HTA Group (HTA) purchased two vacuum furnaces to augment its support for Australian defense capabilities. The equipment will provide heat treatment processes for HTA’s manufacturing customers in the region to meet defense customer and quality specifications. The project was developed in response to customer demand and market analysis identifying gaps in Australia’s advanced manufacturing industrial framework.
The two new Vector® single chamber high-pressure quench vacuum furnaces from SECO/VACUUM will go to HTA's Melbourne and Sydney commercial heat treatment facilities to provide expanded processing capabilities to support the Australian defense industry.
"HTA is the only Australian Nadcap-approved thermal processor and has had ongoing success with commercial and aerospace operations to date," commented Dr. Karen Stanton, director of Corporate and Strategy at HTA (pictured in the headline image above). "Increasing the footprint of heat treatment assets through the establishment of this capability in Melbourne and Sydney will increase the ability of defense component manufacturers to deliver projects faster and allow them direct access to a qualified local supply chain."
Norm Tucker Director of Operations HTA Group
"SECO/WARWICK Group has the most advanced and user-friendly vacuum furnaces on the market," added Norm Tucker, director of Operations at HTA. "But equally important to me is the way we can collaborate with their team to determine the best furnace features and capabilities to do the job. These two new Vector furnaces will be the first of their capability in Sydney and Melbourne and will be used to heat treat high strength components such as landing gear or brazing engine parts and opening up advanced processing capabilities to our new and current customers."
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
"HTA has been very smart about how they approach their growth, measuring business opportunities through research and thoughtfulness and looking carefully at the potential upside of their investments," noted Piotr Zawistowski, managing director at SECO/VACUUM. "We are proud to be an integral partner in their planning and execution."
The addition of Vector® vacuum furnaces to HTA’s processing capabilities follows 7 other installations of SECO/WARWICK products in Brisbane and Los Angeles CA, including high-pressure gas quench vacuum furnaces, vacuum aluminum brazing furnaces, and tempering/stress relieving furnaces.
Watervliet Arsenal will receive a new ion nitriding thermal processing furnace system with full controls. It will be fully installed and commissioned in a horizontal configuration.
Ben Bernard Vice President of Marketing Surface Combustion
This is the second ion nitriding furnace supplied from Surface® Combustion, to Watervliet Arsenal; the first was originally over 40 years ago. They awarded a contract to Surface so they could again bring their processing capability in-house. Adding control to the supply chain for product was one of the many reasons they acquired an ion nitriding thermal processing furnace system for their plant. This configuration best suits the facility and Watervliet Arsenal's processing needs, and will also include process development.
Surface has always placed a high value on customer relationships and believes that an equipment purchase is the beginning of something much more than a finite transaction. In fact, they have been working with the Watervliet Arsenal location for over 40 years.
"It is always great to see customers coming back to Surface," said Ben Bernard, vice president of Marketing at Surface, "because they appreciate our incredible product lines as well as our engineering capabilities and long standing relationships."
When you are a new heat treater, there are really only three things you want to know to get your bearings: What is it? How does it work? Why does it matter? That's it. What does that mean when we discuss "VAB"?
This best of the web article walks you through the three questions mentioned above, several advantages of vacuum aluminum brazing, and heating control.
An excerpt:
"The dwell time (soak) at braze temperature must be minimized as melted filler metal is vaporizing in the low pressure (high vacuum) environment. Too much filler metal vaporization can result in poor joint wetting and subsequent loss of joint strength and sealing ability. After the final brazing soak is complete, a vacuum cooling cycle follows, which stops material vaporization and solidifies the filler metal."
Want a free tip? Check out this read of some of the top 101 Heat TreatTips that heat treating professionals submitted over the last THREE YEARS. These handy technical words of wisdom will keep your furnaces in optimum operation and keep you in compliance. If you want more, search for "101 heat treat tips" on the website! This selection features 10 tips to meet heat treat industry standards.
Also, in this year's show issue, Heat TreatToday will be sharing Heat TreatResources you can use when you're at the plant or on the road. Look for the digital edition of the magazine on September 13, 2021 to check it out yourself!
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost.
(Nel Hydrogen)
Inspection Mistakes That Cost
Rockwell hardness testing requires adherence to strict procedures for accurate results. Try this exercise to prove the importance of proper test procedures.
A certified Rc 54.3 +/- 1 test block was tested three times and the average of the readings was Rc 54 utilizing a flat anvil. Water was put on the anvil under the test block and the next three readings averaged Rc 52.1.
Why is it so important that samples are clean, dry, and properly prepared?
If your process test samples are actually one point above the high spec limit but you are reading two points lower, you will ship hard parts that your customer can reject.
If your process test samples are one point above the low spec limit but you are reading two points lower, you may reprocess parts that are actually within specification.
It is imperative that your personnel are trained in proper sample preparation and hardness testing procedures to maximize your quality results and minimize reprocessing.
(Young Metallurgical Consulting)
Where You Measure Matters
Eugene Gifford Grace (August 27, 1876 – July 7, 1960) was the president of Bethlehem Steel Corporation from 1916 to 1945. He also served as president of the American Iron and Steel Institute and sat on the board of trustees for Lehigh University, of which he was an alumnus. One of his famous quotes is as follows:
“Thousands of engineers can design bridges, calculate strains and stresses, and draw up specifications for machines, but the great engineer is the man who can tell whether the bridge or the machine should be built at all, where it should be built, and when.”
