network. Whether you are getting loads of gases delivered by diesel tractor trailer or making your own atmospheres by endo or exo, be prepared to face challenges to measure and reduce your carbon footprint.
Increasing community awareness of hazardous materials. As the scarcity of volunteer firefighters and other emergency responders has reached crisis proportions, regulators are increasingly unhappy with storage of hazardous raw materials at sites where a release can create a community emergency. Processors storing liquid ammonia for DA or liquified cryogenic hydrogen or nitrogen can expect increased scrutiny from local authorities having jurisdiction.
Saving money and ensuring reliable production. The math is straightforward — on-site gas generation saves money versus delivered gases. It becomes compelling when delivered gases are increasing in price and becoming less reliable.
On-site generation gas technologies are advancing, becoming less expensive to own and operate, and are clearly environmentally superior. Especially for companies who are buying a green blend of electricity, on-site hydrogen and nitrogen generation is a way to simultaneously save money, reduce your carbon footprint, and win customer, worker, and environmental safety acclaim for your efforts.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Curious about proper gas atmospheres needed to meet high-tolerance standards for additive manufactured parts before, during, and after the heat treating process?
Learn about them in this detailed original content article from Heat TreatToday’sAerospace 2021 print magazine. The author, Lisa Mercando, Ph.D., is the marketing manager of strategic marketing & development at Air Products. You can access the other articles in our digital edition here. Enjoy the Technical Tuesday!
Lisa Mercando, Ph.D. Marketing Manager, Strategic Marketing & Development Air Products
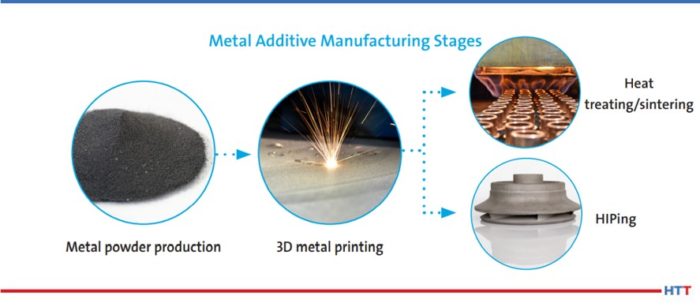
In a world of rapid prototyping and production of metal components, it is imperative to have the proper gas atmosphere to produce quality parts. Argon, nitrogen, and helium are commonly used to create inert atmospheres in order to meet the high-tolerance standards required for additive manufactured (AM) aerospace parts. Industrial gases are used every step of the way from powder production to various additive manufacturing techniques to finishing processes that include heat treating and hot isostatic pressing (HIPing).
Inert gas atomization is the best method to obtain dense, spherical particles, which are best for AM applications where the desired particle size is usually less than 100 microns. Additionally, inert gas atomization greatly reduces risk for oxidation, providing a high level of powder purity and quality. Helium provides the best results when its superior heat transfer capabilities are needed. This process achieves the following properties: dense and spherical particles; high quality and purity metal powders; and narrow particle size distribution. We can provide high pressure gases for powder atomization and hydrogen-based atmospheres for powder reduction and annealing.
Image demonstrating metal additive manufacturing
To meet the high-tolerance standards required in additive manufacturing–particularly for aerospace–nitrogen and argon are commonly used to provide inert atmospheres. The use of helium, with its high thermal conductivity, offers an interesting option for minimizing the thermal distortion of elongated parts during printing. An inert atmosphere provides numerous benefits on a printed part by:
reducing oxidation of printed parts by lowering the oxygen concentration in the build chamber
improving safety through the inerting of combustible dust during powder handling and sieving
creating a stable printing environment by maintaining constant pressure in the print chamber
mitigating powder clumping in the feed tube
preventing part deformation by controlling thermal stress through effective cooling
Gas requirements differ based on the process being used and the material being printed.
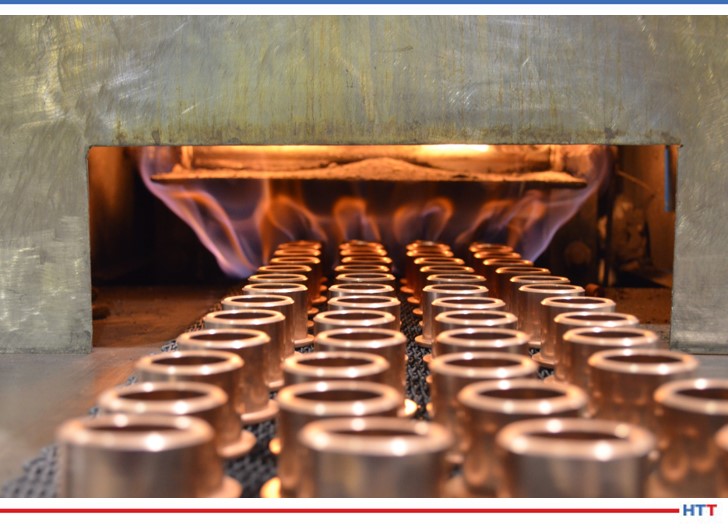
Often, AM aerospace parts require additional processing to achieve the desired final properties. This is done mainly in the form of heat treating, sintering, or HIPing. All three processes have industrial gas requirements for preventing oxidation. Heat treating with argon, nitrogen, hydrogen, or a nitrogen/hydrogen blend can relieve internal stresses and enhance part properties such as strength, ductility, and hardness. In sintering applications, nitrogen/hydrogen blends or argon/hydrogen blends are important in producing near-net shape parts with increased strength and uniformity. High pressure argon is used in HIPing applications to provide fully dense parts with increased strength and reliability.
