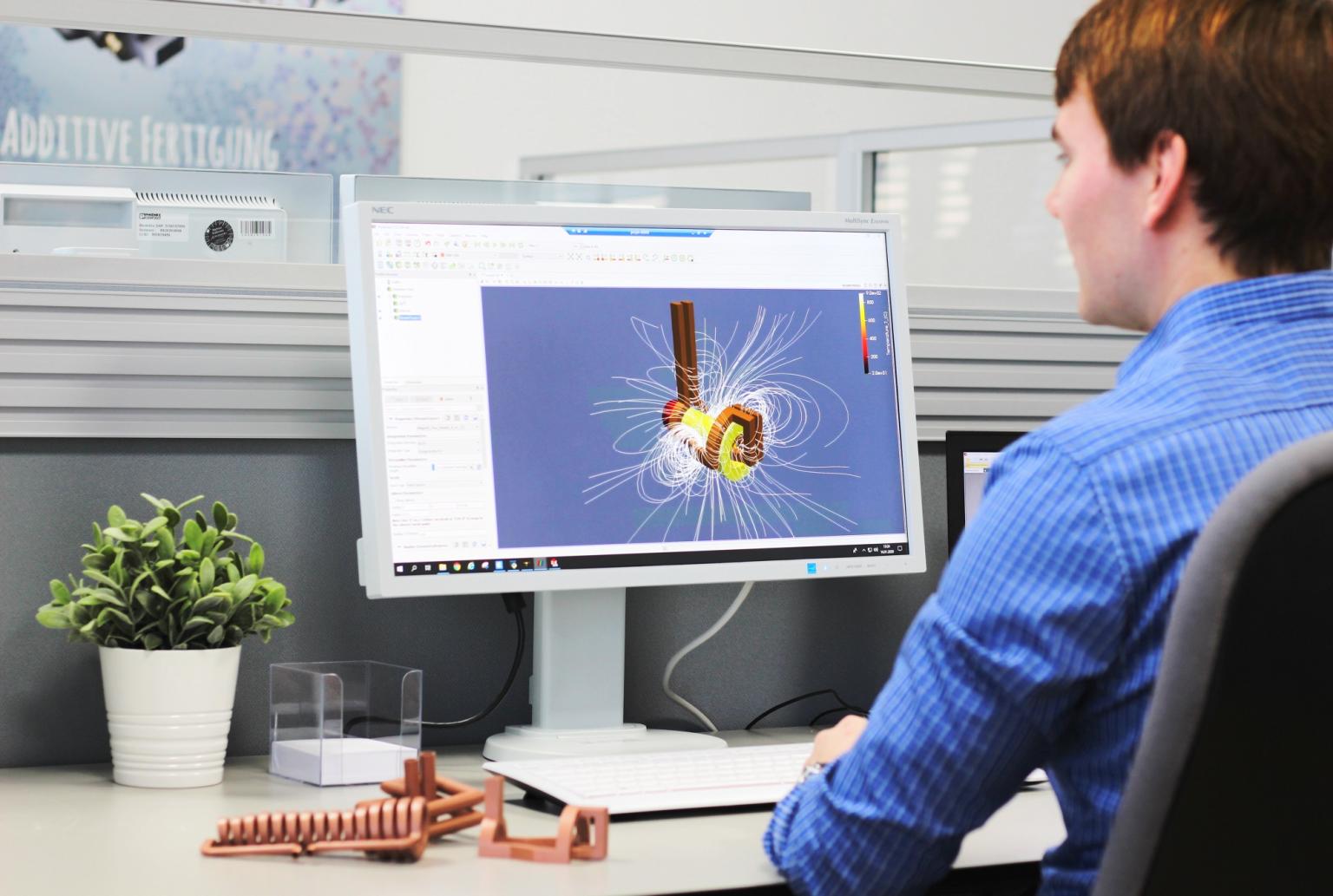
This informative feature was contributed by CENOS, a simulation software developer. Read on to learn about how 3D printing is revolutionizing the heat treat world, particularly in the production of copper coils.
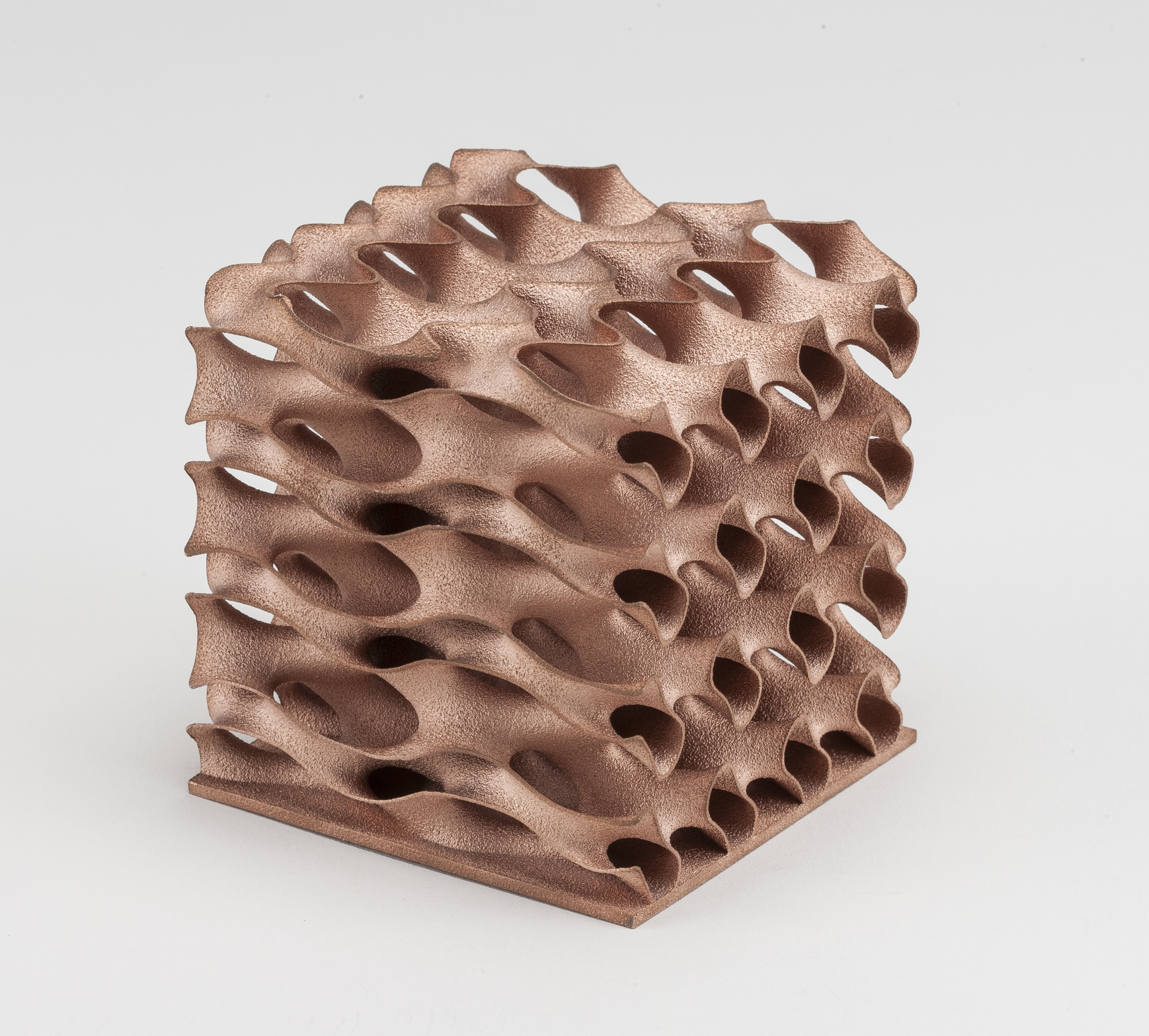
3D printing, also known as “additive manufacturing,” is a hot topic now as it broadens possibilities for on-demand and customized products, even with complex geometries. It eliminates the need for welding, soldering, bending, and similar steps in coil design as 3D printers build the object in one piece and in the exact shape as drawn in CAD.
(source: PROTIQ)
“3D printing unleashes design opportunities for induction coils, while 3D simulation software allows validating design performance. . . . We believe that 3D printing of copper will grow even more in significance for coil production, and possibly even become a part of the conventional manufacturing process,” said Max Wissing, Development Engineer at PROTIQ.
Currently additive manufacturing is widely used for steel parts, and for a long time printing machines were not able to print pure copper items. But now the technology has developed, and since the second half of 2019, it’s possible to print on demand 100% pure copper coils. Some companies with notable success offering this innovation are PROTIQ and GH Induction.
Main Benefits Simulations Enable Together with 3D Printing:
freedom of design
optimized geometry
more homogeneous heating
lower lead time
less material waste
cost reduction
3D Printed Copper Comparison:
RS-cooper
Pure copper
Electrical conductivity: 50 MS/m
Electrical conductivity 58 MS/m
Elongation at break: 25%
100% IACS
Improved strength for high loads
Elongation at break: 50%
Tensile strength: 230 Mpa
Tensile strength: 220 Mpa
Yield strength: 180 Mpa
Yield strength: 125 Mpa
Density: 98%
Density: 99.8%
Fewer Man-Hours, Faster Processes
Coils are a critical part of induction heat treatments as they must be replaced from time to time due to deterioration. This interrupts production and requires several man-hours for recalibration. In comparison to conventional manufacturing, 3D printing induction coils offer great benefits.
First, additive manufacturing provides better reproducibility and higher accuracy compared to the manual bending, which reduces necessary recalibration times. Second, it allows lower cost and faster production of inductors. Finally, using numerical simulation methods, the coil’s heat pattern is precisely predicted and visualized, helping optimize inductor geometry. This allows for creating a perfect coil with the first prototype.
Simulation and 3D Printing Process Illustration:
(source: PROTIQ)
Simulations as the Enabling Factor for Coil Durability
Simulations allow full freedom of design and point out places for improvement in producing a more efficient coil production process. 3D printers build objects layer upon layer, allowing them to make even complex geometries in one piece without soldering. Simulation of the design process allows predicting coil heating, which altogether results in a longer coil lifetime. Because there is no need to bend or join parts together with heat treatment, this also allows for eliminating some intermediate steps of the supply chain. Another notable benefit is that the lifetime of 3D printed coils can exceed conventionally manufactured copper coils up to two times, as reported by PROTIQ’s automotive industry clients.
Currently there are only a few copper coil printing companies because the material is not easily processed in additive manufacturing.
Comparison of maximum copper coil dimension as a single piece:
PROTIQ
GH Induction
Length: 250mm
Length: 200mm
Width: 250mm
Width: 200mm
Height: 300mm
Height: 100mm
The possible size of the printed coils varies between really small ones, measuring only a few millimeters, and bigger shapes that are used in the automobile industry. Coils that exceed the maximum printable dimensions can be joined together afterward via welding or brazing without problems.
Regarding the time, copper coils can be printed within a few days. Compared to the conventional way, which takes up to several weeks, this method enables fast-paced product tests and generates flexibility for the customer due to shorter delivery times.
3D Printing Future Forecast
GlobeNewswire market research shows that the global 3D printing metals market is estimated at USD $774 million in 2019 and is projected to reach USD $3,159 million in revenue by 2024. This suggests we will see even more and bigger 3D printed metal parts.
In a greater perspective, Boeing is demonstrating an impressive point that additive manufacturing currently has no limits. Boeing’s GE9X engines are now fully 3D printed, combining more than 300 engine parts into just seven 3D printed components.
Taking into consideration all of the benefits listed above, one has to wonder whether additive manufacturing will become the norm in the coming decades in many of the traditional manufacturing processes.
Brazing Furnace for Automotive Supplier (Image Source: Abbott Furnace Co.)
A diversified global automotive supplier, focused on metal forming, aluminum casting, fluid systems and flexible assemblies to help automakers meet their lightweight requirements, and a multinational corporation that specializes in producing chemicals and precious metals and operating in more than 30 countries worldwide, have placed orders for furnaces to be installed in the 2nd quarter of 2020. Abbott Furnace Company will design, manufacture, and install both furnaces.
The automotive supplier has placed an order for a continuous belt stainless steel brazing furnace to be installed in Mexico. They will receive a five (5) zone electrically heated industrial furnace that is rated for 2,150°F and includes a 30” wide belt, silicon carbide muffle and will feature Abbott Furnace’s Varicool convective cooling system.
The precious metals producer has placed an order for an electrically heated continuous belt calcine furnace. The industrial furnace that is rated at 1,850°F and includes an 18” wide inconel belt, silicon carbide muffle and data acquisition system.
Dan Insogna, Southeast Regional Sales Manager for Solar Manufacturing
A vacuum furnace was recently shipped to a customer servicing the tool and die industry in Virginia. The Model HFL-2018-2IQ furnace features a graphite-insulated hot zone, a load weight capacity up to 250 lbs., and a maximum operating temperature of 2400°F. The furnace, called the Mentor®, is from Solar Manufacturing will be used for solution annealing, ageing, and brazing. It measures 12” wide x 12” high x 18” deep.
Model HFL-2018-2IQ furnace
“This company is a long-time customer of our sister company, Solar Atmospheres,” states Dan Insogna, Southeast Regional Sales Manager for Solar Manufacturing. “They wanted to own a Solar furnace themselves, for smaller, in-house jobs. We’re all excited they chose Solar Manufacturing for their first furnace.”
Heat Treat Todayconducted a very unscientific and highly-fluid study on the impact of COVID-19 (coronavirus) on the North American heat treat market. By the time you read this, the impact will undoubtedly be different; but what you'll see below is a snapshot in time from Friday, February 28th, which is when most of the responses came in.
Heat Treat Today surveyed 675 heat treat industry suppliers and asked them 6 very simple questions. The survey took no more than 5 minutes to complete. Of the 675 surveyed, 104 responded, all of them completing all 6 questions.
The questions were broken down into two basic categories:
The first two questions asked what impact the coronavirus was ALREADY having on their business.
The last four questions asked them to speculate about the future impact of the coronavirus on their business.
Before giving the results, let me acknowledge as truth what one respondent so politely stated:
Unfortunately any information gathered for the coronavirus will be outdated within days because the global situation changes so frequently and rapidly. A survey of this kind has very limited value for business analysis/decisions due to the ... fluidity of the situation.
Having duly disclaimed, let's get on to the results.
One final note -- click on each image below to enlarge it for easier viewing.
Current Impact
Click to enlarge.
Question 1: Has the coronavirus already directly impacted your business/supply chain?
As you can see, over half (51%) indicate that the virus has had NO EFFECT to date. Another 11% are uncertain if there has been any effect, and roughly 38% say that the virus has already had an impact on their business.
Yes: 37.50%
No: 50.96%
Uncertain: 11.54%
Click to enlarge.
Question 2: In what way(s) has the coronavirus already directly impacted your business/supply chain?
The two main options given were:
Difficulty getting materials to build product: 11.54%, and
Limitation of travel either of employees, customer, or workers: 29.81%
Other answer included:
No impact: 46.15%
Other: 12.50%
It's not surprising that nearly half (46.15%) said there was "no impact" given that nearly half of the respondents in Question 1 indicated that there was "no impact" to date of the coronavirus on their business operations.
Anticipated Future Impact
Click to enlarge
Question 3: Do you anticipate that the coronavirus will directly impact your business/supply chain?
After assessing the current impact, the next four questions focus on the future and what expected impact the coronavirus might have on business.
The results were a bit less optimistic:
Yes: 55.77%
No: 18.27%
Uncertain: 25.96%
While roughly half of the respondents indicated that the coronavirus was having no current impact, only 18% believe that it will never impact their business. The other 26% are uncertain if this global sickness will impact them or not.
Click to enlarge.
Question 4: In what way(s) do you anticipate that the coronavirus will directly impact your business/supply chain?
As with question number two, which was very similar, the answers to this question indicated that the #1 anticipated impact was restriction on travel. Coming in a close second was the ability to secure materials necessary to continue production -- supply chain issues.
Limited travel for employees, vendors, and/or customers: 40.78%
Trouble obtaining materials to manufacture our product(s): 25.24%
Other: 16.50%
No impact: 17.48%
Click to enlarge.
Question 5: How significantly do you anticipate that the coronavirus will impact your bottom line?
Assuming that there will be some impact, the question tried to get an order of magnitude of how great the impact might be. Asking respondents how they anticipated the virus will impact their bottom line seemed like a good approach. Here's what they had to say:
5% or less: 52.88%
From 6% to 10%: 30.77%
From 11% to 20%: 12.5%
More than 20%: 3.85%
It's possible that everyone in the "5% or less" category said that there would be zero impact on their bottom line; but even if that is the case, there are still 47% of the industry who believe that the coronavirus will have a 6% or greater impact on their bottom line. Only a very small percentage (4%) believe that it will have a 20% or more hit on their bottom line.
Click to enlarge.
Question 6: How long do you anticipate the coronavirus will impact your business/supply chain?
This final question tried to get a sense of how long respondents thought the virus would continue to impact their business.
Here's what they had to say:
0-2 months: 28.85%
3-6 months: 63.46%
7 months or more: 7.69%
Fortunately, it doesn't appear that the impact will be long-lived.
Question 7: Open-ended comments.
The survey was anonymous, so respondents seemed to feel comfortable giving their opinions. On two of the questions, Question 2 and Question 4, where they had the option to respond "Other," we asked them to give some explanation of their "other" response in this open-ended, final question. You can see the unedited, open-ended responses at the end of this post.
Flu vs. Coronavirus (by the numbers)
"Pandemic" is a word frequently thrown around with Coronavirus. Here are some interesting numbers from the Center for Disease Control:
CDC estimates that so far this season there have been at least 32 million flu illnesses, 310,000 hospitalizations, and 18,000 deaths from flu.
Compare that to the worldwide coronavirus numbers (as of February 28th):
Confirmed cases: 83,700
Deaths: 2,859
This is not to minimize the importance of actions against the coronavirus, but the current numbers associated with the coronavirus are a tiny fraction compared to a typical year with influenza. That's also not to minimize the great personal pain and suffering of anyone who has lost a close relative or friend to either influenza or the coronavirus.
Verbatim Comments
As promised, here are the unedited responses to Question 7 in Heat Treat Today's Coronavirus Survey. Some company names and any other identifiable information have been removed.
Being close to a porous border we anticipate migration north to find better conditions for their families. This indirect contact within the Hispanic community could impact the health of our workforce.
Contract now on hold that was signed in early January in China for [company] to supply new heat-treating equipment there.
Cost of shipping to countries hit increased 3x.
Deliveries will be late on finished products. Many parts come from China. More than we know.
Difficult getting some materials. Should improve as soon as things loosen up in China. Not killing us, but an irritation.
Economic slow down.
Facility in China had to temporarily close until the sickness peaks and wanes.
Human anticipation will be a negative factor
I am a sales rep and don't see much potential impact. Large purchases may be delayed but day-to-day needs should be OK to sell and ship.
I don’t feel it directly impacts our business unless it lasts more than a year
I have had suppliers ask about the availability to receive materials coming from Chinese suppliers, I have had questions about delivery delays from vendors/ suppliers. We are about to see in real time how good our companies are multi-sourcing critical components and not relying on conflicted materials.
I have two major concerns: 1. The virus will become Pandemic effecting world economy, 2. In the US people will overact and panic.
I think it is overblown, .1% of people die from the “normal strains” of flu, .7% from coronavirus. So if you get it, less the. 1% chance of death. Makes good news.
It appears it is directly affecting some of our upcoming travel plans, as well as we expect some parts issues to arise.
It might hurt our customers production, hence the trickle down
Little impact for us other than limiting travel. Our supply chain is stable for the moment.
Our business supply chain, business travel, product distributors have all been affected.
Shipping companies like FedEx won't ship our ordered products to China. I believe that will start to affect our other international customers.
Short term (3-6 month) impact anticipated in regard to supply of components from China and respiratory masks.
Slower sales cycle for cap-ex type projects. A wait-and-see mentality with purchases.
Some North American heat treaters have been purchasing Chinese castings sold by American based distributors. These castings are not marked with country of origin, so we encourage those who may be unaware where their castings are made to insist this information be provided. We are seeing many of our customers, who chose to go away from [company] and buy these off shore castings, unable to have their needs met. We manufacture our castings in our foundry in [location] and source our raw materials from domestic mills. So our supply chain and output is uninterrupted.
Some of our customers are global, we suffer if they suffer.
Some of the parts we are currently processing are being sourced by our customer from both China and South Korea. We have not had any delays in receiving parts but expect it to happen in the near future.
The supply chain is disrupted. But projects slated for China have been cancelled or severely delayed affecting order input.
This week I was at several customers who are screening for international travelers and not permitting anyone in their building who has traveled to China in the last 2 weeks.
Travel for our sales team may be limited. Economic concerns and supply chain issues affecting our customers could potentially slow our sales bookings. We do not expect a direct supply chain problem with our raw materials.
Travel has been altered and changed but not yet limited if required. However, we had international visitors returning home just today and they were quite concerned about the journey. We are not as much worried about the material supply yet, but thinking forward to critical items which may be impacted and considering changes to stocking programs considering our short term materials forecasts.
Unfortunately any information gathered for the coronavirus will be outdated within days because the global situation changes so frequently and rapidly. A survey of this kind has very limited value for business analysis/decisions due to the survey fluidity of the situation.
We anticipate the effects to vary; potential for some interruption to material availability and/or increases to material pricing. If China/India/Europe continue to be affected by the spread of Coronavirus, we suspect it may create a "bump" in thermal processing demand stateside. Although, if the spread of the virus becomes more prevalent stateside, a substantial shift in operational parameters may occur, which effects to our industry would be difficult to speculate.
We do not expect an impact
We export about 25% of our sales to China, South Korea and have seen some impact of about 10% on our shipments. We … sell to the oil & gas and this is also being impacted.
We had field service work lined up in China to relocate the furnace to Indonesia. We have had to abandon the project due to the logistical challenges and definitive need for Quarantine at both ends of travel. There is a significant drop in the amount of service business that we do in southeast Asia this year because of travel restrictions and Quarantine requirements.
We've experienced shortages or longer lead times from some vendors products such as our [company] controls. We also have staff and some clients that have considered driving to customer service calls, sales visits, etc. where they would normally drive, to avoid airports and large public places. There has been no significant impact yet.
When China releases restrictions, the impact will be minimal.
(Photo Source: Unsplash.com, by Free To Use Sounds)
Compressed air is an essential component for most construction jobsites and production lines. For thermal operations and processing companies, compressed air assists with the removal, repair, and installation of refractories that keep employees and materials safe. It supplies the energy required to drive vital refractory equipment, such as portable pumps, nozzles, and demolition tools. With the correct safety procedures, compressed air is safe to use, has a very low weight-to-volume ratio, is easy to store, and is nonflammable. However, equipment that requires compressed air at higher pressures to operate, such as portable mixers, gun machines, jack hammers, and shotcrete/gunnite, can pose a risk, especially when used without safety devices or good working conditions.
To help prevent or control hazards, the Plibrico Company has compiled five safety precautions to take when using compressed air:
Location. Portable compressors that are run by internal combustion engines can generate deadly carbon monoxide from the exhaust gases produced in tight spaces. To prevent any problems, select a safe location with good ventilation to stage any portable compressors. Equipment should be positioned away from foot and vehicle traffic. Wheel chocks should be used to prevent drifting.
Hose Connections. Pressurized hoses can unintentionally become detached from equipment or from the couplings site and can begin to lash. Whipping hoses are known to break bones and cause cuts, contusions, and lacerations to those standing close by. To keep everyone safe, use safety coupling pins and whip checks on all hose connections.
Tripping Hazard. Hoses left strewn across walkways and equipment paths or near high-traffic areas increase the chances of a serious accident. To avoid trips and falls, hang all hoses away from walking and traveling areas.
Respirators. Using compressed air can increase dust particles in the surrounding air, making the air hazardous to breathe. Wear respirators when blasts of air suspend dust into the atmosphere.
Proper PPE. Proper personal protective equipment (PPE), such as safety glasses, face shields, hearing protection, gloves, and long-sleeved shirts, are important to harness hazards. Never use compressed air to clean workstations or clothing. Horseplay with compressed air is particularly dangerous:
An eardrum can be ruptured or an eye blown out of its socket with as little as 12 lbs. of air pressure.
Oil and grease atomized in the compressed air stream can also cause infection if accidentally injected into the skin and may lead to limb amputation.
Compressed air blown into the skin can obstruct an artery and result in an embolism. This is a condition where a pocket is created by the blast of air inside a blood vessel. Once this pocket of air enters the brain or heart, it can lead to stroke or sudden cardiac arrest.
Photo Credit: Plibrico Company
It is also a good idea to provide or locate the nearest fire extinguisher to any portable air compressor for emergency purposes.
Compressed air use is required to drive many of the different tools used for the demolition, repair, and installation of refractories used to protect thermal processing equipment. Hazard awareness and safety training allows for refractory crews to use compressed air in a safe and efficient way to complete complex tasks.
Two all-metal hot zone furnaces were recently shipped to the medical and additive manufacturing industries. Solar Manufacturing created and shipped the Models HFL-3848-EQ and HFL-3836-EQ, both featuring metallic-insulated hot zones, a load weight capacity up to 2,000 lbs., and a maximum operating temperature of 2400° F. Measuring 24” wide x 24” high x 48” deep, and 24” wide x 24” high x 36” deep respectively, each furnace was designed with the SolarVac Polaris® Control System. The furnaces were shipped to a location in Tennessee.
Dan Insogna, Southeast Regional Sales Manager for Solar Manufacturing
“Solar Manufacturing was awarded the order because we offered the best solution for their vacuum furnace needs,” states Dan Insogna, Solar’s Southeast Regional Sales Manager. “Our knowledge and experience of the additive manufacturing market set us apart from the competition. Additionally, the customer found the premium features and benefits offered with our vacuum furnace equipment impressive. We’re pleased to have helped them select furnaces that best suit the unique requirements of the industries they serve.”
ITW Company Buehler recently celebrated the 100-year anniversary of its Wilson® hardness brand, which was originally known as the Wilson Mechanical Instrument Company. Stanley Rockwell and founder Charles H. Wilson introduced the Rockwell hardness tester. Later, Wilson became the home of the Tukon line of micro-indentation testers, known for Knoop and Vickers testing. These early inventions paved the way for Wilson today.
Buehler is proud to commemorate and celebrate the legacy of the Wilson name. Buehler’s affiliation with Wilson began in 2012 when the Wilson® brand of hardness testers encompassing Reicherter, Wilson, and Wolpert products became part of Buehler’s offering.
Julien Noel, General Manager, Buehler
According to Buehler General Manager, Julien Noel, “We are proud to continue the 100-year legacy of innovation and excellence in Wilson Hardness. By having our engineering, manufacturing, and service in-house, Buehler’s Wilson products have become the preferred choice for demanding labs that need to consistently meet quality standards. In the coming year, Buehler will continue to focus on exceeding customer expectations with a new and improved Rockwell tester, and an extended range of hardness reference blocks according to ISO, ASTM and JIS standards.”
Dr. Randall (Rand) German, FAPMI, founder of German Materials Technology, will receive the Kempton H. Roll Powder Metallurgy (PM) Lifetime Achievement Award by the Metal Powder Industries Federation (MPIF). The award will be presented during WorldPM2020, World Congress on Powder Metallurgy & Particulate Materials, in Montreal, Canada, on June 28.
German has distinguished himself through his research and teaching of the net-shape fabrication of engineering materials via sintering techniques as used in PM, cemented carbides, and ceramics. He has promoted the growth of PM technology during his 50-year career through his involvement in 12 start-up companies, supervising well over a hundred graduate and post-doctoral students, and prolific PM industry publications. German has also been an active member in APMI International, the American Society for Metals, and the American Ceramics Society.
After completing his bachelor’s degree in material science and engineering at San José State University, German began his PM industry career at Battelle Lab, Columbus, Ohio, prior to joining Sandia National Labs (SNL). He obtained his master’s degree in metallurgical engineering from The Ohio State University and his PhD in engineering at the University of California—Davis before taking a director of research position at Mott Corporation, Farmington, Connecticut.
Dr. Randall German Founder, German Materials Technology
German’s nearly 40-year academic career began in 1980 at Rensselaer Polytechnic Institute (RPI), where he earned the HuntChair while teaching and conducting research. In 1991, he accepted a position at The Pennsylvania State University where he became the Brush Chair Professor in Materials and the director of the Center for Innovative Sintered Products (CISP) before retiring as an emeritus professor. In 2005, German became the inaugural director for the Center for Advanced Vehicular Systems (CAVS) at Mississippi State University prior to joining San Diego State University in 2008 as associate dean for engineering research until 2013.