If you check out the additional accomplishments of Mr. Grace, you will see that he was a successful and smart person. Maybe all of us are not capable of reaching such breadth of vision as he articulated above, but as heat treaters, do we simply accept the specification given? Or do we stop to ask if the specification has been properly determined?
With modern computer added stress analysis (FEA), we have at our fingertips a way to move beyond both the “guess and test” and the “copy the historical spec” methods of determining the case depth. Within “guess and test,” of course there are scientific guesses and scientific wild guesses. If you are using a wild guess, chances are that the field is the test lab!
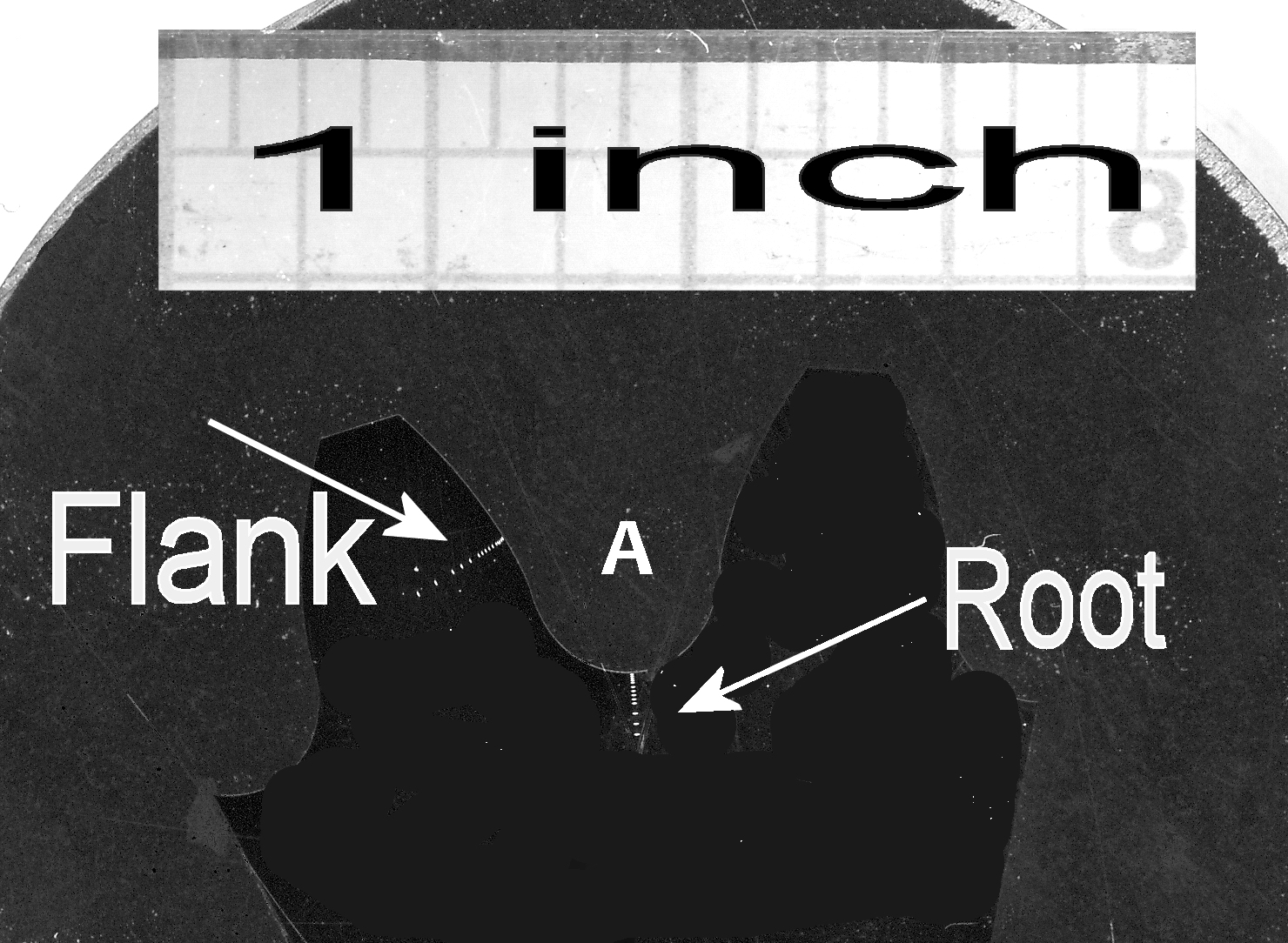
Figure 1. Metallurgical mount holding a cross-section of the steel gear.
Especially for carburized components, deeper case is more time in the furnace, and thus more expensive. I continue to wonder why, if even back in the 1950s, thousands of engineers were available who could calculate stresses and strains and thus set a quantitative foundation for a case depth, in 2019, so few people take advantage of modern technology to optimize the cost of their products.
If you are not ready to take this big step toward design optimization, maybe you would consider always using effective case depth, based on hardness and thus linked to tensile strength, instead of total case depth, which is not linked to any durability or strength criteria.