Image of a furnace heating metal parts
In addition to providing the bulk industrial gases required, the company has developed state-of-the-art process intelligence systems. These systems monitor atmosphere composition parameters to ensure the process is running with the desired gas atmospheres and provide alerts for any needed maintenance or adjustments. Decades of metals processing experience in gas supply, applications, process knowledge, and safety are applied to help improve heat treating efficiency and part quality.
Remote tank monitoring is one example of the company’s Process Intelligence™. Operators increasingly rely on data to closely track critical process parameters, such as the use and inventory of vital industrial gases. This tank monitoring system enables operators to remotely check their supply levels and monitor usage from a touch screen in the plant, on their laptop, or on their mobile device. Customized daily reports are a common way to stay current on their industrial gas supply.
For heat treatment operations using a furnace atmosphere that is flammable or potentially flammable, an inert purge gas – typically nitrogen – is utilized to help ensure safe operation. This system alerts operators to the condition of the liquid nitrogen supply and helps them remotely track their supply and usage of gases. Optional system alarms allow operators to safely initiate a controlled purge shutdown, enabling compliance with NFPA 86 by confirming they have adequate liquid storage levels, or ensuring their nitrogen piping temperature remains at a safe level. Typically installed near the furnace operation, the remote touch screen on the base station displays conditions of all bulk gas storage tanks and can use both audible and visual alarms to warn the operator of a potentially critical situation.
Tank Monitoring
In addition to using inert gases, such as nitrogen and argon for the 3D printing processes, GE Additive Manufacturing, located in Cincinnati, OH and a major manufacturing center for additive manufacturing, also performs post processing heat treatment/sintering on the metal parts to enhance part quality. Their capabilities allow for the production of quick, precise parts with high levels of accuracy, even on intricate shapes and geometries across multiple applications.
Conclusion
If you are prototyping and producing metal components, be sure to consider the importance of achieving the optimum gas atmosphere to efficiently make quality parts. The heat treat postprocessing of AM metal parts is often required to produce the high-quality parts specified for the aerospace industry.
About the Author: Dr. Lisa Mercando is the marketing manager, Strategic Marketing & Development, for Air Products’ metals processing industry. She has worked at Air Products for 28 years in a variety of roles and responsibilities and is the author of several patents and technical articles.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
TimkenSteel has announced that Ward J. “Tim” Timken, Jr. has stepped down as CEO and president and as chairman of the TimkenSteel board of directors. Effective immediately, the Board of Directors has appointed Terry L. Dunlap as the company’s interim CEO and president. John P. Reilly, the current lead director of the TimkenSteel board of directors, will immediately assume the role of chairman of the board.
Rick Merluzzi has been promoted to the position of CEO at Metal Exchange Corporation. Mike Lefton, current chairman and CEO, will assume the title of executive chairman. Merluzzi oversees all their businesses, including Metal Exchange Trading, Pennex Aluminum Company, Continental Aluminum and Electro Cycle, Inc.
Platte River Equity has sold its portfolio company PRV Metals to Tinicum LP. PRV Metals, a leading supplier of specialty forged titanium and high-performance steel products to aerospace, defense, medical, energy, and industrial sectors, operates through two subsidiaries Sierra Alloys and TSI Titanium.
US aviation group Collins Aerospace has extended the contracts for the supply of thrust reverser housings for the engine gondolas of the Airbus A350 XWB and Boeing 787 aircraft. The order includes the delivery of the engine cowlings into the next decade. This contract renewal is a major contribution to strengthening FACC’s position as an international partner in the Engines & Nacelles segment.
Bodycote Thermal Processing Inc has announced it will spend $15.3 million to renovate and equip a dilapidated, 58,000-square-foot building in Geddes, New York, to replace the company’s facility that burned down in Van Buren, New York, in 2018. Equipment will be purchased that will allow the company to perform heat treatment processes not currently available in the United States.
