William (Bill) Jones Owner and CEO Solar Manufacturing
Recently, a North American heat treater acquired a used VFS HL50 external quench vacuum furnace at an auction in the Philadelphia area. The main objective of this purchase was to retrofit this older furnace with a newer hot zone and pumping technology that will help minimize and target the condensation of detrimental binders evaporating out of MIM injection molded parts.
Solar Atmospheres of Western PA's maintenance team was responsible for refurbishing the furnace to its current standard. Solar Manufacturing, led by owner and CEO William Jones, designed the technology and the apparatus needed to consolidate the binders into one central location, thus minimizing the cleaning downtime the staff was experiencing. This includes a completely new hot zone, a binder pumping port, and a second vacuum pump. The collaborative effort ensured both projects came together seamlessly.
By mid-October, the high production MIM sinter job will be fully transferred from current Solar vacuum furnaces to this dedicated and refurbished vacuum furnace. After multiple sintering runs, the company will then have the data to compare the downtime of a traditional vacuum furnace versus the newly designed debind/sinter furnace. Solar looks forward to providing the MIM world with this new, critical processing information.
Doug Glenn, publisher of Heat TreatToday, moderates a panel of 6 industry experts who address questions about the growing popularity of hydrogen combustion and what heat treaters need to do to prepare. Experts include Joe Wuenning, WS Thermal; Jeff Rafter, Selas Heat Technologies; Brian Kelly, Honeywell Thermal Solutions; John Clarke, Helios Electric Corporation; and Perry Stephens, EPRI.
Get IMMEDIATE access to this 60-minute, highly-informative discussion.
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
An international manufacturer of cutting tools purchased a vacuum tempering furnace. This North American-made, horizontal, front-loading furnace is purpose-built to accommodate the client's needs with an all-metal hot zone for clean vacuum processing. As with the earlier furnaces from the same supplier, one of which was installed at a different facility, the new furnace includes a convection fan and a pressurized gas quench for quick cooling.
This is the fourth Vector furnace solution provided to the client. "There is no stronger statement," states Piotr Zawistowski, president of SECO/VACUUM, "[. . . ] than the customer who continues to order more of the same technology from us year after year as they expand. We are privileged to be a part of their growth."
Maciej Korecki Vice President of the Vacuum Furnace Segment SECO/WARWICK (source: SECO/WARWICK)
"This customer demands – and has come to expect from us – a complete range of benefits, including precision heat treat uniformity, consistency from one workload to the next, and fast processing speeds along with low energy consumption," noted Maciej Korecki, vice president of the Vacuum Furnace Segment at SECO/WARWICK Group.
This single-chamber vacuum heat treating furnace is a good solution for machine tool manufacturers and is available with curved graphite elements or an all-metal hot zone. Additionally, it can be used for most standard hardening, tempering, annealing, solution heat treating, brazing and sintering applications.
Welcome to another Technical Tuesday with Heat TreatToday! Heat TreatToday is always on the hunt for cutting-edge heat treat technology, trends, and resources that will help our audience become better informed to make wiser decisions.
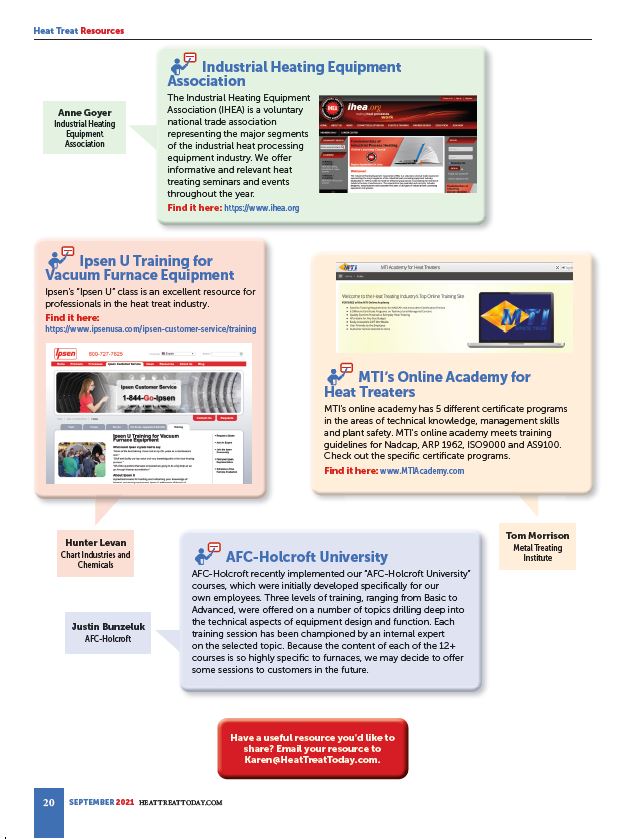
To find the top resources being used in the industry, we asked your colleagues. But how to navigate the thirty-nine resources? In this quick guide, we'll show you how to navigate the resources provided by your colleagues in Heat TreatToday's2021 Trade Show September print edition. And, after you've browsed these resources, you may want to send your own top picks to Karen@HeatTreatToday.com for next year!