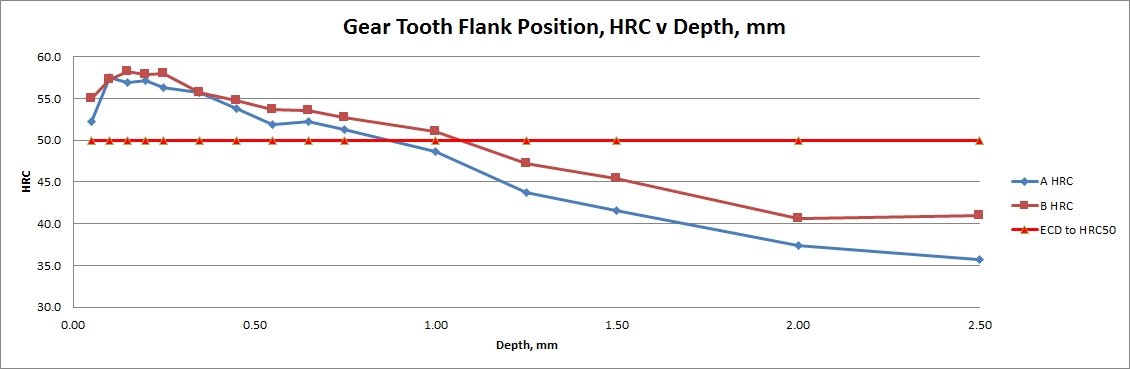
Figure 1 shows the metallographic cross-section that was used to measure the hardness. Each white pin point is a Knoop 500 gram hardness indentation. The cross-section of the gear was mounted in black epoxy resin. Figures 2 to 4 show the data collected to determine the effective case depths to the common Rockwell C 50 criteria.
Figure 2. Knoop 500 gram hardness data converted to Rockwell C at the tooth flank.
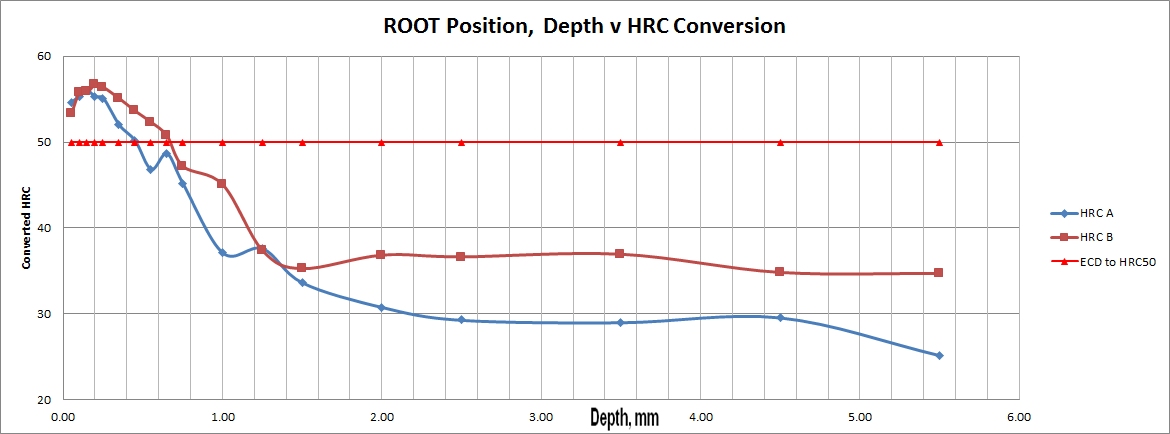
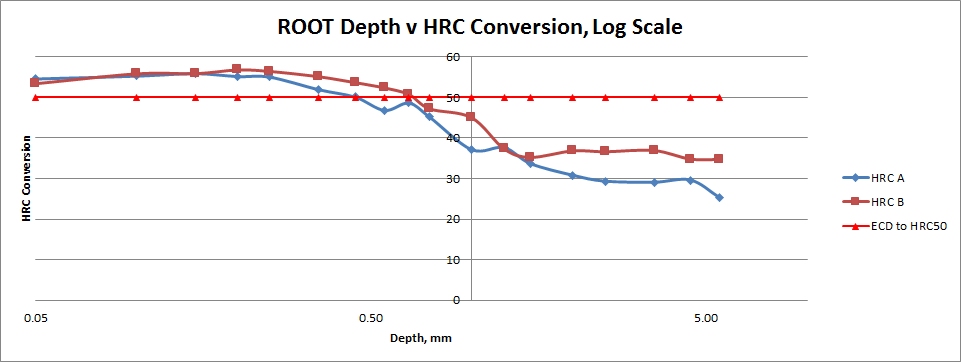
Figure 3. Same data but for Root position.
Figure 4. Same data as shown in Figure 3, near surface information easier to see.
The effective case depth is the depth where the hardness dips below HRC50. For Gear Tooth Flank A, that value was 0.85 mm. For another gear from the same lot, it was over 1.08 mm. But for the root areas, between the teeth—the high-stress area, the effective case depths were only 0.45 and 0.65 mm, respectively. Figure 3 shows the same data as Figure 2, but using a logarithmic scale, illustrating what’s going on near the surface layers more clearly.
In any case, there’s a big difference between the two test locations, and this shows the importance of making sure that all relevant features of the component are adequately characterized!
(Aliya Analytical, Inc.)
