Additive manufacturing (AM) has transformed how metal parts are designed and produced, but it is also changing the role of thermal processing. As engineers develop alloys specifically for additive manufacturing — and tailor process parameters to achieve increasingly complex microstructures — heat treatment is evolving from a downstream finishing operation into a critical part of the overall materials design strategy.
This Technical Tuesday installment is a Q&A with Heat Treat Today Digital Editor Pat Reyes, in which Olga “Dr. O” Ivanova shares her perspective on what that shift means for manufacturers with in-house heat treating and commercial heat treaters.
With more than 15 years of experience in advanced materials and additive manufacturing, Olga “Dr. O” Ivanova is the founder of Dr.O Strategies, where she advises executives, startup leaders, and engineering teams on additive manufacturing technology integration and commercialization. A 2026 Additive Manufacturing Users Group (AMUG) DINO Award recipient, she brings expertise spanning materials chemistry, process design, and performance validation, helping organizations bridge the gap between scientific innovation and scalable production.
In the discussion that follows, Ivanova explains why additive-specific microstructures demand a different way of thinking about thermal processing, how emerging alloy systems may reshape traditional heat treatment practices, and why thermal processors have an opportunity to become collaborators in materials development rather than simply the final stop in the manufacturing chain.
From Process to Strategy
Pat Reyes: How do you see the relationship between material design, additive process parameters, and thermal processing evolving over the next decade?
Dr. O: I see this evolving from sequential handoffs to integrated co-design. Today, these disciplines operate in silos — alloy selection, then build parameters, then heat treatment, each handed off to the next.
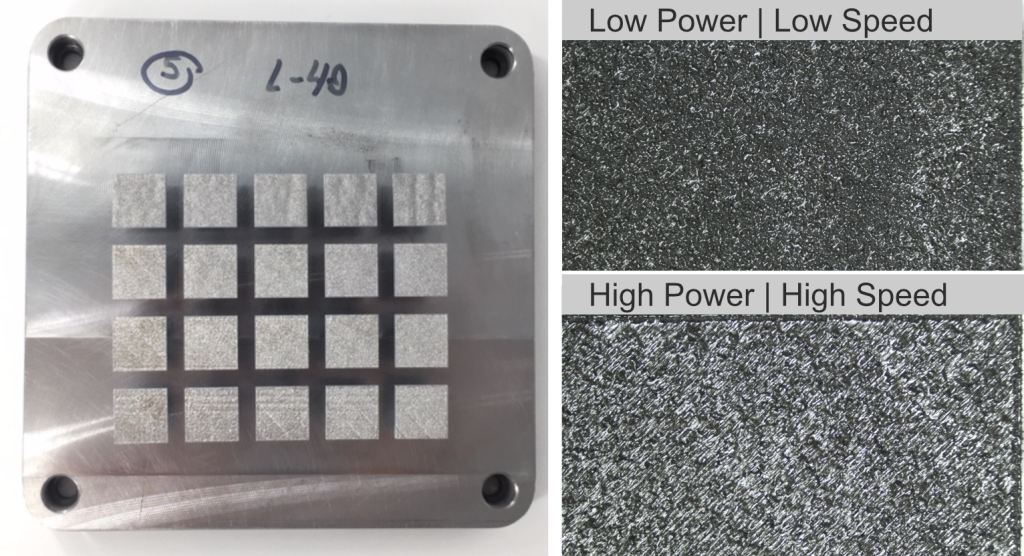
Different LPBF processing parameters produce distinctly different microstructures in the same tool steel, illustrating how build conditions shape the material entering heat treatment. | Image Credit: Dr.O Strategies
AM breaks that model. The thermal history during printing shapes the microstructure as much as the alloy chemistry does. Laser power, scan strategy, layer thickness, cooling rate — all of them determine what the heat treater receives.
Consider a nickel superalloy like Inconel 718. The powder morphology affects how it absorbs laser energy, which determines the as-built stress state, which governs whether a standard aging cycle actually hits its target. Change any one variable and you change the outcome.
Over the next decade, the winning question will shift from “How do we heat treat this alloy after printing?” to “How do we design the alloy, print parameters, and thermal strategy together?”
Heat treatment becomes a design variable, not a corrective step.
Pat Reyes: What do thermal processors most need to understand about additive-specific microstructures?
Dr. O: The most important concept: AM does not replicate conventional microstructures. It produces non-equilibrium structures that wrought and cast materials never experience.
Rapid melting and solidification cycles — repeated thousands of times per build — create metastable phases, columnar grains aligned with the build direction, and complex residual stress states. A thermal processor who treats an AM part as “just another batch” misses what makes it unique.
Related Reading: New to Inconel 718? Click on the image above to explore its history, aerospace applications, and production fundamentals as you dive deeper into how additive manufacturing is changing its thermal processing.
You might receive a familiar alloy like Ti-6A1-4V or Inconel 718, but the starting microstructure can be fundamentally different from what the standard heat treat schedule expects.
Residual stress relief isn’t just about preventing distortion. It’s about unlocking predictable properties. And HIP porosity closure must happen at the right stage relative to solution treatment and aging. These aren’t small differences, they’re the difference between reproducibility and scatter.
I’d point practitioners to standards like ASTM F3055-22 for qualification frameworks. But the principle holds: applying traditional schedules designed for wrought stock may solve the wrong problems or create new ones.
Rethinking Heat Treatment for AM
Pat Reyes: Are current heat treatment approaches generally sufficient for metal AM parts?
Dr. O: For established alloys in mature applications, yes, adapted conventional cycles generally suffice. If your goal is matching wrought performance in aerospace structures, current methods work.
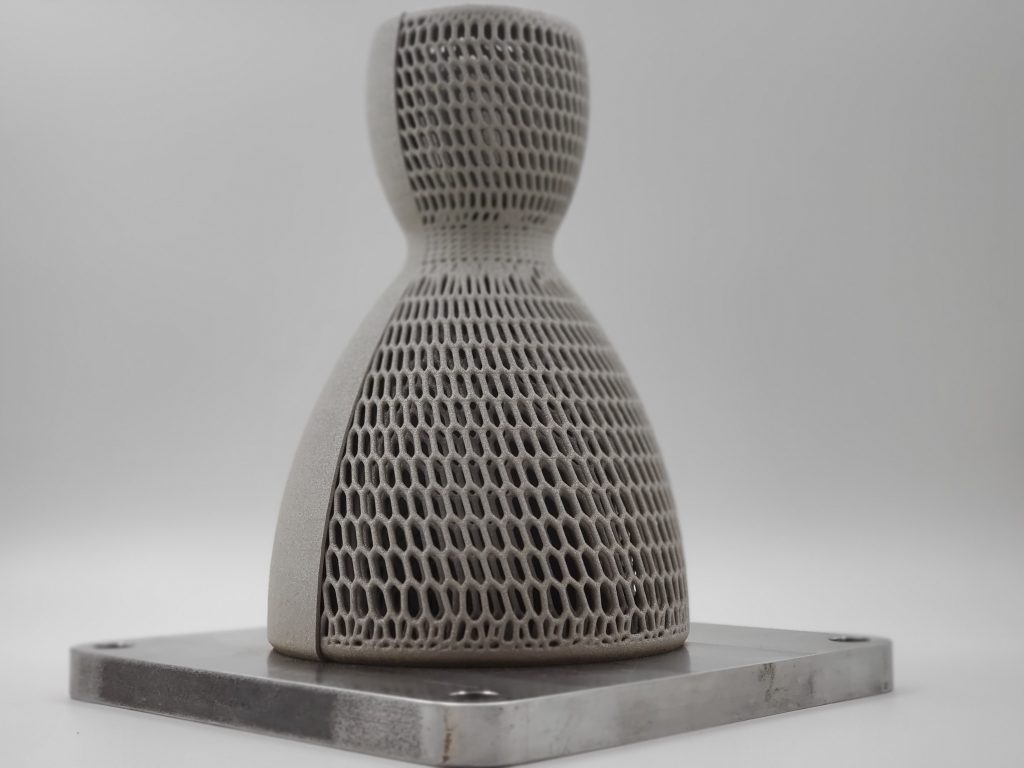
A stainless steel rocket nozzle illustrates how increasingly complex AM geometries demand tailored thermal processing strategies. | Image Credit: Dr.O Strategies
But I expect tailored thermal strategies to become the norm as AM matures. The reason: many AM materials are produced under thermal conditions that didn’t exist when traditional heat treat standards were written.
Two developments will push beyond today’s methods.
First, custom thermal cycles designed around printed microstructures rather than inherited from legacy routes. Second, spatially selective processing (e.g., different zones needing different treatments within a single component) for multi-material and functionally graded parts.
I’m also watching in-situ heat treatment during the build — re-melting passes that serve dual purposes. This blurs the line between process and post-processing entirely.
Pat Reyes: Will future AM alloys be designed with downstream thermal processing in mind?
Dr. O: Absolutely. One of the most exciting shifts is the emergence of alloys designed specifically for AM rather than adapted from casting or forging.
Future alloys will be engineered with solidification behavior, cracking resistance, residual stress management, and post-processing response as design criteria from day one.
When you’re developing an aluminum-copper or titanium-niobium variant for LPBF, the precipitation hardening response must be part of the alloy design brief, not an afterthought.
We’re moving toward process-aware metallurgy: How does this composition behave under rapid solidification? What thermal pathways unlock our target properties? Can we design an alloy that forgives minor process variation?
Organizations embedding this thinking early — treating thermal response as a design lever — will have the advantage when scaling production.
The Next Generation of Materials
Pat Reyes: What emerging material systems should thermal processors watch?
Dr. O: Beyond Ti-6A1-4V and Inconel 718, these systems deserve attention:
High-entropy alloys: Alloys like CoCrFeMnNi (Cantor alloy) offer unusual strength-toughness combinations. Their sluggish diffusion kinetics mean standard solution treatment times may need re-evaluation; these alloys don’t homogenize on conventional schedules.
Refractory metal composites: Systems based on Tantalum-Tungsten (Ta-W) or Molybdenum Lanthanum oxide (MLA) target extreme-temperature applications. Oxidation control during heat treatment remains the critical challenge; protective atmospheres and ramp rates matter more than with conventional alloys.
Additive-specific aluminum alloys: Like Scalmalloy® (A1-Mg-Sc-Zr), these are advancing rapidly. Their precipitation behavior differs from wrought 6061 or 7075; aging cycles optimized for cast stock may miss the peak hardness window entirely.
Copper alloy systems: Grades like GRCop-84 or C17000 are gaining traction in thermal management and electronics. Their high thermal conductivity affects cooling rates during printing and heat treatment alike, requiring adjusted soak times to ensure uniform property development.
For processors expanding into AM services: build relationships with alloy developers early. These materials move faster than published standards can keep up.
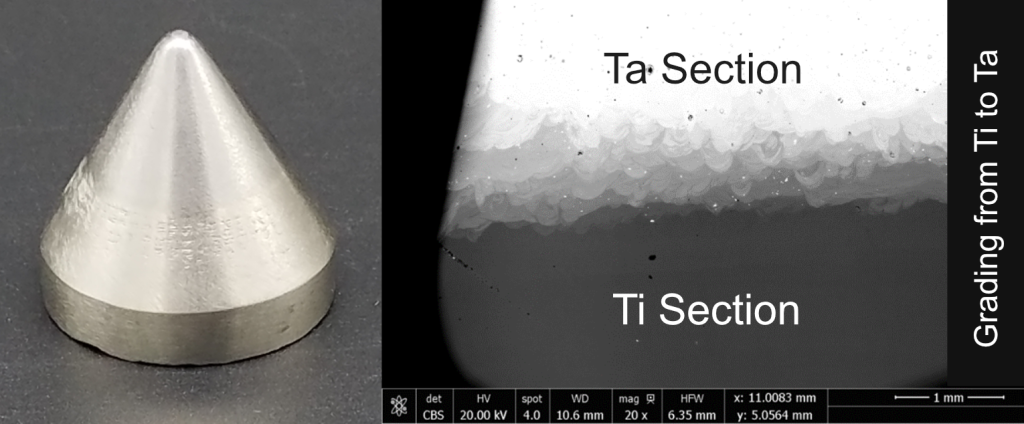
A laser powder bed fusion component with titanium-to-tantalum material gradient highlights the growing role of thermal processing in functionally graded materials. | Image Credit: Dr.O Strategies
Pat Reyes: How might nanomaterial-enhanced systems affect thermal processing?
Dr. O: This is where my focus has been most intensive, and I see both significant opportunity and genuine complexity.
Nanomaterials can refine grain structure, suppress hot cracking, and unlock new precipitation mechanisms. But they also introduce new variables: agglomeration risk, inconsistent dispersion, unexpected interactions during thermal cycling.
The challenge is that nanomaterial behavior under heat treatment doesn’t follow bulk-phase predictions. You might get beneficial grain refinement in one temperature window and particle coarsening in another. A “standard cycle” for a nanoparticle-modified alloy may produce fundamentally different results than for its conventional counterpart.
Where I see real promise: alloys engineered to leverage nanoparticles for localized property enhancement. Imagine a turbine blade where coating regions respond differently to thermal treatment than the core. Spatial control without complex assembly.
Building the Future Together
Pat Reyes: Where do you see the greatest opportunities for collaboration?
Dr. O: The biggest opportunity is moving collaboration upstream. Involve thermal processing specialists before the alloy is finalized and the first layer is printed, not after.
Thermal processing professionals understand phase transformations, microstructural control, and property optimization. Those insights can shape alloy development and process qualification from the start.