German has published 20 books and has 25 patents. He has shared his expertise at powder injection molding tutorials since 1990, and co-chaired over 30 conferences.
Scientists from the Alliance for the Development of Additive Processing Technologies (ADAPT) at Colorado School of Mines who took part in an international research team have helped develop a nickel-titanium elastocaloric cooling shape memory alloy (SMA) that is highly efficient, eco-friendly, and easily scaled up. The alloys, in which hafnium acts as a strengthening precipitate, hold the promise of requiring only heat treatment to attain functional shape memory performance.
The international team, led by University of Maryland Professor Ichiro Takeuchi, developed the improved elastocaloric cooling material using a blend of nickel and titanium metals, fabricated by a 3D printer, that is not only potentially more efficient than current technology, but is completely “green.” Moreover, it can be quickly scaled for use in larger devices.
Dr. Aaron Stebner, Rowlinson Associate Professor of Mechanical Engineering
“The key finding of the research is that while elastocaloric materials typically used for solid-state cooling show a degradation in cooling behavior after hundreds of cycles, laser melting these metals creates fatigue-resistant nanocomposite microstructures that can cycle, with consistent cooling capacity, a million times,” said Aaron Stebner, Rowlinson Associate Professor of Mechanical Engineering and a co-author of the paper.
Professor Ichiro Takeuchi, Graduate Program Director in Materials Science and Engineering, University of Maryland
“Dr. Stebner’s expertise played a crucial role in developing understanding of the fundamental mechanism behind fatigue-resistant behavior of additively manufactured shape memory alloys. His group’s in situ synchrotron diffraction and finite element modeling capabilities gave us unique insight into the inner workings of the material,” Prof. Takeuchi said.
The work, which was published in the Nov. 29 issue of Science, is the result of a collaboration led by researchers from the University of Maryland, together with Ames Laboratory, Mines, Iowa State University, and China’s Xi’an Jiaotong University.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: A Discussion with David Wolff, Nel Hydrogen, Part 2
In this episode, Heat Treat Radio host, Doug Glenn, continues his conversation with Nel Hydrogen Heat Treat Manager David Wolff about the use of hydrogen in heat treat processes. Listen to this second part of a two part conversation to find out more about the various delivery systems available, the economics of using hydrogen, and whether using hydrogen might make sense for your specific heat treat application. If you missed Part 1 of the series, click here.
Click the play button below to listen.
Transcript: A Discussion with David Wolff, Nel Hydrogen, Part 2
The following transcript has been edited for your reading enjoyment.
This Heat Treat Radioepisode/transcript is based on the e-book shown above. Click on the image above if you'd like to get your own download of this 18-page e-book.
Doug Glenn (DG): Welcome to part two of this 2-part series on the use of hydrogen in heat treat processes. Today we are wrapping up a conversation we started last time with David Wolff of Nel Hydrogen. This 2-part series is based on the content of an eBook recently published by Heat Treat Today in cooperation with Nel Hydrogen entitled “Hydrogen Generation and its Benefits for Heat Treaters.”
In part one, we discussed some hydrogen fundamentals. Things like what purpose hydrogen plays in the heat treat process. We hit on safety issues, the processes where hydrogen is typically used, and other atmosphere generation systems and how they compare to hydrogen, as well as several other hydrogen basics. In this episode we're going to dig deeper into several topics, including the various delivery systems available, the economics of using hydrogen, and whether or not using hydrogen might make sense for your specific heat treat application.
We're going to get back to our discussion with David Wolff of Nel Hydrogen. Remember, this is part 2. If you'd like to read the transcript or listen to part 1, click here. Now back to the interview.
DG: Let's talk about typical modes of delivery for hydrogen. My understanding is we're talking about bulk delivery from some of your gas companies, generated hydrogen, which, as you mentioned, could be endo or exo, that does produce some percentage of hydrogen, but then also we've got a product that you guys are offering, which is a hydrogen generator. Let's talk about those delivery methods just briefly, maybe summarize them, their advantages/disadvantages, etc.
Delivered atmosphere options
David Wolff (DW): While nitrogen and argon, the diluent gases are available anywhere on earth because they are components in the air, hydrogen is only available by generating it from a hydrogen containing material, such as methane or from water. Delivered hydrogen needs to come from a hydrogen plant that may be hundreds of miles away from any particular customer. In most cases, if you're buying hydrogen, say from an industrial gas provider, that hydrogen has come from a plant where it's made, cleaned, and then packaged or processed in a way for efficient delivery. It might be liquefied or it might be compressed and then it's trucked to thermal processing customers for storage and subsequent use. Your delivered hydrogen is coming from some chemical or other facility, which may be quite far away.
As you mentioned, Doug, the two historically significant sources of generated, what I will call “blended atmospheres,” typically fall under the name "generated atmospheres," and I'll group endo and exo together because they're really made in a very similar way, and then dissociated ammonia. Endo and exo are made by thermally cracking natural gas, which is primarily methane, and endo and exo describe two very similar processes for making an atmosphere which consists of hydrogen, water, carbon monoxide, and carbon dioxide. The ratios of those gases differ whether you're using endo or exo gas, but both gases contain all four-hydrogen, water, CO2, and CO. As long as your process can utilize all four of those gases, then endo and exo are quite economical, particularly today when methane or natural gas is so cheap. You don't have to be that old to remember that natural gas at one time was not so cheap. I remember not so long ago where natural gas was about five times what it costs today. There was a period of time when endo and exo were not attractive in industry because of the cost.
Now ammonia dissociation or DA (dissociated ammonia) has a popular and cost-effective technique for generating a kind of general use furnace atmosphere where you store ammonia and then you use a heated catalytic reactor to crack that ammonia into a gas which is 75% hydrogen balance nitrogen. DA has been used for many, many decades, and in fact there are many methods which have standardized on DA. It is still popular. The challenge with DA is it requires the storage of ammonia, and ammonia is ever more unwelcome in communities because if it leaks, it creates a hazardous material response incident.