Resource Categories
You'll notice an icon in each resource bubble that indicates which of the five sections you are reading about. The resources appear in this order:
Apps & Tools
Teaching/Learning
Networking
At-Your-Fingertips
Unconventional Ideas and Resources
Who Contributed?
Heat treating vice presidents of sales and operations, authors, and in-house experts at heat treat facilities all contributed. Some offered more than one resource, so be on the look-out for those overachievers! Several contributors were:
Tom Morrison at the Metal Treating Institute
Dan Herring, The Heat Treat Doctor at The HERRING Group, Inc.
Mike Coburn at AFC-Holcroft
Mark Rhoa, Jr at Chiz Bros
Sneak Peak?
Since you asked, here are a few pages from the digital edition of the September 2021 magazine. To see all of the resources, click here.
Global manufacturer in steel products announced the sale of Acciai Speciali Terni (AST), including the associated sales organization in Germany, Italy and Turkey, to the Italian company Arvedi. The parties have agreed not to disclose the purchase price.
The transaction is subject to approval by the supervisory board of thyssenkrupp AG and merger control clearance. The closing of the transaction is expected in the first half of 2022. thyssenkrupp is also examining a possible minority shareholding in the AST group. Details of this will be negotiated up to the closing.
"This fourth transaction shows once again clearly that we are working through our priorities and making decisive progress in the transformation of thyssenkrupp," Martina Merz, CEO of thyssenkrupp AG commented. “Speed in focusing the portfolio is crucial for a successful change process. At the same time, improving performance remains our most urgent task. Here too we are well on track and will not let up."
Cavaliere Giovanni Arvedi Founder and President Arvedi,
"[This] transaction has a compelling industrial rationale for Arvedi Group," said CavaliereGiovanniArvedi, founder and president of Arvedi, "which becomes stronger by successfully completing its product mix. Furthermore, this transaction is strategic for the whole Italian economy and represents an initial step towards new exciting developments. We are very pleased that [thyssenkrupp] is considering a potential minority shareholding in AST, guaranteeing continuity and showing trust in the know-how and capabilities of our Group."
"We are pleased to have found a new owner for AST in the Arvedi Group," adds VolkmarDinstuhl, CEO of the Multi Tracks segment and Chairman of AST, "who will drive the development of the company with investments and innovations."
Progress has also been made with other portfolio companies in the Multi Tracks segment: The contract for the sale of the Mining business to the Danish company FLSmidth was signed at the end of July 2021, followed shortly afterwards by the signing of the contract for the sale of the Infrastructure business to FMC Beteiligungs KG. The sale of thyssenkrupp Carbon Components to Austrian Action Composites GmbH was completed on August 31. In addition, the closure of the heavy plate mill in Duisburg will be completed by the end of this month.
Thermcraft, Inc., a manufacturing company of thermal processing equipment, has recently been acquired. Nancy Crafton, widow of Thomas Crafton, the former president & CEO, shared details with the company family and introduced them to the new owner, saying, "Tom would be happy to know there is a bright future for Thermcraft."
Alloy Engineering, a diverse fabricator specializing in high-temperature & corrosion-resistant alloys, notes that the acquisition fits in the company's strategy to expand their high temperature product offering. Through the purchase, the company will be able to leverage their expertise in high temperature alloys along with Thermcraft's expertise in ceramics and heaters to deliver some innovative products to both existing and new customers and markets.