Three areas stand out:
Data sharing: Alloy suppliers publish compositional specs; heat treaters run their cycles. We need closed-loop data. What thermal paths actually deliver target properties for printed microstructures? Without this feedback, progress stalls.
Co-developed qualification: Aerospace and medical certification is expensive. Joint efforts between materials developers, machine OEMs, and thermal processors could create streamlined pathways instead of ad-hoc testing for every new alloy-part combination.
Equipment innovation: Furnace technology hasn’t evolved significantly for AM-specific needs. Opportunities exist for sensors that track microstructural transformation in real-time, and adaptive cycles that adjust based on in-situ measurements.
Pat Reyes: What misconception do you wish more thermal processors understood?
Dr. O: That heat treatment can fix poor build quality.
It’s tempting to view post-processing as a corrective step — to assume thermal cycles will close every pore, eliminate every stress concentration, transform every undesirable phase. They won’t.
Heat treatment operates within constraints set upstream. Contaminated powder, excessive lack-of-fusion defects, unpredictable stresses from poor support strategy — no thermal cycle can reverse those fundamentals.
The misconception gets expensive when organizations invest in better furnaces instead of better prints. Quality must be built in first. Heat treatment unlocks potential; it doesn’t manufacture it.
Looking Ahead
Throughout this conversation with Dr. O, one theme emerged consistently. As additive manufacturing matures, thermal processing is becoming less about only completing material processing and more about unlocking material performance not found in traditional processing methods. Dr. O emphasizes that alloy chemistry, build strategy, process parameters, and heat treatment have always been interconnected. The difference today is a growing recognition that optimizing additive manufacturing requires materials scientists, additive manufacturing engineers, and thermal processors to collaborate from the earliest stages of design rather than working sequentially through the production process.
The takeaway is clear: the next chapter of additive manufacturing offers heat treaters more than new work — it offers a seat at the table. By contributing to process qualification, materials development, and production optimization, thermal processors can help shape the future of advanced manufacturing instead of simply responding to it.
About The Expert:
Olga “Dr. O” Ivanova Founder Dr.O Strategies
Olga “Dr. O” Ivanova is the founder of Dr.O Strategies, where she helps organizations align materials development, additive manufacturing, and commercialization strategies. An Additive Manufacturing Users Group (AMUG) Distinguished INnovator Operator (DINO) Award recipient, she advises manufacturers, startups, and investors on process qualification, alloy development, and technology adoption, with a focus on moving emerging innovations from the laboratory to scalable production.
Main image shows an LPBF copper heat sink with thin fins, which demonstrates the complex geometries that require designers and thermal processors to optimize material performance together. | Image Credit: Dr.O Strategies
Carbon fiber-reinforced carbon (CFC) fixtures significantly enhance sustainability in heat treatment by reducing material usage, lowering energy consumption, and enabling higher part loading with improved process efficiency. In this Technical Tuesday installment, Dr. Jorg Demmel, founder, owner, and president of High Temperature Concept, highlights how CFC delivers high dimensional stability, reduced distortion, and longer fixture life, resulting in better product quality, lower costs, and more ergonomic operations.
This informative piece was first released inHeat Treat Today’sMay 2026 Sustainable Heat Treat Technologies print edition.
Introduction
Sustainability in industrial manufacturing is commonly defined as the ability to meet and present environmental, social, and economic needs without compromising those of future generations. Leveraging over 30 years of industry experience, the following article examines the role of carbon fiber-reinforced carbon (CFC) fixtures in heat treatment applications, including their impact on sustainability through increased efficiency, resource utilization, and performance.
This article expands on a previous two-part discussion of CFC fixtures (Heat Treat TodayNovember 2022, March 2023) to focus on the main advantages of CFCs through a sustainability lens.
CFC Compared to Other High-Temperature Materials
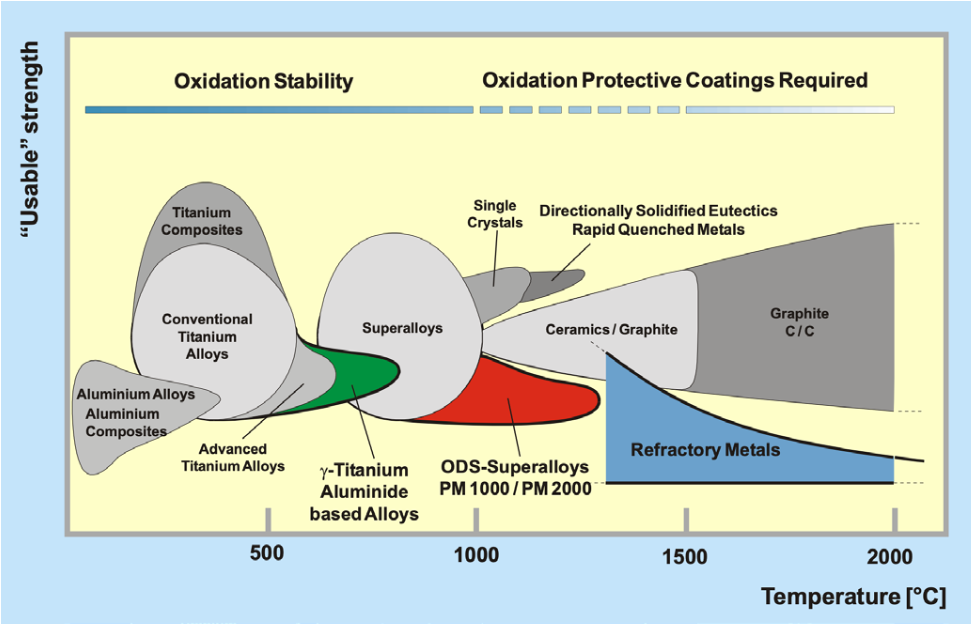
Figure 1. Phasic diagram depicting “usable” strength over temperature change for many materials (Schröder 2022) | Image Credit: High Temperature Concept
Figure 1 shows useable strength of high-temperature materials over temperature. From aluminum and aluminum alloys at the bottom left up to C/C (CFC), graphite and CFCs reach the highest “usable” strength of all materials at temperatures up to around 2000°C and higher.
Are CFC Fixtures Sustainable and Efficient?
Sustainability in the economical sense means using fewer resources per unit of output. This definition is directly related to efforts to increase efficiency across heat treatment processes.
To begin, it’s necessary to define heat treatment furnace fixtures and their main functions. Fixtures can be defined as follows (Demmel 2002):
Fixtures are manufacturing aids that are attached to workpieces and directly related to the work process. They serve to position and hold the workpieces.
They serve to bring workpieces into a working-ready position: to position them quickly, accurately, and as automatically as possible, and to hold and/or guide them in this position.
The main functions of CFC fixtures include:
Force absorption and transmission: the weight of the workpieces as well as the handling and transportation forces.
Defining interfaces: position/fastening of the fixture structure, connecting base grid, moving base and entire structure, position and locating the workpieces, support and limitation to the furnace, and ergonomics/weight for staff.
Influence on heat treatment result: Good flowability through the fixture, good heating/cooling, no influence on atmosphere/media, no other interaction with workpieces as intended.
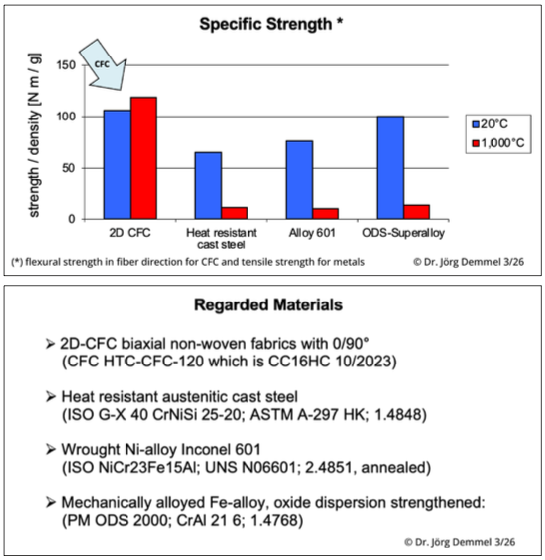
Figure 2. Specific strength of heat treatment fixture materials | Image Credit: High Temperature Concept
Figure 2 shows the “specific strength” defined as strength per density of four heat treatment fixture materials.
It can be observed that, especially at high temperatures greater than 1000°C (1832°F), the strength of CFC is 9 to 12 times greater than metal counterparts. This indicates that CFC fixtures need much less material to hold the same workpieces. In practice, fixture volume could be reduced up to 95% with certain high-end CFC, a drastic improvement in material savings.
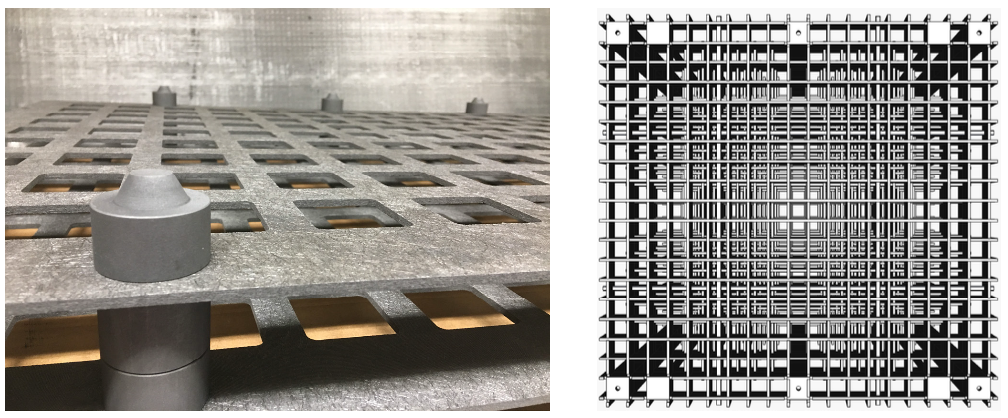
Figure 3a-b. CFC trays in a monolithic design (left) and in a modular design (right)
This effect for heat treatment fixtures is illustrated in Figure 3. It shows on the left a monolithic CFC tray for nitrocarburizing gear parts. The CFC plates are only around 5 mm (.5 in) thick, a width unachievable with steel or other metal alloys. Figure 3b is a top view “through” a four-level CFC rack with dimensions in length and width of 1,200 x 1,200 mm (47.2 x 47.2 in) for a net load of 1,340 kg (2,954 lb.) at maximum sintering vacuum process temperatures 1400°C (2552°F). Such an open design for best gas and heat transfer through the rack is impossible with racks made of steel or metal. The grid height used for that requirement is 60 mm (2.36 in).
Less fixture material usage means less energy consumption for the fixture and therefore a reduced pollution of the environment. Testing has shown that energy savings are around 60 to 80% for the fixture itself.
Figure 4. Before and after of fixture capacity improvement at Modine Europ (left); steel graphite racking (right) | Image Credit: High Temperature Concept
One of the most significant economic benefits of CFC fixtures compared to steel fixtures is the increase of part loading for each fixture of up to 100%. Figure 4 shows this comparison in racking heat exchangers for vacuum brazing at around 1120°C (2048°F). By using CFC fixtures with dimensions of 2,000 x 1,000 x 1,000 mm (78.74 x 39.37 x 39.37 in) for a total weight of up to 3,000 kg (6,614 lb.), furnace capacity roughly doubled. Additional results included:
Reduced fixture weight by 50%
Improved handling
Enhanced product quality
Reduced part costs by 15%
Reduced process time by 20%
Profitable in less than 1 year
Figure 5. Annealing of Allen keys at Wiha, Germany, with original fixturing (top) versus with updated CFC trays (bottom) | Image Credit: High Temperature Concept
Another relevant application is in the case of oil quenching Allen keys at 870°C (1598°F) (Figure 5). In this process use case, casted steel baskets had been used. When CFC tray replaced these fixtures, an average 70% net load increase was realized. Additional results included:
Enhanced product quality — 90% less part distortion
Improved loading/unloading parts handling
Reduced part costs
Profitable within 1.5 years
CFC fixtures offer high dimensional stability and retain their shape cycle after cycle. Parts loaded on CFC fixturing tend to have less distortion after processing. Therefore, very low dimensional change or distortion is the target for the heat treatment of parts like turbine blades, engine castings, engine stator rings, gear and transmission parts, and ceramic brake discs in the aerospace industry. Eliminating risks (e.g., decarburization, oxidation, and alpha case) is also critical.
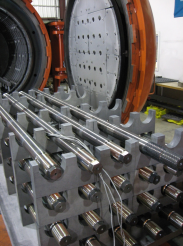
Figure 6. CFC rack for titanium aerospace engine blades | Image Credit: High Temperature Concept
A third successful application is for hot isostatic pressing (HIPing) aerospace components. The first CFC custom fixture for HIPing titanium blades was built to reduce part distortion, hard machining, and rework (Figure 6). The fixture design is modular with high rigidity and high vertical openness to create a uniform heat transfer and argon gas flow and pressure. One special feature was the near net shape form of the grids, which conformed to the exact form of workpieces.
Conclusion
All three applications — brazing heat exchangers, annealing hand tools, and HIPing turbine blades — show that the higher the product quality and accuracy through a higher form and dimensional stability of the fixture and the workpieces, the more uniform the heat treatment process, allowing for less distortion and less rework of the parts. Avoiding the number one pitfall for heat treaters — inconsistent mechanical properties (Van Dyke 2025) — means realizing consistent mechanical part properties like hardness or toughness.
