This Technical Tuesday installment summarizes the highlights from a site visit by Heat Treat Today’sDoug Glenn, publisher and founder, and Karen Gantzer, manager of events. Learn how OMG Building Products, LLC took control of efficiency, product quality, and R&D in the middle of New England.
This informative piece was first released inHeat Treat Today’sJuly 2026 Annual Super Brands Issue print edition.
In 2003, OMG‘s decision to vertically integrate manufacturing operations meant that heat treating needed to be brought in-house, making R&D a prized cornerstone of operations that guarantee high quality products. The Northeast operation in Agawam, Massachusetts, now moves 20 million pounds of steel per year (two to three tractor trailer trucks of steel wire per day) and features electrically powered IQ batch furnaces and continuous mesh belt furnaces.
Founding and Evolution
Five guys in Agawam, Massachusetts, gathered around a backyard BBQ in 1981 talking about the challenge of finding decent roofing screws. Pooling their talents across fabrication, finance, and more, they formed the company that has expanded to be OMG Building Products LLC. Their singular focus: making better roofing fasteners. To this day, roofing fasteners still make up 60% of OMG’s business.
In 2003, following years of sustained growth and product expansion, they took steps to bring increased oversight to their product. The main objective was to further ensure quality, gain greater material velocity, and increase customer service. The first step was to invest in an ECoat painting line for the fasteners, the process closest to OMG’s clients. Kevin Walters, now OMG’s senior process engineering manager, was hired as quality manager to oversee these transitions.
Making room for roofing heat treating operations soon followed, as well as several building expansions in the industrial park, including a residential construction fastener business and increased warehouse space. These capacity developments brought OMG’s low-carbon steel and yet highly efficient roofing product to a global market.
The Next Step: In-House Heat Treat
Bringing heat treating in-house would be a major move to further secure the manufacturing line. Product was being shipped to as many as ten different locations, including facilities in the Midwest and Canada. In fact, the biggest percentage was at risk since that Waterbury, Connecticut, heat treat supplier was looking at closing its doors with just a 90-days’ notice.
It was 2012 when OMG decided to investigate installing systems at the industrial park in Agawam. After three to four years’ worth of technical and business research, the parent company approved the funds to embark on the installation that is there today.
Research and Design
Jeff Hotham, Heat Treat Manager, and Kevin Walters, R&D Lead, collaborate to make OMG’s heat treat operations more efficient and effective. | Image Credit: Heat Treat Today
When it comes to the success of their heat treat operations, Jeffrey (Jeff) Hotham, OMG heat treat manager, put it bluntly: “Kevin is our secret weapon.” Since joining the team in 2003 at the apex of change, the senior process engineering manager brought heat treating operations in-house, facing every obstacle that comes with it.
The first challenge was logistics. OMG is situated in a light industrial park that cannot provide enough energy to power gas or electric furnace operations. After much analysis, it was determined that the most cost-efficient solution was to build an electric line connecting to an Eversource utility grid. This has had welcome maintenance implications as the electrically powered furnaces do not require an on-site burner tech and the accompanying nickel element ceramic tubes are also low maintenance.
Next was determining the thermal processing equipment. For an entire year, Kevin researched heat treating methods to optimize the company’s fasteners. His boots-on-the-ground research included visiting commercial heat treat facilities, attending trade shows, and speaking directly with industry professionals.
Because OMG produces a variety of lengthy fasteners, distortion control drove the decision of an integral quench furnace design, while productivity needs were met through a continuous mesh belt furnace design. Additionally, size of the furnace systems was all important in balancing flexibility and time-to-market realities. This resulted in a competitive heat treat system design that would leverage a significant amount of automation and a loading system that minimized manual intervention. This original furnace line included two endo generators, smart oil filtration, cooling equipment, and material handling.
The Right Fit: Finding a Furnace OEM
The competitive system design, however, would hinge on the ability to find a vendor who could deliver dependable, customizable equipment. Kevin and a cross-functional team of OMG business, operations, finance, purchasing, and safety representatives were tasked with selecting the equipment supplier.
When reviewing their options, OMG’s choice of furnace supplier came down to three key factors: design flexibility, locality, and customer service. It was essential that the system integrate design decisions to accommodate Kevin’s researched solutions.
Some furnace OEMs had reservations about adapting their systems to accommodate these special requests. Other suppliers had systems completed at various locations, with features sometimes being subcontracted off-site. Ultimately, the team found their perfect fit with Williams Industrial Service, located in Bowling Green, Ohio, who were eager to accommodate design changes, maintained full control of furnace build under one roof, and demonstrated a service-minded team.
Once ordered, the next step was to monitor job progress. OMG was proactive, providing timeline-focused goals. The furnace build progressed on schedule with Kevin making quarterly visits to complete milestone reports.
Within three years, OMG’s full heat treating line was installed.
Optimizing Productivity in Current Operations
Operations have increasingly shifted to focus on cost savings and control over inefficiencies. From a 30,000-foot view, wire arrives, is skim drawn, goes through cold forming, then heat treating, and finally painting and packing.
Facility design is critical in operational performance. According to Kevin, the working environment surpasses that of many heat treat operations he has visited, a credit to how well Jeff manages the plant floor. A key example of this is safety. OMG’s safety culture can be seen throughout their operations, extending to the racking department where a climate-controlled room away from loud manufacturing supports racking staff. Kevin also remarked that the air ventilation system is a point of pride: “We literally have guys wear hoodies in the heat treat department in the wintertime… because we have so much fresh air intake and exhaust in the room; the climate here is pretty good.”
Mesh belt line | Image Credit: Heat Treat Today
When roofing fasteners are heat treated, they either go through one of the three medium- to large-scale continuous mesh belt furnace lines or through the automated integral quench (IQ) furnace line. The mesh belt line receives shorter, 1.5- to 6-inch parts that are poured from a tub onto the belt with ease as well as longer 7- to 8-inch product. On the other hand, the IQ furnace line includes two furnaces which receive longer parts up to 24 inches long from a fully automated delivery system; fasteners are hung from their heads on the rack to prevent distortion. In the future, the team looks forward to automating this part of the process.
Kevin Walters, Doug Glenn, Karen Gantzer, and Jeff Hotham stand in OMG’s testing lab. | Image Credit: Heat Treat TodayLong roofing screws are hand-racked to best control distortion. | Image Credit: Heat Treat Today
The IQ line is a point of pride. Kevin commented that he has reason to believe that his IQ line may be the most automated in the country. “My operators do not have to get on a charge cart at all,” he explains, “[because] it’s fully automated; it knows when loads are done in the furnaces, takes them, puts them in, takes them out, puts them in the washer, and takes them out. Everything is automatically programmed.” These loads are monitored based on weights for baskets and piece count for racks.
Jeff and Kevin have collaborated to increase equipment efficiency and throughput while maintaining quality.
Operations feature an in-house laboratory to test product, particularly for distortion, the leading quality concern for roofing product. As mentioned earlier, furnace line automation is a goal, yet longer parts — like thin-shanked 8-inch parts — may still need to be hand-racked on the mesh belt to attain the quality results.
The Power of Planned Maintenance
Regular planned maintenance schedules work to keep this operation up and running. Jeff coordinates any maintenance requiring extended furnace downtime to occur at the same time.
On an annual basis, temperature uniformity is prioritized through extensive furnace care, including replacing the thermocouples and carbon probes. As Jeff asserts, “We try to stay ahead of the game.” This planned maintenance takes two weeks of the furnace being out of commission to ensure the furnace is thoroughly cleaned and any equipment replacements completed.
Biannually (twice every year), furnace ductwork is cleaned — a critical measure to stop risk of fire since, according to Jeff, most industry fires start in the ducts. OMG outsources experts to complete this maintenance over the course of a full week.
Finally, on a quarterly basis, all equipment undergoes vibration and infrared analysis. Following this proactive maintenance schedule has brought the operation from producing 9 million pounds in his first year to 19.2 million pounds just six years later in 2025 — same equipment, simply leveraged by Jeff’s proactive planning and coordinating Kevin’s R&D efficiency endeavors.
Future
Kevin Walters, the R&D manager at OMG, explains how OMG forms spools into screw and nail roofing product to Doug Glenn, publisher of Heat Treat Today. | Image Credit: Heat Treat Today
As the business grows, OMG is exploring other ways to accomplish tasks better and more efficiently: induction, vacuum furnace, continuous or pass-through IQ, and rack furnaces are all being considered.
Kevin addressed their laser-focused approach in heat treating operations, saying, “As time goes on though, we are perfecting productivity with Kaizen events and controlling our own destiny and lowering overall costs. Last year, process optimization on the mesh belt lines boosted our productivity by more than 30% and our automated IQ line is up 20% this year.”
OMG’s operation demonstrates what curious innovation and on-the-ground industry research can unlock for in-house heat treating. If the past is any indication of the future, we’ll see OMG leading the way in thoughtful, quality-focused integration of advanced technology in the industry.
This article was written by Heat Treat Today’s editorial team. For more information, contact editor@heattreattoday.com.
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, dives into the hairy issues of gas contracts with guest co-author David Loomis, an industrial gas consultant.
This informative piecewas first released in Heat Treat Today’sJune 2026 Sixth Annual Buyers Guide print edition.
David Loomis Industrial Gas Consultant
The following column identifies the key facts about gas contracts to dispel the mystery behind these agreements. David Loomis, an industrial gas consultant, joins me in this effort. Having retired in 2020 after 35 years of bulk gas sales and contract management experience with Praxair (now Linde plc) and Airgas, David now assists clients to negotiate and manage their industrial gas contracts, saving money and enhancing supply reliability. This knowledge of contracts will help you create supply arrangements that are mutually beneficial to all parties.
Supplying Industrial Gas
Supply of industrial gases typically requires a long-term relationship with an industrial gas provider. Supplying industrial gases is a capital- and people-intensive business. Success in industrial has supply requires a disciplined approach to deploying resources.
Industrial gas contracts enable suppliers to commit resources to customers. If a thermal processor purchases gases in larger volumes than can be effectively delivered in cylinders, the supplier will need to supply gases and dedicate capital investment into the production, delivery, and gas storage equipment in order to provide the gases needed.
Industrial gas suppliers are invested in their clients’ success. Therefore, industrial gas supply contracts are for the benefit of both suppliers to protect their capital investments as well as the client, on whom continued success hinges. | Image Credit: Minerva Studio/AdobeStock
In this sense, industrial gas suppliers are invested in their clients’ success. Therefore, industrial gas supply contracts are for the benefit of both suppliers to protect their capital investments as well as the client, on whom continued success hinges.
Understanding Gas Supply Contracts
If a business requires industrial gases, it probably will have a supply contract. Insightful negotiation and active management of the industrial gas contract is key to reliable, cost-effective industrial gas supply. Industrial gas contracts generally consist of two related documents:
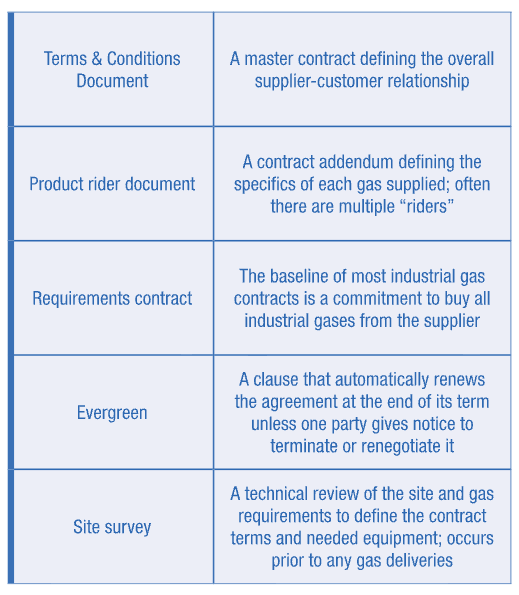
Terms & Conditions: This document describes the relationship between the client and the industrial gas supplier (generally one per client).
Product Rider(s): Often more than one, these individual sections describe the specific contract considerations and economics for each product purchased.
The terms and conditions and the product riders will each have a start date and a term (determined by the specified end date).
Industrial gas contracts are generally continuous: they will automatically renew unless cancelled in writing by one of the parties at least one year prior to the renewal date. Note that the effective date and contract term of the boilerplate terms and conditions contract may differ from the product riders — one document may expire before the other. For example, the term (and therefore the required cancellation date) for a nitrogen supply agreement is determined based on the expiration date for the nitrogen gas rider.
Many industrial gas clients note the difficulty in cancelling their industrial gas contract, which is why proactive management is critical. If industrial gases are used to manufacture a product, then the operations depend on access to those gases.
Product management avoids:
Inadvertently canceling gas supply, forcing operations to stall.