Element Materials Technology has announced that its new aerospace materials testing laboratory in Shanghai, China, is now open for business. Element confirmed it has completed a number of accreditations including ISO/IEC 17025:2017 and Nadcap, with OEM audits underway. The new laboratory specializes in a comprehensive range of services that include: chemical analysis; fatigue testing; failure investigation; mechanical testing; metallurgical analysis, and on-site testing at client sites. Customers will also benefit from pre-testing services, including a full machine shop and heat treatment furnaces for the treatment of materials prior to testing.
Construction is moving forward at a brisk pace at Stack Metallurgical Group‘s new Albany, Oregon site, where the company will offer both Hot Isostatic Pressing (HIP) and vacuum heat-treating services.
Equipment Chatter
Three intelligent waste heat recovery systems have been awarded by Tangshan Zhengfeng Iron & Steel Co., LTD, in Hebei Province, China, to Tenova, a Techint Group company specializing in innovative solutions for the metals and mining industries.
A contract to supply on-site nitrogen to Samwha Capacitor’s new multi-layer ceramic capacitor (MLCC) plant being built adjacent to its existing plant in Yongin, South Korea, has been awarded to Air Products. Under the new contract, Air Products will expand its nitrogen capacity to support the increasing demand from Samwha Capacitor’s existing and new plants.
Advanced soft magnetic expertise and ultra-efficient electrical components will be provided by Carpenter Technology to multiple OEMs to progress their electric aircraft aspirations. Carpenter Technology will provide advanced soft magnetic expertise and ultra-efficient electrical components to be used in R&D and demonstrator motors and engines, leading to construction of lighter-weight, longer-lasting electric propulsion systems.
Two reheating furnaces to reheat blooms and billets have been delivered to Shijiazhuang Iron & Steel Company within China’s HBIS Group by Fives.
Kudos Chatter
Element Materials Technology has been awarded the 2018 Gold Boeing Performance Excellence Award (BPEA) for its Huntington Beach, California, laboratory, while the Element Los Angeles laboratory won Silver. The annual award recognizes superior performance in the highest tiers of Boeing’s supply chain. This is the second year Element Huntington Beach has achieved the Gold award and the first year that Element Los Angeles has achieved Silver status.
Plibrico Corporation has awarded employees Joe Feldhacker, a project manager from Plibrico’s Omaha, Nebraska location, and Lou Calderon, refractory CAD designer in the company’s engineering department in Northbrook, Illinois, API 936 Refractory Personnel Certification. Both demonstrated advanced knowledge of installation, inspection, testing and repair of monolithic refractory linings, passing the rigorous API 936 exam administered by the American Petroleum Institute (API), a national trade association representing all facets of the natural gas and oil industry.
Spirit AeroSystems was recognised at the Composites and Advanced Materials Expo (CAMX) with the Award for Composite Excellence (ACE) in Manufacturing: Material and Process Innovation. Spirit received the award for its development of the Advanced Structures Technology and Revolutionary Architecture (ASTRA) demonstrator aircraft panel, which was displayed at the CAMX conference in Anaheim, California.
The 100th nacelle system for Airbus’ A330neo wide-body jetliner has been delivered by Safran Nacelles.
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com
An industrial gases company that supplies applications to heat treating facilities recently broke ground on its new global headquarters in Pennsylvania’s Lehigh Valley.
Seifi Ghasemi, chairman, president, and CEO, Air Products
Air Products, which provides industrial gases and related equipment to dozens of industries and is a leading supplier of liquefied natural gas process technology and equipment, hosted a celebration for Air Products colleagues and state and local elected officials and dignitaries. The company offers applications for annealing, brazing, hardening, and sintering to multiple industries, including medical, refining, chemical, metals, and manufacturing.
“We need a headquarters that represents who we are as a world-leading company,” said Seifi Ghasemi, chairman, president, and CEO. “We want to create modern office and R&D facilities that are energizing, collaborative and inclusive. When you see the new global headquarters renderings, without any doubt, the new office space and world-class R&D facility will be representative of who we are and what we stand for. This new headquarters will exemplify our ‘4S’ culture and reflect the safety, speed, simplicity, and self-confidence that have driven our success and will continue to do so.”
“We will also emphasize a fifth ‘S’ with these new facilities – Sustainability,” added Ghasemi. “Sustainability is at the heart of what we do as a business, every day around the world. That’s important to our customers, our partners, and our talented and committed employees. . . . I believe very strongly that every company has a foundational culture, and there is value in preserving that, even as you move that culture forward. Air Products has a nearly 80-year history – most of it right here in the Lehigh Valley. There are certain values instilled in people because of where we are today, because of the people who live in this area, who contribute to its success, and who call it home. There is a lot of value in preserving that. So, it became clear this location worked best for us, and we have never wavered from the decision to stay.”
