Heat TreatToday would like to wish everyone a Happy Memorial Day as you spend time with loved ones and reflect on the sacrifice that men and women gave to protect this nation in the hopes of it becoming a more perfect union. From the Civil War origins to the World War I symbolic adoption of poppies to Congressional affirmation of the permeant holiday as "Memorial Day," we are grateful for this moment to take a rest and give humble thanks to those now past.
Global commercial heat treater with 17 locations in North America, Aalberts Surface Technologies Heat in Kalisz (Poland), will receive a vacuum furnace with nitrogen quenching and an atmosphere furnace at their specialized commercial hardening plant. This expansion of its production line builds on their acquisition of a high vacuum furnace at their Dutch branch in Eindhoven last year.
The new SECO/WARWICK furnaces, added to the furnace that they had supplied last year, will create a production line that will be used for successive vacuum carburizing (LPC) and gas quenching (with the new CaseMaster Evolution-T vacuum furnace, or CMe-T furnace), followed by annealing (with the new BREW atmosphere furnace) to reduce the internal stress of the treated metals. Performing so many processes is possible thanks to the combination of vacuum technology with atmosphere technology.
The commercial heat treater believes that this expansion in capabilities will progress their mission. "According to our mission statement," said Wojciech Matczak, plant manager at Aalberts Surface Technologies Heat Kalisz, "‘Best-in-class’ is not about our core technologies but about our commitment to do everything we can to make our clients successful."
Maciej Korecki Vice President of the Vacuum Furnace Segment SECO/WARWICK (source: SECO/WARWICK)
The three-chamber CaseMaster Evolution-T furnace has 1 ton per batch capacity and an annual output of up to 2,000 tons of parts. It can replace 3 conventional atmosphere furnaces. Additionally, it has fast cooling nitrogen chamber, achieving results similar to helium and oil cooling, creating an environmentally friendly system. Using the nitrogen taken from and discharged to the air eliminates both the use of expensive and difficult to obtain helium and harmful quenching oil. This makes it possible to reduce CO2 emissions by 300 tons annually, which is the amount generated by three standard atmosphere furnaces.
“Aalberts Surface Technologies Heat had special requirements," explained Maciej Korecki, VP, of the Vacuum Business Segment at SECO/WARWICK, "regarding the components and solutions used, and thus [the vacuum furnace] will replace the existing semi-continuous processes under protective atmosphere followed by oil quenching with complete vacuum heat treatment with low pressure carburizing and nitrogen quenching (25 bar!), delivering process precision and repeatability. . ."
The second furnace, the BREW 6810 solution, will make it possible to perform the annealing process immediately after vacuum carburizing. It can operate between 572 and 1382°F (300 and 750°C) and is equipped with a system to enable treatment under nitrogen atmosphere, preventing oxidation on the heat-treated workpieces.
In a special Heat TreatRadio series, 40 Under 40 winners from the class of 2020 respond with their stories and insights of their life and work in the heat treat industry. This episode features the stories of Jamie Kuriger, Scott Cumming, and Shawn Orr.
Below, you can listen to the podcast by clicking on the audio play button and read a few excerpts from this episode.
"[I] Met a lot of different people, a lot of different industries where you typically wouldn't think that, on an everyday basis, that there'd be a need for heat treating, but that's kind of the cool thing about this industry."
"It [Covid-19] has made us have to diversify, look for new industries, look for new opportunities. . . We're seeing many many emerging markets, which I'm excited about."
"I'm blessed to be a part of this industry because it's, you know, it's able to be resilient. And the fact that there's still metal that needs to be heat treated, there's still so many opportunities."
"I was absolutely amazed at the range of products being treated. Maybe I was a bit naïve to how many products actually received some sort of thermal processing, from teeny screws all the way up to some giant crank shaft."
"As the younger generation, we must continue to question why things have been done a certain way. There's been many cases where I have been speaking with somebody about their current process, and ask how they've developed it. The response: that's the way it's always been done. In some cases, they don't even know why they're doing something a certain way. I love to find ways to improve and simplify processes and prove the old way is not always the best way."
"Prior to my involvement in the heat treating industry, I did not realize the material property benefits that heat can introduce for different materials."