"I am excited and eager," said Lee Watson, president & CEO of Alloy Engineering, "to take the reputation built by the Crafton family along with the Thermcraft employees and grow it to the next level. By merging the core competencies of both companies and taking innovative solutions to market, we will provide a solid future for both of our companies."
Creation requires endurance and continued hard work. Find out what creative applications and research services your colleagues are committed to bringing from across the heat treat industry.
These innovations could bring the next level of innovation to your industrial plants. Enjoy!
Novel Mechanical Testing Systems Powered By Finite-Element Analysis, Optimization Algorithms, and Machine Learning
- An excerpt from a Heat TreatRadioepisode with James Dean -
Doug Glenn: You may have already stated this a little bit, but briefly: indentation plastometry is basically taking an indentation to be able to test, not just hardness or not even necessarily hardness, but the deformation or the strain of material. Do you have to know the microstructure of the material when you’re doing these tests?
James Dean: That’s a good question. In principle, no. If we were to dig deep into the mechanics of what’s going on within our system and our software package, you’d come to recognize that it’s, from a mathematical point of view at least, insensitive to microstructural features. There is a numerical method underlying this – a finite-element analysis – therefore, treating this as a continuum system doesn’t take account explicitly of the microstructure.
When you’re doing the test, it’s actually helpful to know something about the microstructure simply because our technology is all about extracting bulk mechanical behavior engineering properties. Therefore, when we do our indentation test, it is important that we are indenting a representative volume of the material.
It is important that we are capturing all of the microstructural features that give rise to the behavior you would measure in a microscopic stress strain test. Otherwise, you can’t pull out those bulk, core engineering properties, and therefore, the scale on which you do the indent is important. Your indenter has to be large relative to the scale of the microstructure. So, it’s only at that level that you need to understand or know anything about the microstructure.
DG: This test is a nondestructive test, right? You said you can actually test live materials, correct?
JD: Yes.
DG: You don’t have to destroy them, you don’t have to machine them, you don’t have to make them into something you can rip apart, right?
Bert demonstrates the benefits of working with a collaborative robot to induction harden steel parts. The robot gives the operator the ability to work directly next to it, as opposed to conventional robot arms where fencing and distance is required.
The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.
A few benefits of this service are:
Increased wear resistance
Higher hardness and longer life
Less processing time
Higher efficiency and productivity
Maintain tensile strength
Quick turnaround of the project
Consistent, repeatable process
Less distortion when compared to furnace treatment
High Pressure Break Through For Additive Manufacturing
- An excerpt from a Heat TreatRadioepisode with Johan Hjärne -
DG: Doing it all- stress relief, HIP, age, or whatever. Just for clarity sake, you’ve got a typical HIP process, you’re going to heat it up, put it under very high pressure, then, normally, if you didn’t have the high pressure heat treatment capabilities, you would have to cool that part down which is typically cooled quite slowly in a conventional HIP unit, taking more time and whatnot. It then comes down to ambient, or close to ambient, where it can be held, you take it out, you put it back in another furnace (a normal furnace, not a HIP furnace), take the temperature back up, get it to the point where you want it, quick cool it, quench it, to a certain extent, to get the characteristics that you’re looking for, and you’re done. What we’re talking about here is the combination of those two processes plus potential other things like stress relief, and all that, in a single unit, correct?
JH: Yes. This has very beneficial effects on time. Many of the HIP vendors do not have HIP and heat treatment in the same facility. Now we have sold a couple of units to some new HIP vendors that have this capacity, but, historically, the HIP vendors didn’t have both HIP and heat treatment. First, the customer had to send it to a service provider for HIPing, they got the part back, they had to send it to somebody that could do the heat treat step, and then got the part back, and so on. The time, and specifically for additive manufacturing, is important. Keep in mind they can do a part pretty fast, anywhere between a day to two days, worst case a week, but then having to wait week after week after week to get the part back for the HIPing or for the heat treating.
DG: So there’s a substantial, potential time savings, for sure; not just process savings in between furnaces, but the fact that you can buy one furnace and do both of those things.
Let’s talk for just a second about what types of products are most effectively HIPed and/or, if we can, high pressure heat treated.
