A Scandinavian manufacturer of heat exchangers, SonFlow will receive a vacuum furnace from the parent company of a North American manufacturer for copper brazing adapted to the individual needs of the company's clients. A special nozzle design and electrical penetration assembly will ensure that the device is specific for the production of the latest, high-capacity plate heat exchangers for industrial, HVAC, off-shore and sanitary purposes to be manufactured in the Kolding plant.
Maciej Korecki Vice President of the Vacuum Furnace Segment SECO/WARWICK (source: SECO/WARWICK)
SonFlow is a European manufacturer which has historically been known for manufacturing high-capacity industrial pumps. The company is now expanding into the plate heat exchanger business. Manufacturing state-of-the-art, powerful heat-exchangers has provided the incentive for the plant to purchase a furnace from SECO/WARWICKthat will satisfy the current production challenges associated with the brazing process.
The working area of the device (900 x 900 x 1200) will enable the plant to perform in-house brazing, without the need to outsource work to third-parties. Power savings, one of the pillars of their mission, is ensured by the graphite chamber, and the shortened cycle time is guaranteed, thanks to the vacuum level of 10-3 mbar.
"Years of experience," explained Maciej Korecki, VP of the Vacuum Business Segment at SECO/WARWICK Group, "and the above approach have resulted in developing a special design of the cooling nozzles, optimum for brazing companies. This dedicated solution consisting of the special nozzle design for these radiator applications prevents excessive deposits of brazing residues in undesired areas of the heating chamber. With this design, the risk of damaging the device during the brazing process is eliminated."
Ohio-based aluminum extrusion die manufacturer Youngstown Tool & Die (YTD) continues with their expansion strategy, scaling up value-added nitriding services. The installation of the new nitriding system makes it possible for YTD clients to obtain greater performance results from treated dies.
In the last quarter of 2020, Youngstown Tool & Die expanded withNITREX Canada to incorporate Nitreg® controlled nitriding with the installation of a Nitrex turnkey gas nitriding system, complementing their range of heat-treating services.
Roll-out of the expansion started last summer when YTD relocated to a larger manufacturing facility and made investments in new production and finishing equipment to increase its manufacturing capabilities and meet the growing demand in the USA. As part of the new production, YTD installed a Nitrex pit-type NX-1015 nitriding system that boasts a 4,400 lbs. (2,000 kg) capacity for treating aluminum extrusion dies.
"This is the company’s first purchase of a Nitrex nitriding system and we are glad to be part of their growth strategy," said Jack Kalucki, account executive at Nitrex.
What do helicopter gears and heat treat modeling have to do with improving the bend fatigue performance of low-alloy gear steels? Find the answer in this interesting case study which analyzes the effects on compressive surface stress caused by changing the heat treating process.
This Technical Tuesday is provided by Justin Sims of DANTE Solutions and was featured in the Heat TreatToday's 2021 March Aerospace print edition. Check out more original content articles in this digital edition or other editions here.
Introduction
Justin Sims Lead Engineer DANTE Solutions
Helicopter powertrain gearing can be subjected to tremendous loads during service. The high tensile loads experienced in the root of the gear tooth, combined with the cyclic loading conditions inherent in gear operation, can lead to cyclic bend fatigue failures. To improve cyclic bend fatigue performance, low-alloy steels are often carburized and quenched. The combination of a high carbon case and low carbon core leads to increased strength and hardness in the carburized case, while maintaining a tough core. In this manner, the case resists wear and can carry a high load without fracture, while the core is able to absorb the energy imparted to it during operation.
Besides the increased strength and hardness, the addition of carbon creates a chemical gradient from the surface of the component towards the core. The carbon gradient creates delayed martensite transformations relative to the low carbon in the core and is responsible for imparting residual compressive surface stress. A compressive surface stress can benefit bend fatigue performance by reducing the mean stress experienced during service, effectively offsetting the tensile stress generated by the cyclic loading conditions.
Most gear steels contain enough alloying elements to guarantee a transformation to martensite upon quenching to room temperature from the austenite phase field. It is well known that the martensite starting temperature is significantly influenced by the amount of carbon in austenite at the time of transformation, with higher amounts of carbon generally lowering the martensite start temperature. This means the chemical gradient present after carburizing creates a nonuniform phase transformation, with the transformation starting at the base carbon just below the carburized case and progressing inward toward the core.
As the martensite is formed, the atomic rearrangement results in a volume expansion, causing a tensile stress to form on the surface as the core material pushes out on the surface. As the component continues to cool, the martensite start temperature is reached in the carbon rich case, usually well after the core has transformed to martensite or bainite, depending on the cooling rate. The transformation in the case progresses outward, with the surface being the last to transform. This core-to-surface transformation results in a compressive surface stress since the volumetric expansion created by the martensite transformation at the surface is constrained by the core material.
Because the timing of the transformation to martensite is the main driver in the generation of compressive residual surface stresses, it is possible, to some extent, to control the magnitude of the surface stress by changing the quenching process. Historically, transmission gears have been carburized and quenched in oil. However, as more attention is paid to improving part performance through processing techniques, other forms of quenching have become available that show promise in increasing surface compressive stresses, and thereby improving bend fatigue performance. Of particular interest is a quenching method which utilizes high pressure, high velocity water to quench parts.
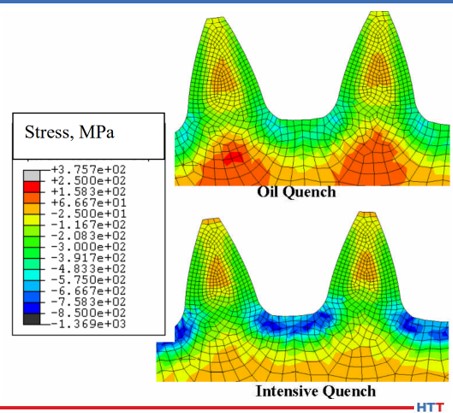
Figure 1. DANTE residual stress predictions comparing a gear subjected to oil quenching and intensive quenching
Known as Intensive Quenching®, the method was developed by Dr. Nikolai Kobasko as an alternative means of quenching components to achieve deep residual surface compression and improve bend fatigue performance.1-3 The technology works by inducing a large temperature gradient from the surface to the core of the component. In non-carburized components, the process has been shown to provide an extremely rapid and uniform transformation to martensite in the surface layers, while the core remains austenitic. This creates a hard shell under extreme compression. As the part continues to cool, the surface is pulled into an even deeper state of compression. As the core transforms, some compression is lost due to the expanding core, but the compression that remains is generally greater than that achieved by oil quenching. 4 – 7
To evaluate the possibility of improving bend fatigue of helicopter transmission gears, a program was conceived to compare the bend fatigue performance of carburized gears quenched in oil versus carburized gears quenched using the Intensive Quenching process. Funded by the U.S. Army, the project was comprised of two phases. Phase One was a proof-of-concept phase, designed to prove that intensively quenched components could outperform oil quenched components in high cycle bend fatigue testing. Phase Two then moved to actual transmission gear testing. DANTE Solutions Inc. heat treatment modeling was used extensively throughout the project to guide processing decisions and understand the mechanisms responsible for improved bend fatigue performance through the creation of residual surface compression. This article will explore Phase one, with Phase two covered in a follow up article.
Phase One
Before any testing was initiated, the company heat treatment simulation was executed to compare the residual stress induced in a gear tooth root from oil quenching and Intensive Quenching. As can be seen in Figure 1, using Intensive Quenching significantly increased the near surface residual compression. This increase in compression should result in an increase in bend fatigue performance. Satisfied with these preliminary results, a testing regiment was initiated.
Table 1. Pyrowear 53 base chemistry
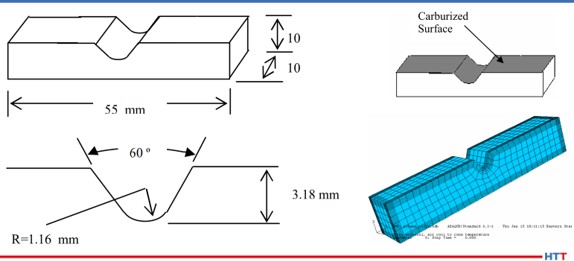
Figure 2. Coupon dimensions, selectively carburized surface, and finite element model
The steel alloy Pyrowear® 53 was chosen as the candidate material for this project. Table 1 shows the base chemistry of Pyrowear 53. The alloy is used extensively in the aerospace industry as a transmission gear material due to its ability to resist softening at high temperature in the hard carburized case, while maintaining high core impact strength and fracture toughness. A specially designed “V” notch 3-point bend fatigue sample was created by the company in conjunction with input from experts at the Army Gear Research Lab at NASA-Glenn and Bell Helicopter. The design was chosen to mimic behavior of a gear tooth root during loading. Figure 2 shows the dimensions of the coupon, the selectively carburized surface, and the finite element model used to explore the effects of process parameter changes on residual stress.
Figure 3. Schematic of intensive quenching orientation for Phase 1 study
A total of 40 coupons were manufactured and selectively carburized. The coupons were then split into two groups. Both groups were subjected to the same 1674°F (912°C) austenitizing, - 110°F (-79°C) cryogenic treatment, and double temper at 450°F (232°C). However, the two groups differ in the method of quenching, with one group quenched using the standard oil quenching practice for Pyrowear 53 and the second group quenched using the Intensive Quenching method. The two groups were processed separately. The Intensive Quenching unit utilized in this project uses a high velocity water stream to quench one component at a time. Figure 3 shows the coupon orientation within the intensive quenching unit. The blue arrow indicates the direction of water flow over the coupon.
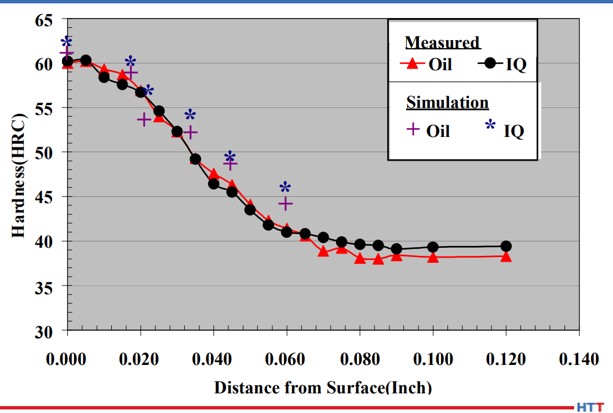
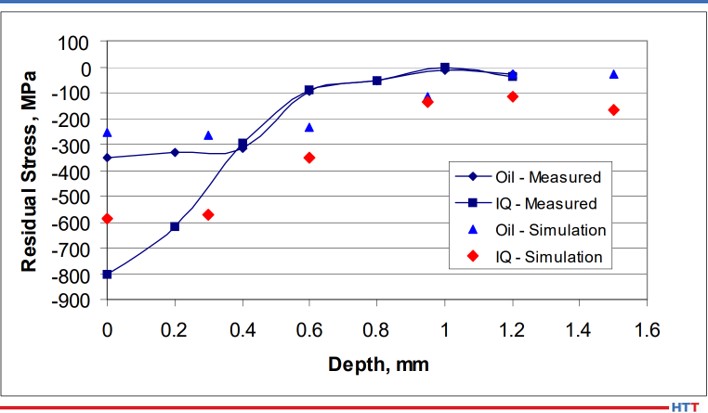
After processing all of the coupons and modeling the two processes using the same heat treatment simulation software, a comparison was made between the two processes and the simulation. Figure 4 shows the hardness profile comparison at the center of the notch. As seen, the hardness profiles are equivalent between the two processes. This is expected as the carbon and other alloy content in the material is identical between the two processes. The simulation also matches the experimental data well. While the hardness profiles are identical between the two processes, the residual stress profiles at the center of the notch are not the same, as shown in Figure 5. The intensively quenched coupon has a surface compressive stress of 800 MPa, more than double the compression induced by oil quenching. However, at 0.4 mm, the profiles converge. This is significant as the surface can now carry a higher load, yet no detrimental effects are seen subsurface. Again, the simulation matches the experimental results well.
Satisfied with the increased surface compressive stress gained through the use of Intensive Quenching, 3-point bend fatigue testing was initiated at Case Western Reserve University. Load control was applied, with a minimum to maximum load ratio of 0.1 used to maintain a state of cyclic tension. This type of loading ensures the sample remains stationary throughout the duration of the test.
Figure 4. Phase 1 hardness profile comparison between oil quench, Intensive Quench, and DANTE simulations of the two processes
Figure 5. Phase 1 residual stress profile at the notch center comparison between oil quench, intensive quench, and DANTE simulations of the two processes
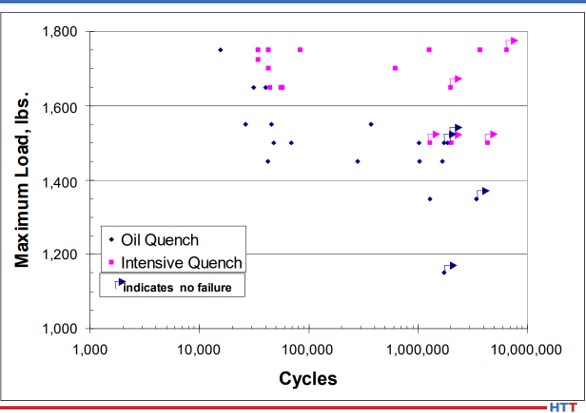
Figure 6 shows the results of the bend fatigue testing. It appears from Figure 6 that the increased residual surface compression of the intensively quenched coupons contributed to an increase in bend fatigue performance when compared to the oil quenched samples. However, some scatter does exist. Several parameters could have influenced these results.
First, during coupon manufacturing, the notch was created in the coupon using a milling operation and then heat treated. After heat treatment, no finishing operation was performed on the notch. Therefore, the possibility of surface defects existed. Any surface defect can create a stress riser, creating a stress condition which exceeds the expected stress given the loading conditions and geometry. However, surface defects would not be consistent coupon to coupon, and therefore have the potential to skew fatigue results.
Figure 6. Phase 1 bending fatigue comparison between oil quench and intensive quench
The second parameter that could have influenced the scatter in the fatigue results is related to the intensive quenching process itself. The process is dependent on a steep temperature gradient to generate the greatest level of compressive stress. This requires high velocity water to impact the component quickly, as any delay or low velocity water impingement can create shallow temperature gradients. Using the DANTE software, it was determined that in order to generate the greatest amount of surface compression, full flow must be achieved in a maximum of one second. This was a significant discovery that may have gone unnoticed if simulation was not used to explore process parameter sensitivities. It was unclear if the equipment operation met this maximum time restraint during processing of all coupons. However, due diligence was given to system operation in future experiments with improved consistency.
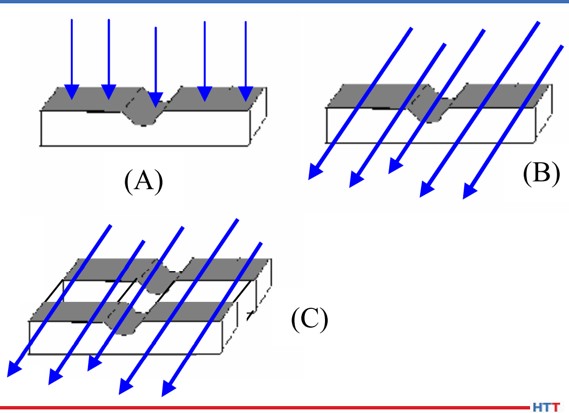
Figure 7. Schematic of intensive quenching orientations for Phase 1A study
Another processing parameter that has the potential to influence residual stress generated during an intensive quenching operation is the orientation of certain geometric features relative to the high velocity water flow. Again, the DANTE software was utilized, in lieu of expensive physical testing, to determine the optimum orientation of the fatigue sample in the intensive quenching unit. Figure 7 shows the three orientations evaluated. The orientation in Figure 7(A) has the water impinging on the notch surface and Figure 7(B) has the water impinging on the side of the coupon, with water flowing parallel to the notch. Recall that the original coupon orientation, shown in Figure 3, has the water impinging on the top of the coupon and flowing perpendicular to the notch. The final configuration, shown in Figure 7(C), places two coupons in the chamber side-by-side. This configuration has the potential to create an even steeper thermal gradient within the coupon due to the two coupons sharing thermal energy from being in contact with one another, and thus having a slower cooling rate in the core than a single coupon.
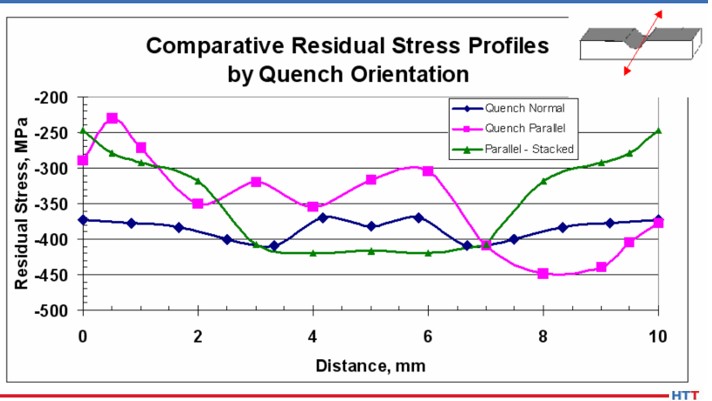
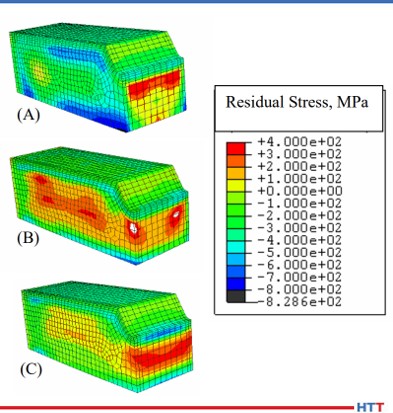
Figure 8 shows the surface residual stress across the width of the notch center, as shown by the red arrow in the Figure 8 inset, for the three orientations predicted by the simulation. Of the three orientations evaluated, orientation (A) resulted in the greatest magnitude of compression, as well as remaining the most consistent across the width of the notch. The residual stress contour plots of the three orientations, shown in Figure 9, confirm the uniformity of the residual stress profile across the width of the notch for orientation (A). The other two orientations show markedly reduced compressive surface stress near the edges of the notch. This type of profile would most likely fail in fatigue at those locations with reduced surface compression. To achieve the most consistent performance results, the most uniform surface condition should be sought.
Figure 8. DANTE residual stress profile predictions across the width of the notch center, as shown schematically in the figure inset, for the Phase 1A study
Figure 9. DANTE residual stress predictions for the Phase 1A study
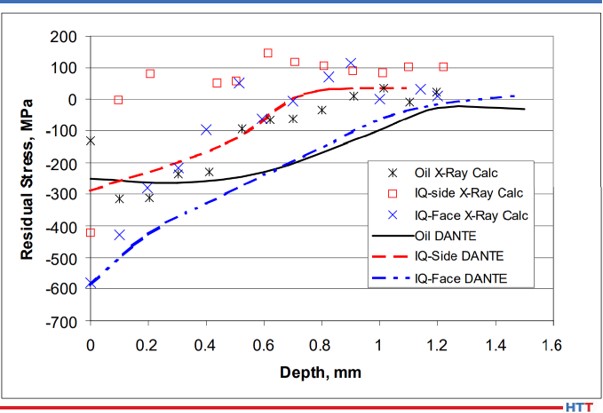
The residual stress profiles at the center of the notch are shown in Figure 10 for oil quenched coupons, intensively quenched coupons with orientations (A) (“IQ-face”) and orientation (B) (“IQ-side”), and the company simulation results for the three processes. As predicted by simulation, and confirmed by X-ray diffraction measurements, the intensively quenched coupon in orientation (A) results in the highest magnitude of residual surface compressive stress, as well as having the deepest compression. The measurements also revealed that intensively quenching the coupon geometry in orientation (B) results in a slight increase in surface compression, when compared to oil quenching, but the compression is reduced much quicker in the orientation (B) coupon. Based on the simulation results, it was surmised that orientation (A) would outperform orientation (B) in bend fatigue, and oil quench would outperform orientation (B). Due to the poor residual stress distribution predicted for orientation (C), no coupons were processed in this orientation.
Figure 10. Residual stress profile measurements and predictions at the notch center for orientations A and B of the Phase 1A study
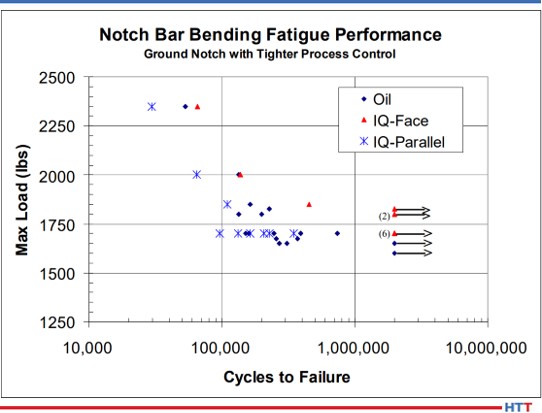
Figure 11 shows the bend fatigue results for the oil quenched coupons and the intensively quenched coupons in orientation (A) (“IQ-Face”) and orientation (B) (“IQ-Parallel”). As predicted from information gleaned from the DANTE simulation, orientation (A) outperformed the oil quenched coupons. The orientation (A) coupon recorded an endurance limit of approximately 1800 MPa, while the oil quenched coupons recorded an endurance limit of approximately 1600 MPa. This difference is approximately equal to the difference in near surface compressive stress induced by the two processes. The orientation (B) coupons failed to successfully complete a test at the loads chosen. Convinced that increasing the magnitude of surface compression through a process change could improve fatigue performance in transmission gears, Phase Two was initiated to evaluate the process change on an actual gear component.
Figure 11. Phase 1A bending fatigue comparison between oil quench and Intensive Quench
Conclusion
In conclusion, a project was launched to use heat treatment modeling, in conjunction with physical testing, to determine the effects of a process change designed to induce a greater magnitude of compressive surface stress to improve bend fatigue performance of a low-alloy gear steel. Pyrowear 53 was chosen as the gear steel and Intensive Quenching was chosen as the process change to induce a greater magnitude of residual surface compressive stress. Before any testing was initiated, DANTE modeling was used to show that intensive quenching could indeed produce a greater magnitude of surface compression, possibly improving bend fatigue performance by introducing a compressive mean stress and lowering the actual stress witnessed by the component. This modeling was also used to determine the maximum amount of time which may be used by the intensive quenching equipment to reach a full flow condition and still produce an increase in residual surface compression, as well as evaluate the residual stress profile of several different intensive quenching orientations.
Using this modeling to direct physical testing, hardness, residual stress, and bend fatigue performance were evaluated in coupons quenched in oil and coupons intensively quenched in three different orientations. The fourth orientation was not tested as modeling showed the residual stress profile to be unfavorable. Physical testing confirmed the modeling results: hardness profiles are equivalent between the processes, and residual stress profiles coincide with modeling results. Bend fatigue performance was indeed increased by increasing the magnitude of surface compressive stress. Phase One of the project showed that bend fatigue performance was improved by increasing the magnitude of the part’s surface compressive stress and demonstrated that modeling can be an invaluable tool when evaluating process parameter changes on material performance.
References
1. N. I. Kobasko and V. S. Morganyuk, “Numerical Study of Phase Changes, Current and Residual Stresses in Quenching Parts of Complex Configuration,” Proceedings of the 4th International Congress on Heat Treatment of Materials, Berlin, Germany, 1 (1985), 465-486.
2. N. I. Kobasko, “Intensive Steel Quenching Methods. Theory and Technology of Quenching”, SpringerVerlag, New York, N.Y., 1992, 367-389.
3. N. I. Kobasko, “Method of Overcoming Self Deformation and Cracking During Quenching of Metal Parts,” Metallovedenie and Termicheskay Obrabotka Metallov (in Russian), 4 (1975), 12-16.
4. M. Hernandez et al., Residual Stress Measurements in Forced Convective Quenched Steel Bars by Means of Neutron Diffraction”, Proceedings of the 2nd International Conference on Quenching and the Control of Distortion, ASM, (1996), 203-214.
5. M. A. Aronov, N. I. Kobasko, J. A. Powell, J. F. Wallace, and D. Schwam, “Practical Application of the Intensive Quenching Technology for Steel Parts,” Industrial Heating Magazine, April 1999, 59-63.
6. A. M. Freborg, B. L. Ferguson, M. A. Aronov, N. I. Kobasko, and J. A. Powell, Intensive Quenching Theory and Application for Imparting High Residual Surface Compressive Stresses in Pressure Vessel Components,” Journal of Pressure Vessel Technology, 125 (2003), 188-194.
7. B. L. Ferguson, A. M. Freborg, and G. J. Petrus, “Comparison of Quenching Processes for Hardening a Coil Spring,” Advances in Surface Engineering, Metallurgy, Finishing and Wear, SAE (01) 1373, (2002).
About the Author: Justin Sims has been with DANTE Solutions for eight years and is an excellent analyst and expert modeler of steel heat treat processes using the DANTE software. His project work includes development, execution, and analysis of carburization, nitriding, and quench hardening simulations. He has developed the DANTE HELP packages and is the primary trainer and software support person for the DANTE software.
thyssenkrupp Steel Europe (tkSE) has given a parent company of a North American combustion company in Ohio an order to retrofit a FBA 8 combustion system.
Within the scope of a larger modernization project, thyssenkrupp Steel Europe AG (tkSE) will upgrade the combustion system of the FBA 8 galvanizing line, which is located at the Dortmund plant. The newly implemented heating system will provide drastically lower emissions.
The purchase order for delivery, assembly and commissioning of 195 modernized self-recuperative burners has recently been placed with WS Wärmeprozesstechnik GmbH. The heating system will achieve exceptionally low NOx emissions due to proven double P-tube design and the patented FLOX® combustion process. The retrofit is to be completed by mid 2022. Detailed planning will keep line down time to a minimum for the duration of the retrofit.
Dr.-Ing. Joachim G. Wünning President WS Wärmeprozesstechnik GmbH
In the future, the tkSE plant in Dortmund will operate three vertical strip lines, positioning it as an advanced and modern site for annealing and surface treating of steel strip globally. Up to 2.000.00 tons of steel can be processed annually, once all three lines are in full operation. tkSE employs and fully relies on proven and environmentally friendly heating technology. A technology that even today is suitable for a future with green combustion gases. After the conversion, approximately 800 low emissions burners will be in operation at the Dortmund facility.
WS can rely on decades of experience with the FLOX® combustion technology. Experience gained from tens of thousands of burners successfully in operation worldwide. FLOX® enables highly efficient burners to operate while simultaneously maintaining very low NOx emissions. "It is our ambition at WS," states Dr.-Ing. Joachim G. Wünning, president of WS Wärmeprozesstechnik GmbH, "to provide solutions for all continuously operated strip lines which can reliably attain NOx emissions well below 100 mg/Nm³, with simultaneously high combustion efficiency over 80% and which are, already today, suited for a future with green combustion gases."
Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents a Heat TreatFringe Friday with this press release which speaks to the ever evolving trends for heat treat consumers. Specifically, we are looking at a new Electric Vehicle (EV) Workgroup, but what are your thoughts? Email editor@heattreattoday.com to share your thoughts!
A new in-house working group named the Electric Vehicle (EV) Workgroup draws from Anchor Harvey’stechnological leadership and century-long experience in forging components for the automobile and motorsports industries. "We [the EV Workgroup] believe delivering high-strength, lightweight electric vehicle components," says Kerry Kubatzke, industry veteran with 35 years of experience in engineering and precision forge manufacturing at Anchor Harvey, "are core to growing our business and creating value for our customers as we work to deliver high-strength lightweight parts for the next generation of transportation."
The announcement comes as the United States, China, and European countries encourage automakers to produce more all-electric vehicles. By creating high-strength, lightweight forged aluminum components—such as steering knuckles, control arms, suspension components, structural nodes, and more—the EV Workgroup makes vehicle parts built for increased range, not range anxiety, in support of manufacturers creating the next generation of transportation.
Anchor Harvey is identifying what it takes to manufacture electric vehicles including sedans, trucks, bicycles, motorcycles, and more, to make a meaningful impact toward building a zero-emissions future. They've made investments over the past several years to incorporate cutting-edge data acquisition systems, digital monitoring processes, and preventative and predictive maintenance services, preparing them for changes in EV.
"With the introduction of our EV Workgroup," said Tom Lefaivre, president of Anchor Harvey, "we are working to push the boundaries of electric vehicle technology, manufacturing, and performance to new levels with stronger, lighter, quality aluminum components."
In a special Heat Treat Radio series, 40 Under 40 winners from the class of 2020 respond with their stories and insights of their life and work in the heat treat industry. This episode features the stories of Kelly Peters, Bryan Stern, and Andy Muto.
Below, you can listen to the podcast by clicking on the audio play button and read a few excerpts from this episode.
“I thought that this gig would buy me some time to figure out what I wanted to do when I grew up. Turns out, I grew up here in the plant, and here I am today.”
“There is so much uncertainty and less opportunity in our business at the moment. Major consumers of heat treat are at crossroads: Will the automotive industry go electric, hybrid, stay with engines, or what, and when?...So how do I run a business and plan for the future in so much uncertainty?... Just like any family, will face the challenges together and be better for them.”
“Give those favors time to mature and develop. You never know where they’ll lead unless you give them a chance.”
“Working at Solar Manufacturing [it’s been] very fulfilling; with the vacuum equipment there’s pressure vessel design, fluids, the design of the water systems, thermodynamics going into that, heat transfer, structural analysis… There’s just a lot of depth and really because it’s, in many cases, a fairly homegrown movement, there’s a lot of room for improvement.”
“From what I’ve seen with almost the disconnect between a customer and what a piece of equipment could do for them if it was applied correctly: There’s a lot of room to bring value to a customer for their process in ways that haven’t really been imagined before.”
“I originally was planning on doing my own thing after college in logistics, and did so for a number of years, but in 2014 I decided to move back home and work for Paulo.”
“What really intrigues me in the heat treatment industry is how many different applications require some form of heat treating in order for parts to perform to the necessary level that they need to in the field.”
GKN Driveline Bruneck AG (GKN) is modernizing its hardening shop with two low pressure carburizing plants, gearing up for the future as a key location for the development and production of E-powertrains in the GKN group.
For the last three years, the GKN group has been concentrating the development and European production of E-powertrains at the Bruneck site in South Tyrol, Italy. Through an extensive investment program, the site was equipped with modern production technology, placing it at the core of GKN’s E-mobility strategy. Dating back to the 1960’s, the hardening shop consists of several conventional pusher furnace systems and will now be modernized with ALD Vacuum Technologies GmbH's vacuum furnaces.
"This state-of-the-art heat treatment technology puts GKN in a position to meet the unique challenges of E-powertrain production," states Matthias John, sales engineer at ALD.
ModulTherm plant installed at GKN
In comparison with conventional combustion engine transmissions, the transmissions installed in modern electric cars are exposed to significantly higher speeds and torques. Therefore, the mechanical and metallurgical properties, as well as the dimensional accuracy of the highly stressed parts have to meet particularly high requirements. In the future, GKN intends to meet this challenge with a multi-chamber plant-type ModulTherm, and for special applications, a SyncroTherm plant. Both plants were started up in the second half of 2020.
"ALD convinced us with both, the very good results regarding metallurgical properties and low distortion of the parts. Their excellent and competent consulting reinforced us in our decision in favor of the state-of-the-art technology," explains Gianni Del Favero, value stream manager Machining and Heat Treatment at GKN. "The process combination of low-pressure carburizing (LPC) and subsequent high-pressure gas quenching (HPGQ) allows GKN to optimally adjust the parts’ properties – flexibly and component-specifically," adds John.
During the first expansion phase, in addition to the ModulTherm plant consisting of a mobile quenching module and five treatment chambers, ALD delivered fully integrated peripheral tempering and preheating furnaces, a cleaning plant, a batch buffer, and an external charge transport system.
SyncroTherm plant installed at GKN
The plant can be expanded up to 10 treatment chambers, depending on demand over the following years. Consequently, GKN will be able to gradually replace the aging protective gas furnaces.
The SnycroTherm plant will mainly be used for parts which are especially susceptible to distortion. The small batch size allows for a more targeted and finely tuned quench, resulting in little change in the dimensions of the parts.
Additionally, heat treatment of small batches enables a more flexible and faster throughput of smaller load sizes throughout the overall production.
Do you need a better system for ensuring a successful audit? Discover how a full spectrum audit of your company’s heat treat or manufacturing processing can ensure consistency, compliance, better efficiency, and cost reductions.
Today’s Technical Tuesday is an original content piece written by Bluestreak | Bright AM™ for Heat TreatToday’sAerospace Edition 2021.
Many heat treaters operate on razor-thin margins. Therefore, every part of your end-to-end process must undergo a thorough inspection for streamlining and consistency. As critical data increasingly becomes an integral part of heat treat or service-based manufacturing processing, it could be time for you to audit your end-to-end pipeline to ensure the greatest efficiency and reduce costs.
Before you get started, however, you need a robust process audit checklist to ensure consistency and compliance. Here’s what you need to know.
The Benefits of a Checklist
It’s possible to operate without a checklist at all or with a generic one designed with no particular company in mind. However, can you be sure that your audits are consistent and proactive? If you operate without a checklist, you risk consistency and compliance.
Checklists provide the following:
Consistency: Everyone evaluates the same way.
Recordkeeping: You never question when or if an audit happened.
Comprehensive reviews: You’ll never miss a detail again.
Proactive feedback: Identify issues before they become catastrophic.
Preventive maintenance: Based on feedback, you can accomplish one of the biggest success determinants in processing.
A checklist not only improves the process but also helps heat treaters make the shift to valuable proactive operations. Not many years ago, downtime due to unplanned maintenance was part and parcel of the overall process, but now it can be reduced significantly with better processing software tools, effective data capture, and statistical process control (to look for negative processing trends before they become a part-processing problem).
Building a Robust Checklist
When you shift to a checklist-based audit, it can be tempting to copy and use something generic. But that’s just too risky. Instead, think through a customized checklist that gathers the data you need and ensures a comprehensive yet efficient internal audit every single time, no matter who conducts it.
Set your schedule. Checklists only work with regular upkeep. Make sure everyone is on the same page about audit schedules.
Create your accountability line. Who reports to whom? What happens to records? Who is responsible for initiating and following up? These details matter for follow-ups and accountability.
Customize your checklist for your process. Your unique production processes aren’t exactly like anyone else’s. You can view other examples for reference, but your checklist must follow your own processes and each of the operating steps that make up each process.
Edit for length and clarity. You want a comprehensive audit, but you don’t want to exhaust your auditors. Make it easier for them to maintain audit schedules by streamlining and cutting unnecessary repetition.
Ensure that there’s room for auditor judgment. The checklist isn’t the end-all, be-all. It’s designed to guide your auditors, not erase their expertise. Make sure there’s room for this expert assessment to complement the data analytics.
The “right” checklist is highly intuitive to your production facility processes. Even one from a company in the same industry may miss crucial details from your competitive standpoint/differentiation. With a customized checklist, you assess your various processes as they stand and ensure that you’ve considered your production facility part-processing steps as the unique operation that it is.
The Process: Set benchmarks for post-audit strategies with time deadlines
Without a deadline, nothing gets done. All your benchmarks and follow-ups should have actionable deadlines. These include having proactive and preventive measures, reducing unplanned downtime, and ensuring compliance with the latest regulatory standards or part-processing specifications.
You’ll also need a plan if a timetable isn’t met. This should be part of the checklist record, so everyone involved (no matter what level) is on the same page.
Noncompliance: Ensure complete documentation and follow-through
When you have an issue of noncompliance or another failing, it’s essential to document these fully. Follow up and use that information for future improvements. This data becomes your information trail and your path forward towards continuous improvement.
It can be tempting to gloss over the recordkeeping of past failures once everything has been brought back into compliance. However, you rob your organization of the chance to streamline its process(es) and provide a roadmap for improvement in the future.
Transforming Your Heat Treating Process
A process audit checklist tailored to your specific needs is the only way to ensure that you get the data and the results you seek. You have probably gotten by in the past without it, but in a world of data-driven decision making and razor-thin margins, can you afford to now?
Think of your checklist as your process auditor’s toolbox. The checklist enhances, reminds, and ensures consistency while allowing their expertise to shine through. Once you have a customized heat treat production process audit checklist, you can reduce your risk and widen those narrow margins of success. Your business depends on it.
About the Author:Bluestreak | Bright AM™ is a Manufacturing Execution (MES) and Quality Management System (QMS) software solution to manage and control production processes and operations from front office to shipping and delivery. Ensure compliance with NIST, ISO, AIAG, API, AMS, Nadcap, SAE, TS, etc., plus any internal and Prime’s specifications. They also provide additive manufacturing solutions with Bright AM™ software.
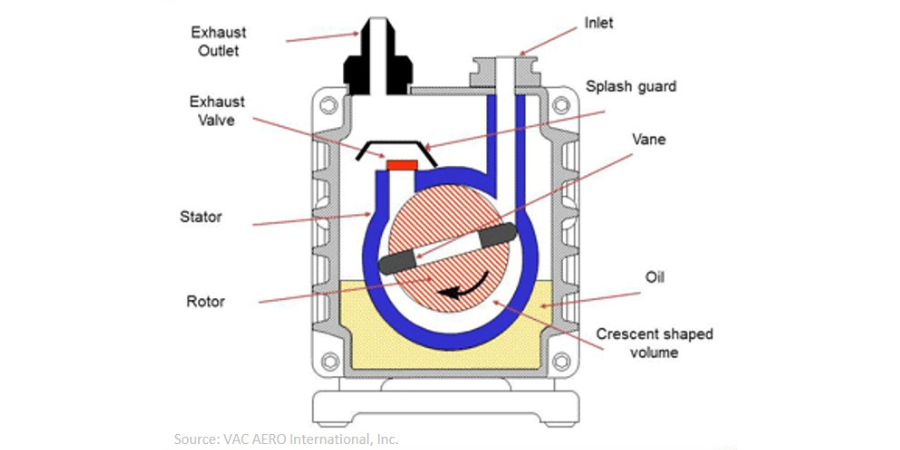
Vacuum pumps. What are they used for? Specifically, rotary vane oil sealed vacuum pumps. What goes on inside these machines? Where did they come from? If you know what we mean by the “slap-slap” or “clack-clack” noise, can you also list the pros and cons of this feature?
In the words of today’s best of the web, “This article discusses one and two-stage ‘medium vacuum’ oil sealed rotary vane vacuum pumps that can produce a catalog ultimate vacuum of about 1 x 10-2 Torr (0.01 Torr or 10 microns) for a one stage model and about 1 x 10-3 Torr (0.001 Torr or 1 micron) for a two-stage model.”
An excerpt:
[blockquote author=”VAC AERO International” style=”1″]The last improvement that the direct drive pump has over the VBD pumps is the ability to use the oil pressure to open and close a valve at the inlet of the pump. In VBD pumps the problem of oil ‘suck back’ into the vacuum system…[/blockquote]
Maciej Korecki Vice President of the Vacuum Furnace Segment SECO/WARWICK (source: SECO/WARWICK)
An international arms and military equipment manufacturer in Brazil needed to quickly expand and was recently able to receive a new vacuum furnace to meet their manufacturing demands.
The solution was provided by the parent company to North American SECO/VACUUM, SECO/WARWICK. Their furnace, the VECTOR®, is a single-chamber vacuum furnace that uses gas quenching and can be used for multiple metal heat treatment applications and processes. In this configuration, equipped with a round graphite heating chamber, it may be used for most standard processes including hardening, tempering, annealing, solutionizing, brazing and sintering.
"A situation where we have a product almost ready to be collected is rare. This time, the customer was indeed looking for a standard solution," said Maciej Korecki, vice president of the Vacuum Furnace Segment at the SECO/WARWICK Group.





 A Scandinavian manufacturer of heat exchangers, SonFlow will receive a vacuum furnace from the parent company of a North American manufacturer for copper brazing adapted to the individual needs of the company's clients. A special nozzle design and electrical penetration assembly will ensure that the device is specific for the production of the latest, high-capacity plate heat exchangers for industrial, HVAC, off-shore and sanitary purposes to be manufactured in the Kolding plant.
A Scandinavian manufacturer of heat exchangers, SonFlow will receive a vacuum furnace from the parent company of a North American manufacturer for copper brazing adapted to the individual needs of the company's clients. A special nozzle design and electrical penetration assembly will ensure that the device is specific for the production of the latest, high-capacity plate heat exchangers for industrial, HVAC, off-shore and sanitary purposes to be manufactured in the Kolding plant.