"In recent years, things like digital communications, like ethernet IP, have been adopted by the industry giving better access to data from the furnace."
A specialty tungsten alloy products manufacturer in the eastern United States will receive a high temperature pusher furnace.
The furnace, from Gasbarre Thermal Processing Systems, is designed for high temperature sintering with operating temperature capabilities up to 2750°F (1510°C). The system is electrically heated using molybdenum elements and utilizes the latest in refractory materials for efficient operation.
The pusher system processes trays 8” wide x 12” long under 100% hydrogen atmosphere and includes an automated return conveyor for effective loading and unloading.
Gasbarre was selected as the equipment provider based on their knowledge of high temperature sintering and ability to service and support the client.
Induction is a curious member in the family of heat treating. Its presence is valuable, yet there’s a mystery surrounding it that has even veteran heat treaters exploring it to gain understanding. Journey through this induction hardening primer to learn about this important misfit of the heat treating world.
This Heat Treat Today Technical Tuesday original content feature, written by Kyle Hummel, P.E., COO at Contour Hardening, first appeared in Heat Treat Today's May 2021 Induction print edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
In the world of heat treat, induction hardening just doesn’t fit in. There is no big furnace, cycle times are a matter seconds, and the entire process takes place right before your eyes rather than behind the walls of a furnace chamber. Many heat treaters have one old induction machine sitting in the corner of the shop floor, with one remaining employee who knows how to operate it.
Induction is different than all other types of heat treatment, and even many metallurgists shy away from the "black magic" that occurs during the process. When I ask customers how familiar they are with induction hardening, they usually state that they have seen it before, mention something about a coil, but that’s about the extent of their knowledge.
The purpose of this article is to give readers, who are not familiar with the induction hardening process, some background on the fundamental aspects and terminology of the process. The information encompasses the most common questions I am asked by new customers as well as information I would provide in training new employees. My hope is that it will give you enough familiarity with the process to become more comfortable engaging in a conversation about induction hardening.
Why Use Induction?
Selective hardening – Induction allows you to harden only the desired portion of a part, whereas most furnace-based heat treat processes treat the entire component. This means you can harden the particular area that you want to harden, while leaving the rest of the component soft enough to machine further.
Strength – Not only does the part become harder, but the stress (called residual compressive stress) that is induced into the part will make it stronger. Other processes can meet the improved wear resistance of the added hardness but fail to strengthen the part at all, or not as much as induction hardening.
Single piece flow– Because induction hardening is not a batch process (typically one part is hardened at a time), induction machines can be placed in a manufacturing cell, allowing the process flow to be uninterrupted.
Induction hardening in action
Equipment and Tooling
Induction Hardening Machine – Systems will vary significantly in size and complexity depending on the components they are hardening. The primary components of the machine consist of a power supply, heat station (transformer), workstation, and HMI. The fluids system is composed of quenchant to cool the part being hardened and distilled water to cool the internal components of the machine. Heat time, power supply output, part rotation, and quenchant parameters should be controlled, monitored, and logged for each part.
Power Supplies – Power supplies are the most important component of the induction hardener. For the purpose of this article, we will discuss the two most important outputs of the power supply, frequency and power.
Frequency is important because it will help determine the depth of heating. Lower frequencies heat deeper into the part, and higher frequencies heat closer to the surface. To remember this, I like to use the analogy of whales using very low frequency calls to communicate over miles and miles of ocean, whereas the high-pitched squeak of a mouse can only be heard several feet away. For induction hardening, frequencies are split into two groups: medium frequency (MF) and radio frequency (RF). The MF range is typically from 3-50kHz, and RF is from 100-400kHz.
Power is important because it will determine how large of a part you can harden, and how long the heat time will need to be. The more power that a machine can output, the larger the part it can harden and the faster it can harden to a specified case depth. Typical power supply outputs for induction hardening range from 25kW to 1MW.
Coils – The induction coil is a copper conductor that is shaped in order to harden the specified area of the part. The current that flows through the coil is what produces the magnetic field, which in turn heats the part. Coils are typically part specific, since they need to be precisely constructed to heat a particular portion of the part.