The use cases in this article show that the handling of the fixture and components in it (e.g., grids, trays, or posts) could be improved. Due to the light weight of CFC and a better design of the fixture itself, a more ergonomic fixture design helps reduce workload for employees. This is a social aspect, in that it improves the overall health of the employees.
Another important aspect to consider when investing in CFC is that these fixtures have very low and even zero CTE value (coefficient of thermal expansion) compared to all metal alternatives.
Because CFC is chemically inert in vacuum or protective atmospheres, has an excellent thermal shock resistance, and does not grow, creep, or age like metals, CFC fixtures run with more accuracy and stability in form and dimensions over many years, resulting in longer fixture life cycles (up to > 5 times). These characteristics make automatic workpiece and fixture handling possible (see use case in Tivnan 2026), resulting in better performance, higher savings, and more ergonomic workplaces for employees.
References
Deutsches Institut für Normung (DIN). 2017. Heat Treatment of Ferrous Materials—Terms and Definitions of Atmospheres. DIN 6300. Berlin: DIN.
Demmel, J. 2002. Material Scientific Aspects of the Development of New Fixtures for High Temperature Processes Made of Fiber-Composite Ceramics C/C and Other High Temperature Materials. Dissertation, Technical University Mining Academy Freiberg, Germany.
Verein Deutscher Ingenieure (VDI). 2019. Heat Treatment of Metallic Materials—Terms and Definitions of Atmospheres. VDI 6032. Düsseldorf: VDI.
Schröder, Johannes H. 2002. “New Application Possibilities for Dispersion-Strengthened Materials.” Paper presented at seminar Trends in High Temperature Processes, organized by J. Demmel, Fraunhofer Technology Development Group, Stuttgart, March 15.
Tivnan, Chris. “Optimized Heat Treat Results Start with Optimized Cleaning.” Heat Treat Today, April 2026.
Van Dyke, Ryan. 2025. “5 Heat Treating Pitfalls — And How to Avoid Them.” Heat Treat Today, July 2025.
About The Author:
Dr. Jorg Demmel Founder, Owner, and President High Temperature Concept
Dr. Jorg Demmel is the founder, owner, and president of High Temperature Concept. He received his Ph.D. in Engineering with a concentration in CFC fixtures, worked as a research associate at the Fraunhofer Society, and held various senior positions at Volkswagen before moving to the U.S. in 2018.
Today’s Technical Tuesday highlights the second installment in a multi-part series by Nikolai Alexander and The Heat Treat Doctor® Daniel H. Herring, diving into the controlled heat treatment strategies required to unlock IN 718’s exceptional high-temperature strength, toughness, and corrosion resistance. From solution annealing and duplex aging to hot isostatic pressing and additive manufacturing considerations, the authors explore how precise process control and equipment selection directly shape microstructure and performance in critical applications.
This informative piece is from Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition. For part 1 on the history, production, and general applications, read Heat Treat Today’sFebruary 2026 Annual Air & Atmosphere Heat Treating print edition.
Introduction
IN 718 was developed for and is extensively used in the aerospace industry. Today, the superalloy and its modifications are heavily relied upon, including IN 718Plus® (US Patent No. 6.730.264 B2), which is designed for operating service temperature to 705°C (1300°F), approximately 55°C (100°F) above that of IN 718. (IN 718Plus will be the subject of a future article by the authors). This article reviews the heat treatment of IN 718 and the need to control both equipment and process variability. Also discussed is the method of additive manufacturing (AM) to produce component parts and the heat treat challenges it poses, including the need to HIP (hot isostatically press) the material to achieve maximum property benefits.
Heat Treatment of IN 718
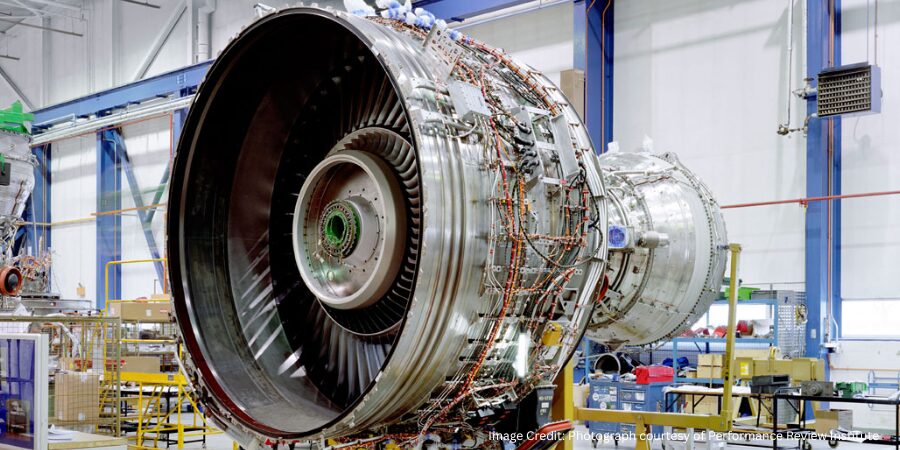
Figure 1. Typical vacuum furnace used for heat treating IN 718 | Image Credit: Solar Manufacturing
IN 718 is typically heat treated in a vacuum furnace given that it is a sensitive alloy and easily oxidized. Processing in an all-metal shielded furnace (Figure 1) offers advantages for keeping the parts bright after the aging process, without the need to wrap them.
Graphite-lined vacuum furnaces, often with molybdenum heating elements, can also be used provided appropriate precautions are taken. The furnace must be extremely leak tight with a rate of rise under 5 microns Hg per hour. Processing in vacuum is typically done in the 10⁻⁵ torr range. Argon as a partial pressure or cooling gas is necessary to avoid nitriding or oxidation. An alternative, albeit older technology, approach is the use of a vacuum-purged argon atmosphere box furnace with a retort.
From a metallurgical perspective, the amount, morphology, and distribution of the delta (δ) phase have a great influence on the properties of IN 718. During heat treatment, delta phase is extremely important for optimizing mechanical properties, particularly at high temperatures to control migration and precipitation in IN 718. The delta phase inhibits grain growth (by pinning the grain boundaries) and enhances creep and fatigue performance. However, excessive or poorly controlled precipitation is detrimental to other properties like ductility and fracture toughness.
Optimization of delta phase distribution includes selecting the proper solutionizing temperature, between 980–1040°C (1800–1900°F) depending primarily on nickel content, where the delta phase is stable (and thus precipitates out). Thermomechanical working can also achieve this effect by forming more globular-shaped particles rather than acicular (needle-like) ones (Guan, et al. 2023).
There are a number of heat treatments that can be performed on IN 718, including stress relief, homogenizing, solution annealing, precipitation hardening (aka aging), and HIP.
Stress Relief
Stress relief is typically performed at the mill and is a compromise between the amount of residual stress one would like to remove and the possibly harmful effects to both high temperature properties and corrosion resistance. For wrought alloys, stress relief at full annealing temperature is recommended since intermediate temperatures might cause aging. Hold times are one hour per inch of section thickness. For castings, stress relief is especially important when dealing with complex shapes, which may be prone to cracking in subsequent operations or when dimensional control is important.
Homogenization
Homogenization heat treatment is applied to IN 718 for the uniform distribution of alloying elements and dissolution of detrimental phases after its processing through casting and additive manufacturing (AM) routes. There is a definite relationship between laves phase fraction (i.e., the brittle intermetallic compound formed due to niobium segregation during solidification) and homogenization time at various temperatures 1140–1170°C (2085–2140°F). With an increase in homogenization temperature, the time required for dissolution of laves phase and reduction in laves phase fraction reduces drastically. Also, at a given temperature the reduction in laves phase fraction has been shown to occur with the increase of time (Eliasen and Somers 2010).
Full Annealing
Figure 2. Full annealing of IN 718 alloy bars | Image Credit: Solar Atmospheres, Inc.
The process of full annealing involves complete recrystallization and dilution of all or most of the secondary phases to reach maximum softness (Figure 2).
The process is typically run at 955°C (1750°F) holding one hour per inch of cross-sectional area. If welding is to be performed on the component, annealing should be performed immediately after the welding operation. It is noteworthy that niobium additions help overcome cracking problems during welding.
Solution Annealing
Solution annealing (aka solution heat treating) is designed to dissolve secondary phases to prepare the alloy for age hardening and produce maximum corrosion resistance. An added benefit is homogenization of the microstructure.
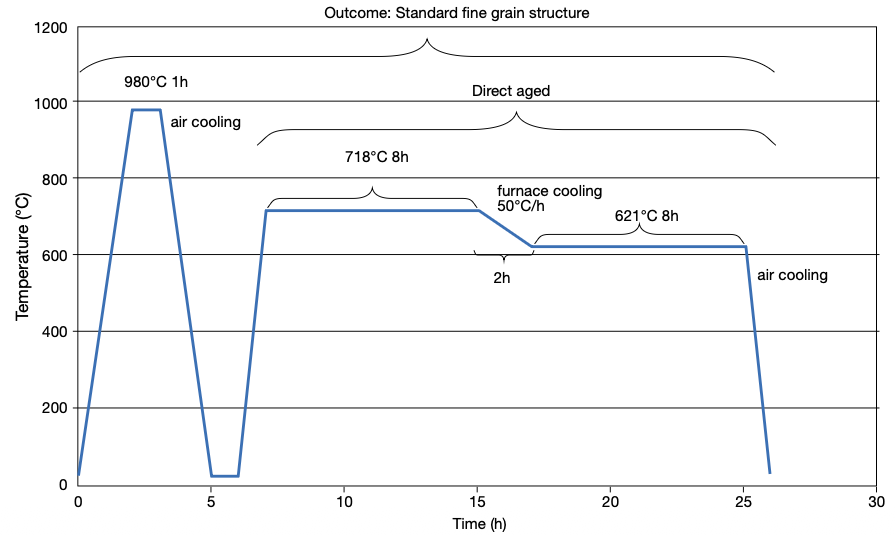
Figure 3. Standard heat treatment cycle of IN 718 | Image Credit: Polasani and Dabhade 2024
A typical heat treatment of IN 718 involves a two-step process — solution heat treating and then age hardening — to control the mechanical property response of the material (Figure 3).
For bar stock, a typical cycle might involve solution annealing at 955°C (1750°F) followed by a 2-bar quench under argon or nitrogen (which can be used if post machining will be performed). This is followed by duplex aging at 730°C (1350°F) for eight hours followed by a vacuum or rapid cool to avoid surface reactions (such as oxidation) and (depending on whether further precipitation is needed) to 650°C (1150°F) and another hold for eight hours followed by a gas fan quench.
Solution annealing at 925–1010°C (1700–1850°F) with its corresponding aging treatment is considered the optimum heat treatment for IN 718, where a combination of rupture life, notch rupture life, and rupture ductility is of greatest concern. The highest room-temperature tensile and yield strengths are also associated with this treatment. In addition, because of the fine grain developed, it produces the highest fatigue strength (Herring 2019).
By contrast, solution annealing at 1040–1065°C (1900–1950°F) with its corresponding aging treatment is the treatment preferred in tensile-limited applications because it produces the best transverse ductility in heavy sections, impact strength, and low-temperature notch tensile strength. However, this treatment tends to produce notch brittleness in stress rupture (Herring 2019).
Aging/Duplex Aging
Figure 4. Duplex aging of IN 718 land-based turbine rods | Image Credit: Solar Atmospheres, Inc.
The aging process is designed to strengthen the material, forming precipitates from the supersaturated solid solution mastic from the solution annealing step.
Duplex aging (Figure 4) involves a two-step heat treatment process and on IN 718 is performed around 730°C (1350°F) for eight hours followed by a vacuum cool or in some cases a rapid cool to avoid surface reactions (such as oxidation) and (depending on whether further precipitation is needed) down to 620°C (1150°F) and another hold for eight hours. This is followed by a gas fan quench. The first soak temperature is intended to initiate precipitation of phases influencing strength and hardness properties. The second soak temperature further refines the microstructure and optimizes the material’s properties based on the phases developed in the initial aging and cooling stages.
Hot Isostatic Pressing
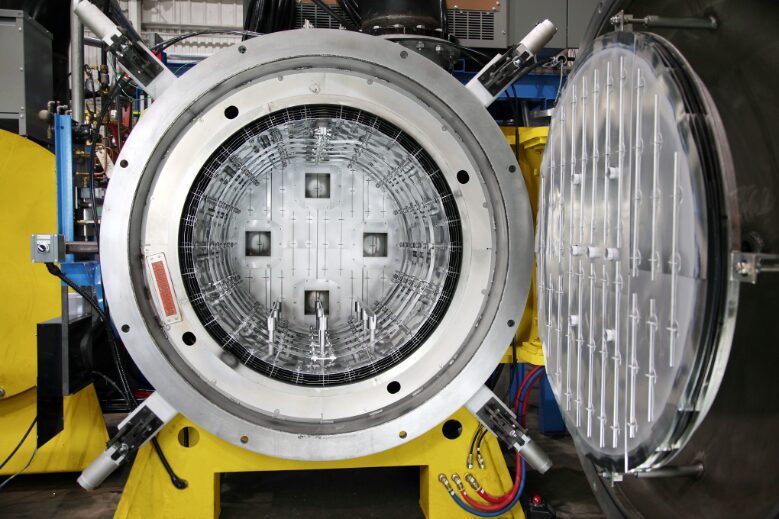
Hot isostatic pressing (HIP) combines high pressure and high temperature to influence the density and microstructure of IN 718 (Figure 5). It is critically important to improve the mechanical strength of shape cast and additive manufactured components to homogenize the as-built microstructure and minimize variation in mechanical properties. It helps to eliminate residual stresses, close pores, close cracks and ensures the material is properly fused (Shipley 2023).