AMS2750 Is Golden
This standard is gold and unfortunately has a bad rap today because companies feel it’s just added cost into the process. Today’s technology means you can afford AMS2750E compliant controllers and digital recorders for only a few hundred dollars above a standard offer. This investment will be paid back many times over due to the longer lifetime expected with a quality instrument as well as the quality benefits from better drift performance between calibration intervals, redundant recording (in case of record loss), and overall accurate temperature control, leading to less rejects and reduced rework.
(Eurotherm)
Snagged T/C Wire – Avoid It
Try not to use insulated thermocouple wire if you snag the insulation off the outerjacket along the length of the wire. This may cause the inner insulation to fail andcause low temperature readings.
(WS Thermal)
Order SAT Probes All at Once
Place a yearly blanket order for your SAT probes and ask that they are made from the same coil. This will give you the same correction factors and temperature tolerances.
(GeoCorp)
Out of Control Carburizing? Try This 11-Step Test
When your carburizing atmosphere cannot be controlled, perform this test:
Empty the furnace of all work.
Heat to 1700°F (926°C).
Allow endo gas to continue.
Disable the CP setpoint control loop.
Set generator DP to +35°F (1.7°C).
Run a shim test.
The CP should settle out near 0.4% CP.
If CP settles out substantially lower and the CO2 and DP higher, there’s an oxidation leak, either air, water or CO2 from a leaking radiant tube.
If the leak is small the CP loop will compensate, resulting in more enriching gas usage than normal.
Sometimes but not always a leaking radiant tube can be found by isolating each tube.
To try and find a leaking radiant tube, not only the gas must be shut off but combustion air as well.
(AFC-Holcroft)
3 Tips to Meet Temperature Uniformity Surveys
Adjust the burners with some excess air to improve convection.
Make sure that the low fire adjustment is as small as possible. Since low fire will provide very little energy, it will make the furnace pulse more frequently and this will improve heat transfer by convection and radiation.
Increase internal pressure. This will “push” heat to dead zones allowing you to increase your coldest thermocouples (typically near the floor and in the corners of the furnace).
(Nutec Bickley)
CQI-9 Best Practices
Whether you need to meet rigid CQI-9 standards or not, what are the top 3, nay 4 best practices that nearly every in-house heat treat department ought to follow to make sure their pyrometer stuff is together?
Daily furnace atmosphere checks. Use an alternative method to verify your controls and sensors are operating properly and that there are no issue with your furnace or furnace gases.
Daily endothermic generator checks. Using an alternate method to verify your control parameter (dew point typically) or the gas composition is accurate will alleviate furnace control issues caused by bad endothermic gas.
Verify/validate your heat treat process every 2 hours OR make sure process deviations are automatically alarmed. this is a solid practice to ensure your controls and processes are running properly. This practice can help ensure that parts are being heat treated to the proper specification intended.
Conduct periodic system accuracy tests (SATs) per pre-defined timelines in CQI-9. Good pyrometry practices are an essential part of heat treatment. Because of the importance of temperature in heat treatment, ensure timeliness of all pyrometry practices addressing thermocouple usages, system accuracy tests, calibrations, and temperature uniformity surveys.
(Super Systems, Inc.)
Inspection Mistakes That Cost
Rockwell hardness testing requires adherence to strict procedures for accurate results. Try this exercise to prove the importance of proper test procedures.
A certified Rc 54.3 +/- 1 test block was tested three times and the average of the readings was Rc 54 utilizing a flat anvil. Water was put on the anvil under the test block and the next three readings averaged Rc 52.1.
Why is it so important that samples are clean, dry, and properly prepared?
If your process test samples are actually one point above the high spec limit but you are reading two points lower, you will ship hard parts that your customer can reject.
If your process test samples are one point above the low spec limit but you are reading two points lower, you may reprocess parts that are actually within specification.
It is imperative that your personnel are trained in proper sample preparation and hardness testing procedures to maximize your quality results and minimize reprocessing.
(Young Metallurgical Consulting)
Check out these magazines to see where these tips were first featured:
Massachusetts manufacturer Desktop Metal, Inc., is acquiring The ExOne Company, a North Huntingdon, Pa. company that specializes in 3D printing technology, in a deal valued at $575 million.
"We are thrilled to bring ExOne into the DM family to create the leading additive manufacturing portfolio for mass production," said Ric Fulop, founder and CEO of Desktop Metal, in a statement. "This transaction is a big step in delivering on our vision of accelerating the adoption of additive manufacturing 2.0.
"We believe our complementary platforms will better serve customers, accelerate adoption of green technologies, and drive increased shareholder value," said John Hartner, CEO of ExOne, in a statement.
Ric Fulop (bottom left), Co-Founder and CEO with the 2015 core leadership team at Desktop Metal, Inc.
The deal, which has been unanimously approved by the ExOne’s board of directors, is expected to close in the fourth quarter of 2021, subject to the approval of ExOne shareholders and satisfaction of customary closing conditions.
Heat TreatToday publisher Doug Glenn and Marc Glasser of Rolled Alloys on why choosing the cheapest material is not always the best way to go. Listen to some of the practical tips Mr. Glasser gives for choosing the right alloy for your application.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're going to talk today about something that Marc and I had talked about that kind of caught my attention that I thought might be of interest to our listeners, and that's this whole idea that sometimes buying the cheapest material isn't always the best option. So, that's the topic, but, before we do that, Marc, I want you to tell our listeners and/or viewers a little bit about yourself, your background, and what you're currently doing.