Not securing access to enough gas to meet operational needs, resulting in lost profits.
Knowledge gaps from unavoidable personnel changes in operations that risk missing multi-year contract terms and conditions, which can lead to missed gas supply cancellations.
To avoid these headaches, some thermal processing operations send a cancellation letter as soon as they sign a gas supply contract to ensure it ends when expected. However, David advises caution, as cancellations cannot be easily withdrawn. Since market conditions are difficult to predict over 4+ years, he suggests companies decide to secure a new contract and cancel the previous agreement close to the cancellation deadline to ensure that supplier options, gas requirements, and specific market information are up to date.
If neither the client nor supplier cancels the contract in accordance with the cancellation requirements, then the contract enters the “evergreen” stage at the end of the contract term. Evergreen is a rolling one-year extension of the contract that repeats until the contract is canceled in accordance with its cancellation requirements. Having a comprehensive understanding of the terms and conditions of the contract is necessary to avoid unintentionally missing the cancellation date and falling into the evergreen stage.
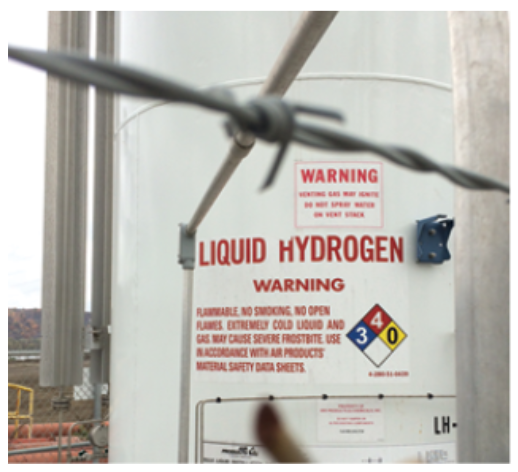
Gas Supply Method
Recovery of costs and generation of profit are the goals of the industrial gas contract. As most thermal processors use bulk gases, stored as a liquid or as a compressed gas, these are delivered in bulk form. A trailer is sent from the supplier and the liquified gas in the trailer is pumped to fill an on-site tank, or the full compressed gas trailer will be exchanged in place of an empty trailer. In either case, there are equipment and delivery costs incurred.
Liquid hydrogen trailers can carry up to 13,000 gallons of cryogenic liquid | Image Credit: Dave WolffBoth compressed and liquefied gases may be delivered and stored at customer sites | Image Credit: Dave Wolff
Requirements
Paragraph one of the terms and conditions section of most industrial gas contracts is titled “Requirements.” It is important to read this paragraph carefully and ensure full understanding. Unless it is modified, Requirements typically obligates the client (“Buyer”) to buy all of their present and future needs (“requirements”) of all industrial, specialty, and medical gases to all of the client’s present and future locations from that specific industrial gas supplier. It also restricts the client in their ability to eliminate gas deliveries by switching to on-site generation unless they work with the contracted supplier.
Left as is, it is a very sweeping obligation for clients. Consider modifying the Requirements by limiting the obligation to:
Only those gases defined on accompanying gas riders
Specific locations
Clients may also consider revising the Requirements to allow for unfettered ability to convert to on-site generation for applicable gases, such as nitrogen, oxygen, or hydrogen.
Costs
Each product rider will define the unit cost of the specific gas and the monthly cost of storage equipment rental for that product. It is not unusual for clients to receive two separate periodic bills from their industrial gas supplier — one following each product delivery and another monthly bill for tank rental. The product delivery bill will include the cost for the product delivered, as well as any applicable fees and surcharges.
Some clients consider buying their own storage tank to eliminate storage rental fees. My own experience has shown that that is rarely an appropriate decision. Suppliers amortize their storage equipment over decades, so their monthly costs are relatively low, enabling them to keep their rental rates reasonable. Additionally, tanks are pressure vessels and thus must be recertified periodically. They also require annual maintenance to maintain the vacuum and ensure that pressure regulators and safeties are working as required. Buying a tank introduces the need to figure out what to do with the storage tank if your gas needs increase, decrease, or go away entirely. Consequently, buying your own storage tank may only be advisable for the largest users.
The primary cost elements of industrial gas supply and delivery are the generation of the gases themselves and the fuel costs and labor to deliver the gases to you. The energy to generate the air gases is primarily in the form of electricity, while for hydrogen the cost is a blend of electricity and natural gas costs. The cost of delivery is primarily driven by diesel fuel pricing. Clients should expect to see escalation approaches for the cost elements that may vary over time, such as electricity, natural gas, and diesel fuel. It is advisable to negotiate the contract to define formulas for each of these variables. If buyers do not negotiate, then the supplier uses their own internal criteria, which may not be advantageous for buyers.
Typical contract terms vary, depending on the form of supply. Small quantities of liquefied gases are typically supplied in micro bulk form using a straight truck for delivery and a highly portable pallet-mounted storage tank. These contracts tend to be 3 to 5 years in duration. Standard liquid and gases bulk supply is typically 5 to 10 years in duration. If the supplier builds an on-site gas generation plant for you, expect a contract with a minimum duration of 10 years. If you choose a shorter term, the supplier may charge higher unit prices due to the reduced value of your contract and the risk to the supplier of having unproductive assets or excess, unsold product.
Determining Your Gas Usage
A site survey is the first step in a contract negotiation. It’s important for the buyer to understand that making the tank available for deliveries is the buyer’s responsibility. The best (and least expensive) delivery infrastructure allows the gas delivery driver to pull through the site, entering, unloading, and exiting the site without needing to back up. Flammable gases require certain minimum clearances; the greater the quantity stored, the farther the distance required between the tank and areas of occupation and site borders. Oxygen cannot be stored close to flammable gas. In the case of snow, the delivery driver is not equipped or permitted to dig out your tank.
A delivery consideration that influences fees is the hours and days of access to the storage equipment. The supplier is going to expect 24/7 access to the tank so they can make deliveries based on their schedule not the buyer’s. If 24/7 access cannot be made available, clients should ensure that access restrictions are defined in the contract. Site restrictions can increase the supplier’s cost to serve, which will cost more for the client.
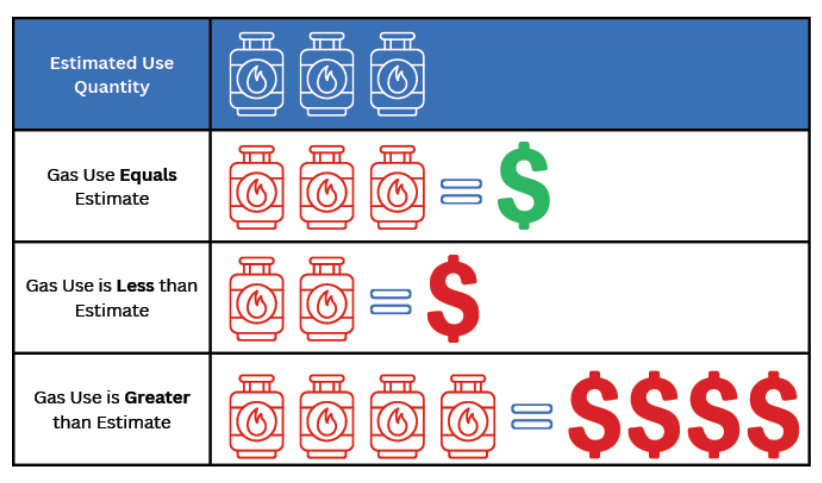
Another characteristic of many industrial gas contracts is the “estimated use quantity,” typically denominated in standard cubic feet per month. The purpose of this is to allow the supplier to understand how much product they need to reserve for your use. Suppliers cannot sell more than they make, but they are highly incentivized to sell out everything they do make since industrial gases are difficult to store. Buyers may be asked to estimate their monthly use quantity; the resulting estimate may become a contract variable. In essence, the supplier is acting to reserve the quantity of gas the buyer has nominated (and the assets to deliver it), and the buyer is indicating a willingness to pay for it.
If the buyer uses substantially less than estimated, the supplier may increase the price per unit. Alternatively, if the buyer uses substantially more than estimated, the supplier may not be able to provide the necessary amount or may charge a premium to do so. Estimated quantities are a particular concern for supply-constrained gases like argon and helium.
Clients of industrial gases must communicate to their potential supplier the pressure and flow rates (min, average, max) of the gas supply they need to ensure that the tank and ancillary equipment (vaporizers, regulators, etc.) are specified correctly. Maximum gas supply rate is largely determined by vaporizer sizing and technology. Note that the supplier will supply the rental tank, but clients are financially responsible for the installation, including permitting, clearances, foundation, utilities, fencing, and piping. Companies expecting an increase in production should anticipate an increase in tank size in the future and consider the distance requirements for a larger tank, potentially including an oversized foundation to accommodate installing a larger tank in the future.
Most industrial gas suppliers will offer a telemetry device, which enables them to monitor the buyer’s tank inventory and schedule automated deliveries. Although the clients will pay a monthly fee for the telemetry, most thermal processors find the service helpful. If a client declines the telemetry or the supplier does not offer one, the client will be responsible for checking gas inventory every day and reporting that inventory to the supplier for them to manage deliveries.
Fair Price Analysis
The market for industrial gases is relatively opaque, meaning it can be difficult for buyers to know if they are receiving a fair price. As such, it’s a good practice to get at least two quotes when considering industrial gas requirements. Operations personnel should collaborate with procurement personnel to negotiate and manage the gas contract. Some industrial gas clients find it helpful to seek assistance from an industrial gas purchasing consultant. While legal counsel may be helpful in evaluating the terms and conditions portion of the contract, attorneys may not have expertise in the gas rider portion(s) of the contract, which is where most of the costs are driven.
About The Author:
David (Dave) Wolff Industrial Gas Professional Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
Additive manufacturing (AM) has transformed how metal parts are designed and produced, but it is also changing the role of thermal processing. As engineers develop alloys specifically for additive manufacturing — and tailor process parameters to achieve increasingly complex microstructures — heat treatment is evolving from a downstream finishing operation into a critical part of the overall materials design strategy.
This Technical Tuesday installment is a Q&A with Heat Treat Today Digital Editor Pat Reyes, in which Olga “Dr. O” Ivanova shares her perspective on what that shift means for manufacturers with in-house heat treating and commercial heat treaters.
With more than 15 years of experience in advanced materials and additive manufacturing, Olga “Dr. O” Ivanova is the founder of Dr.O Strategies, where she advises executives, startup leaders, and engineering teams on additive manufacturing technology integration and commercialization. A 2026 Additive Manufacturing Users Group (AMUG) DINO Award recipient, she brings expertise spanning materials chemistry, process design, and performance validation, helping organizations bridge the gap between scientific innovation and scalable production.
In the discussion that follows, Ivanova explains why additive-specific microstructures demand a different way of thinking about thermal processing, how emerging alloy systems may reshape traditional heat treatment practices, and why thermal processors have an opportunity to become collaborators in materials development rather than simply the final stop in the manufacturing chain.
From Process to Strategy
Pat Reyes: How do you see the relationship between material design, additive process parameters, and thermal processing evolving over the next decade?
Dr. O: I see this evolving from sequential handoffs to integrated co-design. Today, these disciplines operate in silos — alloy selection, then build parameters, then heat treatment, each handed off to the next.
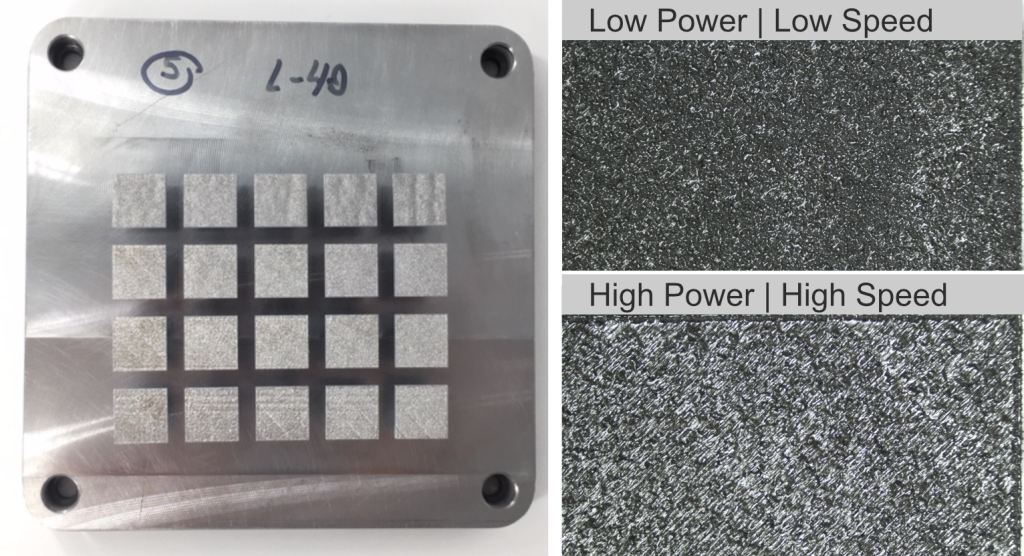
Different LPBF processing parameters produce distinctly different microstructures in the same tool steel, illustrating how build conditions shape the material entering heat treatment. | Image Credit: Dr.O Strategies
AM breaks that model. The thermal history during printing shapes the microstructure as much as the alloy chemistry does. Laser power, scan strategy, layer thickness, cooling rate — all of them determine what the heat treater receives.