Figure 5. Typical HIP furnace capable of high temperature/pressure | Image Credit: Quintus
For example, it has been reported (Lee, et al. 2006) that four hours at 2155°F (1180°C) under a pressure of 25.5 ksi (175 MPa) is optimal to improve the microstructure (grain size and segregation) along with tensile properties of IN 718 castings.
Future Outlook
Additive manufacturing (AM) of IN 718 (and superalloys in general) is becoming an increasingly important method for component part manufacturing. It allows complex 3D shapes to be formed without the difficulties inherent in casting, forming, and machining of these alloys.
Electron beam-powder bed fusion (E-PBF) and laser-beam powder bed fusion (L-PBF) have shown great promise for processing IN 718 and other nickel-based superalloys. An absolutely necessary, if not critical, step in the process is post-HIP to heal cracks and homogenize the microstructure.
Heat treating will continue to play an important role in enhancing the properties of IN 718. It will be necessary to update the standard heat treatment requirements (e.g., AMS5662 and AMS5663) to incorporate powder metallurgy (PM) and AM technologies to optimize properties for components made by these methods.
More investigation is needed to optimize solutionizing and aging temperatures for modified IN 718 chemistries. For example, the effect of the cooling rate after aging treatments on the precipitate size and morphology and subsequent mechanical properties of the alloy must be explored in more detail (Eliasen and Somers 2010). And from a heat treatment perspective there is interest in case hardening (nitriding, low-temperature carburizing) of IN 718 (Sharghi-Moshtaghin, et al. 2010, Eliasen and Somers 2010).
Finally, AM processes rely on layer-upon-layer melting. As such, modeling, sensor technology, process temperature monitoring and control of surface displacement improve the build. Emerging trends suggest that the integration of machine learning and artificial intelligence for real-time quality control and process optimization will be a key part of the manufacturing strategy moving forward (Babu, et al. 2018).
References
Akca, Enes, and Gursel, Ali. 2015. “A Review on Superalloys and IN718 Nickel-Based INCONEL Superalloy.” Periodicals of Engineering and Natural Sciences 3 (1): 15–27.
Babu, S. S., N. Raghavan, J. Raplee, S. J. Foster, C. Frederick, M. Haines, R. Dinwiddie, M. K. Kirka, A. Plotkowski, Y. Lee, and R. R. Dehoff. 2018. “Additive Manufacturing of Nickel Superalloys: Opportunities for Innovation and Challenges Related to Qualification.” The Minerals, Metals & Materials Society and ASM International: 3764–3780.
del Bosque, Antonio, Fernández-Arias, Pablo, and Vergara, Diego. 2025. “Advances in the Additive Manufacturing of Superalloys.” Journal of Manufacturing and Materials Processing 9 (215): 1–31.
Chandler, Harry, ed. 1996. Heat Treater’s Guide: Practices and Procedures for Nonferrous Alloys. ASM International.
Croft Systems. n.d. “The Difference between a Wellhead & Christmas Tree.” https://www.croftsystems.net/oil-gas-blog/the-difference-between-a-wellhead-christmas-tree/.
Decker, R. F. 2006. “The Evolution of Wrought Age-Hardenable Superalloy.” Journal of The Minerals, Metals & Materials Society, September: 32–36.
Eliasen, K. M., T. L. Christiansen, and M. A. J. Somers. 2010. “Low-Temperature Gaseous Nitriding of Ni-Based Superalloys.” Surface Engineering 26 (4): 248–255.
Guan, Hao, Wenxiang Jiang, Junxia Lu, Yuefie Zhang, and Ze Zhang. 2023. “Precipitation of δ Phase in Inconel 718 Superalloy: The Role of Grain Boundary and Plastic Deformation.” Materials Today Communications 36 (August).
Herring, Daniel H. 2011. “Stress Corrosion Cracking.” Industrial Heating, October: 22–24.
Herring, Daniel H. 2012. Vacuum Heat Treating: Principles, Practices, Applications. BNP Media II, LLC.
Herring, Daniel H. 2019. “The Heat Treatment of Inconel 718.” Industrial Heating, June: 12–14.
Lee, Gang Ho, Ang Ho, Minha Park, Byoungkoo Kim, Jong Bae Jeon, Sanghoon Noh, and Byung Jun Kim. 2023. “Evaluation of Precipitation Phase and Mechanical Properties According to Aging Heat Treatment Temperature of Inconel 718.” Journal of Materials Research and Technology 27 (Nov–Dec): 4157–4168. https://doi.org/10.1016/j.jmrt.2023.10.196.
Lee, Shin-Chin, Shih-Hsien Chang, Tzu-Piao Tang, Hsin-Hung Ho, and Jhewn-Kuang Chen. 2006. “Improvements in the Microstructure and Tensile Properties of Inconel 718 Superalloy by HIP Treatment.” Materials Transactions 47 (11): 2877–2881.
Loria, Edward A. 1988. “The Status and Prospects of Alloy 718.” Journal of Materials, July: 36–41.
Polasani, Ajay, and Vikram V. Dabhade. 2024. “Heat Treatments of Inconel 718 Nickel-Based Superalloy: A Review.” Metals and Materials International: 1204–1231.
Sharghi-Moshtaghin, Reza, Harold Kahn, Yindong Ge, Xiaoting Gu, Farrel J. Martin, Paul M. Natishan, Arrell J. Martin, Roy J. Rayne, Gary M. Michal, Frank Ernst, and Arthur H. Heuer. 2010. “Low-Temperature Carburization of the Ni-Base Superalloy IN718: Improvements in Surface Hardness and Crevice Corrosion Resistance.” Metallurgical and Materials Transactions A 41A (August): 2022–2032.
Shipley, Jim. 2023. “Hot Isostatic Pressing and AM: How to Improve Product Quality and Productivity for Critical Applications.” Metal AM 9 (3).
U.S. Patent No. 3,046,108.
Acknowledgments:This paper would not have been possible without discussions, guidance and contributions from a number of individuals in both the heat treat industry and academia.
Dan Herring “The Heat Treat Doctor®” The HERRING GROUP
Dan Herring, who is most well known as The Heat Treat Doctor®, has been in the industry for over 50 years. He spent the first 25 years in heat treating prior to launching his consulting business, The HERRING GROUP, in 1995. His vast experience in the field includes materials science, engineering, metallurgy, equipment design, process and application specialist, and new product research. He is the author of six books and over 700 technical articles.
Nikolai Alexander Hurley Intern The Heat Treat Doctor®
Nikolai Alexander Hurley is a young academic, interning with The Heat Treat Doctor®.
Hot isostatic pressing (HIP) is becoming essential to producing stronger, more reliable parts in aerospace, medical, and energy manufacturing. As these industries scale up, HIP technology is evolving to meet new size, performance, and sustainability demands. This Technical Tuesday installment explores the expanding interest and investment in HIP and how industry innovators are tackling challenges like large-scale systems, long cycle times, and surface cleanliness to unlock HIP’s full potential.
This informative piece was first released inHeat Treat Today’sDecember 2025 Medical & Energy Heat Treat print edition.
As a manufacturing process that enhances the mechanical properties of metal, ceramic, and plastic materials by uniformly applying high temperature and high pressure, hot isostatic pressing (HIP) techniques are essential when manufacturing high-performance parts for aerospace, energy and other industries. And, as these industries are poised for growth, the HIP market is expected to evolve alongside them. However, HIP industry challenges must be addressed by modern solutions before this advanced manufacturing process sees widespread implementation across these industries.
Still, significant growth is anticipated for the HIP industry over the next five years. A recent report by Verified Market Research (2025), Hot Isostatic Pressing Service Market Size and Forecast, states that the HIP service market size was valued at $2.25 billion in 2023 and is projected to reach over $35 billion by 2030.
According to the report, HIP technology drivers include the need for the development of more advanced materials and components in aerospace, defense, automotive, energy, and medical, where there are high standards for performance, reliability, and robustness. HIP processes, which eliminate internal flaws, porosity, and residual stresses, aid in the production of mission-critical parts in these industries.
For example, HIP can be used to increase the density of materials, remove flaws, and improve mechanical qualities of components, or to combine porous materials while enhancing microstructures to produce lightweight components for industries with energy efficiency initiatives.
HIP also serves as a post-process treatment to enhance the mechanical integrity of complex and high-performance parts made via additive manufacturing (AM) for use in critical applications. In addition, HIP supports the near-net shape manufacturing process as it increases the density and mechanical characteristics of near-net formed parts and increases the efficiency of the near-net shape process.
Aerospace and Energy Sectors Drive Interest and Investment in HIP
Cliff Orcutt Vice President American Isostatic Presses, Inc. Chad Beamer Applications Engineer Quintus Technologies
Doug Glenn, publisher of Heat Treat Today, spoke with various leaders in HIP sphere, including Chad Beamer, Cliff Orcutt, and Soumya Nag in early 2025.
Chad Beamer, applications engineer with Quintus, states that much of the interest and investment in HIP is driven by aerospace and energy: “In countries where there is investment in the supply chains for these sectors, there’s a good chance there’s going to be treatment equipment, including HIP, that supports the metallic structures and components they demand.”
The primary driver for interest in further development of HIP technologies is the need for high-performance components for use in the aerospace industry, according to Cliff Orcutt, vice president of American Isostatic Presses, Inc. (API). “Aerospace requires HIP technology to make parts,” Orcutt says, “In other industries you may be able to make parts with forging and other methods, but in aerospace technical requirements, HIP is likely part of the bill of materials.” This is especially true of larger aerospace castings — such as those over 60 inches, he says.
Additionally, recently developed guidelines are expected to help standardize the use of HIP technology in Ti-6A1-4V parts used in aerospace and other industries, according to Beamer. The newly released standard, SAE AMS7028, sets the benchmark for HIP of Ti-6A1-4V parts made via laser powder bed fusion (PBF-LB). The standard defines HIP cycle requirements, surface condition expectations, microstructure and density targets, and mechanical performance standards.
Ti-6Al-4V is ideal for the aerospace industry, where it is used for parts such as aircraft frames, landing gear components, fuselage components, and engine parts, due to its lightweight, high strength, corrosion resistance, and ability to be used in a wide operating temperature range.
According to Quintus, this standard is important because it brings the treatment industry one step closer to ensuring material integrity and repeatable performance in mission-critical applications in aerospace and other industries.
The energy sector is also interested in HIP technology for high-performing, large-scale parts and components across a range of energy-related applications. The U.S. Department of Energy (DOE) is showing significant interest in HIP and powder metallurgy HIP (PM-HIP) technologies and is working toward finding new applications for the process, which the DOE calls “an established, yet, in-flux technology.”
For reference, PM-HIP processes place metal powder into a mold or capsule and expose it to high temperature and high pressure so it fuses into a dense metal component capable of withstanding challenging conditions in difficult applications.
According to the DOE, PM-HIP may find application in the manufacture of near-net shape, complex and large-scale components for small modular reactor (SMR) construction because the process (U.S. Nuclear Regulatory Commission 2022) can help reduce the costs of materials and machining, eliminate the need for welds in some applications, and provide an alternate supply route and shorter turn-around time at a cost point that is equivalent to forging.
For example, there are certain large pieces for the small modular reactors, such as the top dome and the container itself, that could be made from powder metallurgy technologies, explains Orcutt.
And, the introduction of larger build plates will aid in making large-scale components via a variety of HIP-related technologies for both the aerospace and energy sectors, adds Beamer. “Larger build plates are suitable for large HIP equipment in toll HIP businesses and support structural castings and components made via AMD and PM-HIP,” he says. “PM-HIP is really starting to take off as we develop larger HIP equipment to produce larger PM-HIP-type components.
“There is demand in place to go even larger as the U.S. continues to address some of the supply chain challenges with forgings and castings,” says Beamer.
Beamer points to a DOE workshop held in October 2024 at its Oak Ridge National Laboratory (ORNL) in Knoxville, TN, where 200 attendees discussed the future of PM-HIP as a viable manufacturing technique for large-scale components that are becoming more difficult to source in the U.S. The workshop focused on several PM-HIP related themes, including:
Soumya Nag Senior Research Scientist Oak Ridge National Laboratory (ORNL)Jason Mayeur Senior Research Scientist Oak Ridge National Laboratory (ORNL)
modelling and capsule design
capsule fabrication and preparation
powder production
microstructure properties
large-scale HIP
economics and supply chains
PM-HIP standards
ORNL is interested in making advanced manufacturing techniques such HIP, PM-HIP, and AM more efficient and affordable because they are potential replacements for the conventional manufacturing techniques typically used to produce large parts, which are becoming more difficult to source.
“Across sectors spanning aerospace, defense, nuclear, oil, gas, renewables, and construction, sourcing large-scale components is an increasingly urgent challenge,” says Jason Mayeur, senior research scientist at ORNL. “The need is felt acutely in the U.S. where traditional techniques like casting and forging have declined or moved overseas and resulted in supply chain shortages.”
One ORNL project that is garnering attention is the application of Wire Arc Additive Manufacturing (WAAM), hybrid manufacturing, in-situ monitoring and advanced computational modelling to HIP technology to create molds faster and more accurately while leveraging established PM technology (ORNL 2024).
“PM-HIP is a pathway for diversifying the supply chain for producing large-scale metal parts that are becoming more difficult to source,” says Mayeur. “The technology is of particular interest to the nuclear and hydroelectric industrial sectors, as well as the Department of Defense.”