JH: As I said before, we really started to realize the potential with this technology with the additive manufacturing world. That is were we started to realized that we can actually make a difference here. Not only does it have a beneficial effect for the total time, but having the components under elevated temperature for a shorter period of time is actually beneficial for the microstructure; the grain doesn’t grow as much.
Recent improvements include a new cooling tower, chiller system, enhanced duct work, LED lighting in the plant, a renovated breakroom for the associates, a quality room for the engineering staff, a new HVAC system for the front offices, and upgrades in technology systems.
The updated technology is not only used for improving efficiency and data analysis, but also for communication. It has been key to improving operations and has had a significant impact on relationships with clients. Franklin’s ability to effectively communicate enhances collaboration, which allows FBMT’s clients to more efficiently manage their supply chains, reduce the cost of rework and scrap, and better serve their clients.
A supplier of monolithic refractories and construction services announced that it has completed the acquisition of Redline Industries, Inc., solidifying its reputation for innovation and customer satisfaction.
Jim Host Business Development Manager Redline, Inc.
Based in Chicago, IL, Redline Industries, Inc. was founded in 1998 and today is recognized as a first-rate supplier of low-cement refractory castables and gun mixes, having earned industry recognition for the quality of its products and the integrity of its people and business practices. Redline™ refractories are engineered to safeguard furnaces in the high-temperature processing of non-ferrous metals, such as aluminum, as well as prevent furnace heat loss to promote greater energy efficiency.
Brad Taylor President and CEO Plibrico
The Plibrico Company, LLC will provide seamless consistency for Redline customers by continuing to manufacture Redline refractories to their current specifications, while promoting the Redline brand within Plibrico's broad portfolio. Dedicated Redline support experts will carry on serving customers with no interruptions.
"This acquisition enhances our ability to better serve our customers," said Jim Host, business development manager at Redline.
"We are thrilled to bring Redline into the Plibrico family," commented BradTaylor, president and CEO at Plibrico. "We believe this acquisition will provide customers with more choices as we leverage our complementary technologies and our core competencies in customer care, product development and manufacturing."
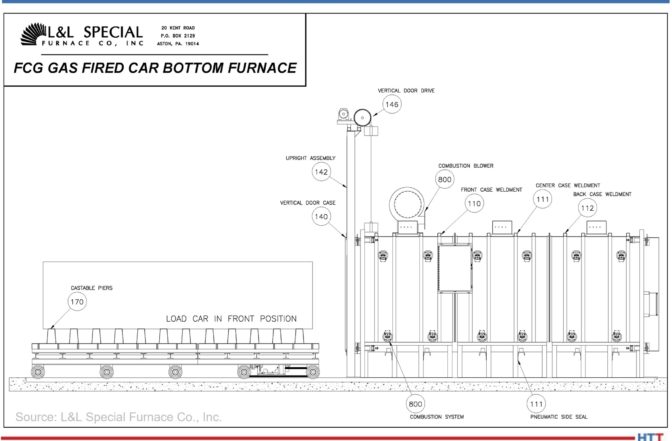
From the southeastern U.S., a leading manufacturer of specialty alloys, pipes, tubes and fittings has placed an order for a large gas fired, car bottom furnace that is scheduled for delivery in Q4 2021.
The furnace from L&L Special Furnace Company will be used for normalizing various steels and specialty alloys at temperatures up to 2,200°F (1,200°C). It will also be used to preheat, stress relieve and temper various steels and large pipe fittings.
The L&L model FCG4410 has working dimensions of 48” wide by 48” tall by 120” deep. Uniformity of ±25°F ( 12.5°C) or better is expected throughout the work zone. Complete factory testing and on-site commissioning is included.
The gas fired furnace uses six medium velocity burners that fire over and under the load. The furnace car moves in and out of the unit on supplied railroad type rails. The door is mounted to the car and is motorized with all required stops and clearances. The side seals are pneumatic and seal to the car bottom once the car is inside the furnace. Castable piers provide good support for up to a 10,000 pound load. The furnace is completely insulated with ceramic fiber modules.
The control is a floor-standing NEMA12 panel with fused disconnect at the source. All fusing and interconnections are included. The furnace is controlled by a Eurotherm Nanodac program control with two slave units. Three-zone control is provided to promote uniformity. Overtemperature protection is provided along with a six-input paperless chart recorder and jack panel.