Modern induction coils are water cooled and can be made of tubing or machined copper pieces that are brazed together to make a particular shape to fit the part. They are frequently equipped with sections of a material called flux intensifier, which helps to drive the magnetic field in a certain direction in order to intensify heating in that area and make the coil more efficient.
It is also common to have the quenching designed into the coil (machine integral quench, or MIQ) so that quenchant can be applied immediately after heating without the need to move the part to an auxiliary quench mechanism.
Process Basics
Single Shot– Single shot hardening is the most common method of induction hardening where the part and coil remain in the same spot during the heating process. Typically, the part is brought into proximity of the coil, the heating and quenching processes are applied to the part, and then the part is removed from the coil.
Scanning – Scanning involves heating and quenching a small portion of the part while moving either the coil or the part until the desired area is hardened. Quench is directionally applied to the part so that as a new portion of the part is heated, the previously heated section is being quenched appropriately. Scanning is frequently used to harden shafts because heating the entire shaft at once would require too much power.
Dual Frequency – Dual frequency hardening combines the benefits of the deeper heating of the lower MFs with the surface heating capabilities of higher RFs. By utilizing two different frequencies, it is possible to contour the hardening pattern more effectively on gear-like components, which further improves the strength of the part. The frequencies can either be applied consecutively (low frequency preheat followed by a high frequency final heat) or simultaneously.
Induction Tempering – Induction can also be used to complete the temper process in a few seconds rather than furnace tempering which could take hours. Induction tempering takes place after the hardening process and involves heating the part to a much lower temperature than is required during hardening. The targeted temperature for induction temper is higher than that of furnace tempering due to the decreased temper time. This softens the hardened area slightly in order to increase the toughness of the part and improve crack susceptibility.
Quenching – The quench process is just as important as the heating process with induction hardening. Almost all modern systems use a water/polymer quenchant mixture in the range of 5-20% polymer instead of using oils. The quench media is typically sprayed on to the part rather than submerging it into a bath. Quench concentration, temperature, flow, and pressure must all be monitored closely for a robust process. These parameters all function to guarantee that the part is quenched properly and consistently to ensure the correct hardness is achieved and crack susceptibility is minimized. Quench media must also be filtered to remove any process waste that could potentially clog the quench spray holes.
Inspection – Like most other forms of heat treatment, the two most common specifications with induction hardening are case depth and hardness. Most specifications will require surface hardness measurements along with effective case depths to determine the depth of hardening.
Materials – The most common materials to be induction hardened are medium to high carbon and alloy steels, cast irons, and powder metal. Induction is also becoming a popular heat treat method on certain stainless steels in different industries.
Induction hardening in action
What to Look Out For
Cracking – The rapid expansion of the part during heating followed by shrinkage from the accelerated cooldown during quenching increases crack susceptibility of induction hardened parts. Not all parts have a high risk of cracking, but part characteristics such as internal holes, sharp edges, and certain higher carbon materials will require more consideration. If cracking is an issue, the first two areas to investigate are overheating and quench severity. Reducing the quench severity (increasing quench temperature and concentration, reducing flow and pressure) is typically the most effective means of reducing cracking within an induction hardened part.
Distortion – Another side effect of the rapid expansion and contraction is part distortion. It is impossible to not distort the part with induction hardening due to the phase changes in the metal. However, with a robust and carefully monitored process, it is possible to minimize and accurately predict process distortion. Faster heating times and technical expertise in fixturing methods are two common methods to reduce distortion.
Conclusion
Although this information just begins to scratch the surface of the terminology and fundamentals of the process, hopefully it provides a starting point to those with limited experience. Like many other forms of heat treatment, it can take years to develop the knowledge and skills to gain expertise in induction hardening. I have been involved in induction for almost fifteen years, and I find there is always a new application that gives me the opportunity to learn even more.
About the Author: Kyle Hummel is a licensed Professional Engineer who has worked for Contour Hardening for 15 years as a metallurgical engineer and currently manages operations of Contour’s Indianapolis location.
For more information, contact Kyle at khummel@contourhardening.com or 317.876.1530 ext. 333
We are living in a volatile and ever-changing world right now— on many fronts. And so, when April's Industrial Heating Equipment Association’s (IHEA) Executive EconomicSummary begins, "Be careful what you wish for – you just might get it," it causes one to pause. There have been areas of growth during the early months of 2021, but as the report states, "With growth come the challenges of growth. . ."