Soumya Nag, senior research scientist at ORNL, adds: “Additive manufacturing offers unique design flexibility, which, combined with the reliability of PM-HIP, can pave the path toward precise manufacturing of large-scale, custom and complex, energy-related parts, while also taking advantage of multi-material builds.”
The technology may be used in the nuclear, hydroelectric and aerospace sectors to manufacture large, complex components such pressure vessels and impellers with improved toughness and resistance to thermal fatigue.
HIP Industry Challenges and Solutions
While HIP technology can help ensure the construction of high-performance parts in mission-critical applications in aerospace, energy, and other sectors, there are challenges that must be addressed before widespread implementation.
Among them is a shortage of available, large-scale HIP systems needed to build the sizeable components for these industries. “There is definitely talk of bringing the supply chain back to the United States for large-scale components, which is creating a bit of interest in large HIP systems and, while these systems currently exist, there are not enough of them in the U.S.,” according to Beamer.
From developing lower-cost equipment to expanding toll HIP services, the industry has evolved rapidly since this 2023 analysis. Click on the image to read more about the foundation of today’s HIP evolution.
Orcutt estimates that there are approximately ten large HIP units currently in operation in the U.S. The main reason for the lack of large-scale HIP systems is the high initial investment required to purchase the HIP chamber, furnaces, gas handling systems, process controls, and other associated equipment, which makes it difficult for HIP service providers, many of which are small- and medium-sized businesses, to obtain the equipment.
In a July 2023 Heat Treat Today article, Orcutt said that while his company is developing lower cost equipment that will provide excellent results, they are also expanding into the toll HIP business with goals of lowering costs and providing faster turnaround. Furthermore, API has opened a facility in Columbus, Ohio, to “provide a world-class development resource to help interested manufacturers determine whether the process can be applied to their parts.”
Long HIP cycles, which involve stages of heating, pressure and cooling, are another major obstacle to the adoption of HIP. In the same 2023 HTT article, Beamer said to overcome this challenge Quintus developed a large-format HIP unit that consolidates heat treatment and cooling in a proprietary process, called High Pressure Heat Treatment (HPHT), that combines stress-relief, HIP, high-temperature solution-annealing, high-pressure gas quenching and subsequent ageing or precipitation hardening in one integrated furnace cycle.
These capabilities allow multiple functions to be performed at a single location — removing bottlenecks, saving energy, lowering capital costs, significantly reducing lead time, and enhancing product quality — while Quintus’s Uniform Rapid Cooling and control systems with digital connectivity enable repeatable performance of customized heating, densification, and cooling regimes.
Additionally, many industries demand surface cleanliness. This can be difficult to achieve as the HIP process relies on high pressures using high-purity Argon gas, which can result in oxidation and discoloration of the materials. This is not an easy challenge to overcome, according to Beamer. However, he mentions that Quintus has been working to reduce discoloration and oxides on the surface of parts by improving equipment and best practices in terms of clean HIP operations.
As these technical challenges are ironed out, standards are developed, and larger build plates and HIP systems become more commonplace, HIP and related processes will find more application in heat treatment of mission-critical and large-scale parts for sectors such as aerospace and energy, where high-performance and reliability are mandatory.
U.S. Nuclear Regulatory Commission. 2022. The Use of Powder Metallurgy and Hot Isostatic Pressing for Fabricating Components of Nuclear Power Plants. Washington, DC: U.S. Nuclear Regulatory Commission. https://www.nrc.gov/docs/ML2216/ML22164A438.pdf
Verified Market Research. 2025. Hot Isostatic Pressing (HIP) Service Market Report (Report ID 383567). 202 pages. Published February 2025.
This piece was written by the Heat Treat TodayEditorial Team.
Hot isostatic pressing, or HIP, is experiencing a powerful resurgence across industries from aerospace to nuclear energy as manufacturers look for new ways to scale up. This panel of HIP experts explores how renewed investment, government collaboration, and additive manufacturing are driving HIP’s next era of growth. From large-scale production to powder-to-part innovations, discover why this decades-old process is suddenly critical to the future of U.S. manufacturing.
In this episode,Heat TreatRadiohost, Doug Glenn, is joined by Cliff Orcutt, American Isostatic Presses, Inc; Oscar Martinez, Bodycote; Victor Samarov, Synertech PM; Soumya Nag, Oak Ridge National Laboratory; Mike Conaway, Isostatic Forging International; and Dave Gandy, EPRI.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (00:05)
Doug Glenn: Welcome everyone to another episode of Heat Treat Radio. We have gathered a panel of experts to discuss hot isostatic pressing (HIP). I’ve asked the panel to bring us up to date on the latest developments and trends in the HIP market.
I want to jump into the questions here quickly so we can move through and let these experts do the talking. But I want these six gentlemen to very briefly introduce themselves.
Cliff, go ahead with your background, please.
Cliff Orcutt: Yes, I’m the vice president of the American Isostatic Presses. I’m also chairman of the International HIP Committee. I’ve been in isostatic pressing over forty-five years. I started building equipment and then began installing it. Now I’m mainly selling it. Our company is a small company which has supplied equipment to forty countries around the world.
Doug Glenn: Okay, very good. Victor, how about you?
Victor Samarov: I work for Synertech PM Technologies. My background goes back to the Soviet Union in Russia where I got my education and started to get involved in powder metal technology and HIP. I’ve been a part of pioneering the sophisticated and challenging tasks of building jet and rocket engines from powder materials and, since 2000, working in the United States in near net shape and net shape HIPing of parts and materials for critical applications.
Doug Glenn: Alright, thank you. That’s great. All right, Soumya, how about you?
Soumya Nag: Thanks, Doug, for having me. And good afternoon everybody. My name is Soumya Nag. I am a material scientist and metallurgist at Oak Ridge National Laboratory. I work on different types of materials and manufacturing processes to get large scale components.
The reason why I’m here is that I’m leading a big effort under the Department of Energy Office of Nuclear Energy’s a AMMT program — advanced materials and manufacturing technology program. This program actually looks at power metal HIP technology to make large scale components.
Doug Glenn: Super. And we’re going to talk about large scale things in a little bit here. Mike, how about you?
Mike Conaway: I’m the managing director of Isostatic Forging International, and we own operate and technically support about fifteen HIPs around the world.
I’ve had a lifetime involvement with HIP equipment design, construction operation maintenance. I started at Battelle when I was nineteen years old, I think. Cliff has got me beat on the youth point and maybe on a few other points too. Except for six years as a Navy pilot, I’ve done nothing else except HIP my entire life.
Our current development efforts are very large HIPs and very small HIPs at the lab scale tailored for additive manufacturing.
Doug Glenn: Appreciate your service, by the way, in the Navy. That’s great.
Mike Conaway: Well, it was great fun. Great to look back on.
Doug Glenn: Super. David, how about you?
David Gandy: Yeah, I’m a principal technical executive in EPRI’s nuclear materials areas. Doug indicated my background in metallurgy and welding for, I guess, the last fifteen years or so. I’ve spent time in advanced manufacturing looking at a variety of different topics, including PM and HIP. I have been in the business for a little more than forty years.
We’re all getting a little gray.
Doug Glenn: All well experienced, well-seasoned. All right, Oscar.
Oscar Martinez: Oscar Martinez. I’m the youngest of the group and learning from everybody here. I’m the regional sales manager for HIP North America, so I cover six different facilities in the North American market. I’m a metallurgical engineer by background. I have been in the oil and gas industry for about eight years with fader analysis and then jumped into HIP and product fabrication. Happy to be here; thanks for the invite.
Doug Glenn: Appreciate you joining us.
A New Renaissance of HIP? (7:41)
The first question really deals with what has been bringing interest back to back to HIP. It seems like a lot of what we’re hearing about HIP processing deals with 3D printing and additive manufacturing.
Is that the primary driver of the new renaissance of HIP?
Victor Samarov: No, I wouldn’t say so. Basically, there are three areas of “HIPing.” The first has been rising steadily through decades, and that is HIPing of castings. You take a bad casting and bring it to the level of a better material by healing porosity cracks and changing the microstructure.
The second area, which you mentioned, is 3D printing, which is, to some extent similar. HIPing of 3D-printed parts is similar to HIPing of castings, but there is more emphasis not on healing porosity but on changing the microstructure and making it more uniform and homogeneous. However, the parts are much smaller by far, and the share of the market is not large. Bodycote and others probably have a better understanding of this.
The third area is making parts from powders, which has been steadily at a relatively low level. This is because the only major industries interested in this have been aerospace, rocket engines, and oil and gas, all of which are well developed in Europe and Sweden. For example, there’s a company that has been doing very large parts for that for decades.
Recently, I mean the last fifteen years, we have to thank not only the Department of Energy (DOE) but David Gandy who was an enthusiast and a pioneer pushing this technology forward. There is much more interest from the nuclear industry in replacing very heavy forgings, which take years to fabricate and still usually are not good quality, by powdered metals.
This leads to open doors in many other aspects because most of the nuclear parts are large, and many of them are larger than the existing HIP furnaces. So large that it requires 4 meter, 3 meter, 5 meter, etc. — we can discuss. So, the new driver to PM HIP is mainly from the nuclear industry with large parts since they bring a lot of technical problems, serious problems.
This is very important, and this is the major perspective for HIP: rockets engines will still be there, aerospace will still be there, but nuclear is a new horizon.
Doug Glenn: David, what’s driving the new renaissance from your perspective? It seems that there is somewhat of a renaissance of HIPing, more activity. The nuclear market, will you address that?
David Gandy: Certainly the nuclear area. We are looking to build quite a number of reactors over the next 30 years. In fact, we’re discussing 600 to 800 gigawatts of new build, which is quite enormous compared to what we have today.
Much of this activity is being driven by things like data centers. There’s a lot of construction of data centers planned over the next ten years even, but certainly it will continue to grow. There’s a lot of additional power that is needed for things like electric vehicles. There’s a bit of work going on around that.
In general, as we modernize our world, electricity certainly becomes more in demand, and we have to meet those demands. The other part of this is just looking at carbon issues and trying to reduce the overall carbon footprint in the world. Nuclear electric power provides a very clean generating product that can be used throughout the world.
Doug Glenn: Larger parts seem to be a driver in HIP as well.
The issue with getting larger HIP parts is actually building the equipment to carry out HIPing because, as the equipment gets larger in diameter, for example, the complexity and the engineering of it becomes extremely difficult. Soumya, can you address this aspect?
Soumya Nag: There are very different aspects to what we are referring to when we say large parts. As you mentioned, in terms of whether you can HIP large parts, that is obviously a drawback. The other is, as you go into more complex parts or one-of-a-kind parts, can you make it cost effective and can you make it perform as well as your cast-forged counterparts?
That’s a big question. We have a sizable team at Oakridge working on looking at U.S. domestic manufacturing resilience. Can we actually make customized parts by different manufacturing modalities and use different materials that could fit to that manufacturing scheme to produce components that are built to perform the way you want them to?
PM HIP forms a big part of that portfolio. Using additive manufacturing along with PM HIP, which we call convergent manufacturing because we are converging two different manufacturing modalities using similar or even disciplined materials, is something that we are extremely focused on.
Now what is advantage of additive manufacturing? The big advantage to additive manufacturing is design flexibility and customization of the parts, which helps your end product. Like Victor mentioned, all aspects of PM HIP are still good in terms of the densification, powder consolidations, and other factors, that are still as you would expect it to form.
You are basically coupling a kind of technology: first, a newer process in the case of additive manufacturing with, second, one which has greater flexibility, that is PM HIP, a relatively well known technology.
Click below for HIP technical articles
Doug Glenn: Let’s talk to the guys who are out there selling this process and/or building the equipment. First, Oscar, what are you seeing? What are the toll processing changes?
Oscar Martinez: The majority of what toll HIP service is going to see is castings by a magnitude of 60 or 80% of the business as a whole as of now. I have seen a lot more over the last couple of years on 3D printing and additive manufacturing.
I do want to say that additive manufacturing has been growing in different markets as well. In the medical market, it is a little bit more established. We have seen the medical market take on some of the porous coating and those new technologies that help. Within the aerospace market, I think it’s getting closer and closer to being more of a critical component.
There is still a gap between those two industries. However, the business is starting to grow. For companies that are doing this, I’m noticing they are increasingly starting to get involved in having additive manufacturing either in-house with their own machines or through a sub-contractor. I do agree that in the near future castings are always going to be predominantly the factor.
The last aspect is there has to be a cost analysis. Your absolutely right on this, Victor. I’m seeing it on the additive manufacturing side; they want to implement rapid cooling and they want to implement different cycles and different properties to get various properties from the material itself. However, there’s a difference whenever we’re talking about toll HIP service. If they want to do those, then those fall into dedicated cycles, which are much more expensive.
So, there has to be a kind of in between where we consolidate features and processes, because price is going to be the leader in terms of how fast it grows in the market.
Doug Glenn: Mike, what are you seeing in your organizations?
Mike Conaway: We’ve run about 250,000 HIP cycles, and 95% of those are castings.
To lay the foundation of what we consider a small or large part: to me a small part is something that’s less than 8 inches in diameter, a medium-sized part is maybe 2 feet, and current large parts are about 5 to 6 feet in diameter, though we are now trying to make parts that may be as large as 12 or 15 feet in diameter.
We have to have some idea of what scale we’re talking about of these parts. That being said, we are essentially all castings, with very little powder metal.
Doug Glenn: Cliff, any drivers that you’re seeing for HIP?