Consider a nickel superalloy like Inconel 718. The powder morphology affects how it absorbs laser energy, which determines the as-built stress state, which governs whether a standard aging cycle actually hits its target. Change any one variable and you change the outcome.
Over the next decade, the winning question will shift from “How do we heat treat this alloy after printing?” to “How do we design the alloy, print parameters, and thermal strategy together?”
Heat treatment becomes a design variable, not a corrective step.
Pat Reyes: What do thermal processors most need to understand about additive-specific microstructures?
Dr. O: The most important concept: AM does not replicate conventional microstructures. It produces non-equilibrium structures that wrought and cast materials never experience.
Rapid melting and solidification cycles — repeated thousands of times per build — create metastable phases, columnar grains aligned with the build direction, and complex residual stress states. A thermal processor who treats an AM part as “just another batch” misses what makes it unique.
Related Reading: New to Inconel 718? Click on the image above to explore its history, aerospace applications, and production fundamentals as you dive deeper into how additive manufacturing is changing its thermal processing.
You might receive a familiar alloy like Ti-6A1-4V or Inconel 718, but the starting microstructure can be fundamentally different from what the standard heat treat schedule expects.
Residual stress relief isn’t just about preventing distortion. It’s about unlocking predictable properties. And HIP porosity closure must happen at the right stage relative to solution treatment and aging. These aren’t small differences, they’re the difference between reproducibility and scatter.
I’d point practitioners to standards like ASTM F3055-22 for qualification frameworks. But the principle holds: applying traditional schedules designed for wrought stock may solve the wrong problems or create new ones.
Rethinking Heat Treatment for AM
Pat Reyes: Are current heat treatment approaches generally sufficient for metal AM parts?
Dr. O: For established alloys in mature applications, yes, adapted conventional cycles generally suffice. If your goal is matching wrought performance in aerospace structures, current methods work.
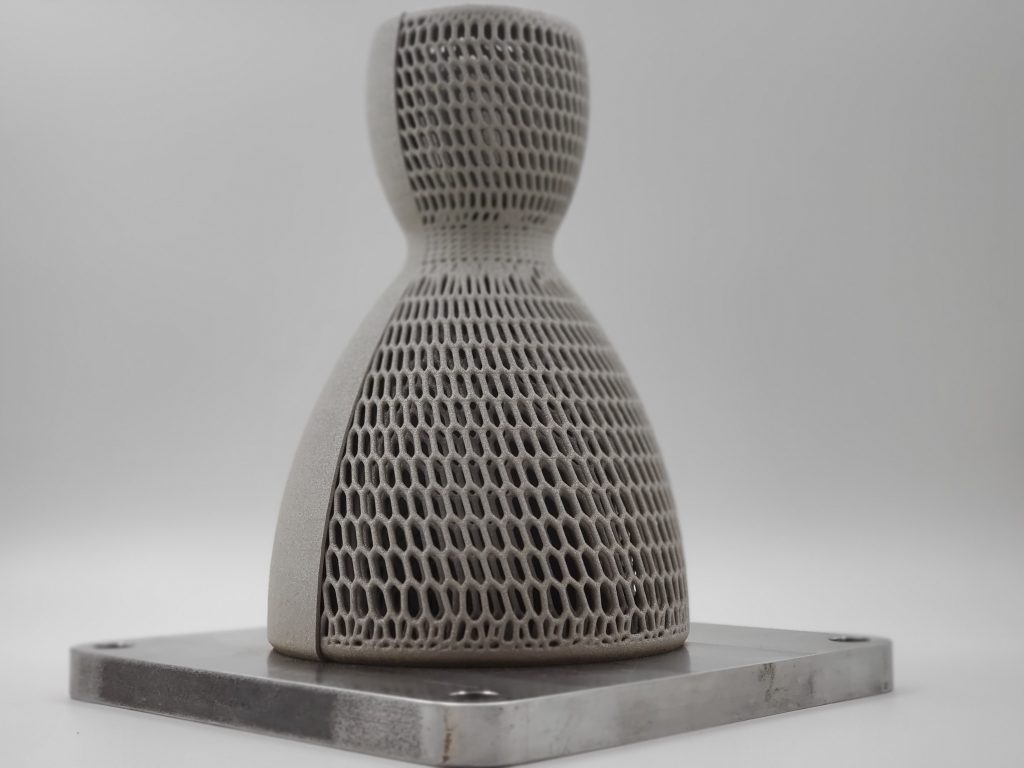
A stainless steel rocket nozzle illustrates how increasingly complex AM geometries demand tailored thermal processing strategies. | Image Credit: Dr.O Strategies
But I expect tailored thermal strategies to become the norm as AM matures. The reason: many AM materials are produced under thermal conditions that didn’t exist when traditional heat treat standards were written.
Two developments will push beyond today’s methods.
First, custom thermal cycles designed around printed microstructures rather than inherited from legacy routes. Second, spatially selective processing (e.g., different zones needing different treatments within a single component) for multi-material and functionally graded parts.
I’m also watching in-situ heat treatment during the build — re-melting passes that serve dual purposes. This blurs the line between process and post-processing entirely.
Pat Reyes: Will future AM alloys be designed with downstream thermal processing in mind?
Dr. O: Absolutely. One of the most exciting shifts is the emergence of alloys designed specifically for AM rather than adapted from casting or forging.
Future alloys will be engineered with solidification behavior, cracking resistance, residual stress management, and post-processing response as design criteria from day one.
When you’re developing an aluminum-copper or titanium-niobium variant for LPBF, the precipitation hardening response must be part of the alloy design brief, not an afterthought.
We’re moving toward process-aware metallurgy: How does this composition behave under rapid solidification? What thermal pathways unlock our target properties? Can we design an alloy that forgives minor process variation?
Organizations embedding this thinking early — treating thermal response as a design lever — will have the advantage when scaling production.
The Next Generation of Materials
Pat Reyes: What emerging material systems should thermal processors watch?
Dr. O: Beyond Ti-6A1-4V and Inconel 718, these systems deserve attention:
High-entropy alloys: Alloys like CoCrFeMnNi (Cantor alloy) offer unusual strength-toughness combinations. Their sluggish diffusion kinetics mean standard solution treatment times may need re-evaluation; these alloys don’t homogenize on conventional schedules.
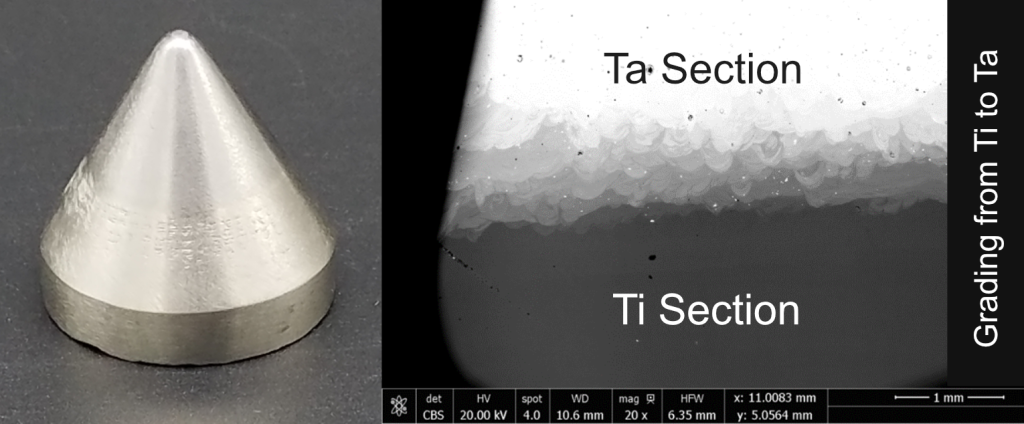
Refractory metal composites: Systems based on Tantalum-Tungsten (Ta-W) or Molybdenum Lanthanum oxide (MLA) target extreme-temperature applications. Oxidation control during heat treatment remains the critical challenge; protective atmospheres and ramp rates matter more than with conventional alloys.
Additive-specific aluminum alloys: Like Scalmalloy® (A1-Mg-Sc-Zr), these are advancing rapidly. Their precipitation behavior differs from wrought 6061 or 7075; aging cycles optimized for cast stock may miss the peak hardness window entirely.
Copper alloy systems: Grades like GRCop-84 or C17000 are gaining traction in thermal management and electronics. Their high thermal conductivity affects cooling rates during printing and heat treatment alike, requiring adjusted soak times to ensure uniform property development.
For processors expanding into AM services: build relationships with alloy developers early. These materials move faster than published standards can keep up.
A laser powder bed fusion component with titanium-to-tantalum material gradient highlights the growing role of thermal processing in functionally graded materials. | Image Credit: Dr.O Strategies
Pat Reyes: How might nanomaterial-enhanced systems affect thermal processing?
Dr. O: This is where my focus has been most intensive, and I see both significant opportunity and genuine complexity.
Nanomaterials can refine grain structure, suppress hot cracking, and unlock new precipitation mechanisms. But they also introduce new variables: agglomeration risk, inconsistent dispersion, unexpected interactions during thermal cycling.
The challenge is that nanomaterial behavior under heat treatment doesn’t follow bulk-phase predictions. You might get beneficial grain refinement in one temperature window and particle coarsening in another. A “standard cycle” for a nanoparticle-modified alloy may produce fundamentally different results than for its conventional counterpart.
Where I see real promise: alloys engineered to leverage nanoparticles for localized property enhancement. Imagine a turbine blade where coating regions respond differently to thermal treatment than the core. Spatial control without complex assembly.
Building the Future Together
Pat Reyes: Where do you see the greatest opportunities for collaboration?
Dr. O: The biggest opportunity is moving collaboration upstream. Involve thermal processing specialists before the alloy is finalized and the first layer is printed, not after.
Thermal processing professionals understand phase transformations, microstructural control, and property optimization. Those insights can shape alloy development and process qualification from the start.
Three areas stand out:
Data sharing: Alloy suppliers publish compositional specs; heat treaters run their cycles. We need closed-loop data. What thermal paths actually deliver target properties for printed microstructures? Without this feedback, progress stalls.
Co-developed qualification: Aerospace and medical certification is expensive. Joint efforts between materials developers, machine OEMs, and thermal processors could create streamlined pathways instead of ad-hoc testing for every new alloy-part combination.
Equipment innovation: Furnace technology hasn’t evolved significantly for AM-specific needs. Opportunities exist for sensors that track microstructural transformation in real-time, and adaptive cycles that adjust based on in-situ measurements.
Pat Reyes: What misconception do you wish more thermal processors understood?
Dr. O: That heat treatment can fix poor build quality.
It’s tempting to view post-processing as a corrective step — to assume thermal cycles will close every pore, eliminate every stress concentration, transform every undesirable phase. They won’t.
Heat treatment operates within constraints set upstream. Contaminated powder, excessive lack-of-fusion defects, unpredictable stresses from poor support strategy — no thermal cycle can reverse those fundamentals.
The misconception gets expensive when organizations invest in better furnaces instead of better prints. Quality must be built in first. Heat treatment unlocks potential; it doesn’t manufacture it.
Looking Ahead
Throughout this conversation with Dr. O, one theme emerged consistently. As additive manufacturing matures, thermal processing is becoming less about only completing material processing and more about unlocking material performance not found in traditional processing methods. Dr. O emphasizes that alloy chemistry, build strategy, process parameters, and heat treatment have always been interconnected. The difference today is a growing recognition that optimizing additive manufacturing requires materials scientists, additive manufacturing engineers, and thermal processors to collaborate from the earliest stages of design rather than working sequentially through the production process.
The takeaway is clear: the next chapter of additive manufacturing offers heat treaters more than new work — it offers a seat at the table. By contributing to process qualification, materials development, and production optimization, thermal processors can help shape the future of advanced manufacturing instead of simply responding to it.