DG: You've got storage issues there. It's very obvious when ammonia leaks, you can tell with your nose, it is a harmful gas, so you've got to be very careful with the storage of it. That is the point.
DW: And there is one other issue, and that is if you're using DA, you can't get pure hydrogen. Because you're starting with a gas which is 25% nitrogen, so no matter how much you dilute it by adding pure hydrogen, it is still going to have nitrogen in it. If you want pure hydrogen for the ultimate in flexibility, it can be helpful to generate pure hydrogen.
The final thing you asked me to talk about was the equipment that Nel Hydrogen provides, which is electrolytic on-site generation of pure hydrogen. That has become newly attractive because we've managed to reduce the capital cost of electrolysis equipment and we've managed to improve the energy efficiency, the hydrogen production versus the electricity used. And in an environment where it is harder and harder to store hazardous materials like ammonia or pure hydrogen, it is interesting and attractive to be able to make cost-effective, process pressure, dry, pure hydrogen which you can then custom blend into whatever diluent gas you want, whether it's nitrogen or argon, in the exact ratio needed for your parts.
Atmosphere generation systems
DG: Exactly, because you're talking about the endo or exo, you've got a range there of how much hydrogen, or what percentage of hydrogen you can have, whether you run it rich or lean, and things of that sort. With DA (dissociated ammonia), your looking at 75% hydrogen/25% nitrogen, basically very little deviation from that. With a system where you are on-site hydrogen generating, you can dilute it at whatever percentage tickles your fancy.
DW: Exactly. And by definition, the metallurgist will assist you to run the most dilute mixture that meets your metallurgical needs. Because that's how you save the most money, by diluting the hydrogen as much as the metallurgy will allow.
DG: Very briefly, for those who might not know, tell us about the technology inside of your equipment, the proton exchange membrane and things of that sort. Explain how it works, and then I'd like to ask you what kind of capacities can these systems that you supply, how many CFH or however you measure it, how much can you produce for a process.
DW: It is easy to explain because we've all done it in high school chemistry. Virtually every person among us, in high school chemistry, has used a direct current from a battery and two electrodes to crack water with an acid or base in it to make hydrogen and oxygen bubbles. We're doing exactly the same thing, but we're doing it on an industrial level. Our equipment uses an electrolyte, which is made by Dupont, to enable us to crack water into hydrogen and oxygen and maintain the two gases on two different sides of a solid membrane. That has important safety advantages because the hydrogen and oxygen can never mix. We make very pure hydrogen. The only impurity in that hydrogen is water. As manufactured in our equipment, the hydrogen is wet with water. The only purification that we do to that hydrogen is we dry it. And we dry it to the specification for industrial grade either gas or liquid hydrogen. In essence, it is a replacement for gaseous compressed, or liquefied hydrogen, that you might have delivered to your facility.
The raw materials that we require are simply electricity and de-ionized water, and we require also cooling water for some of our larger scale equipment.
DG: The contention is that there are some real potential benefits to some heat treaters by having on-site hydrogen generation. What are the advantages and then, are there some heat treaters who shouldn't even consider using hydrogen?
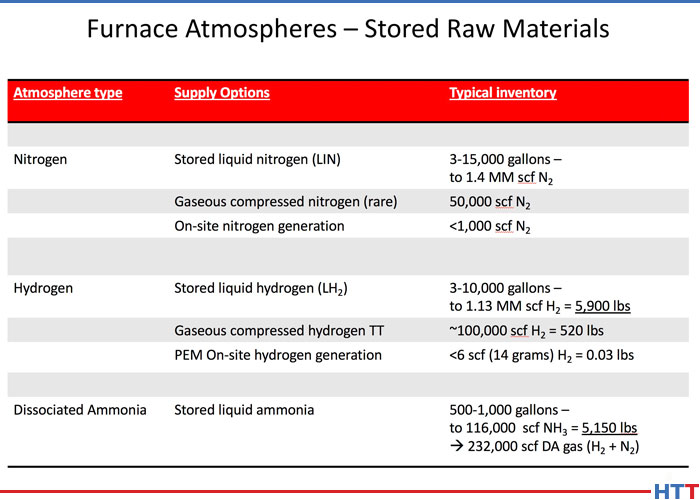
Stored atmosphere raw materials by the numbers
DW: Getting rid of the need for on-site hazardous material storage is a huge benefit. That is a major benefit- zero hazardous materials inventory. Cost predictability is often even more important than having the lowest absolute cost at any point in time. With hydrogen generation, most of the cost is in the capital and in the electricity that you use to drive the equipment. So cost predictability is much better, for example, than with ammonia, natural gas, or with delivered hydrogen.
On-site electrolytic hydrogen generation makes pure hydrogen as compared with exo, endo, or DA. And the hydrogen that you're using is very, very pure. It is 99.9995% or better, so it's the equivalent of very, very pure delivered hydrogen. We provide very dry hydrogen. One of the drawbacks to the generated hydrogen in exo, endo, and DA is that those gases are not as dry, so you often need a higher hydrogen level in order to achieve similar scavenging of oxygen. People find, for example, when they replace DA with generated hydrogen and nitrogen, they can often use a more dilute blend. So rather than having to use 75/25, they might be able to use 50/50, saving money.
Finally, the generated hydrogen from Nel equipment is available at considerable pressure, 200 to as high as 435 Psi. That makes it easier to use a pressure-based blender to selectively blend hydrogen and nitrogen to your desired furnace atmosphere blend.
DG: How big are these systems?
DW: We have equipment anywhere from 4 cubic feet an hour of pure hydrogen up to 19,000 cubic feet/hour of pure hydrogen. The cost of the equipment goes up as you get bigger. I think the 'sweet spot' for generated hydrogen is probably not to try to compete with the largest endo and exo facilities. I think a thermal processor might choose to utilize a generated hydrogen for those materials and processes that require pure hydrogen or a purity of atmosphere unattainable with endo or exo.