Cliff Orcutt: The main driver is that as the world keeps advancing and as we have higher technologies and computers with FEA and so forth, we’re looking for stronger, lighter, faster materials.
The performance of materials in general is increasing throughout every industry, whether that’s a car or an airplane or a printer. Also, the technology is spreading worldwide faster because communication and the internet. I believe the United States used to have the lock on HIP, and now China and Russia and other places are all on par with us. It’s spreading throughout the whole world, and it snowballs too.
Initially, it was slow, but now it’s snowballing faster and faster. 3D printing is an exciting technology that has brought about new applications, but I think even other applications are just growing faster and spreading.
The Origin of HIP (20:12)
Doug Glenn: Is the origin of the HIPing process U.S.-based?
Mike Conaway: It’s like asking, “who had the first airplane?” Everybody agrees it was the Wright Brothers. Similarly, it’s agreed that HIP was invented at Battelle Memorial Institute in Columbus, Ohio. I came to Battelle a few years after it was invented, and I was in on the industrialization of the process. Obviously, some serious work has been done in Russia and China, but that’s where it came from. That’s where Cliff’s father and I worked together — at Battelle — and we consider ourselves “Fathers of the Industrialization of the HIP Process.”
Doug Glenn: You’re not going to take credit for creating it, though, for the internet?
Mike Conaway: No, no, that was Edwin Hodge, Stan Paprocki, and Henry Saller.
Doug Glenn: Well, your humility is showing through here, Mike.
HIP Worldwide (21:37)
Doug Glenn: Let’s address how the technology is spreading across the world.
Are there any major new players either on the manufacturing of equipment side or the use of the equipment side around the world?
Cliff Orcutt: There are both players, manufacturing, and end users. As far as manufacturers, we’re now seeing there are five Chinese domestic manufacturers. There are new ones in Russia, Korea, and India. There’s also a major player in Spain; that’s Hyperbaric. They have been building high pressure equipment, but not necessarily HIP. We see companies like that opening up and starting to build. We don’t know which ones will survive, because HIP is an up and down market. We’ve seen some companies come and go — vacuum generators, and on and on. We will see how it will all play out.
We have seen new manufacturers, as far as users or toll producers. There are large companies in China now starting up. Korea has some, India is probably the next big market, maybe ten years behind.
Victor Samarov: I want Cliff to add more, because Cliff has wonderful stories. We’re talking mainly about metals, but Cliff is a great proponent of ceramics, and ceramics not only has great applications but requires different HIP equipment for high temperature and for high pressures. Ceramics is also the future.
Cliff Orcutt: Yes, we do see a lot of ceramics. Everything from braces and teeth to ball bearings for electric motors, boron carbide armor, military applications, hafnium carbide, and odium carbide. Those things are coming.
One of the hindrances to HIP is the cost of raw materials. People tell us, if you could make silicon nitride powder cheaper, we’d HIP everything out of silicon nitride.
Soumya Nag: One thing I wanted to add is we talked about HIPing cast metal parts and several materials: HIPing is also used to densify or “heal” additive parts as well. You can look at an AM part, and we usually go through a HIPing process to kind of heal what we call the lack of fusion type of porosities, or even in some cases the gas porosities work as well if your operating temperature is not too high where the gas can come out again. HIP is being used for a lot of use cases for castings. You can actually HIP using powder for alloys that cannot be forged. So that’s another specialized use case for HIPing as well.
Interactions with the DOD and DOE (25:16)
Doug Glenn: Let’s jump into discussing how the DOD and the DOE are pressing hard on the industry to come up with a 4-meter HIP unit.
David, can you tell us what the driving force is here, what we’re trying to accomplish, and why it’s a challenge?
David Gandy: So much of this started back around 2017 when we started a DOE project. In that DOE project, we were looking at utilizing the new scale reactor design to try to produce components out of powder metallurgy HIP. We worked with Syntech quite a bit in that area, trying to build large components like the reactor head and other parts throughout. Those, ultimately, would go to about 10 feet in diameter. We are currently restricted right now by the size of the HIP units that we’ve been working on, so we’re only making things on the order of 60 or 70 inches.
The real driver there comes out of our success in producing very large components that are near net shape — we would like to be able to expand that to be able to do very large parts. The 4 meter came from a little bit of the work around the projects with the Department of Energy (DOE). It also came from DOD, which was beginning to look at whether we can actually make big parts for nuclear reactors that sit on a submarine, an aircraft carrier, or another boat.
How do we actually make some of those large parts? There is quite an interest from the DOD and from the DOE in trying to really push the technology. We kind of settled in that 4 meter range; it might be a little bigger, it might be a little smaller, but to make some of the large parts that we’re talking about, we need to have a much larger HIP unit than is available today.
Doug Glenn: Are the larger parts for a nuclear reactor specifically or are we talking about a variety of different large parts?
David Gandy: Parts of them are for the nuclear reactor, but there are a number of other components, like large valves or large pump housings — many different components that could be produced with this technology.
Doug Glenn: What are the main impediments to a 4 meter HIP unit?
Cliff Orcutt: Like anything that’s new, there are unknowns, and the big one is the ROI along with the cost of doing something on that scale. Many of us are looking at it; companies such as Bodycote are considering larger units and MTC is considering larger units. The U.S. government at one time had the largest HIP in the world. Now it’s owned by Japan. We are hoping the U.S. government will step up and try to do a large project again.
“There’s unknowns and the big one is the ROI and the cost of doing something on that scale.”
We went to the moon and we did other things, but we’ve kind of pulled back. We hardly have large forging capability in the U.S. anymore, and we need to invest in these kinds of technologies and push this forward.
David Gandy: I’d like to build just a little bit on what Cliff said. In terms of building reactors in the U.S. to support the civil fleet — the civil nuclear reactors — quite frankly, we don’t have the forging capacity in the U.S. that we once had to do that.
So this would actually supplement the forging capabilities and allow us to reshore some of those capabilities in the U.S.
Oscar Martinez: That is a good point, David, and it is part of where PM HIP will jump in and bridge the gap between the two.
One thing I wanted to mention regarding what Cliff said about the ROI is that the biggest factor for HIP companies — like Bodycote and others out there — is making sure that we have the nuclear side. We have already seen what the ramp up is going to look like and everything.
For us, if a HIP unit is not running, it’s not making money. So, we need to make sure that HIP unit is always running, and that it’s going to pay for itself. With these large units, the price of it doesn’t just double from previous one, it exponentially goes up.
Victor Samarov: Double? It’s quadruple!
Oscar Martinez: I know the DOD and DOE are working closer together to have more synergy in terms of what components they need to process. But I also think that in the industrial side of things, like general industrial, anything with heavy equipment, any of those components that probably were not something liable to use of HIP because of the size or price, it would be good to start looking at how we can incorporate those other markets to see if they would also use some of that equipment or those HIP services for their equipment.
David Gandy: On the DOD side of the house, we have something called AUS, which is the agreement between Australia, the U.S., and the UK, wherein we’re actually going to be building quite a number of ships and submarines over the next few decades. That’s going to change the way we look at our supply chain. In trying to build these components, we need to have additional forging, casting, additive manufacturing, and HIP capabilities — we need to have it all. It cannot happen without a number of different technologies engaged.
The Path to Commercial (34:00)
Doug Glenn: In discussing these additional needs and supply chain logistics, Victor mentioned that the commercial viability of the 4 meter is difficult. Victor, could you expand?
Victor Samarov: If ATLAS HIP appears tomorrow, we’re ready to make parts with it. There is powder supply and we know how to make the casts. With some small underwater stones, we can make the parts, but we’ve been waiting for this HIP system for at least ten years.
“If ATLAS HIP appears tomorrow, we’re ready to make parts with it.” -Victor Samarov
There is no commercial company to build it, and there is no commercial company to order it unless it’s the U.S., Chinese, or Korean government. The technological idea is based on very advanced developments done by EPRI and other scientists in joining already manufactured power parts.
We did try it already. We made very large parts that were cut in half and then joined by electron beam welding. It may be this faster route to provide U.S. industry with very large parts: first make parts as large as they can be and then electron-beam weld them.
Working with David Gandy’s new scale projects, one part was so large that we had to split it into six segments. So, we made the segments and then they were successfully electron-beam welded. Practically, we were keeping all the advantages of powder metallurgy and HIP: lead time, material quality, faster development, so on and so forth. So, this may be a very viable direction.
Doug Glenn: Mike, is that the path to commercial viability?
Mike Conaway: I’m not quite sure. I call it jumbo additive manufacturing where you make these parts that have to be cut apart in, in concept, and then put together physically — that’s the additive manufacturing of jumbo parts. I think it’s a great idea.
We are looking at the same sort of idea. To make a very large HIP, we would make it as a composite of segmented pieces that fit together. We call it the Lego HIP. That’s an approach, and we’re still working on that.
Oscar Martinez: To add to something Cliff mentioned about going in between. We’ve talked about ATLAS, and I think Victor mentioned it too.
From a commercial standpoint, I think it would be beneficial for us to venture into a kind of in-between size that does give us capabilities and proves out what we have to do. That would be probably a step in the right direction of where we need to be, because it will cover a lot of the components that we are not able to see.
The oil and gas industry also has some components, and even on the IGT and aerospace side, if we go in between on some of those things, they will then design based on that size. If we’re looking at just commercially what HIP unit makes most sense for us to run, toll HIP services is always going to be between the 30 to 45-inch zone because it is able to fill in quickly.
But again, that’s the biggest challenge. If we to go to an in-between larger component, what else could we bring in there that we could run all the time and make commercially viable for whoever jumps in — whether it be Bodycote, anybody else, or a collaboration — that it actually makes sense to be used.
Cliff Orcutt: From an economic standpoint, if you’re only building one 4 meter HIP and you have to decide whether it goes to the East Coast or West Coast — that’s a tough decision. But if you build a couple 2 meter HIPs, you could afford to put one on the West Coast and one on the East Coast, and you solve not only the submarine building on the East Coast, but you might solve some of the SMR building on the West Coast.
Doug Glenn: Or you put a 4 meter HIP in St. Louis and that takes care of it all.
Cliff Orcutt: If you can get it there.
Doug Glenn: Yes, if you can get it there, correct.
Powder to Part (37:05)
Doug Glenn: Let’s talk about powder to part. What is it, what current processes might it replace, and what are the obstacles to using it?
Soumya Nag: At Oakridge, we are testing whether you can actually make custom powders, scale up that powder production, and then utilize PM and AM, or different type of modalities, to make large-scale parts or customized parts. With powder to part, you have a powder and you have a certain chemistry specification for that powder. Can we actually find out whether we are going to have a PM HIP as a plausible way to make the part out of it? Make a mold, fill it up, and predict how the part will behave in the post-HIP, the machine changes, etc., and then inspect the properties.
One more caveat: When we talk about powder, where is the powder coming from?
We have to look at the feed stock that has been used to make the powder and ask: What is the chemistry of the powder? What is the shape of the powder? What’s the flowability of the powder? The physical and chemical properties of the powder itself?
Doug Glenn: Dave, what appears to be the most promising avenue to bring this about?
David Gandy: Well, I think one of the things that you’ve really got to consider for powders is powder cleanliness.
We’ve worked quite a number of years on trying to reduce things like oxygen in the powder so that as you consolidate that component, you don’t end up with oxides that are trapped at the grain boundaries or prior particle boundaries. It’s very important that we get powder manufacturers to work with us to bring the technology forward.
Understanding the molecular chain of powder: reducing oxides “Reduce things like oxygen in the powder so that as you consolidate that component, you don’t end up with oxides that are trapped at the grain boundaries or prior particle boundaries.”
In addition to that, if we start making very large parts in a 4-meter HIP unit, we’re going to have to really scale up our powder production capabilities in the U.S., and quite frankly, that’s not happened at this point.
Doug Glenn: They’re not going to want to upgrade their powder manufacturing if there’s not a market for it.
Victor Samarov: Yes, exactly. One really large part may need a hundred thousand pounds of powder in it. We have already completed these calculations. I completely agree with David.
One more piece I want to add: From powder to part, all the processes, except HIPing and maybe ceramic, are based on melting the material and then giving it some shape. Cast and rot investment casting, even additive manufacturing, is based on melting every particle. However, when powder metallurgy started in the ‘80s in the U.S. aerospace industry, the basic advantage it was looking at was the quality of the powder particles themselves. As you know, as heat treaters, the maximum cooling rates in cooling the billet are some hundreds of degrees per minute. But the powder particle crystallizes, and it crystallizes at the rate of 10,000 degrees per second because of its very tiny size. So, it can freeze almost any type of unbalanced metastable microstructure in it.
HIPing is a solid-state bonding process. Nothing is melting in HIP. This means that during this process, we can retain this unique microstructure of the powder particles and then create and transfer this to parts of any size. For steel alloys, it may not be so critical, but for nickel base and some other alloys it’s absolutely essential.
The caveat here is that going from powder to part via HIPing, you can create very large parts with unique properties brought by the rapid solidified powder particle materials.
Doug Glenn: Mike, anything you’d like to add on the powder to part?
Mike Conaway: No, I don’t have anything to offer much there.
We’re intrigued with the additive manufacturing. Our focus has been on the binder jet that’s based on sintering where I think it offers a lot more advantages than it does to the laser fusion approach.
Oscar Martinez: From our end, we’ve been doing this for a while already in Sweden with the oil and gas industry being a major, almost an established, process. However, one thing that I did want to bring up is not only is there a challenge with the current powder suppliers in the U.S. — there is some movement in terms of bringing new suppliers —but whenever we’re discussing some of these components being so critical, where the powder is coming from is going to also be critical. As David mentioned, just as much as the HIP needs to be ramped up and that large unit needs to be built, just as quickly we need to do the same thing with the powder suppliers as well. If we need to keep it in-house, the U.S. is going to have to grow very quickly as well.
Doug Glenn: Much of what was discussed at Oak Ridge recently by the DOD and DOE was about bringing home the supply chain, including powder production.
Cliff Orcutt: The technology of making parts concerns how to model those parts and how to predict shrinkage.
There’s people that understand it but making it more accessible to companies is key to expanding the market for it.
David Gandy: We are currently working with Oak Ridge National Labs and a few others to look at bringing modeling to your laptop, basically to allow you to do modeling for the HIP process, very similar to what maybe you do with forging technologies today, where you can have that capability to design as a conventional engineer. What we’re trying to accomplish in working on this project is really looking at how we make modeling more mainstream for industry. As you make the modeling portion of this more mainstream, then the HIPing technology becomes more mainstream. The more people are exposed to it, the more people are engaged in it, the more companies want to work with it. I’d also like to thank Victor Samarov because Victor has certainly been a huge proponent of this and of trying to help move the technology forward.
Oak Ridge National Lab (48:07)
Doug Glenn: Soumya, I understand Oak Ridge National Laboratory has taken an active role in the PM HIP market. What exactly are you guys doing there what are you hoping to accomplish?
Soumya Nag: We want to make components that are relevant towards nuclear in the DOE space as well as national security in the DOD space. That’s where the drivers are.
The first thing I want to mention is that we don’t want to replace your traditional manufacturing, casting, or forging by any means. As Dave was mentioning, the need for production is going to ramp up so high within the U.S. that we will need alternative manufacturing pathways to really augment some of the troubles we have on supply chain side.
PM HIP is one of the technologies that we have chosen. Under PM HIP, we have done three things. First, can we actually use an AM, what we call a directed energy deposition process or WAM, our AM process, where we are basically making these five mile long wells that are used as a shell for the outside surface. Can that withstand the temperatures, pressures, and times (i.e., a reactor or pressure vessel), can it actually withstand that cycle? So that was the big thing: Can the five mile long well actually withstand that temperature, pressure cycle, and then move or deform during the HIPing process without a failure?
Secondly, if you look at a traditional HIP cycle, what does that temperature, pressure, and hold time do to the material? Can you break it up into ramp up time, ramp up pressure, ramp up temperature, and then hold time, etc., and see microstructural changes, property changes, performance changes as a function of each of these segments that we use or take for granted for the HIP cycle. Those are more science-driven questions that we need to answer. Thirdly, where some of the challenges that we have encountered [with scalability]. When we did a PM HIP workshop here at Oak Ridge last year in October, we had about a couple of hundred people show up from academia, national labs, DOD and DOE, customers, stakeholders, etc. The question was, what is the scalability of a part when you go from a small to large part or small to a more complex part in terms of powder compaction, size and scale of the powders, property variations, and chemistry? That is another PM HIP question that we are trying to solve.
At the end of the day, the goal is to make sure that the industry can adopt this more freely and employ it for large scale production. Then, also giving them the option of using additive cans — a more customized shell. The good thing about AM and PM combination, if you choose that, is that you can use AM can as a “shell,” which you can remove afterwards or keep. When you keep it, you are basically looking at a HIP-clad type of option where you can use similar or dissimilar materials and depending on the functionality of the surface versus the core, you can utilize that combination of two materials with two different manufacturing modalities.
I think the workshop that we had in October last year was exceptionally well received from our end. It was driven for the voice of the customers — what does the customer want from us? What are the gaps and challenges around PM HIP that would really remove some of the angst that they have.
That was the first thing that we did, but we also had people from the powder side, from the modeling side.
Victor was leading the attendees, Dave Gandy was there giving plenty of talks about the need for PM HIP. Cliff was there talking about the utilization of HIP as a technology. We had industries from every bit of the segment come in and they wanted to help.
The thought was, can we actually take personal spaces out and then talk and have a cross interaction across industries to try to solve a problem on national level. Like Victor and Dave said, we need our government to instill the idea that this is an important technology for the country. Can we move towards this? We were facilitating that and saying what the voice of the customer is. This is what everybody wants. The demand is absolutely there. Can we actually build on it?
At the next workshop that we plan, we want to actually talk about real parts. We will be bringing in real parts to see how we can make it PM HIP. What are the success factors around it? I think that would be more end-product driven rather than the science part of the discussion.
Doug Glenn: Yes, more practical and specific and less theoretical, if you will, but not that it was all theory.
Soumya Nag: We have an active PM HIP steering committee with about twenty people from industry. Dave, Victor, and Cliff are a part of it. They have been tremendous in terms of providing us with guidance and seamless thoughts in terms of how we should move as an industry.
Doug Glenn: Is that next workshop scheduled?
Soumya Nag: Not yet, but that is in the planning process right now.
Doug Glenn: We’ll certainly help publish that when the time comes, so keep us posted.
Soumya Nag: We have a report from the first workshop that is in limbo right now, but we will publish it relatively soon.
It discusses what we learned from the workshop, the gaps and challenges, and how we should move forward. We have about a 60 to 65-page report that we compiled from that workshop. These are the demand signals for everybody that we compiled together.
Doug Glenn: Let us know if we can help you publish that as well and help you get it out to the right people.
Toll Manufacturing vs. Ownership of Equipment (55:47)
Doug Glenn: Cliff, let’s discuss the differences between toll processing and ownership of equipment. When it comes to HIPing, does it make sense for manufacturing companies to send their HIPing out to toll manufacturers or is it better to buy your own equipment?
Cliff Orcutt: That’s an economical question that you have to calculate and look at. Number one, if you only have one part, you’re not going to buy a HIP unit.
Evaluating the cost of toll processing versus purchasing your own HIPing equipment. Basic rule of thumb: use toll HIPing until you cannot afford it, then go in-house.
But if you have the quantity and the quality, and the cost works to the favor of owning your own HIP unit, then you should purchase it. However, if you also don’t have the floor space, location, people, or infrastructure to support it, then sometimes it’s easier to toll HIP. If you’re in the middle of nowhere and your parts are lead, and you can’t afford to ship them, then you might want to have your own HIP unit located in your facility. It’s important to analyze these aspects to decide if there’s ROI and if it’s the best way to economically make your parts.
Doug Glenn: Mike, what are your thoughts on toll processing versus owning your own?
You plan the investment for it. There may be tipping points, I don’t know how to quantify those. But I think that Cliff’s remarks are well taken. It’s a little bit complicated and you have to have a believer; let’s say you’re a user of HIP equipment and you’re getting it done by toll. Sometimes you don’t want to have it; you don’t have anybody in-house that has insight into HIPing and therefore is not a champion for it. I recommend toll HIPing until you can’t afford it, and then we go in-house.
Used Equipment Market for HIP (58:26)
Doug Glenn: Let’s discuss the International HIP Conference.
Cliff Orcutt: The 2028 conference is going to be held in South Korea in the town of Busan, very beautiful. And it’ll be a great conference, so we’re hoping to have over 200 people at it.
It will cover all aspects of HIPing, not just powder metallurgy, but it’s all the latest technology from the makers, the toll people. Everybody that’s in the HIP industry is usually there from all countries. Hopefully by 2028 we can have the Eastern Block Country there attending again as well.
Doug Glenn: If I remember correctly, it was in Columbus in 2022.
Cliff Orcutt: Yes, 2022 in Columbus, 2025 in Germany. It moves from USA to Europe to Asia every three years.
Doug Glenn: The committee is a group of people who have a common interest in putting this together.
Mike Conaway: Yes, it’s group of enthusiasts.
Doug Glenn: The most recent one was this year in Aachen, Germany, right?
Mike Conaway: Yes.
Doug Glenn: How many people attended that one?
Victor Samarov: Around 250.
Doug Glenn: HIP 2025 is currently on the website, and then when you’re ready, you’re going to have a HIP 2028.
Cliff Orcutt: It’s reserved, and it’ll be coming online probably next year.
The paper from 2025 has been released and made available to people.
Doug Glenn: Anybody else have any other comment on the HIP event?
Soumya Nag: It was my first time going there.
I felt that it was a great exposure to what the world is doing on the PM HIP side. Sometimes we are bottled down in what we are doing in the U.S., and we think we are doing the best thing in the world. That’s not true. There are countries who are superseding us and they have ideas and thoughts and future goals which are very possible for them to succeed. We want to make sure that we learn from them and really act upon that.
Cliff Orcutt: One thing we might want to mention is the Metal Powder Industry Federation, MPIF, for about 15 years has been promoting it as a green technology. I think that we all could agree that we should lean green, towards green things.
There’s less energy usage, less machining. It’s a near net shape technology, and so even if it does economically cost more, we still should look at it from that green aspect, I believe.
Doug Glenn: And you’re talking just about HIPing in general or PM HIP?
Cliff Orcutt: Mainly PM, but all forms of would be more of a green technology compared to your big carbon melting type technologies.
Doug Glenn: Good point, Cliff, thank you.
All right, gentlemen, thanks very much. I appreciate your time, your expertise, and it’s been a pleasure talking with you all.
About the Guests
Mike Conaway Managing Director Isostatic Forging International
Mike Conaway is the managing director at Isostatic Forging International. He began in the HIP field at 19 years old, where the process was invented and developed (Battelle Institute in Columbus, Ohio). Many consider Mike a pioneer in the business of HIP equipment: analysis design, construction and operations. He has ten issued patents related to high pressure design, and received the Lifetime Achievement Award by the International HIP Committee.
David Gandy Principal Technical Executive, Nuclear Materials EPRI
David Gandy is the principal technical executive in the Nuclear Materials sector for EPRI. He has 40+ years of experience in materials, welding, and advanced manufacturing. He is an ASM International Fellow and currently also is a member of ASME Section III.
Oscar Martinez Regional Sales Manager HIP North America, Bodycote
Oscar Martinez is the regional sales manager of HIP North America, Bodycote. He is a metallurgical and materials engineer with a degree from the University of Texas at El Paso. In 2022, he took his current position for the Hot Isostatic Pressure and Powdermet® divisions at Bodycote IMT, serving the North American market.
For more information: Contact Oscar at Oscar.Martinez@bodycote.com or visit his LinkedIn.
Soumya Nag Group Leader of Materials Science and Technology Oak Ridge National Library
Soumya Nag is in the group leader of the Materials Science and Technology Division at Oak Ridge National Laboratory. His research interest is understanding processing (additive and conventional) — structure (phase transformation across different length and time scales) — property (mechanical and environmental property) relationships in light weight and high temperature structural alloys.
Cliff Orcutt Vice President American Isostatic Presses, Inc.
Cliff Orcutt is vice president of American Isostatic Presses, Inc. and has been involved in more than 200 HIP installations in 25 countries over a 48 year span. Orcutt is Chaiman of the International HIP Committee , helping to organize the HIP22 and HIP25 conferences to spread HIP knowledge.
For more information: Contact Cliff at corcutt@aiphip.com or visit his LinkedIn.
Victor Samarov Vice President of Engineering Synertech PM
Victor Samarov is the vice president of Engineering for Synertech PM. He has a masters degree in mechanical engineering from MPTU in Russia and a Ph.D. and full doctor’s degree from VILS Russia. He has spent over 45 years in PM HIP, and has over 250 publications and over 50 issues patents. With more than 45 years of experience in powder metallurgy and hot isostatic pressing (PM HIP), he has authored over 250 publications and is the holder of more than 50 patents.
Hot isostatic press (HIP) processing is a manufacturing technology used to densify metal and ceramic parts to improve a material’s mechanical properties. It is based on applying high levels of pressure (up to 2,000 bar/200Mpa) and temperature (up to 3632°F (2000°C)) through an inert atmosphere in order to densify parts and components, mostly of metallic and ceramic material, and to give them improved mechanical properties.
HIP technology has become the decisive tool for aerospace parts and components to certify materials and parts with the strictest quality and safety controls. These developments require highly advanced, complex, and processed materials capable of withstanding the demanding work they will be subjected to.
There are strategic materials and components in the space sector that can only be manufactured by advanced manufacturing in a specific way. Rubén García, project manager of HIP at Hiperbaric, noted that “These developments need very advanced, complex, and processed materials that are capable of withstanding the demanding work they will be subjected to. Therefore, advanced processes are needed to ensure and certify that these materials can be part of a satellite or rocket.” In addition to elements that form part of satellites and rockets and their respective engines, turbomachines, burners, and more intended for space also see benefits from HIP processing.
Rocket engine treated by HIP Technology Source: Hiperbaric
An X-ray inspection of each part evaluates the suitability of the component and ensures that it will not fail during the combustion process. “If we find any pores in the part, they are repaired with HIP technology, which repairs and densifies the component,” explains García. The HIP technology supplier uses Fast Cooling technology to cool materials very quickly, especially in materials whose capabilities may be impaired if they are not cooled quickly.
Emphasizing how HIP is the key that takes components to space, García describes, “The more complex qualification components are required to go through a HIP process to ensure that the component will not fail. Materials engineering and the metallurgical process are closely tied to these innovations to ensure what some processes can’t do 100%. That is where HIP becomes our best ally.”
Hiperbaric has devoted a HIP press for its HIP Innovation Center in Spain for companies worldwide for the purpose of investigating and developing HIP products with a particular focus on the aeronautical sector. Here, companies will find the help and knowledge required to achieve success.
About the Expert:
Rubén García Reizábal HIP Project Manager Hiperbaric
Rubén García Reizábal is an industrial engineer with a master’s degree in Material Components and Durability of Structures and has recently obtained his PhD. After his first stage in Hiperbaric, where he held the position of Quality Manager, he has been working as project manager of several R&D projects for more than 11 years. In this role, he leads all the actions of the Spanish-based company related to its hot isostatic pressing (HIP) business line, including R&D and business development efforts.
A major concern with cast products is fatigue resistance and getting the right mechanical properties. Of course, thermal processing plays a role, and for years, hot isostatic pressing has been solving this very problem.
Today’s best of the web article details out how the process can remove shrinkage porosity and internal defect, ultimately leading to a more resistant part for some of the most critical applications: nuclear power.
An Excerpt:
“The production of specially designed canisters can lead to predictive final shapes with extremely complex geometries, which are a viable option to forging, casting and additive manufacturing. The processing is referred to as Powder Metallurgy Near-Net-Shape (PM NNS), or Powder Metallurgy HIP (PM HIP).”
When processing cemented carbide, there are a few considerations you need to understand to use the proper sintering equipment. One of the biggest factors is the actual material; what is the colbalt content level of the processed material?
In this best of the web article, walk through the steps of dewaxing, sintering for appropriate densification, and the processing temperatures that are required for sintering cemented carbide.
An Excerpt:
“Other than mechanical stresses due to the differential pressure between inside and ambient pressure outside the furnace, operating at relatively high temperatures with high pressure of gas would lead to significant dissipations of heat to the external environment. This is not only anti-economic from an efficiency point of view, but could also compromise the structural integrity of the water-cooled steel vessel of the furnace by overheating it.”
Operating a hot isostatic press? The stages for HIP processing can become faster and more effective with gas detection technology. Learn about real-time leak detection analysis and continuous monitoring for outgassing.
ThisTechnical Tuesdayarticle byErik Cox, manager of New Business Development at Gencoa, was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The Problem in HIP
Hot isostatic pressing (HIP) is a widely employed method for densifying powders or cast and sintered parts. It involves subjecting materials to extreme conditions — high pressure (100–200 MPa) and high temperature (typically 1652°F–2282°F, or 900–1250°C) — in a specialized vessel.
Contact us with your Reader Feedback!Figure 1. Pumping times based on residual water vapor
One aspect of HIP comes before introducing metal or ceramic powders to the vessel: Operators must test for any leaks in the canisters. This ensures that the proper HIP processing can be completed. Secondly, outgassing of the powder must be performed, and thirdly, outgassing the HIP chamber should be done. All three are essential steps that are typically time consuming and inefficient, but new gas detection technology can make this pre-processing stage faster and more effective.
Real-Time Analysis for Leak Detection
Leak detection is normally performed with a helium leak detector, which are expensive and require significant technical knowledge to operate. Some HIP processing providers simply forego leak checking of the canister, fill the HIP canister with powder, and perform the degas; but in this case, any leaks will be identified during the degas process, and powder must then be removed to repair the canister.
HIP users must look to technology that effectively detects leaks before they proceed to outgassing. One example of this is Gencoa’s Optix gas sensor: As the pumping procedure commences and pressure reaches 0.5 mbar (which typically occurs within 15–30 seconds), the device switches on and employs a sophisticated analysis of the nitrogen that enters the canister from the atmosphere to discern the leak rate of the canisters. When a leak is detected, argon gas can be sprayed around the canister to accurately detect the leak point and allow repair.
Outgassing: Traditional vs. Continuous Monitoring
Outgassing is a critical step in the preconditioning of powders for HIP processed components, involving the removal of adsorbed gases and water vapor from the metal powder through vacuum pumping. Traditionally, the endpoint for this process is not monitored, leading to an overly long vacuum pumping stage of up to several days to ensure that the powders are correctly prepared.
Th is challenge is addressed by providing continuous monitoring throughout the entire degassing process, reducing the time to degas through the ability of the Gencoa Optix gas sensor to precisely determine the degas endpoint.
Figure 2. Gencoa Optix
By offering real-time feedback and notifying users when degassing is complete, this sensor saves time and ensures the production of high-quality components with traceability. With the Optix, one user saw their degas times reduced from 24 hours to 4 hours. The sensor is capable of residual gas analysis, providing a comprehensive solution for improved productivity. Its wide-range pressure measurement capabilities, coupled with efficient leak checking of HIP processing enclosures, further enhance the overall operational efficiency.
Optix operates as a highly sensitive, stand-alone device that utilizes a small plasma (“light”) that detects the gas species present. This design ensures that the detector remains impervious to contamination or vacuum issues, maintaining continuous monitoring and avoiding potential damage. Because the device also eliminates the need for filament replacement or disassembly of components for maintenance, the design will perform at 100% operational uptime even in the harshest environments.
Indispensable Tools for HIP Processing
HIP operators need to maintain equipment efficiently and effectively, and technologies that integrate solutions not only enhance overall productivity, leak detection, and control of the degassing process, but are indispensable to improving the overall quality and traceability of components. Leveraging technologies that allow for early detection and increase uptime will only enhance the future HIP can offer to the AM-focused aerospace industry.
About the Author
Erik Cox, Manager of New Business Development, Gencoa
Dr. Erik Cox is a former research scientist with experience working in the U.S., Singapore, and Europe. Erik has a master’s degree in physics and a PhD from the University of Liverpool. As the manager of New Business Development at Gencoa, Erik plays a key role in identifying industry sectors outside of Gencoa’s traditional markets that can benefit from the company’s comprehensive portfolio of products and know-how.
For more information:
Contact Erik at sales@gencoa.com
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Dive into the role and benefits of HIP and HPHT™ in the space industry, highlighting how these key processes are shaping the future of space applications.
ThisTechnical Tuesdayarticle by Andrew Cassese, applications engineer, Quintus Technologies was originally published inHeat Treat Today’sMarch/April 2024 Aerospaceprint edition.
The realm of space exploration and technology is rapidly evolving, pushing the boundaries of what’s possible in engineering and material science. Among the key players in this revolutionary change are hot isostatic pressing (HIP) and High Pressure Heat Treatment™ (HPHT™). These processes have become indispensable in manufacturing components that can withstand the harsh conditions of space. In this demanding environment, the longevity and reliability of components are paramount.
Reducing Risk
Space missions have put increasing focus on the need to minimize risk and improve mission safety. Some well-documented, safety-related events include:
Outer space
Soyuz 11 decompression in 1971
Earth’s atmosphere
Soyuz 1 parachute failure in 1967
X-15 controls failure in 1967
Space Shuttle Challenger launch booster failure in 1986
Space Shuttle Columbia re-entry disaster in 2003
Structural integrity is therefore in focus for every single component involved in space missions, with exacting demands on quality and function. Material failure is not an option, and therefore component qualification is one of the main areas of focus. Predictable properties that are reliable and with minimal variation are critical for mission safety. Hot isostatic pressing helps to guarantee this by reducing the spread and variation in mechanical properties.1 It works to do this by using high temperatures and pressures to close internal defects in mission critical parts after casting or additive manufacturing. This increases the density of components and gives them a more anisotropic microstructure which in turn results in more consistent mechanical properties.2
What Properties Are Most Important
The harsh environment of space demands components with exceptional properties. They must withstand extreme temperatures, resist radiation, endure vacuum pressures, and cope with mechanical stress from vibrations and accelerations. HIP processing plays a pivotal role in this, enhancing material properties to meet these challenges. Space manufacturers also must think about thermal expansion/contraction due to temperature variations, compressive stresses, irradiation, and space debris. All of these can affect mission success and can ultimately prevent loss of life, see Figure 1.
Figure 1. Challenges that space-bound materials must endure
Through HIP, components gain increased fatigue life, improved ductility, and enhanced fracture toughness, which are crucial for surviving in space.
Common Materials and HIP Processing Requirements
Materials commonly processed by HIP for space applications include titanium, aluminum alloys, nickel-based superalloys, refractory alloys, shape memory alloys, and ceramics. High-strength aluminum and titanium alloys are used due to their high strength to weight ratio which is key for space missions to conserve fuel efficiency, increase payload capacity, and improve maneuverability.3 Nickel-based superalloys are used in exhaust valves and turbine rotors due to their exceptional creep resistance properties at high temperatures. Refractory alloys like Nb-C103 and TZM are used in high-performance rocket nozzles because of their high melting point and excellent strength at high temperatures. Newer shape memory alloys developed by NASA can recuperate their original shape when heating above specific critical temperatures, and their applications are expanding beyond just actuators.4
As new alloys and materials are developed in the space industry, certifications and standards are necessary for their adoption. HIP effectively eliminates porosity in these materials, ensuring structural integrity and performance under the extreme conditions of space. This means HIP recipes need to be developed and optimized for materials to be tested with their greatest potential in mind.
Collaborations with universities and national labs on projects at low TRLs will help set the foundation for HIP in the space industry. Quintus Technologies, through its application centers, is actively engaged in research to further enhance the capabilities of HIP for space applications. Optimizing the HIP process to reduce costs and improve efficiency through HPHT is one area where the company has already found success, see Figures 2 and 3.
Figure 2. Typical thermal processes for additively manufactured partsFigure 3. High pressure heat treatment with solution heat treatment
(SHT) process for the same parts, using an integrated heat
treatment approach
The HPHT process can combine stress relief, solution annealing, HIP, and aging into one cycle. Aft er a ramp up in pressure and temperature, the part is held for a specified amount of time before being rapidly cooled in the URC furnace. Aft er this, the temperature of the machine can be brought up to the aging temperature of the material for the completion of an in situ heat treatment.
A Space Case – Launcher Engine-2 Rocket Engine
Table 1. CuCrZr vs. GRCop-42: A Comparison
One application of this is on the Launcher Engine-2 (E-2) rocket engine.
Quintus Technologies, EOS Group, and Launcher worked together to develop a tailored HPHT cycle for Launcher’s 3D printed E-2, first vetted out in an applications center at small scale. The powder alloy in question, CuCrZr, was developed by EOS and printed on an AMCM M4K machine. EOS compared CuCrZr to the NASA alloy of GRCop-42 and found that the CuCrZr alloy was a more economically viable solution for thermal applications with lower strength requirements, see Table 1. The rapid cooling at 200°C/min in the QIH 122 URC furnace at Aalberts surface technologies allowed the team to HIP and solution heat treat the CuCrZr combustion chamber in a single step. The aging treatment was also performed in the QIH 122 directly aft er the solution.5
In October 2020, a full-scale test firing of the E-2 injector and combustion chamber was conducted at the Launcher NASA Stennis Space Center test stand. On April 21, 2022, Launcher’s E-2 liquid rocket engine was able to demonstrate full thrust. Continued tests from Launcher have been successful with performance boost testing and the first fully integrated engine was ready for shipping on October 12, 2023.6
As humanity reaches further into the cosmos, the role of HIP and HPHT in manufacturing space-bound components becomes increasingly significant. These processes not only enhance the essential properties of materials for space applications but also address the unique challenges of manufacturing for an environment as hostile as space. With ongoing research and development, HIP and HPHT continue to evolve, promising to unlock new possibilities in space exploration and technology, and their contribution will ensure the success of space missions, safeguarding the lives of those who venture into the final frontier.
Figure 5. Test firing of the High Pressure Heat Treated Launcher Engine 2 produced using additive manufacturing
References
[1] Dominik Ahlers and Thomas Tröster, “Performance Parameters and HIP Routes for Additively Manufactured Titanium Alloy Ti6Al4V. EuroPM,” 2019. https://www.semanticscholar.org/paper/Performance-Parameters-and-HIP-Routes-fortitanium- Ahlers-Tr%C3%B6ster/faeb46e6eb8ef3e30bc00b91cd1bd8a7c0619200. [2] Jake T. Benzing et al., “Enhanced strength of additively manufactured Inconel 718 by means of a simplified heat treatment strategy,” Journal of Materials Processing Technology 322, (December 2023). https://www.sciencedirect.com/science/article/abs/pii/S0924013623003424?via%3Dihub. [3] “Engineering Materials for Space Building Stronger Lighter Structures,” Utilities One, last modified November 2023. https://utilitiesone.com/engineering-materials-for-space-building-stronger-lighter-structures. [4] Girolamo Costanza and Maria Elisa Tata, “Shape Memory Alloys for Aerospace, Recent Developments, and New Applications: A Short Review,” Materials (Basel) 13, no. 8 (April 2020): 1856. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC7216214/. [5] Mahemaa Rajasekar, “Processing Copper Alloys with Powder Bed Fusion,” LinkedIn, last modified November 2022. https://www.linkedin.com/pulse/processing-copper-alloys-dmls-technology-mahemaarajasekaran/. [6] LAUNCHER (@launcher), “The first fully integrated E-2 engine is ready for shipping to @NASAStennis for our upcoming full engine test campaign later this year. E-2 is a 22,000 lb. (10 ft) thrust LOX/Kerosene,” X post, October 12, 2023. https://twitter.com/launcher/status/1712636548997607752.
About the Author
Andrew Cassese, Applications Engineer, Quintus Technologies
Andrew Cassese is an applications engineer at Quintus Technologies. He has a bachelor’s degree in welding engineering from The Ohio State University.
For more information: Read J Shipley, “Hot Isostatic Pressing in Space – Essential Technology to Ensure Mission Safety,” 2020. Contact Andrew at andrew.cassese@quintusteam.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com