Marc Glasser (MG): I have been a metallurgist or material scientist for forty years. Next month will be exactly forty years since I graduated from Rensselaer Polytechnic Institute with a bachelor's degree in materials engineering. After ten years of working, I went, simultaneously, to a job and to night school for five years and I obtained my Master of Science in material science from, then, Polytechnic University which is now known as the NYU School of Engineering. I've been working in all areas of metallurgy and material science. I've worked in rolling, I've worked in forging, I've worked in powder metallurgy, and I've worked in heat treating laboratories. I'm currently working in metallurgy of heat resistant materials and applications of these alloys in industry.
School of Engineering at NYU
DG: Let's jump in then, Marc. I want to talk to you a little bit about this contention that you and I talked about that sometimes, but not all the time, expensive is better and buying the cheapest isn't always the best. In a nutshell, what are you trying to say on that?
MG: I'll take it even one step further: Expensive is cheaper. Let me expand on that. You have a part and it's a certain price and you know you have a life of two years. . . so that's cost X. You have alloy #2 that's going to cost 60% more. It's going to have a life of eight years. Again, you're going to pay 60% more for this part than you would for the first part of the less expensive alloy. But, over the operating life of that less expensive alloy, you're going to have to replace it three times. You're going to use four separate components. So, 60% of the cost times four, you're spending 240% more than you would spend on one component that's a little more.
It's cheaper up front, but over the entire life cycle of the part, buying four more parts of the cheaper one is a lot more expensive.
DG: Let's talk about some of those hidden factors that come into play when you're analyzing the true cost of selecting those materials. Do you have a couple of examples?
MG: Absolutely. The most stark example, that we made our first case history on, is radiant tubes. For years, the alloy of choice on radiant tubes was a wrought 601 thin wall and you get about two years on it in a typical furnace. Then the casting industry came in and, because of limitations of the machinery, they had to go with a heavier wall that was three times as thick and that cost 30% more, but it got four years of life. Now, there's newer technology and they can cast it a lot thinner, but thinner doesn't last as long. So, for the wrought tube, you're talking about 1/8 of an inch wall thickness. With cast, for the four-year version, is about 3/8 of an inch and if you go down to 1/4 inch or less, you get maybe two or two-and-a-half years and if you go to the more expense wrought alloy, (again, you're talking about 1/8 inch wall), it's 60% more than the original one, 30% more than the cast, and you get eight years out of it.
Now, again, these numbers are based just on the cost of the material. But, you've got to dig a little deeper because you're not capturing the true savings of using the more expensive material because, think of this: If you've been in a heat treating shop and you know your carburizing furnaces, you have to turn it off, cool it down, let it air out because you've got a carbonaceous gas in there and any residual carbon monoxide, if you go in there, you're going to asphyxiate.
The bottom line is, the turnaround can take up to a week. Each time you have to go down for a week, what everybody doesn't even think about is how much revenue in sales and/or in profits are you losing from that week down? And, if you're going from cast to the better wrought alloy, you're talking about one week. If you're still going with the original less alloyed, thinner wrought tube, that's three times. Those savings can be much larger, depending on the facility, than just the material cost; it's just a few thousand dollars. I don't know how to evaluate how many tens of thousands or hundreds of thousands of dollars of lost production would be, but each shop has to consider that. They know the numbers; those are proprietary numbers that need to be considered.
With muffles, it's the same kind of analysis because you have the same alloys except muffles are not typically cast. But, let me give you an example. A lot of muffles operate at 2125 and, again, you use a 601 muffle. They're going to stay perfectly straight and flat at that temp for about six months. At that point, the typical shop will start seeing a little bit of roof sag and it will sag more and more and more. But there's plenty of room, so you can get a lot of sag before it starts interfering with the parts being conveyed. So, my general rule from the shops that I've seen, is that it can sag for about three times as long as it stays straight before the sagging is too great and has to be removed. Typically, it's about two years. With the better alloy, again, the case that I've seen was two years without any sagging and that was a higher temperature.
What we've done is we've actually gone to good customers who understand the concept and we work with them on developing case history. They log in when they put it in and the log in when they take it out. They have good records, number one.
Now, I'm talking predicted metal temperature based off the process temperature which could be more or less because it's estimated. But I know that the one that we looked at was at least 2200 on the metal temperature. And this was one of the really crazy ones because it was replacing a cast material of much higher quality cast material and the cast material was dead straight for a year-and-a-half, it would start to just creep a little, but if you're familiar with casting, there's not a lot of ductility in casting when it starts creeping maybe 3 or 4%, you don't have to worry about more creep; it ruptures! Then, the gas starts escaping and that's no good so they take it down. In this case, when you switch from the cast, the best wrought material was actually cheaper and it lasted longer and the particular customer would just change them every two years because they were still in cost savings mode. Based on my experience, I've predicted that they should be able to get at least six years on it. But, they're not willing to take that chance.
DG: The examples that you gave were the radiant tube and the muffles. I assume the same thing would be true, though, in retorts, for baskets or even fixturing systems, and things like that.
MG: Absolutely. I bring those two up because I have more good case histories.
DG: I assume the same would be somewhat true for fans, and things of that sort, if necessary, although you wouldn't be worrying so, so much about sagging and stuff like that. But anything, basically, I assume, metal.
MG: That's correct.
DG: How about measuring the life cycle of materials components? Any tips or tricks you've got for people on how exactly to do that and to get an accurate estimate?