Endo and exo are really good technologies and especially today with inexpensive natural gas. If you can use those, God bless you, use them. But if today you're using DA or you're using delivered hydrogen, then I think you might find it very worthwhile to choose a hydrogen generator which might have a capacity of 200 or 400 or 1000 cubic feet an hour for your process. And, in doing so, you might find that, as compared with certainly DA, you can use a leaner blend and save money as well as get better process results.
DG: What are the maintenance issues that we're seeing with on-site generation equipment?
DW: There are two types of normal maintenance required. All of our equipment is designed with internal flammable gas detectors. That's important from a safety point of view. That protects you from any leaks within the equipment, it also protects the facility if there was any flammable gas in the facility atmosphere, the hydrogen generator would shut down. Those internal flammable gas detectors need to be calibrated once every 3 months. The nice thing is that it only takes 15 minutes, but it is a planned, required maintenance operation that must take place every 3 months and takes 15 minutes. And of course, we train you how to do that.
In terms of schedule maintenance of a more involved type, our equipment is designed to be maintained once per year. Again, we train our customers to do that, or we can offer to come in and do it ourselves. It is a kind of maintenance that is very straightforward and can be done by a mechanical or electrical technician. It includes replacing parts, such as the water pump, that have a defined life-time. And we recommend that those parts be replaced on a proactive point of view in order to eliminate nuisance failures. For example, a water pump might last 3 years or 25,000 hours, for example. And really, that's it. Like any process equipment, you can have failures and we have set up a robust service capability so that we can diagnose and get people parts as quickly as possible so that they can keep their equipment running with the highest on-stream time possible. Especially for customers in other countries, we often recommend that they have on-hand a kit of parts that we call 'recommended spares kit', which is a very cost-effective way to have the parts available that we have seen fail in the field, so that they don't have to wait for shipped parts to show up. As soon as a failure is diagnosed, they can put in the parts and they can be right back on-stream and then we can replace any parts that were taken from the recommended spares kit.
DG: I next asked Dave to address the economics of the system. How does on-site hydrogen generation compare to other gas delivery systems?
DW: In terms of economics, the cost of on-site generated hydrogen is really very straightforward. It is the capital cost of the equipment, the cost of the electricity and water inputs and the cost of annual maintenance. The equipment can be a purchase or a lease. And because you're acquiring the equipment, of course there is an economy of scale to consider. Small volumes of hydrogen is smaller equipment. And then, in that case, we find that most people find the generator capital cost for smaller users might be around $2.00/hundred cubic feet. That is the capital cost of the equipment depreciation. As the size of the hydrogen generator increases (that would be tube trailer users or liquid hydrogen users), the capital cost of the equipment drops below $1.00/hundred cubic feet. So as equipment gets bigger, the capital cost per unit of production falls. Our largest capacity equipment, intended for very large scale manufacturing, which might be used, but might be too large for most thermal processors, has a fixed cost as low as 20 cents/hundred cubic feet. So you can see there is economy of scale.
Now the energy cost of the hydrogen is most of the variable cost. Water is almost nothing. Depending on the specific model of the system chosen, it requires between 15 and 19 kilowatt hours of electricity to make a hundred cubic feet of hydrogen. Here in the US, in 2018, the US industrial electrical rate was about .07/kilowatt hour average. So the average in the US in 2018 was 7 cents. If you multiply that by 15 – 19 kilowatt hours/hundred cubic feet, then you get an electric variable cost of between $1.05 and $1.53/hundred cubic feet. So you add that variable cost to the fixed.
Your annual maintenance is somewhere between $2,000 and $5,000. Obviously, that is a bigger hit for the smaller users than your larger users. Altogether, the cost of hydrogen for on-site water electrolysis in the medium volume range of interest to the thermal processing industry ranges from a high, at the low end of the use, of about $4/hundred to as little as $2/hundred for users of larger volumes, say your liquid hydrogen users.
DG: Best candidates for on-site generation and then, are there some people who shouldn't?
DW: The best candidates for on-site hydrogen generation are those for whom the technique, equipment, and product quality, the hydrogen quality, provide competitive advantage. So very compact equipment, zero hydrogen inventory, very pure hydrogen with relatively low maintenance, highly predictable costs and the ability to blend any hydrogen atmosphere to pure hydrogen down to forming gas, are all advantages of on-site electrolysis hydrogen.
We observe that captive heat treating operations often prioritize the characteristics of on-site hydrogen generation because they see a direct effect on product quality and ease of integrating heat treating processes into their facility. So they are more interested in- is it safe, is it pure, is it easy to operate than is it the cheapest possible hydrogen. Because of the capital cost (this equipment is not cheap), the best candidates for on-site hydrogen are going to use the equipment hard. The closer to 24/7, the less expensive, the capital cost contribution to your cost structure. So use it hard.
There are a few usage characteristics that argue against on-site hydrogen and similarly would make endo, exo, or DA less attractive. If you've got a temporary requirement for hydrogen, or a batch process that occurs irregularly or with long time gaps between batches, or you have a portable requirement, or where your actual atmosphere required might still be under development. In all of those cases, frankly, you'd be better to start out with delivered gases, at least until you understand the requirements of the process and the scheduling for the gas use until you establish a predictable pattern.
Finally, endo, exo, and DA are really good technologies to make a hydrogen containing atmosphere. If the cost of the atmosphere is the most important factor and the safety issues of ammonia storage and CO containing atmospheres are acceptable, and the characteristics of the exo, endo, or DA atmosphere are acceptable to your processes, then those may be a good choice.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radiohost.
End of Part 2.
Part 1 of this two-part series aired on January 30, 2020. To find that episode, click here. To find other episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.


























{kind=link}