Want a free tip? Check out this read of some of the top 101 Heat TreatTips that heat treating professionals submitted over the last three years. These handy technical words of wisdom will keep your furnaces in optimum operation and keep you in compliance. If you want more, search for “101 heat treat tips” on the website! This selection features 8 tips to make sure your operations are clean and pure.
Also, in this year’s show issue, Heat TreatToday will be sharing Heat TreatResources you can use when you’re at the plant or on the road. Look for the digital edition of the magazine on September 13, 2021 to check it out yourself!
Oil and Water Don’t Mix
Keep water out of your oil quench. A few pounds of water at the bottom of an IQ quench tank can cause a major fire. Be hyper-vigilant that no one attempts to recycle fluids that collect on the charge car.
(Combustion Innovations)
Dirt In, Dirt Out!
Parts going into the furnace should be as clean as possible. Avoid placing parts in the furnace that contain foreign object debris (FOD). FOD on work surfaces going into the furnace will contaminate the furnace and the parts themselves. Dirty work in, dirty work out. FOD comes in many forms. Most common: oil, grease, sand in castings or grit blasting operations, and metal chips that generally originate from the manufacturing process before the parts are heat treated. It could also be FOD from the shipping process such as wood or plastic containers used to ship the parts.
(Solar Manufacturing)
Remove Particulates
Adding a strong magnetic filter in line after the main filtration system is an effective way to remove fine, metallic particulates in an aqueous quench system.
(Contour Hardening, Inc.)
Seal Away Dirt or Dusty Environments
Use a sealed enclosure or alternative cooled power controllers for dirty and dusty environments. For heavy dirt or dusty environments, a sealed cabinet with air conditioning or filters is recommended. Alternatively, select a SCR manufacturer that offers external mount or liquid cooled heatsinks to allow you to maintain a sealed environment in order to obtain maximum product life.
(Control Concepts)
Copper as a Leak Check
If maintaining dew point is a problem, and it’s suspected that either an air or water leak is causing the problem, run a piece of copper through the furnace. Air will discolor the copper; water will not.
(Super Systems, Inc.)
Oxygen Contamination Sources
A common source of oxygen contamination to vacuum furnace systems is in the inert gas delivery system. After installation of the delivery lines, as a minimum, the lines should be pressurized and then soap-bubble tested for leaks. But even better for critical applications is to attach a vacuum pump and helium leak detector to these lines with all valves securely closed, pull a good vacuum, and helium leak check the delivery line system. Helium is a much smaller molecule than oxygen and a helium-tight line is an air-tight line. Also, NEVER use quick disconnect fittings on your inert gas delivery system to pull off inert gas for other applications unless you first install tight shut-off valves before the quick disconnect. When the quick disconnect is not in use, these valves should be kept closed at all times. (Though the line is under pressure, when you open a back-fill valve to a large chamber, the line can briefly go negative pressure and pull in air through a one-way sealing quick disconnect valve.)
(Grammer Vacuum Technologies)
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS.
(Rick Kaletsky, Safety Consultant)
Discolored Part—Who’s to Blame?
If your parts are coming out of the quench oil with discoloration and you are unsure if it is from the prewash, furnace, or oil quench, you can rule out the quench if the discoloration cannot be rubbed off. Check this before the part is post-washed and tempered.
Other possible causes:
Can be burnt oils as parts go through the quench door flame screen
Poor prewash
Furnace atmosphere inlet (particularly if it is drip methanol)
(AFC-Holcroft)
Check out these magazines to see where these tips were first featured:






 Recently, a North American heat treater acquired a used VFS HL50 external quench vacuum furnace at an auction in the Philadelphia area. The main objective of this purchase was to retrofit this older furnace with a newer hot zone and pumping technology that will help minimize and target the condensation of detrimental binders evaporating out of MIM injection molded parts.
Recently, a North American heat treater acquired a used VFS HL50 external quench vacuum furnace at an auction in the Philadelphia area. The main objective of this purchase was to retrofit this older furnace with a newer hot zone and pumping technology that will help minimize and target the condensation of detrimental binders evaporating out of MIM injection molded parts.