About The Expert:
Olga “Dr. O” Ivanova Founder Dr.O Strategies
Olga “Dr. O” Ivanova is the founder of Dr.O Strategies, where she helps organizations align materials development, additive manufacturing, and commercialization strategies. An Additive Manufacturing Users Group (AMUG) Distinguished INnovator Operator (DINO) Award recipient, she advises manufacturers, startups, and investors on process qualification, alloy development, and technology adoption, with a focus on moving emerging innovations from the laboratory to scalable production.
Main image shows an LPBF copper heat sink with thin fins, which demonstrates the complex geometries that require designers and thermal processors to optimize material performance together. | Image Credit: Dr.O Strategies
Heat TreatRadio host, Doug Glenn, sits down with Peter Sherwin, director of Strategic Marketing at Watlow, to discuss how the next generation of process control technology is being shaped by the evolving needs of the heat treating industry. Their conversation explores the role of AI, cybersecurity, workforce development, energy efficiency, and compliance in modern furnace operations, as well as how Watlow’s Edge Process Management (EPM) platform aims to bring these capabilities together in a unified system. Looking beyond a single product launch, the episode examines the trends that could define heat treating over the next two decades.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (1:04)
Doug Glenn: Welcome to another episode of Heat TreatRadio. I have the pleasure of actually being face-to-face here with our guest today, Peter Sherwin. Peter is the director of strategic marketing at Watlow, and we’re going to be discussing an exciting product that Watlow recently launched.
Host of Heat TreatRadio Doug Glenn (left) and Director of Strategic Marketing at Watlow Peter Sherwin (right)
There’s been some discussion in the industry about Watlow’s commitment to the thermal processing market. Can you address that?
Peter Sherwin: One of Watlow’s taglines is “wherever thermal is critical.” Obviously, thermal is very critical in heat treatment. My background is from Eurotherm, now combined with Watlow. I’ve been with the organization for around 17 years now. There was always a bias toward heat treatment within Eurotherm, but Watlow has a much broader portfolio.
Heat treatment is still very important to Watlow, but we play in a number of different spaces. The business is split into two key verticals: semiconductor and industrials. The heat treatment activity resides under the industrials banner, whether it’s automotive, aerospace, etc. So, it’s still very key to us, and I think we’ve been pushing more through our distribution channel as of late, particularly in the last twelve months.
We have been working on training and re-skilling our workforce, as well as developing the next generation of products. That’s been taking quite a bit of our focus, but we definitely have not stepped away from heat treatment.
Doug Glenn: Watlow has been dedicated to providing the resources to do that. You have been with the company when Eurotherm was standalone, when Eurotherm was Schneider, and now as Eurotherm is Watlow. Comparatively speaking, are you happy with the resources that Watlow has dedicated to the brand?
Peter Sherwin: Originally, Eurotherm was part of the Invensys setup.
Doug Glenn: Correct; I forgot that.
Peter Sherwin: But it was pretty much a standalone company. We used some of the Invensys products, like Wonderware, etc. As time went on, we were acquired by Schneider around 2014. We were folded into the energy controls business as a whole but still remained intact with Eurotherm. We had our own offices and sales team spread globally around the world. But you could tell toward the end, when Eurotherm put us up for sale and Watlow acquired us, there was a little bit of restriction in spending at that time, which probably slowed down some of the velocity of that program. Thankfully, since Watlow picked us up, we’ve gone full steam ahead. A lot of investment — I’m surprised by the amount of investment.
I’ve been in the industry for 30+ years, and it’s given me the opportunity to work across the world. I started in Europe running commercial heat treatment plants, as well as captive. Then I moved to India working with a suite of commercial shops. Then, about 18 years ago, I moved to the U.S., and it’s all on the back of heat treatment. It’s amazing to look back on. It’s a fascinating industry, and I feel as though I still owe something to the industry. This next generation of platform, for me, is something I’ve worked on for 10 years.
The Edge Process Management (EPM) Platform (6:38)
Doug Glenn: Let’s talk about that. We both attended an industry event where they said the next 4 years will determine the next 20. Essentially, this next period of time is going to be pretty critical. This product you mentioned, EPM, which stands for Edge Process Management, correct?
Peter Sherwin: Correct.
Doug Glenn: Can you describe what it is?
Peter Sherwin: EPM is a platform product. Eurotherm was started in 1965 and produced a lot of instrumentation for the heat treat industry. Everything was kind of separated. We had the best in temperature control, the best in chart recorders, originally from a brand called Chessell, and also the best in SCR power controllers. That was perfectly good for the time those came out.
But as we’re moving into this newer arena, there needs to be far more connection between those devices to address some of the challenges the heat treat industry has to wrap its arms around. For example, how do we improve compliance and make it far easier? What about energy efficiency? That 4 years will dictate the next 20 years to 2050. Think about how the planet will be at that point in time. We will need to run our furnaces far more efficiently.
Doug Glenn: I think more than any other time in history, nobody knows what the industry is going to look like 20 to 30 years down the road. It used to be that you could make a decent prediction. I’m not sure we can do that anymore.
EPM is a platform, not a discrete instrument or product, correct?
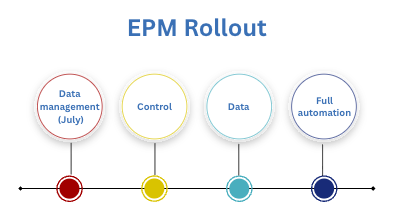
Peter Sherwin: The four years are key because of how we are rolling it out. We are releasing one part after another, so it will take a bit of time for the full platform to emerge. We start the release in July with data management, which really replaces our historical chart recorder but goes much further than that. And then, as that evolves, we will bring out control, data, and full automation over the next few years. That’s why it’s a platform. It all shares the same IO base and has the same programming software. There’s commonality across everything, but effectively you can put any of these modules anywhere that makes sense.
Doug Glenn: What is the motivating force behind the development of the platform? I’m assuming that your company, and perhaps companies even before that, had concepts of changes that would occur over the next so many years. Were some of those developments the impetus behind creating this platform? For example, workforce changes — did they have an impact on the motivation to get this platform up and running?
Peter Sherwin: I think we benefited from some of the slowing-down process of Schneider because we were able to make some architectural choices that fit with this kind of new world of AI. A lot of the web technology we’re using fits very well with AI, so we are fortunate that we can leverage some of the current technologies. As we sit here today, AI is in the news all the time. Not everyone is completely sure how all of that is going to unfold but producing a platform today and not being able to utilize AI would be a big miss. So, we integrated those features within the platform, which helps us address many of these workforce challenges.
Considerations When Building This Platform (11:35)
Doug Glenn: Those were actually two of the areas I wanted to ask you about: the workforce and AI. Some other areas I was thinking about were electrification, energy, compliance, and cybersecurity. I assume these were all considerations when you were putting together this platform.
Peter Sherwin: These areas of concern have just accelerated the need for deeply embedding all those technology features. I’m not sure we fully understand how the workforce changes are going to affect the industry and specifically in a furnace operation, but there’s definitely going to be a component of AI that is needed. As we have so many people retiring, there are people coming into the industry who have no background in processes like signing off on records and certain procedures. We have to get new hires up to speed very quickly.
This is the type of technology we’re putting into the EPM platform, to enable people to have a very short learning curve, be useful very quickly, and arm them with the likes of AI so they can enhance their capabilities.
Three forces reshaping heat treatment: an aging workforce, rising energy demands, and the rapid arrival of AI.
Energy is another one of these points. If you have separate components, it takes quite a lot to then integrate those components together to make them more useful, like a temperature controller and a power controller. You can do it, but it doesn’t have all the abilities of one device. You’re only passing certain information between the two. But if you can make that power controller have all the capabilities of control and data, you can more easily manage energy efficiency going forward. This energy piece is another trend this new platform will address.
Doug Glenn: How about the cybersecurity and compliance issues you were talking about?
Related Reading: CMMC Phase II just hit pause. As Sherwin notes in this interview, cybersecurity requirements are only rising for heat treaters — this piece breaks down what the pause does (and doesn’t) mean for defense-supply-chain compliance.
Peter Sherwin: I think that’s one major benefit of a new platform. Cybersecurity requirements have been around for a while. A few years ago, we had SB-327, a California law that came out because of hacking concerns with baby monitors. This law affected everything, though. If an industrial supplier had an internet-connected device, they had to ensure more protection on those devices. You wouldn’t believe the hurdles to then re-engineer cybersecurity into older products — not easy and kind of clunky. Our clients probably still want to slap our wrists on that, because it’s not easy for them. We had to do it because it was a law in California and CMMC. There are laws just coming into effect toward the end of next year in Europe. All of these are going to push higher and higher requirements for cybersecurity. The benefit of a new platform is that you can design these cybersecurity requirements from the start. We’re fortunate there, but it’s a big deal.
Impact of Aging Infrastructure (15:26)
Doug Glenn: How about the fact that the infrastructure most of the systems are built on now is aging out. You’re fortunate to be able to almost start from scratch. Can you comment on the aging infrastructure?
Peter Sherwin: I was having a discussion with a large global heat treater a couple of weeks ago, and they were talking about how one of their issues is that every furnace is different. With this new platform, we are looking to solve those challenges and requirements for clients. We also realize some clients want something they can just take out and put in place, a discrete instrument. So, along with EPM, we’re building what we call our level three controller. That’s a project in flight at the moment. We’ll preview it at Furnaces North America, and it’ll be released sometime in 2027.
The NanoDac recorder | Image Credit: Watlow
If you look at all the different products now across Watlow and Eurotherm, discrete products like the F40, the NanoDac, 2704, 2604, 3504 — these devices are very different, and it’s a learning curve for someone to learn and program them. We are taking the best of these devices and putting them into a new device. Even if you just want to replace a single device, we’ll have that next year.
We are trying to account for the fact that if you’ve got an operator who’s been running a particular controller for several years, how can we make that display appear the same to them? I’m hoping we’ll have some prototypes at the show so we can demonstrate. It’s kind of exciting as we come to the end of a whole suite of products from the Eurotherm and Watlow portfolio and what we’re moving into next. Not just the platform but also being able to keep some of those instruments going with a slightly new disguise.
Doug Glenn: Right, that fits into this platform. Sounds very interesting.
EPM Platform Benefits for Users (18:00)
Doug Glenn: You have talked about the clients and the users of these devices and technologies. If you can summarize briefly, why do they need this platform?
Peter Sherwin: It’s about what you were saying earlier — the next 4 years dictate the next 20. There are so many challenges for heat treaters: dealing with a lack of personnel, new hires not having the skill base, and trying to train faster. These issues are going to hit everyone.
We are not going to see a slowdown in energy initiatives, though possibly a pause in some places in the world at the moment. Why wouldn’t you want to be more energy efficient? We’ve been developing some algorithms for this new platform to enable energy efficiency. It’s not just about climate — it’s about running your operations more efficiently. The two concepts we mentioned earlier: cybersecurity, which is going to rise, and AI. How are our clients or prospective clients going to be able to leverage AI for their operations?
I don’t think that exists in today’s technology, but we’re building it. I’ve seen some of these prototypes where, instead of having to drag function blocks onto an engineering diagram and manually software-wire, it’s just a prompt. Say what you want, and it will create that architecture. It blows my mind when you see it. It’s not a big leap from what’s available to us at our fingertips today, if you use ChatGPT, Claude, etc. But it’s bringing that technology into our industry.
Building the EPM Platform (21:24)
Doug Glenn: We’ve talked a bit about what EPM is. I’m curious about what it took for Watlow to build it. It seems daunting. Can you discuss that process in terms of scalability, data integrity, etc.
Peter Sherwin: Like anything, it takes a village — a global village. We started in 2016. We had a team in India that put together a questionnaire and went around the world to key clients asking in-depth questions.
Doug Glenn: Getting thevoice of the client.
Peter Shirwin: We wanted to learn what was needed for a next-generation product. Now, as we’ve mentioned, things slowed down a bit with the handover at the end of Schneider and into Watlow. Since then, it’s been full speed ahead with Watlow.
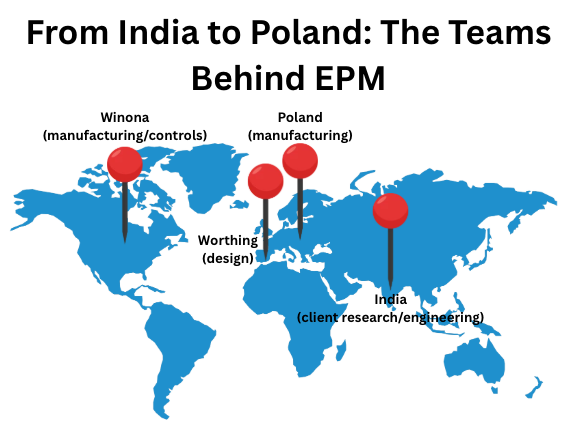
Watlow also bought control capabilities; they had their own control line. They manufacture their products in Winona. So now we’ve introduced a Winona team into this village. The original creators were based in Worthing. These were the designers and were responsible for product/project management. We have initial manufacturing where all the Eurotherm instruments are manufactured in Poland, and we also have engineering resources in India. You can imagine all of these groups collaborating. It’s a 24-hour cycle just to build this platform. For anyone looking to build something similar, do not underestimate the amount of effort and money it takes to create something like this. It’s a commitment.
You asked about our commitment to heat treatment. This platform alone is a big commitment, because of the increased ability to do TUSs, SATs, along with process control and process recorders.
Doug Glenn: I did want to ask you about that.
Peter Sherwin: All of that has been considered in this platform. It doesn’t just apply to heat treatment, because from the Eurotherm side, historically, there were two main industries we focused on: heat treatment and life sciences. Life science is all the requirements for auditing. If you make one single change on a device, you have to make sure it was the right person that made that change and have full records. So we really just expanded on all of that intelligence that we already had to a point in some of our data management products. Where heat treatment is kind of moving, life science has already been somewhat out in front. All of that functionality supports the direction we feel heat treatment will potentially go.
Doug Glenn: It seems like a very daunting task to put something like this together.
Peter Sherwin: Daunting but exciting, and you always want to release things as soon as possible. There’s a lot of work in testing the platform. We have a brand to uphold, and we need to make sure we get something out there that works consistently. You know what the heat treatment game is like, Nadcap requirements, AMS2750 — it has to be right.
Compliance for Both Captive and Commercial Heat Treaters (25:46)
Doug Glenn: You mentioned compliance, AMS2750, and Nadcap. How will this EPM platform help a captive heat treater, as well as a commercial one?
Peter Sherwin: For us, it doesn’t really matter. It’s a furnace, and it’s about how best to control that furnace. It starts with the analog input card. You have to get that right for everything else to follow. Much of the development was around how we make a card that meets the requirements of not just a process controller, but also a field test instrument. How can we get that accuracy level in that card so it can be used across anything and isn’t restricted? And, obviously, we need to do it in a cost-effective manner so a commercial or captive heat treater can actually afford it.
We had an R&D project that looked at various ways of doing this. The analysis concluded that errors with the cold junction compensation (CJC) had the biggest impact on accuracy, so we developed a method of CJC. Essentially, it’s like having a very accurate sensor at every junction. That’s what we have on our IO cards. It’s patented, so anyone can go out and look at the details of the patent. Ultimately, it meets process control requirements and field test requirements, which then means you have the possibility, per furnace, to do process control, SAT, and TUS on the same platform. There are some restrictions on Nadcap. You have to mark that this module’s doing an SAT, these modules are doing a TUS, but it’s all common, so you can then share that information, which improves compliance.
AI and Running Processes (28:25)
Doug Glenn: I want to come back to AI. How is this platform going to help end users in running processes? Is there anything in the system, as far as AI goes, that would help?
Peter Sherwin: The ability to pull data and control together means we can start to look at the set-point program as the cycle is running. One of the new functions we’re creating is something called Batch Validator. Think from an operator’s point of view about what they need to do as the process is running, when it finishes, and to sign off and make sure it meets all its requirements. Typically, today, they may need to refer to some other guidance that specifies that this run must be within this tolerance at this level or that it’s had a guaranteed soak between these soak time points. It’s not easy for an operator to see whether the requirements has been met or not, because it’s just a line. That’s the one thing AI and Batch Validator will do — overlay the specifications for that run of the process and show very clearly if it’s deviated or not. It takes that kind of human error and guesswork away from an operator and gives them more information.
Doug Glenn: Do the current standards allow for an automated check on the validation of the load, or will that have to change?
Peter Sherwin: I fully believe in “human in the loop.” Obviously, I’m human. So, there will always be a check. But this really helps as an operator aid, because it’s just checking the screen. Ultimately, the person signing off has to be a real person.
The Future of Heat Treating (31:11)
Doug Glenn: To wrap up, tell us what you think the future of heat treating will look like.
Peter Sherwin: That’s a really good question. It depends on the time scale. I think we’re kind of clear about efficient and reliable running for the next few years. We know we can help with that, but how is it going to structurally change?
I think the operator is going to have a much, much bigger role. There have been less operators in plants. But think about maintenance skills, quality experience, and personnel retiring from the industry. We will have a real problem unless we arm the operator with the ability to do quality, a level of maintenance, and even purchasing.
I think the operator of the future is going to be very multi-skilled but also assisted by AI. We’re seeing it in different areas of our business, how people are moving and taking on more responsibility because of AI. Correlate that with a future where the operator’s going to be that key person and may not require anyone else around to fully run that furnace and run it profitably, with a minimum amount of energy, and making sure it has all the right consumables to keep on running. They’ll manage that whole operation. I think that will be a trend into the future.
Doug Glenn: That is actually a very interesting trend, because with the use of AI, I would expect to see less operators, but I like your perspective. We’ll have to come back in ten years and see how well it panned out.
About the Guest
Peter Sherwin Director of Strategic Marketing Watlow
Peter Sherwin leads strategic marketing at Watlow and brings more than 30 years of experience across heat treatment, industrial technology, business development, and product marketing. His career has included leadership roles with Watlow, Schneider Electric, DOWA HighTemp Furnaces, and Aalberts surface technologies, with experience spanning the United States, United Kingdom, and India. He also holds an MBA from Henley Business School.
Ask The Heat Treat Doctor® has returned to bring sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues. In this installment, Dan Herring explores the heat tint colors that form on stainless steel during heating and cooling — how the surface oxide layer thickens and shifts through straw, bronze, peacock, and blue hues at specific temperatures — and explains the factors, such as chromium content, oxygen levels, time, and surface roughness, that influence how and when these colors appear.
This informative piece was first released in Heat Treat Today’sJune 2026 Sixth Annual Buyers Guide Issue print edition.
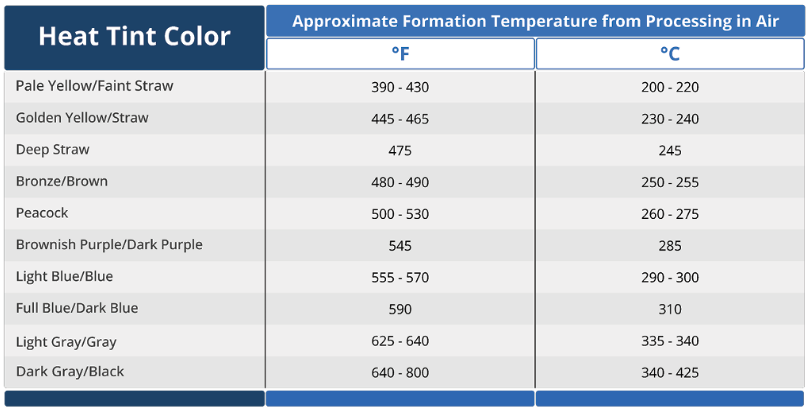
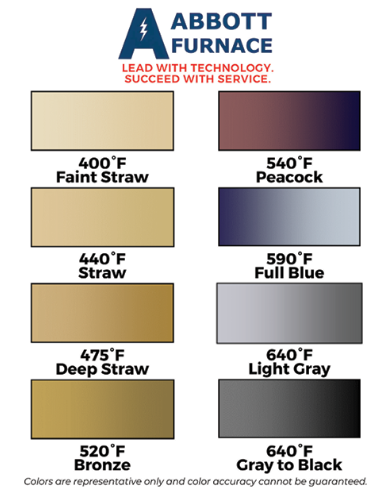
Most heat treaters, engineers, and clients are familiar with temper colors on steels (Herring 2014, ASM International 1991) and often assume that these color tints (hues) are the same for stainless steels (Table A). However, there are subtle changes that are worth noting. Let’s learn more.
Table A. Heat Tint Color Chart for Stainless Steels | Source: The HERRING GROUP, Inc.
The Science Behind Heat Tint Colors
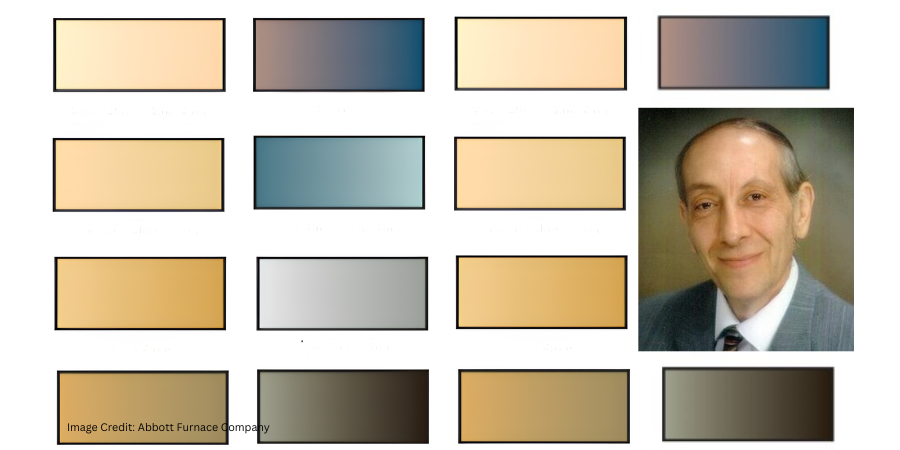
Figure 1. Examples of color tints | Image Credit: Abbott Furnace Company
When stainless steel is exposed to an air atmosphere, or a high dew point moisture-laden atmosphere during heating or cooling, its surface changes color; that is, a thin oxide layer forms on the surface (Figure 1). This heat tint color (aka temper color) is caused by a progressive thickening of the surface oxide layer.
As most of us know, an invisible (aka passive) layer occurs naturally on stainless steels. It is extremely thin, typically in the order of 1 to 3 nanometers (3.93 x 10⁻⁸ to 1.18 x 10⁻⁷ inches) thick.
Upon exposure to air during heating or holding at temperature, this oxide layer grows in thickness. When it is approximately 20–30 nanometers (7.87 x 10⁻⁷ inches) thick, it starts to become visible to the human eye as a light-yellow or straw yellow color tint.
As the oxide layer becomes even thicker it transitions from almost transparent to a variety of different colors (e.g., bronze, peacock, blue).
As the oxide layer thickness increases from 20 nm to roughly 50–100 nm (1.97 x 10⁻⁶ to 3.94 x 10⁻⁶ inches), the colors deepen changing to a golden yellow, to a deep straw, to a bronze or golden brown, to peacock (a purplish-blue), to full blue, then light gray, and finally dark gray.
Above 100 nm (3.94 x 10⁻⁶ inches,) up to approximately 850 nm (3.35 x 10⁻⁵ inches) the tint transitions from dark blue/gray to black.
Such shallow oxides are known to enhance corrosion resistance on various stainless steel grades.
Factors Influencing Color Change
Several factors influence the type of oxide that forms on the surface, its adhesion to the surface, and how quickly the thickness of the oxide will grow (BSSA).
Chromium
From a purely material standpoint, the single most important element is the chromium (Cr) content of the stainless steel. To be classified as a stainless steel, it must contain a minimum of 10.5–11% Cr. The higher the chromium content, not only is the alloy more heat resistant, but the heat tint color formation mechanism is retarded.
Oxygen Content
Figure 2. Bright and discolored stainless steel parts run in a continuous brazing furnace. The discolored part was caused by room air infiltrating into the cooling zone at high levels (> 50 ppm) from the exit of the furnace. | Image Credit: The HERRING GROUP, Inc.
Another factor that influences the rate of oxide formation and the thickness of the oxide is the oxygen content of the atmosphere (Figure 2). Air is approximately 21% oxygen. Nitrogen, however, will typically have between 0.001%–1% oxygen depending on its source, while argon typically has between 0.0005%–1% oxygen. By contrast, water vapor contains around 89% oxygen.
As anyone who has run stainless steel in vacuum furnaces knows, stainless parts can be discolored due to such factors as an air leak during heating or cooling, a pinhole water leak in a heat exchanger which opens during cooling in one temperature range and close again at a lower temperature, or air infiltration in the backfill gas supply.
Time
Time plays a factor as well. The longer the exposure time, the deeper the heat tint color.
Surface Roughness
Finally, surface roughness influences both the rate of oxidation and the heat tint color formation. Rougher surfaces tend to oxidize at a higher rate and with all other factors remaining the same, deeper colors are produced.
Final Thoughts
Knowing the color tints that may form on the surface of stainless steel is invaluable in helping the heat treater explain this phenomenon to their clients and/or troubleshoot their equipment and processes in an attempt to minimize or eliminate undesirable surface tints on the stainless steel parts that they run.
References
Herring, Daniel H. 2014. Atmosphere Heat Treatment, Volume I (Section 5.8). BNP Media Group II.