The address of the new headquarters is 1940 Air Products Boulevard, signifying the year Air Products was founded.
Main photo credit/caption: Air Products / (L to R) PA Senator Pat Browne, PA Representative Gary Day, Air Products CEO Seifi Ghasemi, DCED Executive Deputy Secretary Neil Weaver, Air Products Strategic Projects VP Pat Garay and Senior VP and Chief Human Resources Officer Victoria Brifo participate in the ceremonial groundbreaking for the company’s new global headquarters located in Lehigh Valley, Pennsylvania.
A leading industrial gases company recently announced plans to build a new liquid hydrogen plant to produce approximately 30 tons per day at its La Porte, Texas, industrial gas facility to meet increasing product demand from several customer markets, including industries which provide heat treatment.
Global hydrogen provider Air Products will draw hydrogen for the liquid hydrogen plant from Air Products’ existing Gulf Coast hydrogen pipeline system network and is to be onstream in 2021.
“The investment in this new liquid hydrogen production facility in Texas will assist with meeting current customer demand, as well as capture the increased growth that we see coming from several markets,” said Marie Ffolkes, president, Americas at Air Products. “Logistically, our La Porte plant has several operational benefits which make the site selection for this new facility a good choice. We are confident with this additional capacity that we will be able to meet the projected growing liquid hydrogen needs coming from the varied industries in the United States for which a reliable source of this product is vitally important to our customers’ manufacturing operations.”.
Once liquefied at La Porte, the hydrogen will be delivered in trailers to customers in industries which provide heat treatment as well as several others including electronics, chemical and petrochemical, material handling, float glass, edible fats and oils, and utilities.
The new facility at La Porte will join Air Products’ existing hydrogen and syngas production operations, as well as an air separation unit. The liquid hydrogen plant will be connected to, and draw hydrogen from, Air Products’ Gulf Coast Pipeline (GCP), the world’s largest hydrogen plant and pipeline network system. The 600-mile pipeline span stretches from the Houston Ship Channel in Texas to New Orleans, Louisiana, and supplies customers with over 1.4 billion feet of hydrogen per day from 23 hydrogen production facilities.
Photo credit: Air Products. Caption: Air Products employee practices checking a pipeline valve for leaks at the company’s training site in La Porte, Tex.
A U.K.-based industrial gases company that supplies liquefied natural gas process technology and equipment to heat treaters and companies with heat treating operations recently introduced its new gas density sensor at POWDERMET 2018, the International Conference on Powder Metallurgy & Particulate Materials, held June 17-20 in San Antonio, Texas.
Air Products announced that this novel sensor has been designed to measure hydrogen concentration in sintering furnaces that use a nitrogen-hydrogen blend as the hot zone atmosphere, aiding metals processors in improving quality control and comply with regulatory requirements. As part of the conference’s Sintering Atmosphere Control technical session, Air Products’ Dr. Liang He presented “Hot Zone Nitrogen-Hydrogen Atmosphere Monitoring with Gas Density Sensor”, which included beta test results of continuously measuring an industrial sintering furnace atmosphere composition for better production process control and consistent product quality.

















 Now, more than ever, technology needs to come into play to maximize efficiency in the workplace and monitor key indicators on production lines. This includes remote monitoring, using sensors and wireless communications technology to track process efficiency, production rates, machine settings, and parameters. It allows manufacturers to see whether processes are running as smoothly as they could be, or if there is a way to boost efficiency. Using real time and historical data allows optimization of production processes, saving time and money by providing the information needed to minimize gas and utility usage while ensuring product quality remains high. In addition, a visual overview of how the equipment is performing helps to guard against unsafe practices and allows for preventative maintenance processes to be carried out before operational failures occur.
Now, more than ever, technology needs to come into play to maximize efficiency in the workplace and monitor key indicators on production lines. This includes remote monitoring, using sensors and wireless communications technology to track process efficiency, production rates, machine settings, and parameters. It allows manufacturers to see whether processes are running as smoothly as they could be, or if there is a way to boost efficiency. Using real time and historical data allows optimization of production processes, saving time and money by providing the information needed to minimize gas and utility usage while ensuring product quality remains high. In addition, a visual overview of how the equipment is performing helps to guard against unsafe practices and allows for preventative maintenance processes to be carried out before operational failures occur.














 For that purpose, the CODINA Technical Team, with experience of more than 50 years, suggests the following tips to extend, as much as possible, the lifetime and service of a mesh belt:
For that purpose, the CODINA Technical Team, with experience of more than 50 years, suggests the following tips to extend, as much as possible, the lifetime and service of a mesh belt: