Two major international steel corporations recently announced plans to invest in existing steel mills in along the northwest Indiana lakeshore, as part of collective bargaining agreements reached with the United Steelworkers union.
ArcelorMittal, based in Luxembourg, and Pittsburgh-based U.S. Steel together will invest $5.6 billion into their U.S. operations in an effort to ensure that the local mills remain sustainable, including Gary Works, U.S. Steel’s largest mill.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
In today’s Technical Tuesday, we continue an intermittent series of posts drawn from the 101 tips. The category for this post is Quenching, and today’s tips–#8, #38, and #81–are from three different sources: Dan Herring, “The Heat Treat Doctor®”, of The Herring Group; Combustion Innovations; and Super Systems, Inc.
Heat TreatTip #8
14 Quench Oil Selection Tips
Dan Herring, “The Heat Treat Doctor®”, of The Herring Group
Here are a few of the important factors to consider when selecting a quench oil.
Part Material – chemistry & hardenability
Part loading – fixturing, girds, baskets, part spacing, etc.
Part geometry and mass – thin parts, thick parts, large changes in section size
Distortion characteristics of the part (as a function of loading)
Stress state from prior (manufacturing) operations
Oil type – characteristics, cooling curve data
Oil speed – fast, medium, slow, or marquench
Oil temperature and maximum rate of rise
Agitation – agitators (fixed or variable speed) or pumps
Effective quench tank volume
Quench tank design factors, including number of agitators or pumps, location of agitators, size of agitators, propellor size (diameter, clearance in draft tube), internal tank baffling (draft tubes, directional flow vanes, etc.), flow direction, quench elevator design (flow restrictions), volume of oil, type of agitator (fixed v. 2 speed v. variable speed), maximum (design) temperature rise, and heat exchanger type, size, heat removal rate in BTU/hr & instantaneous BTU/minute.
Keep water out of your oil quench. A few pounds of water at the bottom of an IQ quench tank can cause a major fire. Be hyper-vigilant that no one attempts to recycle fluids that collect on the charge car.
According to Super Systems, Inc., there are one of three problems to consider if your quench is just not cutting it. Although SSI focuses more on atmosphere control systems, when parts come out soft, the problem isn’t always the atmosphere – sometimes it’s the quench. Here are three things to consider regarding your quench:
First, check the composition of the quench media. Is it up to spec? Does it need to be refreshed?
Is the quench receiving adequate agitation to thoroughly quench the load?
Is the quench at the right temperature? If the bath is too warm when the load enters, quenching won’t go well!
Photo credit: Heat Treat Today FNA 2018; Super Systems, Inc.
If you have any questions, feel free to contact the expert who submitted the Tip or contact Heat TreatTodaydirectly. If you have a heat treat tip that you’d like to share, please send to the editor, and we’ll put it in the queue for our next Heat TreatTipsissue.
At 41 feet long and 21 feet wide, weighing in at nearly 10,000 pounds, the world’s first 3D-printed bridge has been approved and tested for pedestrian traffic in Eindhoven, in the Netherlands, approximately 90 minutes south of where it was constructed by four robots in Amsterdam.
MX3D, in partnership with more than 30 global industrial partners, completed the final deck and structural tests and finalized the sensor design earlier this year. In October, at Dutch Design Week, visitors provided the foot traffic needed to generate the first data set from the sensing system. The next phase will be to use the sensor data to build a digital twin model to monitor foot traffic in real-time, then installation over a canal in Amsterdam.
The structure is a testament to the possibilities of large-scale 3D printing, but this is just the tip of the iceberg. ~ ThomasNet.com
Controlling process temperature with accuracy and without extensive operator involvement is a crucial task in the heat treat shop and calls for the use of a temperature controller, which compares the actual temperature to the desired control temperature, also known as the setpoint, and provides an output to a control element. This comparative process relies upon an algorithm, the most commonly used and accepted in the furnace industry being the PID, or Proportional-Integral-Derivative, control.
“This popular controller is used because of its robust performance in a wide range of operating conditions and simplicity of function once understood by the processing operator,” writes Real J. Fradette, a Senior Technical Consultant with Solar Atmospheres, Inc, and the author of “Understanding PID Temperature Control as Applied to Vacuum Furnace Performance” (with William R. Jones, CEO, Solar Atmospheres, Inc, contributing).
The PID algorithm consists of three basic components, Proportional, Integral, and Derivative which are varied to get optimal response. If we were to observe the temperature of the furnace during a heating cycle it would be rare to find the temperature reading to be exactly at set point temperature. The temperature would vary above and below the set point most of the time. What we are concerned about is the rate and amount of variation. This is where PID is applied. ~ Fradette
In this week’s Technical Tuesday, we direct our readers to Fradette’s article at Solar Manufacturing’s website where he and Jones cover the following on PID temperature controllers:
Definitions, e.g., Closed Loop System; Proportional (GAIN); Integral (RESET); and Derivative (RATE)
Actual operation of a PID temperature controller, including understanding PID dimensions and values; and general rules for manually adjusting PID
John Hubbard, chairman of Thermal Process Holdings
Following the acquisition of a Wisconsin heat treat company, finalized last week, an industry holdings group recently announced the purchase of a high-quality heat treat provider focused in tool and die work.
Thermal Process Holdings (TPH) acquired P & L Heat Treating (P&L) of Youngstown, Ohio, in their continuing efforts to build a leading thermal processing company based on value-added services.
“We are delighted to partner with Bill Pociask and the P&L team. P&L is a well-run heat treating operation providing high-quality service. Both Bill Pociask and P&L are excellent additions to the TPH group,” said John Hubbard, chairman of TPH.
Bill Pociask, founder and president of P&L
“I am excited to work with the TPH group of companies. There are many opportunities for us to help each other grow and continue to serve our customers. The future is very bright for P&L,” said Bill Pociask, founder and president of P&L.
TPH also owns and operates: Diamond Heat Treat, based in Rockford, Illinois; Certified Heat Treating, based in Springfield, Ohio; and Hudapack Metal Treating, based in Elkhorn and Franklin, Wisconsin.
TPH was formed by Calvert Street Capital Partners and John Hubbard (former CEO of Bodycote, PLC) to pursue a buy-and-build strategy in the thermal processing industry. You can listen to an interview with John Hubbard regarding the strategy of Calvert Street Capital Partners, conducted by Heat Treat Today‘s publisher, Doug Glenn, at this Heat TreatRadiolink.
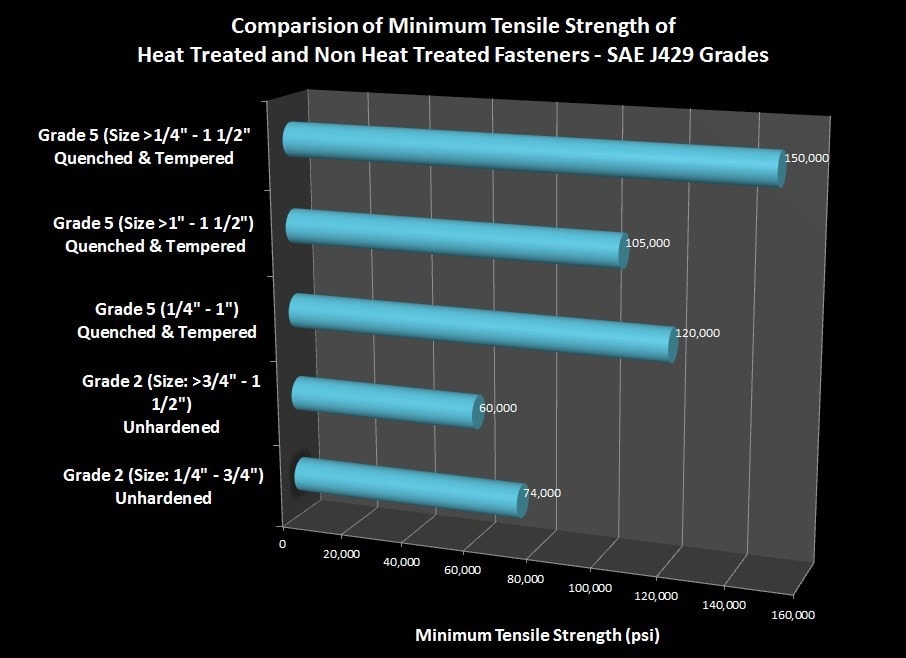
A comparison of minimum tensile strength of heat-treated and non-heat-treated fasteners
One would be hard-pressed to find an industry that isn’t served by high-strength or heat-treated bolts and fasteners. They are required in the automotive, construction, transportation, marine, aerospace, oil & gas, petrochemical, and presses and molds manufacturing fields. In oil & gas and petrochemical manufacturing, for example, high-strength bolts and fasteners are necessary in order to achieve seal closure on flanged joints, fittings, and closures; withstand tensile stresses within the bolts; and provide the strength needed for bolts and pins to withstand forces from high horsepower equipment. You name the industry sector, and the manufacturing process will be just as dependent upon bolts and fasteners to answer the demands of the equipment, the process, and/or the application.
In this overview of the importance of heat treating in fastener and bolt production, Bayou City Bolt provides:
an explanation of the heat treating processes used depending upon the material and the application,
a comparison of the minimum tensile strength of heat-treated and non-heat-treated fasteners (see image to the right),
grade steels best used for heat treating fasteners and bolts,
the case hardening process, and
the proper use of hardened steel fasteners.
An excerpt:
“About 90 percent of fasteners are steel based and the required strength level is usually developed in steel fasteners using quenching and tempering processes. Accordingly, the terms “high strength” with “heat treated” or “hardened” are often equivocated with the fastener world. However, heat treatment includes a wide range of processes. Some heat treatments like annealing soften a metal, while others harden and strengthen.”
A Wisconsin heat treating company has been acquired by an industry holdings group in a bid to build a leading thermal processing company based on value-added services.
Thermal Process Holdings, Inc. (TPH), purchased Hudapack Metal Treating, Inc., which owns and operates heat treat facilities in Elkhorn and Franklin Wisconsin. In TPH’s acquisition of Hudapack, co-founded by Gary Huss, Charles Davis, and Earl Pack, the company’s strategy is to identify and bring together leading businesses that share a focus on world-class safety, quality, service, and advanced technology. TPH also owns and operates Diamond Heat Treat, based in Rockford, Illinois, and Certified Heat Treating, based in Springfield, Ohio.
Gary Huss, co-founder and President of Hudapack
“We are excited to announce the third acquisition in our strategy to build a best-in-class company that offers a range of advanced services,” said John Hubbard, Chairman of TPH. “I have known and respected Gary Huss for over 30 years and am appreciative that he has entrusted us with the two businesses he has successfully built. I am also pleased that Greg Huss has agreed to become the General Manager of both Elkhorn and Franklin and look forward to working with him as we seek to grow Hudapack.”
“We began operations in 1985 and have been more successful than I ever imagined. When making the difficult decision to sell the business and retire, an important consideration was finding a buyer who would ensure the continued success of the business and provide opportunities for the Hudapack employees. I am confident that John Hubbard and the TPH team will carry out those objectives. I am also delighted that Greg will become GM of both locations. He has spent his career in the business and this transition provides an exciting leadership opportunity for him,” said Gary Huss, co-founder and President of Hudapack.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
In today’s Technical Tuesday, we continue an intermittent series of posts drawn from the 101 tips. The category for this post is Induction Heating, and today’s tips–#29, #73, and #83–are from Dr. Valery Rudnev, FASM, Fellow of IFHTSE, “Professor Induction”, Director of Science & Technology at Inductoheat Inc., an Inductotherm Group company. Dr. Rudnev is a regular contributor to Heat TreatToday.
Heat TreatTip #29
Induction Heating Non-Ferrous Metals & Alloys
Dr. Valery Rudnev, FASM, Fellow IFHTSE, Professor Induction, Director Science & Technology, Inductoheat Inc., an Inductotherm Group company
Steel components by far represent the majority of hot worked and heat-treated parts for which electromagnetic induction is used as a source of heat generation. At the same time, many other non-ferrous metals and alloys are also inductively heated for a number of commercial applications. Induction heating of low electrically resistive metals such as Al, Mg, Cu, and others typically require using lower electrical frequencies compared to carbon steels, cast irons, or high resistive non-magnetic metals (such as Ti or W, for example) and metallic alloys. The lower value of electrical resistivity results in smaller current penetration depth (depth of heat source generation), making it possible to apply much lower frequencies without facing the danger of eddy current cancellation.
Heat TreatTip #73
Induction Hardening Powder Metal
When induction hardening powder metallurgy (P/M) materials, it is good practice to have a minimum density of at least 7.0 g/cm3 (0.25 lb/in.3). This will help obtain consistent induction hardening results. When hardening surfaces that have cuts, shoulders, teeth, holes, splines, slots, sharp corners, and other geometrical discontinuities and stress risers, it is preferable to have a minimum density of 7.2 g/cm3 (0.26 lb/in.3). Low-density P/M parts are prone to cracking due to a penetration of the gases into the subsurface areas of the part through the interconnected pores. Interconnected pores contribute to decreased part strength and rigidity compared with wrought materials. In addition, the poor thermal conductivity of porous P/M parts encourages the development of localized hot spots and excessive thermal gradients and also requires the use of quenchants with intensified cooling rates to obtain the required hardness and case depths. This is so because an increase in pore fraction and a reduction in density negatively affect the hardenability of P/M materials compared to their wrought equivalents.
Heat TreatTip #83
Induction Hardening Cast Iron
Induction hardening of cast irons has many similarities with hardening of steels; at the same time, there are specific features that should be addressed. Unlike steels, different types of cast irons may have similar chemical composition but substantially different response to induction hardening. In steels, the carbon content is fixed by chemistry and, upon austenitization, cannot exceed this fixed value. In contrast, in cast irons, there is a “reserve” of carbon in the primary (eutectic) graphite particles. The presence of those graphite particles and the ability of carbon to diffuse into the matrix at temperatures of austenite phase can potentially cause the process variability, because it may produce a localized deviation in an amount of carbon dissolved in the austenitic matrix. This could affect the obtained hardness level and pattern upon quenching. Thus, among other factors, the success in induction hardening of cast irons and its repeatability is greatly affected by a potential variation of matrix carbon content in terms of prior microstructure. If, for some reason, cast iron does not respond to induction hardening in an expected way, then one of the first steps in determining the root cause for such behavior is to make sure that the cast iron has not only the proper chemical composition but matrix as well.
If you have any questions, feel free to contact the expert who submitted the Tip or contact Heat TreatToday directly. If you have a heat treat tip that you’d like to share, please send to the editor, and we’ll put it in the queue for our next Heat TreatTipsissue.
A Swedish steelmaker is responding to the increase in demand for quenched and tempered (Q&T) steels in the U.S. by investing the equivalent of approximately $110 million in its Mobile, Alabama, steel mill.
Martin Lindqvist, SSAB’s President and CEO
SSAB’s investment is targeted to increase annual production capacity of Q&T in Mobile from 330,000 tons (U.S.) to 440,000 tons (U.S.) and to reduce costs.
“SSAB is a global leader in Q&T steels and we have largely driven market growth through application development together with customers,” said Martin Lindqvist, SSAB’s President and CEO. “Over the past 20 years, we have increased Q&T volumes by an average of 7 percent a year. There is great market potential as Q&T penetration is still relatively low in, for example, North and South America, where we now plan to increase capacity.”
The investment of around SEK 1 billion is scheduled to take place 2019-2021 and is targeted at three areas: formatting, blasting & painting, as well as shipping capacity.
In parallel, a new, accelerated cooling system will also be installed and this will improve the potential to grow volumes of more advanced premium products while reducing the need for alloys. The investment has been designed to include the potential to build additional Q&T capacity through direct quenching similar to the technology currently used at SSAB’s production facilities in Finland and Sweden.
Charles D. Schultz, president of Beyta Gear Service
In a recent blog post at Gear Technology, Charles D. Schultz, president of Beyta Gear Service, addressed the importance of accuracy when describing hardness test location and the reason why “sacrificial lambs” are needed during production.
“I cannot emphasize enough that if you are not cutting up parts or coupons you do not know what is really happening during your thermal processing.” ~ Charles D. Schulz