MG: What we've done is we've actually gone to good customers who understand the concept and we work with them on developing case history. They log in when they put it in and the log in when they take it out. They have good records, number one. We've worked with others who've wanted it to work but they didn't do so good of a job tracking it. In one case, it was a much larger furnace where they had many radiant tubes and they were just working with a few of them. Personnel changed – one person didn't let the next person know about the trial and the identity got lost. So, we spent a lot of time for nothing. But, what we learned on that one is something real simple: You take a welder and you weld the alloy name somewhere on the tube and that's not going to wear away. Assuming you choose the right consumable, that weld is not going to go away.
DG: You already gave a couple of examples, but let me ask you this: How about a few concrete examples of where a more expensive material produced an overall more cost effective part? You already kind of gave us those back with the radiant tube, but are there any others that you've got along that line?
MG: The radiant tube is a great example. Muffles and retorts. We've been trying to work with some people on larger heat treating trays, but, again, there the task people have done a pretty good job, so we're trying to find a few people willing to go out on a limb and try something better.
Here, the concept is the idea of something lighter so that we don't look as much about the cost of the component. If you go with a lighter fixture, your furnace has a weight capacity and if you cut your weight 20-30%, you can put more parts on it and have more of your furnace BTUs going to heat treat parts instead of fixturing. When you're putting BTUs into parts, you're talking more profit per part.
DG: Right. You're not spending as much time, basically, using a basket as a heat sink, or something like that.
MG: Exactly. And, that's a concept that I introduced at one of the conferences about a year and a half ago. These things take time to percolate before they're accepted by people.
DG: Speaking of acceptance, let me ask you this question: Are these concepts that we've been talking about, the idea that sometimes less expensive is not better, is it widely accepted, do you think? I mean, do you think people understand it, generally speaking?
MG: Some people do. Not as much as I'd like to see! The other obstacle you're looking at is when you're looking at four years versus eight years and you look at some of the larger companies, you may have personnel turnover and one person doesn't want his 'replacement' to get all the credit. These are things that were learned the hard way. You have to get the right people to try it. A family-owned business is a perfect place.
I can give you another real good example on heat treating baskets where it made a difference. I'm going to give the name because I have done papers with him at a conference on this subject so I don't think it's taboo. I work with Solar Atmospheres on a basket for an extremely high temperature heat treating process that was slightly under 2300 degrees Fahrenheit. (We can say that because it's in the case history.) The first baskets that he used were your traditional Inconel 600 601 and they were supporting heavy parts. After five cycles, they had to cut all the sides off, hand straighten them (each of the sides) and weld it back together. That's timely. So, he went to another alloy, a better alloy, a competitor's alloy (HR120), and got ten cycles on it. He was very happy. Then, one of the people at their headquarters heard me give a talk on this new alloy that we had, our 602CA, which we trademark as RA602CA, and he got excited. He started asking me questions after the presentation and we eventually got kicked out of the room because it went well beyond the break; so we continued out in the hall as we walked to our company's booth and we talked. It took about ten to twelve months before they were ready to try it. We worked with their fabricator to get the material. They were up to forty-five cycles before they straightened it and there's a catch, though, to that. At forty-five cycles, they probably could've continued, but during the pandemic in 2020, when things were slow, they made a smart business decision that this would be a great time to do the straightening. I can't fault them, but it would have been nice to know just how many more. But, at forty-five versus ten, it is probably a similar cost at the time of manufacture. That's a no-brainer.
DG: So, we've covered some of the basics. We understand that it's not necessarily widely accepted so people should pay attention to some of these things that you've said. Are there any other economic factors that you think people aren't necessarily taking into consideration when they're doing material selection, besides the things we've talked about. Initial cost, life cycle, cost of replacement, and those types of things. Is there anything else that they ought to be thinking about?
As I mentioned in one of the cases, when there is significant down time to replace a part, you've got to consider how much money you're not bringing in because you're down for a week, or however long it is. This is often overlooked, as well.
MG: As I mentioned in one of the cases, when there is significant down time to replace a part, you've got to consider how much money you're not bringing in because you're down for a week, or however long it is. This is often overlooked, as well.
DG: To me, that's cost of replacement, because that's not just a hard replacement cost, but the downtime replacement, right?
MG: It's a little less obvious, though.
DG: Those are all good thoughts, Marc. When people go to do material selection, keep some of these things in mind. It's not just a matter of what the buyer, the purchaser guy, sees coming across his desk and comparing those two costs, let's talk about the material properties and longevity of the product and things of that sort.
I know that you, being with Rolled Alloys, you guys help customers, I imagine, pretty much continually on things like this. If people want to get in touch with you or Rolled Alloys, how is it best to do that?
MG: There are a couple of ways. The first way is my email: mglasser@rolledalloys.com. You can always ask me a question. On our website, there is a link to ask a metallurgist a question. I believe, you can also go www.metallurgical-help@rolledalloys.com and that will bring you to one of the metallurgists in my department and somebody will get an answer to you .
DG: Thank you very much, Marc. I appreciate your expertise. We'll hope it's helpful to the heat treat world.
MG: Doug, I thank you for having me as your guest and I look forward to more conversations with you.