British Stainless Steel Association (BSSA). bssa.org.uk.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
In this Technical Tuesday installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, examines how technical support has evolved from a value-added service into a key differentiator among industrial gas suppliers. Drawing on industry history and insights from Messer LLC, Wolff explores the range of support models available today and the factors heat treaters should consider when evaluating gas supply partnerships beyond price alone.
This informative piecewas first released in Heat Treat Today’sJuly 2026 Annual Super Brands Issue print edition.
Do you have the technical support you need? Not all industrial gas suppliers are the same when it comes to technical support and gas delivery offerings. A critical look must be taken to consider how much technical support you can be looking to your supplier for when signing a gas contract.
We’ll look at a bit of history of the differentiation of technical support offerings in the industrial gases space before homing in on how one specific has supplier, Messer LLC, offers their support so you can better evaluate the cost of gas supply alongside the level of technical support your operations may require.
A Bit of History
Industrial gases have long been treated as commodities, making differentiation among suppliers a persistent challenge. In the early years of the industry (through the 1950s), gas applications were narrowly utilized, especially for the primary steelmaking and refining industries, and most technical knowledge remained with these end user rather than the supplier.
To increase traction with their smaller manufacturing clients, industrial gas suppliers began pairing gas delivery with technical support to help these clients use gases safely and achieve productivity gains. This full-service model propelled increased industrial gas adoption across more general industries.
By the 1970s, the use of industrial gases had become more widespread to include industries like heat treating. Clients were increasing their knowledge of these gases and sought to improve labor and energy efficiency as well as reduce manufacturing costs.
This knowledge increase brought intensified competition for suppliers, prompting a shift toward offering range of service models. Some suppliers reduced or separated technical support to compete on price, while others continued to emphasize integrated service and application expertise. For example, in the 1980s Airgas reduced their technical support to provide a bare product approach at a lower price point. This action prompted other major gas suppliers to adjust their approach and offer technical support selectively, and at times for an additional cost.
Today, these technical support offerings are widely varied. The rest of the discussion is taken from an interview I was privileged to have with Grzegorz Moroz, program manager at Messer LLC.
Supporting Furnace Owners in a Changing Environment
Moroz first spoke about heat treaters’ long reliance on gases to maintain furnace atmospheres. Early-generation atmospheres, such as exothermic and endothermic gas, acetylene, and dissociated ammonia, were effective for their time. Over the past decades, industrial gas companies have advanced the safe use of nitrogen- and hydrogen-based atmospheres among others to deliver greater precision and tighter process control.
According to Moroz, furnace owners face multiple challenges:
Higher quality expectations with shorter lead times and reduced costs
Increasing safety and emissions regulations
Greater automation across operations
A less experienced and more transient workforce
Types of Support
Industrial gas companies, Moroz continues, vary widely in the level of support they may offer. Some focus on gas delivery or a specific expertise, while others offer comprehensive technical, safety, and application support as part of the overall supply relationship. For Messer, solutions are tailored from a team of technical and product experts that support heat treating from efficient, safe, and reliable operations as well as play review.
Access to Support
There are different commercial models industrial gas providers employ to enable their services, explains Moroz. While most will not provide ongoing assistance to facilities supplied by their competitors to avoid conflicts of interest, practices vary across the industry. Even so, contract structures often limit many suppliers from being flexible in delivering technical resources. Informal technical advice may be provided occasionally from gas suppliers that maintain in-house expertise.
Multi-supplier arrangements are common. This may be due to increased volume demands, supply security, strategies, or differing gas specifications, so Messer routinely navigates this reality. However, be aware that larger suppliers often prefer being the sole provider of all gas requirements at a site.
In part 2, we’ll talk more about what’s involved in an installation technical assessment and considering the right industry supplier expert.
About The Author:
David (Dave) Wolff Industrial Gas Professional Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
In this installment of Technical Tuesday, Jim Roberts of U.S. Ignition engages readers in a Combustion Corner editorial about the role of velocity in heat treating — breaking down how faster burner speeds create more turbulence in the furnace, which helps parts heat up faster and more evenly.
This editorial was first released in Heat Treat Today’sJune 2026 6th Annual Buyers Guide Issue print edition.
A furnace guy walks into a heat treat plant and looks around. While it all looks calm and controlled, the agitation inside the furnaces is rampant.
So many times, we forget to slow down, look over our shoulders, and see all we’ve accomplished or learned. Combustion Corner series began with the intent to take a simple, almost primer-level look at what combustion-related issues the modern heat treater — furnace technicians, production managers, and really everybody involved in the process — may encounter.
The focus has been on burners and flame-related items. Occasionally, we get questions for an opinion on considering gas-fired versus electric furnaces or other similar questions. That’s dangerous ground to tread because so many different processes can use both. In fact in most cases, the method of heating is really moot to the process goal: Get heat delivered, cleanly, and all will be well with the parts and the process.
With that in mind, let’s take a peek at what really matters in heat treating. It’s the heat. Specifically, it’s how to get heat delivered as quickly as possible and with as much control as is possible. I know, kind of obvious that heat is important in heat treating. There are “four modes of heat transfer,” but we’ll just look at one of them today.
Convective Transfer
Convective transfer is an easy one because we see so many practical applications in our own homes. The new ovens in the modern home are often convection ovens and seemingly everybody has an air fryer. In the kitchen alone, you can see this how heat transfer increases can happen via convection increases. Take this principle to the shop floor and you can see how critical it is in processes that allow contact with flue gases or hot air.
We used to heat up the box of bricks, and once it got to the needed temperature for the metallurgy requirement, we would push in a basket of parts and wait for them to catch up to that temperature. The thermal mass of the load would literally suck the heat right out of the box, and the temperature would crash. Then, we’d wait for the temperature to stabilize. Once there, the old rules of time and temperature would apply.
But what if we wanted to speed up the process? What if we wanted more even temperature delivery and more temperature uniformity? The word that comes to mind in most burner intrinsic processes is velocity.
Velocity
We talked about how some direct-fired burners are now designed to give fantastic exit velocities from the burner and into the furnace chamber. And when I say fantastic, it has to do with comparing what was an acceptable burner design back in the early days of industrial America when burner flame/flue gas exit velocity of direct-fired heat treating was like 40 MPH. New burners of today have exit velocities of almost 500 MPH!
Here is why it matters: Velocity will have a direct effect on the heat transfer, firstly by blasting into the “boundary layer” of gases that circulate around parts in the furnace. And most flue gases have been laminar in nature, but with this increased turbulence, the agitation of these gases allows more direct contact with the actual part.
The Reynolds Number
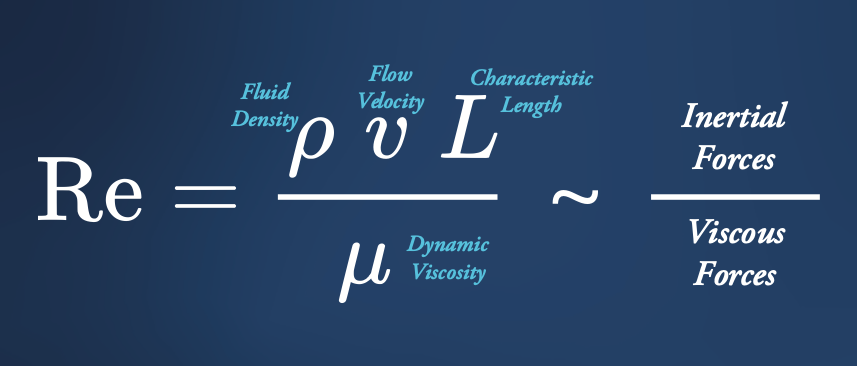
This increased turbulence results in a higher Reynolds number. The Reynolds number (Re) is a dimensionless quantity in fluid mechanics that predicts flow patterns — laminar (smooth) or turbulent (chaotic) — by calculating the ratio of inertial forces to viscous forces.
The word viscous reminds us that all things flowing around in the furnace are considered fluid from a scientific viewpoint. Interestingly, all this turbulence also results in greater mass transport. Remembering that the part or load has some mass, once it begins to heat up, it actually begins to emit heat as well. This mass transport mechanism is a result of the turbulence moving the heated molecules away from the surface of the part more quickly, which maintains a higher temperature differential, and again, increases heat transfer.
I guess what we are doing here is starting with velocity on a burner-level discussion, and we will discuss multiple methods and scientific quirks regarding the big picture — heat transfer. We will discuss some of the basics of heat transfer and explore comparisons between conduction, radiation, and convection, and more.
Till next time…
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, examines the cost dynamics of hydrogen as a process gas and the blended atmospheres strategies thermal processors use to manage them. Drawing on insights from Stephen Feldbauer PhD of Abbott Furnace, Wolff walks through the key gas blend options available to operators and how operators select the most cost-effective mix for the job.
This informative piecewas first released in Heat Treat Today’sMay 2026 Sustainable Heat Treat Technologies print edition.
In last month’s column, we discussed hydrogen as a process gas and addressed key attributes. In that column and in the one that follows, Stephen Feldbauer PhD, director of Research & Development at Abbott Furnace, provided key insights.
A Question of Cost
Stephen Feldbauer PhD Director of Research & Development Abbott Furnace
Hydrogen gas is relatively expensive; in fact, case studies conducted by Abbott Furnace have demonstrated that atmosphere costs often constitute over two-thirds of the variable costs of thermal processing. Hence, cost savings in hydrogen-containing atmosphere supply are important.
As a result, thermal processors will preferentially employ gas blends, containing just the right amount of hydrogen to get the job done, diluted in a larger volume of inert or non-problematic diluent gas. Think of it like using a small amount of powerful dish soap diluted with a large volume of water to effectively clean a large amount of pots and pans. The primary advantage to using hydrogen-blended atmospheres is that they are much less expensive than using pure hydrogen.
Hydrogen-Nitrogen Blended
Pure hydrogen, delivered or generated on-site, may be blended with pure nitrogen to reduce atmosphere costs. While nitrogen can be delivered as a gas or liquid, it can also be separated from atmospheric air on-site at low cost to produce a hydrogen-nitrogen blended atmosphere. Hydrogen-nitrogen blended atmospheres typically range in hydrogen content from about 3% to 75% hydrogen, with the balance nitrogen. Nitrogen costs the thermal processor about 20% of the cost of hydrogen for a similar volume of gas, so blending hydrogen with nitrogen may be a useful approach to obtaining the benefits of a hydrogen-based atmosphere at substantially lower cost.
The actual blend of hydrogen and nitrogen used is primarily determined by the metal that is being thermally processed. As the oxide of one metal may be more stable and difficult to reduce than another, the amount of hydrogen is often increased to make the atmosphere more active. Some metals will be adversely affected by nitrogen at high temperatures. Thermal processors using a hydrogen-nitrogen atmosphere will use furnace atmosphere mixers to blend the leanest (lowest hydrogen) atmosphere that yields acceptable results in the finished metal parts.
Image Credit: Abbott Furnace
A widely used generation approach to a hydrogen-nitrogen atmosphere is to use a thermal catalytic reactor (a “dissociator”) to crack metallurgical grade ammonia (NH₃) to a gas blend of nominal 75% hydrogen, 25% nitrogen (based on the ratio of nitrogen and hydrogen atoms in the ammonia starting gas). Because ammonia is a commonly used agricultural and industrial chemical, ammonia is widely available and cost-effective. Ammonia is delivered by truck in pressurized liquid form and stored in a tank for use.
The resulting atmosphere gas blend is generally called dissociated ammonia (DA). Significantly less expensive than using pure hydrogen, DA gas is a popular gas blend if a nitrogen-containing gas blend can be used. If decreased reducing potential is acceptable, generated DA gas can be further diluted with pure nitrogen to reduce costs even more.
Generation from Hydrocarbon
Another approach to cost-reducing hydrogen-containing atmospheres is to generate a hydrogen-containing atmosphere from a readily available hydrocarbon, such as natural gas, propane, or even methanol. This is possible because these hydrocarbons can be thermally cracked using a catalytic reactor to liberate free molecular hydrogen gas in a blend with other constituents. These reactors may use partial combustion in the case of Exothermic reactors to make Exo gas, or they may use pure thermal cracking, avoiding combustion, in which case the technique is called Endothermic gas generation, and the resulting gas is often called Endo gas.
Because Exo gas is a result of partial combustion with air, an Exo gas blend has approximately 10% hydrogen and considerable nitrogen in it, whereas Endo gas has approximately 40% hydrogen and very low levels of nitrogen. Because both Exo and Endo gases contain considerable carbon (originating from the fuel gas), their uses are limited to processes and materials where the carbon content does not create processing issues.