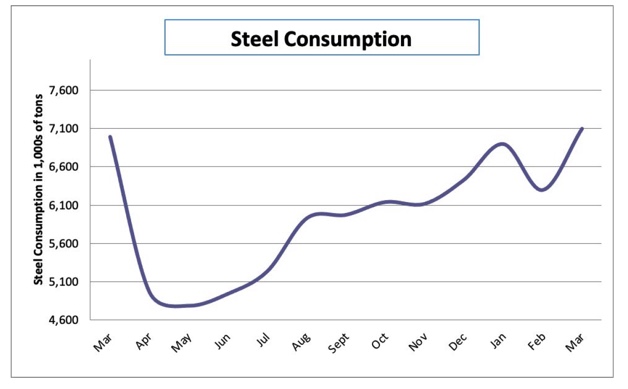
The demand for steel has been spiking and as a result the prices have been trending up as well. (Data courtesy of IHEA)
"Everything in this month’s report points to further growth and that is good except when it isn’t," the summary continues. What can challenge economic growth? Inflation and the three planks of inflation are commodity price hikes, wage hikes, and overall increase in money supply. Because of the growth, "the inflation threats are here to stay for a while." While the time frame isn't known, the two drivers that will contribute to its longevity or brevity are demand and supply. The report explains, "The demand side is pushing inflation for the moment – there is too much for the producers to keep pace with. The suppliers were not ready for this level of demand and remain a little cautious as far as how long that demand holds." It appears that the demand is real and that production will ramp up to meet the demand.
The one potential sticky point may be the money supply driver for inflation mentioned earlier. The economic report continues, "In normal circumstances there is a limit to inflation tolerance that stems from the willingness and ability to pay the higher prices." So, either the consumer has the means to pay the higher price or he deems it too high and will forgo the purchase. But today, with "close to $5.5 trillion in excess savings worldwide. . . the consumer will complain about the higher price, but then they will shrug their collective shoulders and pay anyway because they want the good or service offered and they have the money to pay for it. Those that will be left behind will be those that don’t have the money set aside or lack the ability to increase their personal money supply – the fixed income consumer and the company that is locked into their current pricing structure."
Copper, steel, aluminum and nearly everything else has seen sharp hikes to near record levels. The main reason for the price surge has been demand in excess of what had been predicted coupled with producers remaining on the cautious side. (Data courtesy of IHEA)
The report concludes with the expectation, barring no unexpected crisis, that "inflation pressures will ease by the end of the summer or early fall as the producers catch up with demand. This is the season of hurricanes and storms capable of creating issues that cascade through the markets and there is more fragility in the system than has normally been the case."
Check out the full report to see specific index growth and analysis which is available to IHEA member companies. For membership information, and a full copy of the 12-page report, contact Anne Goyer, executive director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Equipment Chatter
Foundrax Engineering Products Ltd, global Brinell test specialist, has launched the “BRINscope Duo”, a patent-pending, dual-illumination, hand-held microscope for measuring indentation diameters.
TAV VACUUM FURNACES SPA received an order for a horizontal vacuum heat treatment furnace for a Brazilian company who specializes in different heat treatments (including quenching, cementation, nitriding) for the engineering industry.
Foundrax MD Alex Austin is seen in discussion with Duo designer Lewis Buckle, talking about “uncertainty of measurement” – or a different way of dealing with the issue of accuracy of measurement.
Product shot of the BRINscope Duo
Personnel/Company Chatter
Mark Hemsath, former vice president of SECO/VACUUM Technologies LLC, is joining Nitrex’s Heat Treating Services Sales division. He will be taking on the role of vice president of Sales Heat Treating Services, Americas.
Zachary Thomas will be assuming the role of outside sales manager at Solar Atmospheres of Western PA. He will be reporting directly to their sales director, Mike Johnson.
AFC-Holcroft launched “AFC-Holcroft University,” a training program for all employees. This training offers their entire staff, including those in non-technical roles, the opportunity to learn more about the company, products, and technology.