Doug Glenn
Publisher Heat TreatToday
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Measuring temperatures inside a furnace can present a number of challenges: temperature cycling, high temperatures and hostile atmospheres exceeding the limits of several measurement devices while others have significantly reduced lifetimes and poor accuracy. This article discusses some of the challenges associated with temperature measurement in furnaces where oxidizing and reducing atmospheres are employed in microelectronics fabrication.
An excerpt:
"The Type K is low-priced and can be used across a temperature range from -200 to 1250 °C (-328 to 2282 °F). However, metallurgical changes at temperatures more than 1000 °C (1832 °F) decrease accuracy, and cycling via this temperature induces hysteresis effects, further reducing accuracy. Type K thermocouples are also vulnerable to corrosion in an oxidizing atmosphere."
How well do you know hardness processing? Can you draw the line where nitriding and ferritic nitrocarburizing (FNC) differ? In this Technical Tuesday feature, skim this straight forward data that has been assembled from information provided by four heat treat experts: Jason Orosz and Mark Hemsath at Nitrex, Thomas Wingens at WINGENS LLC – International Industry Consultancy, and Dan Herring, The Heat Treat Doctor at The HERRING GROUP, Inc.
Let us know what you think! What is the next comparison you'd like to see? What facts were you surprised by? Email Heat TreatDaily editor Bethany Leone at bethany@heattreattoday.com.
Nitriding
Descriptor
Ferritic Nitrocarburizing
480º-590C (896º-1094ºF) typical
Temperature Range
565º-590ºC (1049ºF-1094ºF) typical
Wrought and powder metallurgy materials including alloy steels (e.g., 4140), stainless steel (e.g., 304L, 420), tool steels (e.g., H11, H13) and special nitriding steels (e.g,, Nitralloy 135M, Nitralloy EZ) are typical examples. Many other steel grades are possible.
Materials Commonly Processed
Plain and medium carbon steels (e.g., 1015, 1018, 1045), alloy steels (e.g., 4140, 4340) and tool steels (e.g., H11, H13) are typical examples. Many other steels grades are possible.
Wear (as in abrasion resistance), bending, torsional and rolling contact, fatigue resistance, lubricity, and adhesive strength improvements.
Materials Commonly Processed: Why to Process Them with These Methods
Wear resistance, lubricity, fatigue, and corrosion resistance are primary benefits with improved fatigue strength and adhesive strength possible.
3-48 hours at temperature. May be up to 72 hours.
Relative Cycle Times
2-6 hours at temperature.
Pit retort furnaces and front load retort furnaces for gas nitriding, although bell retort furnaces have also been used.
Equipment Types Used for the Process
Pit retort furnaces and front load retort furnaces for gaseous ferritic nitrocarburizing. Bell retort furnaces have also been used.
Ammonia and nitrogen or ammonia and dissociated ammonia.
Atmospheres Used/Required
Ammonia and nitrogen and carbon-bearing gas such as CO2, CO, or endothermic gas.
Dies, gears, pump bodies, springs, gun barrels, shafts and pinions, pins, brake rotors and may other types of component parts produced from bar, plate, rod, forgings and castings formed by stampings, machining, rolling, forging, casting, etc.
Typical Parts Processed
Wear plates, washers, clutch plates, gas pistons, brake pistons, brake rotors, barrels, slides, differential cases and other types of component parts produced from bar, plate, rod, etc., and formed by stampings, rolling, machining, casting, etc.
Cost is often higher for gas nitriding as opposed to other case hardening processes (including FNC) based on the type of component parts run. In many cases, cost is a function of the longer cycle time and/or more labor involved.
Relative Cost Per Unit
Cost is often lower than many other case hardening processes (including gas nitriding) based on the type(s) of component parts run. In many cases, cost is a function of a shorter cycle time and/or less labor involved.
Basic specifications are easily achieved with good equipment and/or controls; difficulty increases when attempting to produce specialized layer compositions/phases.
Ease of Use/Control
Basic specifications are easily achieved with good equipment and/or controls; difficulty increases when attempting to produce specialized layer compositions/phases. Hardware/control requirements are more complicated than for nitriding when controlling for carbon potential.
It can range from very simple to medium-high depending on application.
Relative Expertise Necessary to Perform
Medium-high depending on the application. The user will want to look for clean parts, a good loading system, and PLC controlled cycle.
Aqueous (clean chemistry) including rinse/dry, vapor degreasing (clean chemistry).
Cleaning Requirements
Aqueous (clean chemistry) including rinse/dry, vapor degreasing (clean chemistry).
Time, temperature, gas flow, nitriding potential (Kn) and/or percent dissociation, hydrogen sensors.
Controls
Time, temperature, gas flow, nitriding potential (Kn), carbon potential (Kc) and oxygen potential (Ko). Hydrogen sensor and oxygen (carburizing) sensor may be used.
electric and gas-fired equipment
Fuel Source
electric and gas-fired equipment
Hardness (surface, core), case depth determination (via microhardness – typically core hardness + 50 HV), microstructure (compound and diffusion zone depths), composition, core structure, presence of absence of nitride networking (aka nitride needles), and the presence or absence of cracking or spalling of the case.
Testing Required
Hardness (surface, core), case depth determination (via microhardness – typically core hardness + 50 HV), microstructure (compound and diffusion zone depths), composition, core structure, porosity (type and depth), and the presence or absence of cracking or spalling of the case.