Argon-Hydrogen Blend
Many of the stainless steel grades cannot be thermally processed in nitrogen-containing atmospheres because the nitrogen gas will react with the chromium, damaging the alloy. In that case, an argon-hydrogen blend may be employed. Because argon is more expensive than hydrogen, the economics of an argon-hydrogen gas blend may result in much higher levels of hydrogen in the furnace atmosphere.
About The Author:
David (Dave) Wolff Industrial Gas Professional Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
In this episode of Heat TreatRadio, host Heather Falcone sits down with Casey O’Neill, vice president of Sales and Marketing at RoMan Manufacturing, to discuss a holistic approach to energy efficiency in thermal processing. Casey explains how furnace power systems, transformer placement, electrification strategies, and data-driven monitoring can significantly impact operating costs, maintenance requirements, and overall performance.The conversation also explores how emerging technologies such as digital twins and AI-driven analytics may help heat treaters address workforce challenges while improving energy management and productivity.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (00:04)
Heather Falcone: Hi, I’m Heather Falcone. Welcome to Heat TreatRadio.
Today we’re talking about holistic solutions to thermal processing system energy efficiency. We’re on-site with the sponsor of today’s episode, RoMan Manufacturing, in Wyoming, Michigan. We had the opportunity to take a tour before recording, so thank you to RoMan for hosting us. Joining me today is Casey O’Neill, vice president of Sales and Marketing. Thanks for joining me today, Casey.
Heat Treat Radio host Heather Falcone (left) sits with the vice president of Sales and Marketing at RoMan Manufacturing, Casey O’Neill (right), on-site at RoMan Manufacturing in Michigan
Casey O’Neill: Thank you for being here. We’re excited to host you and record this on the RoMan campus.
Heather Falcone: You get the whole episode to talk about energy efficiency, but I’d like to start by having you tell us a little about yourself and your background. Since we’re at your facility, you get to do your own introduction and tell us a little about RoMan.
Casey O’Neill: I’m Casey O’Neill, vice president of Sales and Marketing at RoMan Manufacturing. I’ve been with RoMan for a number of years, and where I actually started working at RoMan was selling our products into the furnace market.
This segment of industry is really near and dear to my heart. It’s where I got my start in the business. I’m really excited to be able to discuss all the ways that RoMan Manufacturing specifically works to improve the efficiency of electrically heated furnaces within the heat treating industry and how we can help heat treaters money, while improving operational efficiency.
Heather Falcone: I think there are a lot of misconceptions about what can actually be done with energy efficiency. I’d love to dispel some of those myths and help educate people so that making changes to an energy system does not seem so intimidating.
Casey O’Neill: Absolutely. RoMan has a strong history in a variety of different industries, which allows us to take lessons that we’ve learned from one industry and apply them to other industries where that knowledge may not be understood yet.
That’s what we’ve been working to do within the furnace segment is apply our understanding of power and efficiency and how they relate to each other on different pieces of equipment and introduce those to improve the operations of heat treating companies.
Company History (2:53)
Heather Falcone: That’s really how the company got started, right?
Image Credit: RoMan Manufacturing
Casey O’Neill: Correct. RoMan was founded in 1980 by Dietrich Roth and Robert Hoffman. Dietrich was a brilliant engineer in the power transformation space. His focus was on optimizing power density in a resistance welding transformer.
He developed ways to create the power that was needed in a more compact box. As RoMan has evolved over the last 46 years, we’ve taken that concept and technology and expanded it across the products that we offer different industries.
RoMan supplies products for resistance welding, which is where the company started. We also provide power supplies for glass manufacturing, heat treating furnaces, sintering furnaces, and crystal growing furnaces. Outside of thermal processing, we develop power supplies for specialized projects that require high current. One of RoMan’s strengths is rectifying high-current AC power into high-current DC power.
The expertise needed to do that is fairly limited globally. So, we take on very specialized projects for the government and large primes to put that technology into practice for their applications.
Electrification Trends (4:58)
Casey O’Neill: As it relates to heat treating furnaces, over the last five years, there’s been a significant shift toward electrically heated furnaces. In some cases, companies are looking at converting gas-fired furnaces to electrically heated furnaces. A large part of this trend has to do with broader global electrification initiatives and decarbonization goals. As more and more furnaces are electrified and as more people are looking to buy electrically heated furnaces, our goal is to ensure this industry understands how to optimize that electric power so that the energy is being used by the furnace and not just burning into the air.
Water-Cooled Transformers (6:05)
Heather Falcone: When we talk about energy efficiency and thermal processing, beyond heat loss and leakage, what are the biggest inefficiencies that you’re seeing in heat treat operations today?
Casey O’Neill: From RoMan’s perspective, our core product is high-current, low-voltage, water-cooled transformers. We also integrate those power devices into power systems, like controls, breakers, PLCs, and communication with the main control system.
Single phase water-cooled transformer | Image Credit: RoMan Manufacturing
One of the key features is water cooling. In a lot of industries, there are applications where having a water-cooled transformer device is going to make the system more optimized than an air-cooled transformer would. While going to an air-cooled transformer may have a lower upfront cost, if you look at the total cost of ownership versus a power supply that integrates RoMan water-cooled device, because of the equipment optimizations, that will save money on energy and maintenance in the long run. RoMan builds our transformers in a way that integrates the water cooling right into the circuit of the transformer, creating a low-profile, high-power density product. The transformers are fully potted and completely sealed off from the elements. Like I said, we used to test our transformers by submerging them in a fish tank and powering them up to show that water could not get into the transformer and short it out. This allows the transformer to not have to be in a box, so it can be mounted on any equipment, because as long as you’re running the cooling water through the transformer, it’s not going to overheat. It’s impervious to any of the outside elements that you would normally put a different type of transformer in a box for. This allows the transformer to be mounted very close to a power feed-through of a furnace.
Related Reading: New to furnace power systems? Click on the image above to learn about how electricity travels through a vacuum furnace and why transformer placement matters.
Mounting the transformer in this way has many advantages. The secondary side of a transformer, the output side, is the high-current side of the furnace, and the high-current side of an electric circuit is the drastically more inefficient side of the electric circuit because current is heat.
On the primary side, it’s going to be higher voltage and lower current, but when you’re stepping down the voltage and stepping up the current, which is what you do in a transformer on a resistance-heated furnace, you’re creating a high-current, low-voltage secondary.
Well, high current is high heat. If you’re running high-current through big secondary cables from the transformer to the furnace, every foot of that cable is generating heat and wasting energy. So, you’re paying for energy that’s just going into the air.
Heather Falcone: And you’re heating the whole plant at the same time for nothing.
Casey O’Neill: Exactly. You then either have uncomfortable employees, or you need to get a bigger air conditioner.
What RoMan is working to integrate into this industry is remote mounting of transformers directly next to or close-coupled to the power feed-through of the furnace. By doing that, you’re eliminating the secondary cables altogether.
Not only does that save you energy losses in those cables, but those cables are also water-cooled, so you eliminate having to water-cool the cables. If they are air-cooled, and then they’re kicking heat off into the building. They’re also a large maintenance item and can be difficult to handle.
I’ve been to many different heat treating facilities, and I’ve talked with operators about integrating RoMan transformers where you’re closely coupling them to the power feeders and eliminating the cables. One of the operators joked with me and said he’d be my best friend forever if we could eliminate all those cables because of how difficult they are to do maintenance on. When you have a cable fail, it must be removed and replaced. RoMan is trying to eliminate those cables and mount this transformer right next to the power feed-through, making it more efficient and easier to maintain. We can do this because we’ve created a high-power, low-profile density transformer, that is impervious to elements; it can be outside of a box and mounted right next to the furnace.
Heather Falcone: That makes sense. When you’re looking for a system, you’re looking for something that decreases that, the past of least resistance, right? Faster, quicker, and easier.
Workforce Challenges (12:14)
Heather Falcone: The population of working people is shrinking, and in the next 10 years, it’s going to be the lowest it’s ever been. As such, it’s going to get harder to find and hire maintenance personnel, furnace operators, and electrical technicians. If companies eliminate that problem entirely, it’s a win-win.
Casey O’Neill: Exactly. One of the biggest challenges I see in the near-term future is a massive loss of knowledge base.
Across the heat treating industry, there are incredibly knowledgeable and experienced people that have kept heat treating companies running for the last 50 years that are approaching retirement.
As they leave the workforce, that knowledge base is not easily replaced. It’s quickly becoming one of the major challenges of not just heat treating but every industry.
Adoption of New Furnace Technology (13:30)
Casey O’Neill: At RoMan, our core product is high-current, low-voltage, water-cooled transformers, but we are also integrating some of this core product into broader power systems. As we start to integrate, we are also trying to create enough data feedback. We can monitor current, voltage, resistance values, and other parameters. With digital controls, that data can be extrapolated and fed back into the furnace system.
This is where we get into some fun technology. There are companies that can create a digital twin of a piece of equipment by engaging with the equipment and component manufacturers and the OEMs to understand how all of it behaves together.
If we see the transformer temperature internally rising, what does that mean or what could be causing that? If we see a certain part of the furnace inside getting a lot hotter, there are thermocouples inside reading the temperature.
They create a digital twin, and by integrating artificial intelligence, it can start to run simulations in real time, which allows them to communicate next steps with the operator based on what they are seeing with their simulations. So, as experienced personnel enter retirement, we’re going to need to start integrating more of this type of technology into systems or these systems will not operate as well as they should, which means productivity will decrease significantly.
One of the things that RoMan is actively pursuing is determining what feedback our power system can provide to the overall furnace system that’s going to feed into this digital twin and AI simulation to ensure that the furnace can continue to operate in a high productivity fashion, while simultaneously eliminating the challenge of our aging knowledge base.
Related Reading: As furnace systems become more connected, digital controls play an increasingly important role in energy efficiency. Click on the image above to learn about how communication between power systems and furnace controls can reduce energy consumption and support sustainability goals.
Heather Falcone: Right. When you’re undertaking a project like energy efficiency, our tendency might be to focus just on that piece of equipment, and we may miss the opportunity to look at the larger picture and incorporate every piece of equipment.
Casey O’Neill: Exactly. As electrification of heat treating furnaces continues, the operational expense of electricity becomes one of the biggest expenses for heat treat operations. So, managing electric consumption has to become one of the most critical issues to address in order to be profitable.
At RoMan, we don’t just try to sell our products, we try to really engage with the users of our products in every industry that we work in so that they understand from our side how to most efficiently use our products in their system as a way to help the overall OPEX of electricity in a heat treating company, keeping it as minimal as possible or at least as efficient as possible. That way, they are only paying for electricity that is actually used to heat treat products and not paying to kick off energy into the air.
Heather Falcone: Let’s talk a little bit about that whole process that you’ve come up with, because many heat treaters are working with legacy systems. It can seem daunting to go from a VRT to this solution. What do you recommend for how they can attack this issue without being intimidated and rejecting the project entirely?
Casey O’Neill: In a number of industries that we work with, this fear is common. Nobody wants to be first. Everybody wants to be second. If we have new technology, they don’t necessarily want to be the first one to be innovative and integrate it into their system because they also don’t want to be the reason that production goes down if it fails.
So, you have systems with legacy products that have been working for decades and that makes people very comfortable with that system. Even if we can make drastic improvements on the overall operational expense, they are motivated by job security, so they want to work with products and technology they feel comfortable with.
We engage with both small and large captive and commercial heat treaters, and what I found is when you engage with a company that has a group that’s really focused on energy efficiency, especially as electrification grows, those people end up having a lot more say in what technology ends up being integrated into a system.
RoMan has a number of systems integrated into heat treating furnaces, and within our product offerings we have different types of power systems used in various applications. We have air-cooled transformers manufactured at our facility in Grand Haven, Michigan, and we have our high-current, low-voltage water-cooled transformers that are 60 hertz, 480-volt input, very basic, that are integrated into different furnace systems.
Our legacy began in resistance welding in the automotive world. If you’ve ever seen the commercials for vehicle manufacturers where you have the metal frame of a car going down an assembly line with robotic arms moving around, sparks flying — that’s resistance welding. It’s a bad example because when you’re doing the welds, you don’t want sparks, but sparks are good for TV.
That’s a resistance weld. On that robot is a weld gun, and in that weld gun is likely (if it’s in North America) a very small RoMan transformer. The input into that transformer is 1,000 hertz, 620 volts, and it’s coming from an IGBT control. In that industry, in the late ’80s/early ’90s, they started to go from larger stationary spot-welding stations to this robotic welding. They’re putting thousands of amps through that little weld gun, and if they were to use an AC transformer, it would be large, and then they would be running those big heavy cables to the weld gun. Also, robots move around so much, so you end up having a lot of maintenance issues and inefficiencies.