Ipsen is offering on-site Ipsen U courses to accommodate large groups at client facilities. Ipsen U is a course designed to teach heat treatment fundamentals, best practices and new methods.
Rockford Systems, LLC, dba Rockford Combustion Solutions, is broadening its portfolio of offerings to include field service throughout the United States, Canada and Mexico.
Throughput Consulting Inc., a leading Manufacturing Execution and Quality Management System software provider, hired Joe Coleman as its new cyber security officer to assist customers and their vendors in achieving compliance of NIST 800-171, CMMC and DFARS. He will be working with the Bluestreak™ team towards this end.
Mark Hemsath, Vice-President of Sales Heat Treating Services, Americas, Nitrex
Mike Johnson, Sales Director (left), with Zachary Thomas (right) in front of the 48 foot vacuum furnace.
Tracy Dougherty at the first session of AFC-Holcroft’s internal training program
Ipsen offers Ipsen U courses for clients
Joe Coleman, Cyber Security Officer, Throughput Consulting Inc.
Kudos Chatter
Nitrex launched their new website to reflect their company’s values and brand.
Solar Atmospheres Greenville, SC facility has been awarded Aerojet Rocketdyne approval, their second aerospace prime approval of 2021.
Berndorf AG, parent company to AFC-Holcroft, graduated its 2020/2021 class of its Berndorf Academy, an exclusive, yearlong management training offered to select employees chosen from the corporation’s global subsidiaries. AFC-Holcroft’s Jason Crook, electrical engineering manager, was one of the graduates.
Newage Testing Instruments announced the launch of its new webshop, www.store.ametekstc.com to shop for hardness testing accessories such as test blocks, indenters, and anvils that can be used with both Newage’s products as well as other Rockwell, Brinell, Vickers, and Knoop hardness testing and microhardness testing systems.
ECM Technologies was recognized as one of the companies who is leading the way towards a better, brighter, greener future. ECM’s ECO Furnace was presented the Green Business Award for accomplishing a cleaner, safer, and more efficient operation in the heat treat industry; more specifically the environment benefits from a low carbon footprint (energy consumption is minimal and CO2 emissions are near 80% less).
Nitrex introduces their new website
Solar Atmospheres Greencille, SC awarded Aerojet Rockdyne approval
AFC-Holcroft’s Jason Crook, electrical engineering manager, graduated from yearlong management program. (Photo: bottom left)
ECM’s ECO Furnace was presented the Green Business Award
Ametek announced Newage Testing Instruments new website
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
An industrial heat exchanger manufacturer based in the UK will receive a new controlled atmosphere aluminum brazing line. This system will allow the manufacturer to expand its range of sizes and dimensions of aluminum heat exchangers that can be brazed using the CAB technology.
The supplier of the system, North American manufacturer SECO/VACUUM parent company SECO/WARWICK, shared that the Active Only line offers the greatest flexibility within the CAB furnace range while maintaining the same performance as larger continuous lines. These capabilities were important in order to accommodate the manufacturer's wide ranging portfolio, which includes heat exchangers for various industries.
Piotr Skarbiński Vice President of the Aluminum Process and CAB Business Segments SECO/WARWICK Group Source: SECO/WARWICK
The line will consist of a degreaser with afterburner and integrated energy recovery system, a spray fluxer, and an Active Only semi-continuous furnace. The system is composed of a dryer, a purging chamber, a convection-heated brazing furnace, a protective atmosphere cooling chamber, and a final cooling chamber. This will be complemented by an integrated system for loading, sequencing, stacking, transferring, and unloading the work in progress.
"We delivered our first furnace to this company 17 years ago, in 2004," says Piotr Skarbiński, Vice President of the Aluminum & CAB Products Segment at the SECO/WARWICK Group. "It was a furnace designed for the cutting-edge copper brazing technology of that time."
Spanish regional airline Air Nostrum L.A.M. S.A. has selected StandardAero to provide support services for the Pratt & Whitney PW127M engines powering its fleet of ATR 72-600 regional turboprops. Under the five-year agreement, StandardAero will provide PW127M hot section inspections (HSIs) and additional services from its OEM-authorized PW100 Designated Overhaul Facilities (DOFs) in Gonesse, France and Summerside, PE, Canada.
Air Nostrum has also renewed its selection of StandardAero as the exclusive support provider for the Honeywell GTCP36-150RJ and RE220[RJ] auxiliary power units (APUs) equipping the airline’s fleet of CRJ200 and CRJ900/1000 regional jets. Under these contract renewals, StandardAero will continue providing Air Nostrum with a range of services for the GTCP36-150RJ and RE220[RJ] from its Maryville, TN location, which is a Honeywell-approved Authorized Service Center for the APUs.
Lewis Prebble President of Airlines and Fleets StandardAero
"Against the backdrop of the current COVID-19 situation, which has significantly affected the aviation sector," said Fermín Tirado, managing director of ANEM, the new engineering and maintenance subsidiary of Air Nostrum, "it is very important to have a reliable and consistent partner delivering a competitive cost and maintaining our engines to run at peak efficiency, which contributes to reduced CO2 emissions."
"We are proud to have been entrusted by Air Nostrum for the support of their PW127M, RE220 (RJ) and GTCP36-150RJ fleets," commented Lewis Prebble, president of Airlines and Fleets for StandardAero. "We are dedicated to supporting Air Nostrum and its passengers, and look forward to continuing our close relationship for many years to come."
StandardAero is a Designated Overhaul Facility (DOF) for the P&W PW100 family, with overhaul facility locations in Summerside, PE, Canada and Gonesse, France, supported by five service center locations across the Americas, Europe, Africa and Asia.
Innovation. New processes to help efficiency and accuracy. Who doesn’t like to hear about ways to improve production on a Technical Tuesday? Check out how this novel mechanical testing method is gaining traction.
This original content article was written by James Dean, CEO of Plastometrex, for Heat TreatToday'sMarch 2021 Aerospace print edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you'd like to submit.
James Dean CEO Plastometrex
Plastometrex is a start-up based in the United Kingdom that is commercializing a novel mechanical testing method called indentation plastometry. The technique – developed over a ten-year period of research at the University of Cambridge – allows users to obtain material strength characteristics (full stress-strain curves) in a way that is faster, cheaper, and simpler than conventional mechanical testing procedures.
The testing process is fully automated and involves three simple steps. The first is the creation of an indent using the indentation plastometer which is a custom-built, macromechanical test machine (Figure 1). The second is measurement of the residual profile shape using an integrated stylus profilometer (Figure 2). The third is the analysis of the profile shape in a proprietary software package called SEMPID, which converts the indentation test data into stress-strain curves that are comparable to those that would be measured using conventional mechanical testing methods (Figure 3). The entire procedure takes just a few minutes, and the surface preparation requirements are minimal.
Another advantage over conventional tensile testing is the ability to map spatial variations in mechanical properties as well as the ability to test real components. In fact, in a recent project conducted in collaboration with Energy Densification Systems, a South African company servicing the mining industry, an indentation plastometer was used to characterize the change in stress-strain behavior that took place within a Hardox steel component subjected to high temperature during a brazing process.
Figure 1. The Indentation Plastometer from Plastometrex.
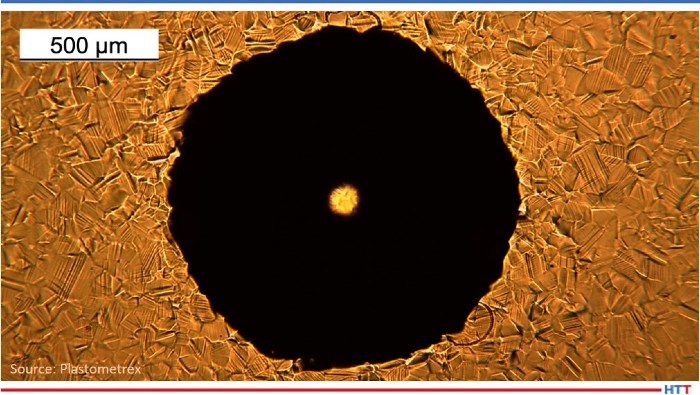
Figure 2. A residual indent after indenting a steel sample with the Indentation Plastometer, showing local grain structure.
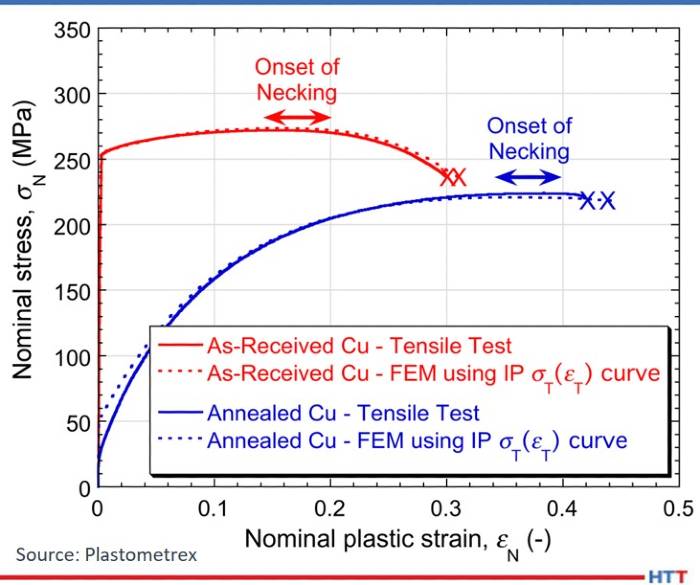
Figure 3. Comparisons between stress-strain curves obtained using indentation plastometry, and stress-strain curves obtained using conventional tensile testing on specimens of copper in as-received and annealed conditions.
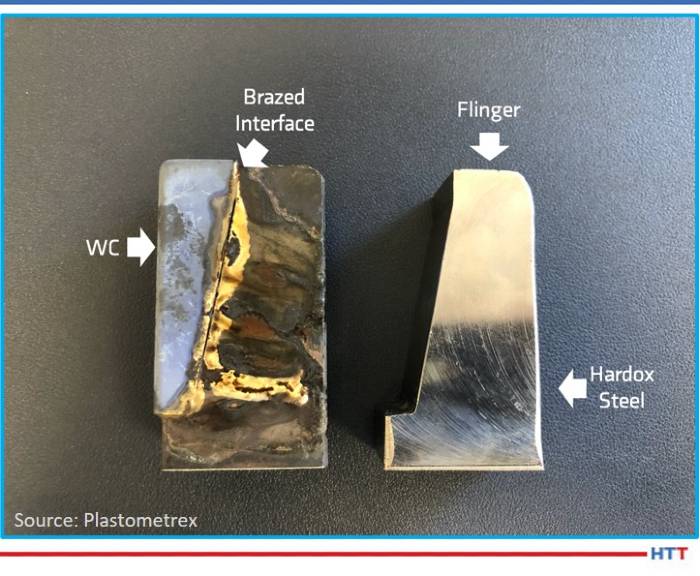
One of the Hardox steel samples (Figure 4) has a tungsten carbide (WC) insert that is brazed to the front surface, and this is clear evidence of a high temperature event having taken place here (from the presence of oxidation). The other sample is in its as received form. The objective of the tests was to determine if the high temperature brazing process had in any way affected the mechanical properties of the Hardox steel and, if so, to quantify the results.
Figure 4. Photograph of the Hardox steel samples, with and without the WC insert attached, showing high levels of oxidation following from the brazing process.
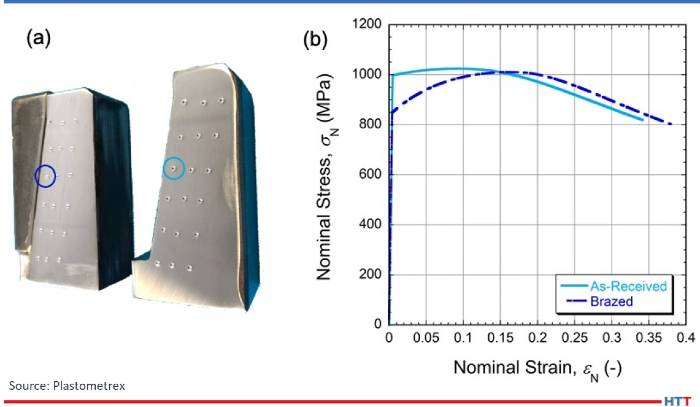
The oxidized layer was then removed and the Hardox steel samples were indented in the locations that are shown in Figure 5a. The indentation data were analyzed and converted into stress-strain curves using the SEMPID software. Two are shown in Figure 5b, where it is apparent that the high temperature brazing process has affected the strength characteristics of the material in that location.
Figure 5. (a) Photograph of the Hardox steel samples after indentation testing and (b) indentation-derived stress-strain curves from the locations identified in (a).
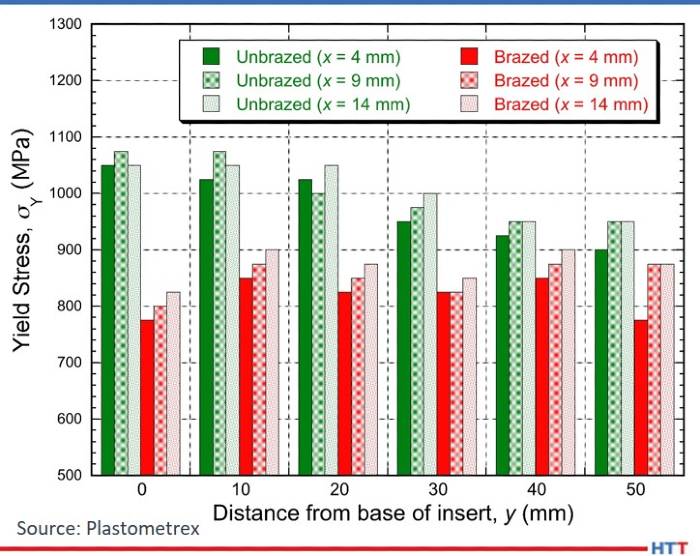
Further data are provided in Figure 6, which compares the indentation-derived yield stress values across the two specimens. This data demonstrates that the yield stress is substantially lower in the specimen that was subjected to high temperature during the brazing process. Importantly, these yield stress values, which could not have been obtained using conventional mechanical testing procedures, could subsequently be used in calculations that predict the wear lifetime of these components, which form part of the apparatus inside a rock comminution device.
Figure 6. Bar chart showing indentation-derived yield stress values as a function of location, with y being the distance along the brazed interface and x the distance from it, for the as-received substrate and for the brazed assembly.
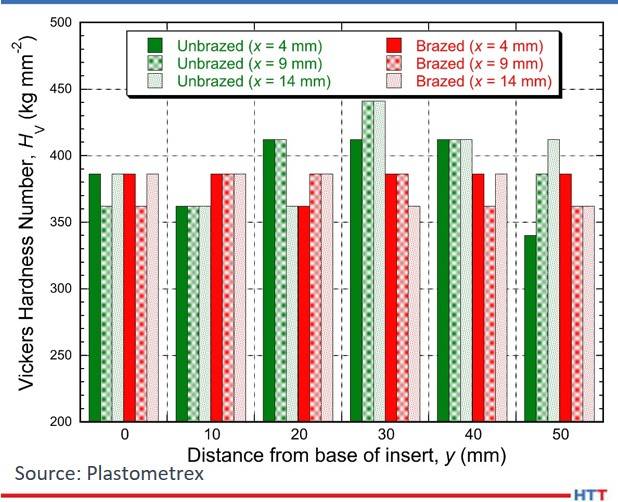
One further aspect worth highlighting was the inadequacy of conventional hardness numbers to detect or systematically characterize these changes. Figure 7 plots the Vickers Hardness numbers (at 5 kg load) for the two steel specimens in the as-received and heat-affected conditions. It can be seen that the outcome is more vague and confusing than it was for the yield stress values, suggesting that indentation plastometry offers access to superior and more valuable data than conventional hardness test machines.
Figure 7. Vickers hardness numbers corresponding to the locations where indentation plastometry was carried out. The applied load was 5 kg.
About the Author: James Dean is the CEO of Plastometrex and has an undergraduate degree in materials science, a masters in gas turbine engineering, and a PhD in materials science from Cambridge University, where he subsequently held research assistant and senior research associate positions. He also helped manage the Centre for Doctoral Training in Computational Methods for Materials Science at Cambridge. He co-founded Plastometrex in 2018. For More Information: Contact James at j.dean@plastometrex.com