Warm wall plasma nitriding, as well as advances in controls, sensors, temperature uniformity, and reduced gas volumes.
Latest Advances
Black oxide, hydrogen sensors, and fast cooling techniques as well as advances in controls, sensors, and temperature uniformity.
(1) simple equipment, (2) can offer beneficial tribological changes part/metal, (3) performed after part machining, (4) little-to-no distortion.
Pros (Strengths)
(1) fast, cheap, repeatable results, (2) excellent corrosion resistance, especially with (black) oxide, (3) performed after part machining, (4) minimal distortion/almost distortion free
(1) long cycle time, sometimes a multi-day process if deep case is required, (2) effective pre-cleaning required, (3) weldability becomes reduced, (4) ammonia is used, (5) embrittlement with too much white layer.
Cons (Weaknesses)
(1) Focused on part surface, mainly with inexpensive materials, (2) effective pre-cleaning required, (3) weldability becomes reduced, (4) ammonia is sometimes a concern.
Michael Johnson Sales Manager Solar Atmospheres of Western PA
Solar Atmospheres of Western PA successfully vacuum heat treated what is reported to be the largest and longest load of nickel alloy tubing ever in a commercial vacuum furnace. The mission was to preserve the crucial elements of brightness and cleanliness of the 45-foot-long seamless tubing while meeting extremely stringent mechanical properties.
“We spent countless hours reviewing critical systems such as triplicate pumping systems and redundant hot zone controls for any unforeseeable event that might arise during the 100+ hour run,” stated Michael Johnson, sales director at Solar Atmospheres of Western PA. “We are also fortunate that we can rely on our furnace manufacturing division, Solar Manufacturing, for guidance should any issue arise. This successful run will ignite a production campaign for the next 5 years, once again boosting confidence that this 48 foot vacuum furnace will surpass our customers’ expectations.”
Editor’s Note:
We suspected that this is a significant heat treating accomplishment, so we asked industry consultant and expert Dan Herring for perspective. Here are the questions and his responses. The following is provided by Heat Treat Today and not Solar Atmospheres of Western PA.
HTT: In what industries might these tubes be used?
DH: Typical examples would include steam generator tubing in nuclear power plants, high temperature aircraft systems, the oil and gas extraction industry, and anywhere applications call for corrosion/pressure/temperature resistant tubes/pipe.
HTT: Is there anything special about processing nickel alloy tubing?
DH: Yes. In order to maximize corrosion resistance, one must keep the surfaces of the tubes as oxide-free as possible. Hence, the use of vacuum. Also, the long lengths of the pipe means fewer welded joints (fewer joints means a stronger pipe, and likely more resistant to corrosion).
HTT: Is this release noteworthy?
DH: It is absolutely noteworthy. This demonstrates size capability available in only a handful (if that many) heat treat shops IN THE WORLD.
Ternium, a high quality steel manufacturer in the Americas, recently had two new 400 t/h walking beam furnaces (WBF) started at their hot strip mill facility in Pesqueria, Mexico.
Walking Beam Furnace at Ternium new hot strip mill facility
Features of the WBFs will reduce emissions and provide energy savings. The Tenova furnaces are designed to heat steel slabs up to 39 t at 2282°F (1250°C), with a specific consumption of 1.16 MJ/Kg, while keeping NOx emissions lower than 60 ppm. This emissions level is well below the required limit.
The furnaces features include a SmartBurner Monitoring System (SBMS), which enables the monitoring and optimizing of the burner’s performance, operation and maintenance. The SBMS is a network of embedded sensors connected to the Tenova digital infrastructure through secure connection protocols and intrinsic system reliability. The collected data is post-processed locally on an edge computing unit as well as remotely on the Tenova cloud. By constantly monitoring the status of the burner, the SBMS offers breakthrough approaches to inspection, maintenance and tuning, as well as reducing safety risks related to on-site operations.
Paulo Lopez Pesquería Plant Director Ternium
“The Ternium Industrial Center started its first phase in 2013 focused on downstream products as cold rolled and galvanized for the industrial market. Now, we have started up the main production line of the 2nd phase, a new hot rolling mill with a capacity of 4.4 million tons," said Paulo Lopez, Pesquería plant director at Ternium. "The two new WBFs are part of the plant’s new lines and will produce coils to be used in the automotive market in the USMCA area [. . .]."
"This new Tenova equipment joins the previous walking beam furnaces built for Ternium at its plants in San Nicolas, Argentina and in Monterrey, Mexico [. . .]," stated Nicola Cavero, senior vice president of Tenova Italimpianti. "This represents an important new reference for Tenova in the reheating furnaces market."






 HTA Group (HTA) purchased two vacuum furnaces to augment its support for Australian defense capabilities. The equipment will provide heat treatment processes for HTA’s manufacturing customers in the region to meet defense customer and quality specifications. The project was developed in response to customer demand and market analysis identifying gaps in Australia’s advanced manufacturing industrial framework.
HTA Group (HTA) purchased two vacuum furnaces to augment its support for Australian defense capabilities. The equipment will provide heat treatment processes for HTA’s manufacturing customers in the region to meet defense customer and quality specifications. The project was developed in response to customer demand and market analysis identifying gaps in Australia’s advanced manufacturing industrial framework.




 Out of Control Carburizing? Try This 11-Step Test
Out of Control Carburizing? Try This 11-Step Test