By integrating this IGBT control that can put out 1,000 hertz, you can exponentially shrink the core of the transformer, which makes the transformer size shrink significantly. Now since the ’90s, almost every automotive line is using an IGBT control and a really small, high-current, low-voltage, water-cooled transformer that’s in the weld gun connected to where the weld tips are.
RoMan takes something that’s been used for 40 years in one industry and realized there were many applications that would benefit from integrating this type of technology onto a furnace. When you’re running continuous heat for a long time, you end up creating a lot of inefficiencies, which can get really technical.
This system overcomes many inefficiencies using these different types of technology that all look different from what people are used to seeing. What we are trying to do is educate people on the uses of these new technologies and the benefits of their integration on furnaces, particularly the improvement of operational expenses, electrical efficiencies, and also maintenance.
Furnace Integration — Retrofits (24:24)
Heather Falcone: We have discussed RoMan and the systems. Tell me about integration at the furnace level.
Casey O’Neill: As I have mentioned, we have different furnace applications that use different versions of our technology. For commercial heat treaters, heat treating is how they make money, managing operational expenses of the equipment is absolutely critical to profitability.
We have conducted several trials and product integrations where we’ve worked directly with heat treaters to retrofit equipment so they can start to understand and see the operational gains from using our products.
Related Reading: Casey discusses how power controls affect furnace efficiency and performance. Click on the image above for a deeper look at IGBTs and matching controls to heating loads.
In one case, we had a commercial heat treater that had a vacuum furnace with a large legacy power supply. We have some different data loggers that measure and log power data. We hooked them up to a power logger, and had them operate normally, run different parts that they normally run through that furnace, and we just logged the power data, the kVA, kW, the reactive power, and the power factor — parameters that matter when it comes to power and what the utility companies bill people for. Then we examined that data, and we saw that the power supply that they had for the work that they were doing was oversized.
One of the changes that we could make to optimize the operation of the power supply was to size it more according to their needs. In this case, we retrofitted that furnace with an IGBT control and our small MFDC transformer. We sized the kVA down more to their needs to add some efficiency to the system.
We had them turn it back on and operate normally, using the same parts. We logged the power again and we were able to compare the different runs. We also had them run a burnout run so we could compare the burnouts. As we were doing that, we noticed one run that they were doing after we retrofitted the furnace that wasn’t in any of the logs from before we retrofitted it. We did not know where it came from. The company explained that there is a certain part that they heat treat for a customer and that particular process has a very, very fast ramp rate to get to a very high temperature. In their facility, they only have one furnace that they can do that particular cycle on. After we retrofitted this furnace, they decided to try this particular process, and they were able to do it.
Heather Falcone: That’s awesome.
Casey O’Neill: Keep in mind; this was actually a smaller kVA transformer than what was on that furnace before. The output of this transformer is DC, not AC, and AC has a sine wave, which kind of goes like that, and there’s a zero point where it’s always crossing zero. Every time it crosses zero, it’s off for just a little bit. We’re talking milliseconds. But then it has to reheat a little bit. It continues heating, and then it’s off as it crosses zero again.
The MFDC, however, is DC power. DC power is just on, so you’re just managing how much it’s on. As a result, you never have to do that little reheat before you continue heating like you do with AC power.
The best explanation, and this is anecdotal, not data-driven, is when they retrofitted that furnace with DC power, because that DC can just stay on, they were able to ramp much faster and hotter. Even though it was a lower kVA transformer, it still had enough power to get up to temperature. Also, because of the DC power, it was a much better heat, so it could get up to temperature much faster and allow them to do that cycle.
So operationally, they’re now able to run that particular process in two furnaces instead of one. Double the capacity, which is now optimized for a commercial heat treater to be able to shift things around more and have some options when they’re in production.
A burnout run is obviously a lot more power than a different run that’s lower temperature or a shorter period of time. On some of those lower temperature runs, there was about a 4% kilowatt hour difference in consumption after we retrofitted it. For the burnout run, the kilowatt hour difference was actually 18%. By retrofitting, it reduced the real power consumption by 18% on every burnout.
The ability to use DC in a resistance application is always going to make it more efficient. But then also by shortening the secondary, you’re eliminating energy waste, optimizing efficiency, and enhancing maintenance.
In that facility, about half of the furnaces now have that IGBT system and these small MFDC transformers. This is a more expensive system. When you look at the total cost of ownership, you have to weigh the costs, is the value there or not? There are certain cases where it is, and there are certain cases where it is not. As I mentioned, half of their furnaces have this system, and the other half do not. That’s because for half of them, there isn’t enough added value to make this change. But for other furnaces at other heat treating companies, we have AC high-current, low-voltage water-cooled transformers like this where those are integrated. We’ve closely mounted them to the power feed-through, and just by getting rid of those secondary cables, we’ve helped improve the efficiency of the furnace. That one is actually really easy to do the math on savings because different size cables have ratings of heat loss per foot. You can easily do the math. On every foot of cable we eliminate; you’re going to save this much in energy consumption.
In some other cases, the transformer, while important, actually becomes less important than the power control. In some commercial heat treaters and in many captive heat treaters, they may run one part over and over and over again. But they have to make sure that every single time it is done exactly the same. We integrate our transformers into a power system where we’re getting controls and other feedback devices that we integrate into the whole system so you can start to monitor and digitally send all that information into a main equipment PLC, which means they can make a lot more informed decisions on how to manage the equipment to ensure that the output is consistent time and time again.
Heather Falcone: Absolutely. I think that’s important to insert in part of the process. As somebody who’s looking to evaluate energy efficiency, you are looking at retrofit, so you need to get the right partner that can give you the education and the foundation to dispel any worries that you might have right up front.
Furnace Integration — New Equipment & OEMs (34:10)
Heather Falcone: But it’s not just retrofits; you can integrate with brand new equipment. Can you talk a little bit about this and working with OEMs.
Casey O’Neill: In general, RoMan has a history of trying to work with everybody in the supply chain, because I think that we offer different forms of value to different companies within that supply chain. The heat treating industry is no different. Furnace users and heat treaters are the ones that are paying their electric bill. They’re the ones that are paying the furnace operators, the maintenance personnel. They’re buying maintenance parts. For them, the value of the RoMan products is going to all be things that impact their P&L.
But we also work with a number of different furnace OEMs where the value is more on them being able to sell a more optimized piece of equipment to an end user. So, in general, most of the furnace OEMs, especially here in North America, are very familiar with RoMan products. They’re going to understandably be very sensitive to their customer needs and the demand. If I have the best product in the entire world, but my customers don’t want it, I am not going to go out of business holding the best product in the world.
As we work with OEMs, they understand how to integrate the RoMan products in various ways to optimize the equipment. At the end of the day though, it’s based on the demand from a heat treating company that will be buying that equipment. Whether they are going to integrate RoMan, add value, be more technologically advanced, or stick with the legacy equipment because that’s what they know.
Again, the education still needs to go back to the heat treating industry, commercial heat treaters and captive heat treaters, to understand the importance of having a highly optimized piece of equipment in their overall system and what it can do for their bottom line.
That’s really how the demand is going to shift. I’m part of RoMan, and so I will always say how they’re going to demand shift to RoMan. But in general, the demand is going to shift from how companies have done it for 50 years and are comfortable with seeing real value in this new technology because it’s going to optimize their system. It’s going to help them manage the system because they are losing a knowledge base. It’s going to give a better output. It’s going to lower their OPEX. As companies become more and more focused on optimization and value, I think you’re going to see a shift to more advanced technology.
However, what I tell everybody is that what RoMan sells is not new technology; it’s 40 years old. It’s just new to this industry.
Biggest Takeaways (37:48)
Heather Falcone: On that subject, what is the big takeaway that you want our readers and listeners to know from everything that we’ve talked about today?
Casey O’Neill: At Roman Manufacturing, our vision is to be the global brand of choice for industrial power conversion solutions, and the heat treating world is a part of that. We never try to just sell a product. Our goal is to work with our customers and the companies that are using our equipment, even if they’re not directly our customer, to make sure that they not only understand the added value, but also can capture the added value, because it’s one thing to know that a product can add value, and it’s another thing to make sure you’re actually capturing it.
At the end of the day, RoMan is focused on our customer and our user base. We will always support our products to make sure that people are squeezing every drop of value out of it that they can. I think that’s how you create really good partnerships when you’re working together to optimize a furnace system, for example. You start to learn from each other to be able to even optimize the equipment that they’re buying in a bigger way.
Heather Falcone: You can learn from each other, continually improve. We can’t do it without working together.
Casey O’Neill: Exactly.
Heather Falcone: Thank you so much, Casey. I really appreciate you spending time with me today.
About the Guest
Casey O’Neill Vice President of Sales and Marketing RoMan Manufacturing
Casey O’Neill is vice president of Sales and Marketing at RoMan Manufacturing, a Grand Rapids, Michigan-based manufacturer of high-current, low-voltage power conversion equipment serving industries including resistance welding, glass, furnace, and other industrial applications.
Casey leads RoMan’s sales, marketing, and market-development efforts with a focus on strategic growth, client partnerships, and expanding RoMan’s presence in global industrial markets. His background includes leadership roles in sales strategy, business development, operations, and manufacturing, giving him a practical understanding of how technical solutions, commercial strategy, and client needs intersect.
For Heat TreatToday, Casey brings a perspective shaped by working closely with industrial clients in demanding thermal-processing, furnace, and power-conversion applications.
Heat Treat 2025, the 33rd Heat Treating Society Conference and Exhibition, will take place October 21–23, 2025, in Detroit, Michigan, bringing together professionals, researchers, and suppliers from across the industry. In this guest column, Benjamin T. Bernard, president of Heat Treat Society and VP of International Sales at Surface Combustion, discusses what attendees can expect — from an expansive exhibit floor and technical program to new introductory coursework and student competitions.
This insightful piece was first released inHeat Treat Today’s September 2025 Annual People of Heat Treatprint edition.
Preparations are in full swing for the 33rd Heat Treating Society Conference and Exhibition, taking place October 21–23, 2025, in Detroit, Michigan. Organized by the ASM Heat Treating Society, the event remains a key gathering for professionals working in thermal processing and heat treating technologies.
This year, Heat Treat 2025 will once again be co-located with three major events: the International Materials, Applications, and Technologies (IMAT) Conference & Expo and ASM’s Annual Meeting; the 12th International Conference on Residual Stresses (ICRS-12); and the AGMA Motion + Power Technology Expo (MPTE). Together, these events deliver unmatched value, offering attendees access to expanded technical content, broader networking opportunities, and a combined exhibit floor of more than 600 companies.
Two keynote speakers have already been confirmed, representing both industrial and academic leadership. Dr. Sridhar Seetharaman, CEO of EPIXC, Professor at Arizona State University, and Joint Affiliate at the National Renewable Energy Laboratory (NREL), and Justin Persinger, Senior Manufacturing Engineer of Manufacturing Process Analysis at General Motors, will share insights from their respective sectors.
The technical program will cover a wide array of important topics, including atmosphere technology, microstructural development, green/low-carbon processes, residual stress, quenching, surface engineering, vacuum processing, and simulation and modeling. The conference continues to emphasize the integration of cutting-edge research with real-world industrial applications.
New in 2025, the Heat Treating Society is launching Heat Treat 101: An Introductory Course on the Fundamentals of Heat Treating. This foundational course is designed for those new to the field or those seeking a refresher on the basics. Topics include principles of steel heat treating, heat treating of aluminum alloys, heat treatment furnace design and operation, and an introduction to the metallography of heat-treated components. Attendees will gain essential insight into materials behavior and processing techniques used across the industry. The course is open to all registered attendees of IMAT 2025, ICRS 2025, and Heat Treat 2025.
Student engagement continues to be a focus. The Fluxtrol Student Research Competition provides an opportunity for students to present research to panels of industry professionals, while the HTS Strong Bar Competition challenges them to optimize heat treatment for strength and ductility. These initiatives help foster the next generation of heat-treating experts.
The event also features several opportunities for community building, such as the Women in Manufacturing and Engineering Breakfast, co-hosted by HTS, ASM International, and AGMA. Open to all attendees, this popular event highlights and celebrates the contributions of women in the field. Other networking highlights include the ASM Leadership Luncheon, the Awards Dinner, and the Evening Networking Event at the Waterview Loft.
The exhibit hall will showcase more than 600 companies through the co-located conferences. Activities on the show floor include a VIP industry tour, Solutions Center presentations, a Welcome Reception, and dedicated programming for students and early-career professionals. With its rich technical content, strong industry partnerships, and inclusive community events, Heat Treat 2025 promises to be a must-attend event. To register and learn more, visit heattreatevent.org.
About The Author:
Benjamin T. Bernard Heat Treat Society President and VP of International Sales Surface Combustion